ISO硬质合金用途分类
刀片材质分类
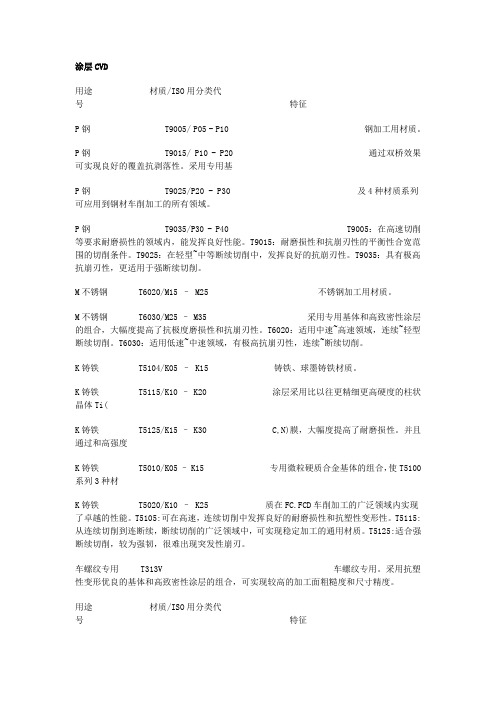
涂层CVD用途材质/ISO用分类代号特征P钢 T9005/ P05 - P10 钢加工用材质。
P钢 T9015/ P10 - P20 通过双桥效果可实现良好的覆盖抗剥落性。
采用专用基P钢 T9025/P20 - P30 及4种材质系列可应用到钢材车削加工的所有领域。
P钢 T9035/P30 - P40 T9005:在高速切削等要求耐磨损性的领域内,能发挥良好性能。
T9015:耐磨损性和抗崩刃性的平衡性合宽范围的切削条件。
T9025:在轻型~中等断续切削中,发挥良好的抗崩刃性。
T9035:具有极高抗崩刃性,更适用于强断续切削。
M不锈钢 T6020/M15 – M25 不锈钢加工用材质。
M不锈钢 T6030/M25 – M35 采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性。
T6020:适用中速~高速领域,连续~轻型断续切削。
T6030:适用低速~中速领域,有极高抗崩刃性,连续~断续切削。
K铸铁 T5104/K05 – K15 铸铁、球墨铸铁材质。
K铸铁 T5115/K10 – K20 涂层采用比以往更精细更高硬度的柱状晶体Ti(K铸铁 T5125/K15 – K30 C,N)膜,大幅度提高了耐磨损性。
并且通过和高强度K铸铁 T5010/K05 –K15 专用微粒硬质合金基体的组合,使T5100系列3种材K铸铁 T5020/K10 – K25 质在FC.FCD车削加工的广泛领域内实现了卓越的性能。
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性。
T5115:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质。
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃。
车螺纹专用 T313V 车螺纹专用。
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加工面粗糙度和尺寸精度。
用途材质/ISO用分类代号特征P钢 T3030/P20 – P40 钢,不锈钢加工用材质。
硬质合金刀具材料的种类、性能和特点及应用
硬质合金刀具材料的种类、性能和特点及应用硬质合金刀具,特别是可转位硬质合金刀具,是数控加工刀具的主导产品,20世纪80年代以来,各种整体式和可转位式硬质合金刀具或刀片的品种已经扩展到各种切削刀具领域,其中可转位硬质合金刀具由简单的车刀、面铣刀扩大到各种精密、复杂、成形刀具领域。
⑴硬质合金刀具的种类按主要化学成分区分,硬质合金可分为碳化钨基硬质合金和碳(氮)化钛(TiC(N))基硬质合金。
碳化钨基硬质合金包括钨钴类(YG)、钨钴钛类(YT)、添加稀有碳化物类(YW)三类,它们各有优缺点,主要成分为碳化钨 (WC)、碳化钛(TiC)、碳化钽(TaC)、碳化铌(NbC)等,常用的金属粘接相是Co。
碳(氮)化钛基硬质合金是以TiC为主要成分(有些加入了其他碳化物或氮化物)的硬质合金,常用的金属粘接相是Mo和Ni。
ISO(国际标准化组织)将切削用硬质合金分为三类:K类,包括Kl0~K40,相当于我国的YG类(主要成分为WC.Co)。
P类,包括P01~P50,相当于我国的YT类(主要成分为WC.TiC.Co)。
M类,包括M10~M40,相当于我国的YW类(主要成分为WC-TiC-TaC(NbC)-Co)。
各个牌号分别以01~50之间的数字表示从高硬度到最大韧性之间的一系列合金。
⑵硬质合金刀具的性能特点硬质合金刀具的性能特点如下:①高硬度:硬质合金刀具是由硬度和熔点很高的碳化物(称硬质相)和金属粘结剂(称粘接相)经粉末冶金方法而制成的,其硬度达89~93HRA,远高于高速钢,在5400C时,硬度仍可达82~87HRA,与高速钢常温时硬度(83~86HRA)相同。
硬质合金的硬度值随碳化物的性质、数量、粒度和金属粘接相的含量而变化,一般随粘接金属相含量的增多而降低。
在粘接相含量相同时,YT类合金的硬度高于YG类合金,添加TaC(NbC)的合金具有较高的高温硬度。
②抗弯强度和韧性:常用硬质合金的抗弯强度在900~1500MPa 范围内。
硬质合金牌号性能用途大全
K15
K20
制造厂家和商标
中国统一牌号
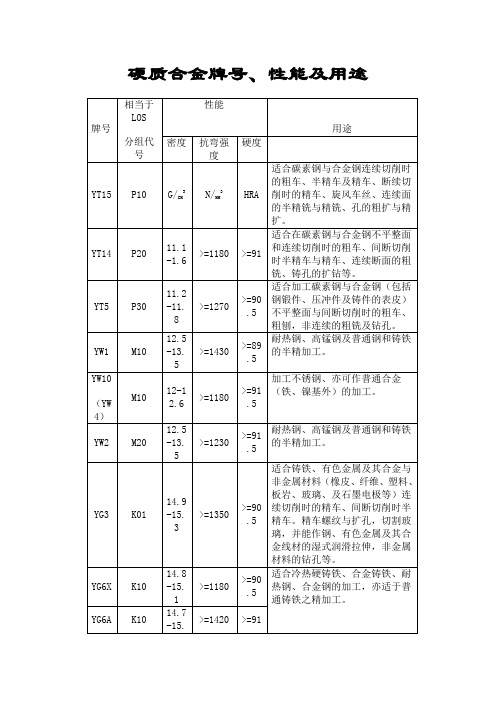
YT15 YT14
YG6A
YT5 YW1 YW2
YG6
YG6X
YG6 YG8N
中国株洲硬质合金厂 (钻石)
YC10 CN15* YB01* YB02* YB03* YB425* YB120*
YC20.1 CN25* YB01* YB02* YB03* YB435* YB425* YB120*
>=91
1
14.7 YG6 K20 -15.
1
14.5 YG8N K20-K30 -14.
9
14.6 YG8 K20-K30 -14.
9
14.5 YG8C K30 -14.
9
YG11 C
K40
14.0 -14.
4
14.3
YD02 K30 -14.
7
14.2
YD03 K40 -14.
6
YD32
K40
TH10 G1F T821* T801* T811* T802* T823* T803* T813* T530* T221* T370*
T811* T802* T823* T803* T813* T530* T221* T370*
G2 G2F T802* T823* T803* T813* T530* T221* T370*
14-1 4.4
13.9 YG15 K40 -14.
1
>=1370
>=1520
>=1670
>=1670 >=1815 >=2060 >=2060 >=2060 >=2020
>=91 .5
硬质合金分类与用途

硬质合金分类与用途硬质合金分类及用途,直到国家标准正式发布之前,国内相关书本、杂志、资料中表述没有严格规范,通常按合金成份进行分类,用途表述则比较分散。
分类碳化钨基硬质合金:包括WC—Co、WC—TaC—Co、WC—TiC—Co、WC—TiC—TaC—Co、WC—Ti—TaC—NbC—Co等合金,这些合金均以碳化钨为主成份。
碳化钛基或碳氮化钛基硬质合金:通常以TiC或Ti(C、N)为基础成份,以Ni—Mo作粘结剂而组成的一种硬质合金。
这类硬质合金近几年又有许多新的进展,如含Ta、W等重金属元素的多元复式碳化物固溶体加入研制高性能Ti(C、N)基金属陶瓷等。
碳化铬基硬质合金:以Cr3C2为基,以Ni或Ni—W等作粘结剂而组成的硬质合金,通常用来作耐磨耐腐蚀零件,近几年还大量用于装饰品部件如表链等。
钢结硬质合金:以TiC或 WC为基,钢作粘结剂而组成的一种硬质合金,是一种可进行机加工和热处理的合金,是介于传统硬质合金与合金钢之间的一种工程材料。
涂层硬质合金:通常指在韧性的碳化钨基硬质合金基体上通过化学气相沉积或物理涂层方法,涂上几微米厚的TiC、TiN、Ti(C、N)、Al2O3之类的硬质化合物而生产的。
用途硬质合金具有一系列优良性能,用途十分广泛,随着时间推移用途还在不断扩大,主要用途分述如下:切削工具:硬质合金可用作各种各样的切削工具。
我国切削工具的硬质合金用量约占整个硬质合金产量的三分之一,其中用于焊接刀具的占78%左右,用于可转位刀具的占22%左右。
而数控刀具用硬质合金仅占可转位刀具用硬质合金的20%左右,此外还有整体硬质合金钻头,整体硬质合金小园锯片,硬质合金微钻等切削工具。
地质矿山工具:地质矿山工具同样是硬质合金的一大用途。
我国地矿用硬质合金约占硬质合金生产总量的25%,主要用于冲击凿岩用钎头,地质勘探用钻头、矿山油田用潜孔钻、牙轮钻以及截煤机截齿、建材工业冲击钻等。
模具:用作各类模具的硬质合金约占硬质合金生产总量的8%,有拉丝模、冷镦模、冷挤压模、热挤压模、热锻模、成形冲模以及拉拔管芯棒,如长芯棒、球状蕊棒、浮动蕊棒等,近十几年轧制线材用各类硬质合金轧辊用量增速很快,我国轧辊用硬质合金已占硬质合金生产总量的3%。
硬质合金牌号、性能及用途【完整版】
硬质合⾦牌号、性能及⽤途【完整版】硬质合⾦牌号、性能及⽤途【完整版】硬质合⾦是以⼀种或⼏种难熔碳化物(碳化钨、碳化钛等)的粉末为主要成分,加⼊作为粘接剂的⾦属粉末(钴、镍等),经粉末冶⾦法⽽制得的合⾦。
它主要⽤于制造⾼速切削刃具和硬、韧材料切削刃具,以及制作冷作模具、量具和不受冲击、振动的⾼耐磨零件。
硬质合⾦的特点(1)硬度、耐磨性和红硬性⾼硬质合⾦常温下硬度可达86~93HRA,相当于69~81HRC。
在900~1000℃能保持⾼硬度,并有优良的耐磨性。
与⾼速⼯具钢相⽐,切削速度可⾼4~7倍,寿命长5~80倍,可切削硬度⾼达50HRC的硬质材料。
(2)强度、弹性模量⾼硬质合⾦的抗压强度⾼达6000MPa,弹性模量为(4~7)×105MPa,都⾼于⾼速钢。
但其抗弯强度较低,⼀般为1000~3000MPa。
(3)耐蚀性、抗氧化性好⼀般能很好地抗⼤⽓、酸、碱等腐蚀,不易氧化。
(4)线膨胀系数⼩⼯作时,形状尺⼨稳定。
(5)成形制品不再加⼯、重磨由于硬质合⾦硬度⾼并有脆性,所以粉末冶⾦成形烧结后不再进⾏切削加⼯或重磨,特需再加⼯时,只能采⽤电⽕花、线切割、电解磨削等电加⼯或专门的砂轮磨削。
通常由硬质合⾦制成的⼀定规格的制品,采⽤钎焊、粘接或机械装夹在⼑体或模具体上使⽤。
常⽤硬质合⾦常⽤硬质合⾦按成分和性能特点分为三类:钨钴类、钨钛钴类、钨钛钽(铌)类。
⽣产中应⽤最⼴泛的是钨钴类和钨钛钴类硬质合⾦。
(1)钨钴类硬质合⾦主要成分是碳化钨(WC)和钴,牌号⽤代号YG(“硬”、“钴”两字汉语拼⾳字⾸),后加钴含量的百分数值表⽰。
如YG6表⽰钴含量为6%的钨钴类硬质合⾦,碳化钨含量为94%。
(2)钨钛钴类硬质合⾦主要成分是碳化钨(WC)、碳化钛(TiC)及钴,牌号⽤代号YT(“硬”、“钛”两字汉语拼⾳字⾸),后加碳化钛含量的百分数值表⽰。
如YT15表⽰碳化钛含量15%的钨钛钴类硬质合⾦。
(3)钨钛钽(铌)类硬质合⾦这类硬质合⾦⼜称通⽤硬质合⾦或万能硬质合⾦,主要成分是碳化钨(WC)、碳化钛(TiC)、碳化钽(TaC)或碳化铌(NbC)和钴组成。
部分硬质合金棒材性能及用途对照表
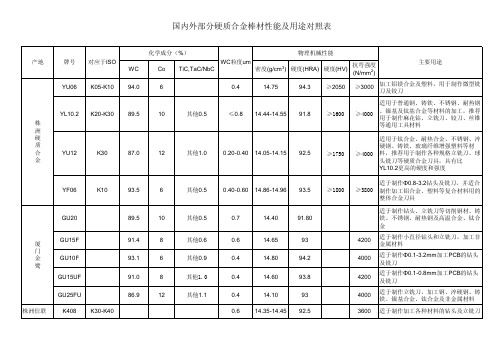
适于各种铸铁、耐热合金、有色金属及
91.2
3000 非金属材料切削加工,适于制作整体合
金孔加工刀具
91.2
2800
适于冷硬铸铁、球墨铸铁、灰铸铁、耐
92
2800 热合金钢等高速精加工,可提供管、棒
、带材
适于各种铸铁及有色金属的半精加工和
6
0.6
14.8-15.0
93
2500 精加工,也是制作整体合金孔加工刀具
料
86.7
12
1.3
0.5
14.10
92.1
1680
>3800
适于切削耐热钢、耐腐蚀钢、不锈钢、 钛合金、有色金属
产地
牌号 对应于ISO
KFK55SF
MG12 K05-K10
TSM10 K05-K10
卢
森
TSM20 K10-K20
堡
TSM30 K20-K40
MG18 K20-K40
TSF22 K10-K20
纳
德
KFK44UF K40-K50
化学成分(%)
物理机械性能
WC
Co
TiC,TaC/NbC
WC粒度um
密度(g/cm3)
硬度(HRA)
硬度(HV)
抗弯强度 (N/mm2)
主要用途
适于低切削速度、中等进刀量、加工钢
90.0
10
0.8
14.45
92.1
1600
4300 、铸铁、不锈钢和耐热钢、镍基合金及
日本三菱
TF15 Hii10
日本泰珂洛
EM10 UM
K20 K10-K20
化学成分(%)
物理机械性能
WC
硬质合金牌号
牌号/相当标准ISO/ 物理机械性能(min):抗弯强度N/mm2 ;硬度HRA/用途
1、YG3x/ K01/ 1420; 92.5 /适于铸铁.有色金属及合金.淬火钢合金钢小切削断面高速精加工.
2、YG6/ K20 /1900; 90.5 /适于铸铁.有色金属及合金.非金属材料中等到切削速度下半精加工和精加工.
3、YG6x /K15/ 1800; 92.0/ 适于冷硬铸铁.球墨铸铁.灰铸铁.耐热合金钢的中小切削断面高速精加工.半精加工.
4、YG6A/ K10/ 1800 ;92.0 /适于冷硬铸铁.球墨铸铁.灰铸铁.耐热合金的中小切削断面高速精加工
5、YG8/ K30/ 2200 ;90.0/ 适于铸铁.有色金属及合金.非金属材料低速粗加工.
6、YG8N/ K30/ 2100; 90.5 /适于铸铁.白口铸铁.球墨铸铁以及铬镍不锈钢等合金材料的高速切削.
7、YG15/ K40/ 2500 ;87.0 /适于镶制油井.煤炭开采钻头.地质勘探钻头.
硬质合金牌号性能指标。
硬质合金种类
硬质合金种类
硬质合金是一种由金属粉末(如钨、钴等)与结合剂(如镍、铁等)经过高温烧结制成的材料。
它具有硬度高、耐磨性强等优点,常用于切削工具、挤压模具、矿山工具等领域。
硬质合金的种类包括:
1. 钨钴合金:主要由钨粉末和钴粉末制成,具有高硬度和高热稳定性,常用于刀具和钻头等生产中。
2. 钨钛碳合金:由钨、钛和碳等元素组成,具有高硬度、高强度和耐高温的特点,常用于航空航天、军工等领域。
3. 钨铁合金:由钨和铁等元素组成,具有高硬度、高密度和耐磨性,常用于矿山工具、冶金设备等领域。
4. 钛碳合金:由钛和碳等元素组成,具有高热稳定性和较高的硬度,常用于航空航天、汽车工业等领域。
5. 锡钨合金:由锡和钨等元素组成,具有高硬度、高热稳定性和耐腐蚀性,常用于电子设备、光学设备等领域。
以上仅列举了一些常见的硬质合金种类,实际上还有许多其他种类的硬质合金,不同的合金组成和比例会产生不同的性能和应用领域。
刀具材料:硬质合金讲解
切削速度(m/min)
500
200 100 50 20
碳素工具钢
1800 1850
10
合金工具钢 1900 1950 2000 年代
图10 刀具材料的发展与切削加工高速化的关系
1-1刀具材料的发展情况
4
上海大学
2.硬质合金
随着工业的发展需求,工具钢(碳素工具 钢、合金工具钢、高速钢)已经不能满足行业 对高效率加工、高质量加工和难加工材料的加 工要求,因此20世纪20到30年代行业领域发明 了钨钴钛类硬质合金。
①钨钴类硬质合金(YG)(WC+CO )
②钨钛钴类硬质合金(YT)( WC-TiC-CO) ③钨钽(铌)钴类硬质合金(YA)( WC-TaC(NbC)-CO ) ④钨钛钽(铌)钴类硬质合金(YW)( WC-TiC-Ni-Mo
)
以上四种硬质合金的主要成分都是WC,故统称为 WC 基硬质合金。
⑤碳化钛基类硬质合金(YN)
5
上海大学
2.1硬质合金的性能特点
硬质合金是由高硬度、高熔点的金属碳化物(WC、 TiC等)微粉和金属黏结剂(Co、Ni、Mo等)经高压成形 ,并在1500℃左右的高温下烧结而成的粉末冶金制品。 硬质合金的硬度高达 89~94HRA,耐磨性很好,能切 削淬火钢等硬度高的材料。 硬质合金的耐热性为 800~1000 ℃,切削速度可达 100 m/min 以上,但其抗弯强度低、韧性差、怕冲击和振动, 制造工艺性差。
14
上海大学
·
2.4新型硬质合金
1)细晶粒、超细晶粒硬质合金
2-8 超 细 晶 粒 整 体 硬 质 合 金 涂 层 精 密 铣 刀
特点:使用细晶 粒,加抑制剂, 采用新进的烧结 工艺,多用于YG 类合金,可以较 大提高硬度、耐 磨性、抗弯强度 和韧性。 可用于加工高硬 度难加工材料。
硬质合金刀片的材料分类.性能.选用(摘要) PPT
随着科学技术的发展,对工程材料提出 了愈来愈高的要求,各种新型金属材料和非 金属材料的应用日益广泛,面对如此品种繁 多的工件材料,如何正确选择刀具材料来进 行切削加题。
不同的刀具材料或同种刀具加工不同的 工件材料时刀具寿命往往会存在很大差别, 所谓“万能刀具”是不存在的。“工欲善其 事,必先利其器”这一句中国名言已成为国 内外的共识。因此,学习金属切削原理,掌 握各种刀具材料的不同特性,按具体情况解 决好刀具材料与加工对象之间的“合理匹配” 问题,优选切削用量,从而提高应用水平。
(1)ISO 标准硬质合金的分类 及其刀片牌号表示方法
(1)硬质合金的分类及其代号: P类(包括P01~P50): 适用于加工长切屑的黑色
金属(如:切削钢材),以蓝色作标志; M类(包括M10~M40): 这类合金为通用型,适用
于加工长切屑或短切屑的黑色金属(如: 切削不锈钢)及有色金属,以黄色作标 志; K类(包括K01~K40): 适于用加工短切屑的黑色 金属(如:切削铸铁)有色金属及非金属 材料,以红色作标志;
目前,中国的机械工业呈现出快速增长 的势头,但生产效率低下导致投入与产出相 比效益不高,或者说得到回報的比例远远低 于国外,在国际上的竞争力并不强。要想从 “制造大国”走向“制造强国”,制造效率 和生产管理水平必需加快提升;要做到这一 点首要任务是提升企业和职工的管理、技术 素质。从提高机械加工效率方面考量,普遍 提高一线技术工人的刀具应用技术水平是至 关重要的,也是企业增收节支的有效办法。
P. M. K. H. S. N.
H类(包括 H01~H30): 适用于加工硬度为HRC40~65 的高硬度材料 (如:切削淬火钢、合 金钢、硬铸铁等),以褐色为标志;
S类(包括S01~S30): 适用于切削高温合金、耐热合 金材料 (如:钛合金、镍基高温合金 等),以棕色为标志;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
P类
P50
,
不 M10
有 色 钢 M20 , 金 M类 属 高 M30 锰 钢 M40 金 短 K01 属 切 屑 的 K10 黑 色 金 属 K类 , 有 K20 色 金 K30 属 , 非
车削,铣削,钻孔,镗孔,拉削,刮削
要求高韧性硬质合金的车削,铣削,刨削 ,镗孔,拉削 车削,铣削,刨削,插削,适于不利条件* 下加工,可以用大切削角 车削,铣削,刨削,插削,适于不利条件* 下加工,可以用大切削角K40�I源自O硬质合金用途分类 硬质合金用途分类
主要类别 符号 材质 长 切 屑 的 黑 色 金 属 分类号 被加工材料 P01 P10 P20 P30 P40 钢,钢铸件 钢,钢铸件 钢,钢铸件,长切屑的 可锻铸铁 钢,钢铸件,长切屑的 可锻铸铁 钢,有夹砂和孔隙的钢 铸件 钢,有夹砂和孔隙的钢 铸件 钢,钢铸件,锰钢,灰 口铸铁,合金铸铁 钢,钢铸件,奥氏体钢 或锰钢,灰口铸铁 钢,钢铸件,奥氏体钢 ,灰口铸铁,耐热合金 软钢,低抗拉强度钢, 有色金属 非常硬的灰口铸铁,肖 氏硬度85以上的冷硬铸 件,高硅铝合金,淬硬 钢,硬纸板,陶瓷 布氏硬度220以上的灰口 铸铁,短切屑的可锻铸 铁,淬硬钢,硅铝合金 ,铜合金,塑料玻璃, 硬橡胶,硬纸板,陶瓷 ,石头 布氏硬度220的灰口铸铁 ,有色金属,紫铜,铝 低硬度的灰口铸铁,压 缩木材 软木,硬木,有色金属 使用情况分类 用途和工作条件 精车,精镗,高速切削,小切屑截面,尺 寸精确和精度高,无振动工序 车削,仿形切削,车螺纹和铣削,高切削 速度,小或中切削截面 车削,仿形切削,铣削,中切削速度和切 削截面,小切削截面刨削 车削,铣削,刨削,中或低切削速度,中 或大切削截面,在不利条件*下加工 车削,刨削,插削,低切削速度,大切削 截面,可以用于不利条件*下加工的大切削 角和在自动机床上使用 适于要求韧性很高的硬质合金的工序:车 削,刨削,插削,低切削速度,大切削截 面,可以在不不利条件*下以大切削角交工 和在自动机床上使用 车削,中或高切削速度,小或中切削截面 车削,铣削,中切削速度和切削截面 车削,铣削,刨削,中切削速度,中或大 切削截面 车削,切断,特别适于自动机床 车削,精车,镗削,铣削,刮削