剥肋滚压直螺纹连接作业指导书
剥肋滚压直螺纹钢筋连接施工技术
剥肋滚压直螺纹钢筋连接施工技术一、编制依据《钢筋机械连接技术规程》JCJ107—2023《滚轧直螺纹钢筋连接接头》JC163—20231.所谓钢筋机械连接——通过钢筋与连接件的机械咬合作用或钢筋端面的承压作用将一根钢筋中的力传递到另一根钢筋的连接方法, 这种连接的截面较大, 一般比钢筋截面大10%—30%或以上。
2.这种连接方法具有接头可靠, 操作简朴;不用电流、不受温度影响, 全天候施工, 对中性好, 施工进度快, 可连接各种钢筋, 不受钢筋种类含碳量的限制。
3、滚轧直螺纹接头, 通过钢筋端头直接滚轧或剥肋后滚轧制作的直螺纹和连接件螺纹咬合形成的接头。
4、本施工技术规定, 使用施工范围:1)仅用于剥肋滚轧直螺纹钢筋连接工程;2)合用于混凝土结构中, 直径为16—40mm的II级III 级钢筋的连接3)连接的钢筋应符合CB1499.2热轧钢筋的强度标准值系根据屈服强度拟定HRB335代号、HRB400代号。
4)连接套筒选用45号优质碳系结构钢或其他经型式检查确认符合规定的钢材, 供货单位应提供质量保证书5.接头根据《钢筋机械连接通用技术规程》(JGJ107—2023)的规定接头性能等级分为Ⅰ级、Ⅱ级、Ⅲ级三个等级。
Ⅰ级: 接头抗拉强度等于被连接钢筋的实际拉断强度或不小于1.1倍钢筋抗拉强度标准值, 残余变形小并具有高延性及反复拉压性能。
Ⅱ级:接头抗拉强度不小于被连接钢筋抗拉强度标准值, 残余变形较小并具有高延性及反复拉压性能。
Ⅲ级:接头抗拉强度不小于被连接钢筋屈服强度标准值的 1.25倍, 残余变形较小并具有一定的延性及反复拉压性能。
二、接头的抗拉强度等级Ⅰ级: 接头试件实际抗拉强度不应小于接头试件中钢筋抗拉强度实测值(断于钢筋)也不应小于钢筋抗拉强度标准值的1.1倍(断于接头)。
Ⅱ级: 接头试件实际抗拉强度不应小于钢筋抗拉强度标准值。
Ⅲ级: 接头试件实际抗拉强度不应小于钢筋屈服强度标准值。
1)接头单向拉伸时的强度和变形是接头的基本性能。
直螺纹连接作业指导书

目录1、编制说明 (2)2、编制依据及执行标准 (2)3、施工前的准备工作 (3)3.1、人员要求 (3)3.2、材料要求 (3)3.3、技术要求 (3)4、操作工艺 (4)4.1、工艺流程 (4)4.2、钢筋丝头加工 (4)4.3、钢筋连接 (5)5、质量控制标准与验收 (6)6、成品及环境保护 (8)7、应注意的质量问题 (8)8、安全操作规定 (8)9、质量记录 (8)附表一: (10)1、编制说明1、中国青年政治学院图书实验楼工程位于北京市海淀区西三环北路25号中国青年政治学院院内。
地上9/11层,地下3层,总建筑面积29192.6m2。
本工程为框架剪力墙结构,筏板式基础,结构安全等级为二级,混凝土抗震设防烈度8度。
剪力墙抗震设防等级为地下一层及以上为一级,地下三层、地下二层为三级,框架抗震等级为地下一层及以上为一级,地下三层、地下二层为三级。
2、本工程HRB335级(Ⅱ级钢筋)有Ф22、Ф20、Ф18、Ф16、Ф14、Ф12。
HRB400级(Ⅲ级钢筋)有32、28、25、22、20、18、16、14。
通过综合比较,结构施工中大于或等于Φ16的受力钢筋采用剥肋滚轧直螺纹连接(以下简称直螺纹连接),接头性能等级按设计说明要求采用Ⅱ级接头。
Φ14及Φ14以下的钢筋采用绑扎搭接。
3、滚轧直螺纹钢筋连接接头就是将钢筋端部用滚轧工艺加工成直螺纹,并用相应的连接套筒将两根钢筋相互连接的钢筋接头。
本工程滚轧直螺纹钢筋连接采用的连接类型为剥肋滚轧直螺纹套筒连接,就是采用钢筋剥肋滚丝机先将钢筋的横肋和纵肋进行剥切处理后,使钢筋滚丝前的柱体直径达到同一尺寸,然后再滚轧成型,并用相应的连接套筒将两根钢筋相互连接的钢筋接头。
根据工程实际情况,本工程滚轧直螺纹钢筋接头连接套筒有标准型和异径型两种。
异径型用于不同直径的钢筋连接。
2、编制依据及执行标准2.1、《中国青年政治学院图书实验楼工程施工图纸》;2.2、《中国青年政治学院图书实验楼工程施工组织设计》2.3、《钢筋机械连接通用技术规程》(JGJ107-2003);2.4、《钢筋混凝土用热轧带肋钢筋》(GB1499);2.5、《混凝土结构工程施工质量验收规范》(GB 50204-2002);2.6、《滚轧直螺纹钢筋连接接头》(JG163-2004)2.7、《钢筋机械使用安全技术规程》(JGJ133-2001);2.8、《建筑工程资料管理规程》(DBJ01-51-2003);2.9、《北京市结构长城杯工程质量评定标准》(DBJ 01-69-2003);3、施工前的准备工作3.1、人员要求凡参加接头连接施工的操作人员、技术管理人员和质量管理人员,均应参加技术规程培训;操作工人必须经过技术培训,并经考核合格后,持证上岗。
剥肋滚轧直螺纹钢筋连接技术指南
剥肋滚轧直螺纹钢筋连接技术指南1、接头位置数字北京大厦工程,直径大于或等于16mm钢筋的均采用机械连接(剥肋滚轧直螺纹连接),基础底板钢筋接头为一级等强连接,接头位置不受限制,但同一截面内,接头钢筋面积占总面积的百分率不得大于25%。
其它部位钢筋接头连接强度均不低于二级等强连接,且钢筋接头百分率不应超过50%。
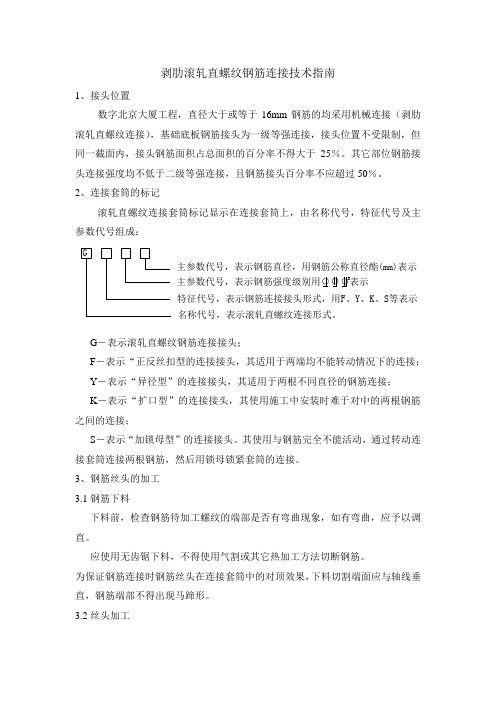
2、连接套筒的标记滚轧直螺纹连接套筒标记显示在连接套筒上,由名称代号,特征代号及主参数代号组成:G主参数代号,表示钢筋直径,用钢筋公称直径酯(mm)表示R主参数代号,表示钢筋强度级别用 表示特征代号,表示钢筋连接接头形式,用F、Y、K、S等表示名称代号,表示滚轧直螺纹连接形式。
G-表示滚轧直螺纹钢筋连接接头;F-表示“正反丝扣型的连接接头,其适用于两端均不能转动情况下的连接;Y-表示“异径型”的连接接头,其适用于两根不同直径的钢筋连接;K-表示“扩口型”的连接接头,其使用施工中安装时难于对中的两根钢筋之间的连接;S-表示“加锁母型”的连接接头。
其使用与钢筋完全不能活动,通过转动连接套筒连接两根钢筋,然后用锁母锁紧套筒的连接。
3、钢筋丝头的加工3.1钢筋下料下料前,检查钢筋待加工螺纹的端部是否有弯曲现象,如有弯曲,应予以调直。
应使用无齿锯下料,不得使用气割或其它热加工方法切断钢筋。
为保证钢筋连接时钢筋丝头在连接套筒中的对顶效果,下料切割端面应与轴线垂直,钢筋端部不得出现马蹄形。
3.2丝头加工(1)加工流程参见钢筋丝头加工的人员必须进行技术培训,经考核合格后方可持证上岗操作。
工艺流程如下:钢筋端面平头→滚轧螺纹加工→丝头质量检验→带帽保护→丝头质量抽查→存放待用(2)操作要点:(1)钢筋端面平头。
平头的目的是让钢筋端面与母材轴线方向垂直。
宜采用砂轮切割机或其它专用设备,严禁气割;(2)滚轧螺纹加工。
使用钢筋滚轧直螺纹机将待连接钢筋的端头加工成螺纹;(3)丝头质量检验。
操作者对加工丝头的质量进行检查;(4)带帽保护。
钢筋接头直螺纹连接作业指导书
钢筋接头直螺纹连接作业指导书一、设计要求本工程钢筋混凝土结构中直径为16~25㎜的HRB335级钢筋的连接,采用活套筒连接方式(A级)选用钢筋剥肋滚压直螺纹连接。
二、编制参考标准及规范《钢筋混凝土用热轧带肋钢筋》(GB 1499);《钢筋混凝土用余热处理钢筋》GB 13014);《钢筋机械连接通用技术规程》(JGJ 107—2003);套筒与锁母材料应采用优质碳素结构钢或合金结构,其材质符合GB699规定。
2.6锁母锁定连接套筒与钢筋丝头相对位置的螺母。
三、基本规定1、采用螺纹套筒连接的钢筋接头,其设置在同一构件中纵向受力钢筋的接头相互错开。
钢筋机械连接区段长度应按35d计算(d为被连接钢筋中的较大直径)。
在同一连接区段内有接头的受力钢筋截面面积的百分率(以下筒称百分率),应符合下列规定:(1)接头宜设置在结构构件受拉钢筋应力较小部位。
(2)接头宜避开有抗震设防要求的框架的梁端、柱端箍筋加密区;当无法避开时,应采用1级或2级接头,且接头百分率不应大于50%。
2、接头端头距钢筋弯曲点不得小于钢筋直径的10倍。
3、不同直径钢筋连接时,一次连接钢筋直径规格不宜超过二级。
四、施工准备1、技术准备(1)凡参与接头施工的操作工人必须参加技术培训,经考核合格后持证上岗.(2)核对有编号的布筋图纸加工单与成品数量;(3)做好技术交底。
2、材料准备(1)材料的品种规格:套筒的规格、型号以及钢筋的品种、规格必须符合设计要求。
(2)质量要求:1)钢筋质量要求:①钢筋应符合国家标准《钢筋混凝土用热轧带肋钢筋》(GB 1499)和《钢筋混凝用余热处理钢筋》(GB13014)的要求,有原材质、复试报告和出厂合格证;②钢筋应先调直在下料,并宜用切断机和砂轮片切断,切口端面应与钢筋轴线垂直,不得有马蹄形或挠曲,不得用气割下料。
2)套筒与锁母材料质量要求:①套筒与锁母材料应采用优质碳素结构钢或合金结构钢,其材质应符合GB66规定;②成品螺纹连接套应有产品合格证;两端螺纹孔应有保护盖;套筒表面应有规格标记。
直螺纹指导书
剥肋滚压直螺纹钢筋连接工程作业指导书1、施工机具钢筋剥肋滚压直螺纹机、限位挡铁、螺纹环规、力矩扳手及普通扳手等。
2、施工准备2.1参加滚压直螺纹接头施工的人员必须进行技术培训,经考核合格后方可持证上岗操作。
2.2钢筋应先调直再加工,切口端面要与钢筋轴线垂直,端头弯曲、马蹄形严重的要切去,但不得用气割下料。
3、施工工艺3. 1工艺流程预接:钢筋端面平头一剥肋滚压螺纹一丝头质量检验一用套筒连接一接头检验;现场连接:钢筋就位一拧下钢筋保护帽和套筒保护帽一接头拧紧一作标记一质量检验。
3.2钢筋端面平头钢筋端部平头使用台式砂轮片切割机进行切割。
3. 3钢筋丝头加工3. 3. 1按钢筋规格所需的调整试棒并调整好滚丝头内孔最小尺寸。
3.3.2按钢筋规格更换涨刀环,并按表1规定的丝头加工尺寸调整好剥肋直径尺寸。
丝头加工尺寸(mm)表13. 3.3调整剥肋挡块及滚压行程开关位置,保证剥肋及滚圧螺纹的长度符合丝头加工尺寸的规定。
3. 3.4加工钢筋螺纹时,采用水溶性切削润滑液;当气温低于0°C时,应掺入15%-20%亚硝酸钠,不得用机油作润滑液或不加润滑液套丝。
3.3.5操作工人应逐个检查钢筋丝头的外观质量,检查牙型是否饱满、无断牙、秃牙缺陷,已检查合格的丝头要用专用的钢筋丝头保护帽或连接套筒对钢筋丝头进行保护,以防螺纹在钢筋搬动或运输过程中被损坏或污染。
3. 4直螺纹接头的现场连接3.4.1连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋和套筒的丝扣干净、完好无损;3. 4. 2连接钢筋时应对正轴线将钢筋拧入连接套筒。
3.4.3接头连接完成后,应使两个丝头再套筒中央位置互相顶紧,标准型套筒每端不得有一扣以上完整丝扣外露。
3.4.4连接水平钢筋时,必须从一头往另一头依次连接,不得从两头往中间或中间往两端连接。
3.4.5连接钢筋时,一定要先将待连接钢筋丝头拧入同规格的连接套之后,再用力矩扳手拧紧钢筋接头;连接成型后用红油漆作出标记,以防遗漏。
钢筋直螺纹连接作业指导书
目录1.目旳 ............................................................. 错误!未定义书签。
2.编制根据 ......................................................... 错误!未定义书签。
3.合用范围 ......................................................... 错误!未定义书签。
4.技术准备 ......................................................... 错误!未定义书签。
5.人员组织 ......................................................... 错误!未定义书签。
劳动力组织记录表 ................................................... 错误!未定义书签。
6.材料规定 ......................................................... 错误!未定义书签。
7.机具配置 ......................................................... 错误!未定义书签。
7.1钢筋剥肋滚压直螺纹机.......................................... 错误!未定义书签。
7.2限位挡铁..................................................... 错误!未定义书签。
7.3螺纹环规..................................................... 错误!未定义书签。
7.4力矩扳手..................................................... 错误!未定义书签。
剥肋直螺纹作业指导书
直螺纹作业指导书一、主要机具设备根据《钢筋机械连接技术规程》(JGJ107-2010)对钢筋接头的质量要求,施工中选用2台HGS-40型剥肋滚压直螺纹滚丝机,每台设备配2—3人加工丝头,其中1人操作设备,另外1—2人为辅助工,负责装卸钢筋。
该设备可对HRB335、HRB400Ф16~Ф40的钢筋进行剥肋滚丝加工。
其主要原理是先将钢筋的横肋和纵肋切削处理,使钢筋滚丝前的柱体直径达到同等规定尺寸,再进行螺纹滚压成型,加工的螺纹精度高,质量稳定,可确保连接接头的质量。
二、施工工艺1、工艺流程钢筋除锈→钢筋端面平头→剥肋滚压螺纹→丝头质量检验→利用套筒连接→接头检验。
现场连接:钢筋就位→拧下钢筋保护帽和套筒保护帽→接头拧紧→作标记→施工质量检验。
2、钢筋除锈施工前,把钢筋端部(按丝头长度的2—3倍)的水锈、油污、砂浆等附着物彻底清除。
3、钢筋切断①钢筋端头平切的目的是为了使接头拧紧后能让两个丝头对顶,更好地消除螺纹间隙。
②加工丝头前应检查矫直钢筋端部弯曲和修磨端头切口的刀边。
③钢筋切割必须用冷加工,其平头切口端面与钢筋轴线垂直。
④切断时要将同规格钢筋根据不同长度长短搭配,统筹排料,先断长料,后断短料,减少短头,减少损耗。
⑤钢筋断口有马蹄形或起弯现象时,必须重新切断。
4、剥肋滚压螺纹(丝头加工)①正式加工前,设备由厂家人员进行调试及成型试验,符合要求后再开始加工。
②按钢筋规格所需的调整试棒调整好滚丝头内孔最小尺寸。
③按钢筋规格更换涨刀环,并按规定的丝头加工尺寸调整好剥肋直径尺寸。
④调整剥肋挡块及滚压行程开关位置,保证剥肋及滚压螺纹的长度符合丝头加工尺寸的规定。
⑤丝头表面不得有影响接头性能的损坏及锈蚀。
⑥钢筋丝头加工完成、检验合格后,要用专用的钢筋丝头保护帽或连接套筒对钢筋丝头进行保护,以防螺纹在钢筋搬动或运输过程中被损坏或污染。
⑦螺纹长度靠挡铁进行保证,加工不同规格的钢筋使用不同长度的挡铁,挡铁侧面打印着其所加工的钢筋规格;螺纹的直径靠设备本身来保证。
剥肋滚轧直螺纹钢筋连接作业指导书

剥肋滚轧直螺纹钢筋连接作业指导书2013年3月1日目录一、适用范围 (1)二、施工准备 (1)三、作业条件 (2)四、施工技术要求及措施 (2)五、质量记录 (6)六、安全措施 (6)剥肋滚轧直螺纹钢筋连接作业指导书一、适用范围工业与民用建筑及各类构筑物的钢筋混凝土结构的柱、墙及基础的钢筋工程中直径16mm-40mm的Ⅱ、Ⅲ级钢筋剥肋直螺纹连接,也可用于钢筋混凝土梁、板钢筋连接。
但接头位置应根据设计要求放在应力较小区段内。
钢筋剥肋直螺纹连接适应于不同直径钢筋的连接,但钢筋直径相差不宜大于二个级差。
对于预应力钢筋、直接承受高温和低温影响的结构构件、经常承受反复动荷载及承受高应力疲劳荷载的钢筋混凝土结构,在未做可靠的相应试验以前,不宜使用本接头。
二、施工准备2.1材料1.钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。
2.连接套应符合以下要求:a.有明显的规格标记(如Φ32、Φ28、Φ25、Φ22、Φ20、Φ18);b.螺孔用塑料密封盖封住;c.有产品合格证;d.连接套应分类包装存放,不得混淆和锈蚀。
2.2主要机具1.钢筋剥肋滚轧直螺纹成型机型号GHB/Z-32,可套制直径16mm-32 mm的Ⅱ或Ⅲ级钢筋的轧丝机。
2.量规:量规包括止端螺纹环规、通端螺纹环规和直螺纹量规(卡尺)。
止端螺纹环规、通端螺纹环规都是用来检查钢筋连接端的直螺纹牙形加工质量的量规。
止端螺纹环规是用来检查钢筋连接端的直螺纹直径的量规,止规一般要求进入螺纹2~3P(P为螺距)。
通端螺纹环规是用来检查直螺纹直牙形加工质量的量规,通规一般要求进行整个直螺纹区域。
直螺纹量规(卡尺)是用来检查直螺纹长度是否满足质量要求的量规。
3.拧紧扳手:宜采用把手长度不小于40CM的管钳拧紧扳手。
三、作业条件1.参加滚压直螺纹接头施工的人员必须进行技术培训,经考核合格后方可持证上岗操作。
2.钢筋应先调直再加工,切口端面宜与钢筋轴线垂直,端头弯曲、马蹄严重的应切去,不得用气割下料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
剥肋滚压直螺纹连接作业指导书
一、作业条件:
1、作业前必须检查机械设备、作业环境、照明设施等,并试运行符合安全要求,作业人员必须持证上岗。
2、设置专门钢筋加工后台,钢筋定尺加工,对施工队限额发料(考虑合理损耗),根据工程进度将加工好的钢筋运至作面。
3、运输钢筋的车辆,应遵守《运输车辆清洗作业指导书》中的规定,严禁呜笛等人为噪声的产生。
4、清洗、清扫工具(如铁刷子、扫帚、容器等)应配备齐全,钢筋加工过程中所生的铁屑、铁锈等应用指定的容器盛接,严禁直接洒落土壤中而污土壤。
二、操作工艺:
1、施工准备阶段:
⑴钢筋进场卸车时应轻吊慢放,一次性把钢筋按要求堆
放在钢筋存放架上,严禁打开车挡板,任钢筋随意下落或翻斗车接直倾倒而产生噪声。
⑵钢筋堆放场地应硬化,分规格型号排列堆放并加注标识。
及时派人清扫场地,防止铁锈随水污染环境,清扫时要经常洒水以免产生扬尘。
2、钢筋机械:
(1)、作业前必须检查机械设备性能,并按照清洁、调整、紧固、防腐、润滑的要求,维修保养机械。
(2)、机械明齿轮、皮带轮等高速动转部分,必须安装防护罩或防护板。
(3)、机械操作者必须严格按机械操作规程操作机械,严禁无证操作。
(4)、机械运行中停电时,应立即切断电源。
收工时应顺序停机、拉闸、清理作业场所。
(5)、电动机械的电闸必须安装漏电保护器,并应灵敏有效,每台机械必须有良好的接地保护措施。
(6)、钢筋调直机、切断机等加工机械必须有良好的接
地等漏电保护措施。
(7)、钢筋调直场地需派专人负责。
调直机地面硬化,并搭设操作棚。
(8)、调直机所用机油、润滑剂需存放于维修班,更换下的废件及时回收。
(9)、调直机等噪声大机械夜间禁止施工,减少噪音污染。
3、钢筋加工:
(1)、钢筋表面油渍、漆污、浮皮、铁锈等应及时清扫,并堆放在指定位置,严禁洒落地上。
(2)、钢筋加工时应轻拿轻放,严禁随意乱扔乱放,加工所产生的钢筋头应分规格及长短尺寸分别码放,以便充分利用,减少资源浪费。
(3)、钢筋截断及切割所产生的碎屑及时清理,切割机前加设挡板,并派专人负责,防止产生火花伤人或引起火灾。
4、钢筋绑扎与安装:
⑴、钢筋绑扎所用的铁丝、工具不得乱扔乱放,必须存
放在指定地点或安全地带,严防高处坠落伤人。
⑵、成型钢筋在场内运输应轻搬轻放,防止产生撞击、刻痕、变型等缺陷。
⑶、钢筋绑扎如需调整,应轻轻敲打,严禁乱打乱砸。
⑷、控制砼保护层所用塑料垫块,应放在指定位置,严禁乱扔乱放;控制砼尺寸所用的塑料管、塑料垫块如废弃后,应存放在指定地点,严禁随处乱扔,合理回收。