中心孔的标准方法(GB4459.5-1999)
中心孔及螺纹加工

XXX制造集团有限公司钻中心孔、钻孔及车螺纹的说明文件编号:受控状态:分发号:编制:日期:审核:日期:批准:日期2012 年04 月06 日发布2011 年04 月06日实施XXX制造集团有限公司发布编制说明一、为了保证产品质量,根据公司实际需要,技术部对本公司的自制件、外购件和外协件的尺寸,形状公差作如下规定:二、本文件由XXX制造集团有限公司技术部根据国家标准,结合我单位产品情况,对钻中心孔、钻孔及车螺纹汇总、整理。
三、除内部使用需要外(包括认证审核需要),未经允许任何人不能以任何形式提供给他人。
报送:技术质量经理、质量保证、技术负责人;发送:技术部、质检部、生产部、各生产车间钻中心孔钻孔及普通螺纹的加工说明一、钻中心孔说明:•在工件安装中,一夹一顶或两顶都要先预制中心孔,在钻孔时为了保证同轴度也往往要先钻中心孔来决定中心位置。
•在车床上钻孔加工也是比较常见的工艺,如齿轮、轴套、带轮、盘盖类等零件的孔,都必须要先进行钻孔加工。
•钻中心孔和钻孔是车工必须要首先掌握的基本技能。
1、钻中心孔(1)中心孔的型式•中心孔是机械设计中常见的结构要素,可用作零件加工和检测的基准。
GB/T145—2001规定中心孔有A、B、C、R四种型式。
•以上四种型式中心孔的圆锥角为60°,重型工件用75°或90°的圆锥角•中心孔通常用中心钻钻出,直径在6.3mm以下的中心孔一般采用钻的加工工艺,较大的中心孔可采用车、锪锥孔等加工方法。
制造中心钻的材料一般为高速钢。
(2)中心钻的几何结构(3)中心孔的作用与结构(4)中心孔的标注意义中心孔表示法(摘自GB/T4459.5 —— 1999 )A 型是普通中心孔,用于 精度要求一般的工件。
B 型是带护锥的中心孔,精度要求较高并需多次使用中心孔的工件,一般都采用B 型中心孔C 型是带螺纹的中心孔, 需要把其他零件轴向 固定在轴上时采用。
R 型中心孔是将A 型中心孔的圆锥母线改为圆弧线,以减少中心孔与顶尖的接触面积,减少摩擦力,和顶针的接触形式为线接触,提高了重复定位的精度 。
中心孔表示法1
中心孔表示法
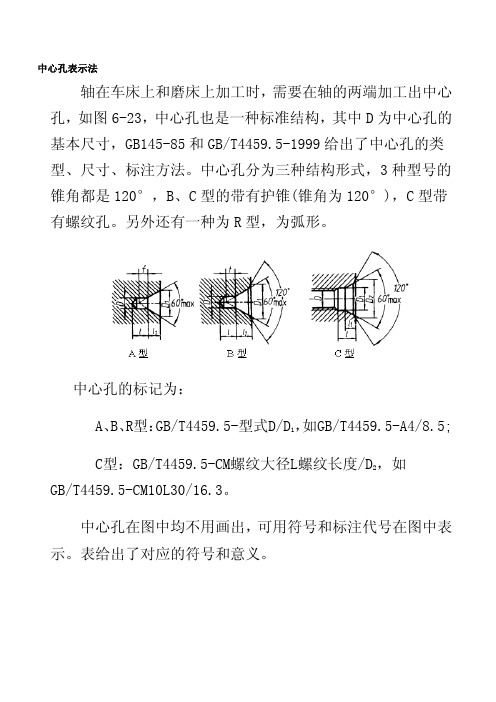
轴在车床上和磨床上加工时,需要在轴的两端加工出中心孔,如图6-23,中心孔也是一种标准结构,其中D为中心孔的基本尺寸,GB145-85和GB/T4459.5-1999给出了中心孔的类型、尺寸、标注方法。
中心孔分为三种结构形式,3种型号的锥角都是120°,B、C型的带有护锥(锥角为120°),C型带有螺纹孔。
另外还有一种为R型,为弧形。
中心孔的标记为:
A、B、R型:GB/T4459.5-型式D/D1,如GB/T4459.5-A4/8.5;
C型:GB/T4459.5-CM螺纹大径L螺纹长度/D2,如
GB/T4459.5-CM10L30/16.3。
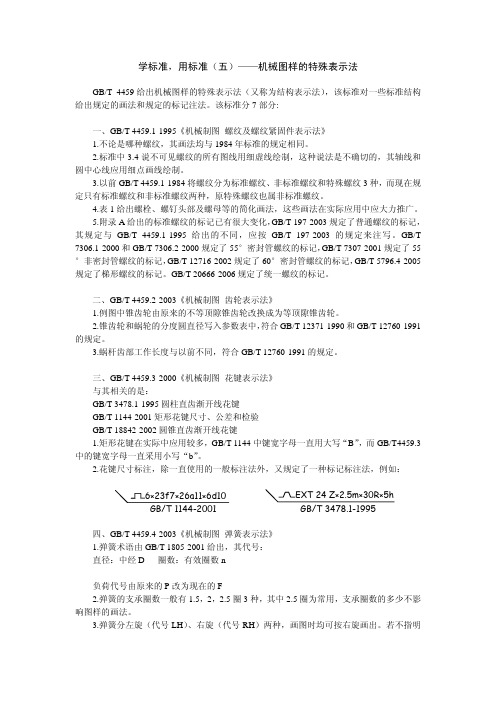
中心孔在图中均不用画出,可用符号和标注代号在图中表示。
表给出了对应的符号和意义。
必要时,可以在图中增加标准号, GB/T4459.5。
同一根轴,如果两端的中心孔相同,可以只标一个,在其标记的前面加“2×”。
中心孔
在加工长轴时,轴端需打中心孔。
中心孔有四种形式,可根据需要选用。
屏幕中画出了其中两种中心孔。
中心孔是标准结构,在图纸上不必画出,只在轴端标注代号和数量,并用符号表明完工后是否保留。
具体形式和尺寸大小可查国家标准GB145-85。
如图(a)的代号表示在轴的两端作出B型中心孔,D=4,D1=12.5。
符号表示完工后要保留中心孔。
图(b)的代号表示只在一端作出B型中心孔,符号表示在完工后中心孔保不保留都可以。
图(c)的代号表示只在一端作出A型中心孔,D=1.6, D2=3.35,符号表示在完工后要去除中心孔。
互换性(改错)
报告1:完成题图绘制,并分析、更正题图可能存在的问题。
若发现题图问题,在此报告中分析、指正。
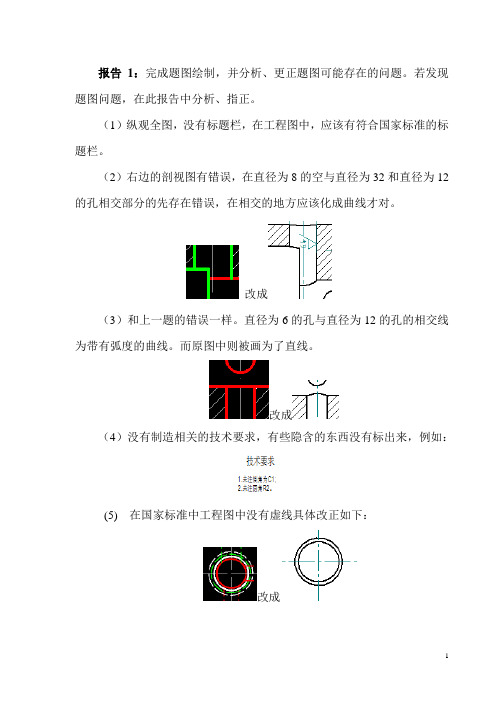
(1)纵观全图,没有标题栏,在工程图中,应该有符合国家标准的标题栏。
(2)右边的剖视图有错误,在直径为8的空与直径为32和直径为12的孔相交部分的先存在错误,在相交的地方应该化成曲线才对。
改成(3)和上一题的错误一样。
直径为6的孔与直径为12的孔的相交线为带有弧度的曲线。
而原图中则被画为了直线。
改成(4)没有制造相关的技术要求,有些隐含的东西没有标出来,例如:(5) 在国家标准中工程图中没有虚线具体改正如下:改成(5)各个孔没有标每个尺寸的具体偏差,例如:报告2:图样是否符合国家标准(图纸幅面和格式、标题栏、比例、字体、视图、剖视图和断面图、图线、尺寸注法、中心孔表示法、花键表示法、尺寸注法、尺寸公差与配合注法、剖面符号、螺纹及螺纹紧固件表示法、简化表示法、指引线和基准线的基本规定等)?报告设计中解决的问题和所依据的国家标准号及标准名称全称。
(满分30)(1)图纸幅面和格式:图纸幅面选用(GBT/T 14689-1993)的A3纸,见面尺寸为297×420,留边宽度为a为25mm,b为5,c为10的国家标准,图纸横放。
(2)标题栏:标题栏的格式和尺寸遵照GB/T 10690.1-1989的规定。
图纸(3)比例(GB/T 14690—1993),在图中选用1:1的比例。
绘制图样时,应尽量采用1∶1的比例,这样可从图形上获得机件的真实大小。
由于物体的大小及结构的复杂程度不同,也可选择放大或缩小的比例,此时应选择表1-2中规定的比例,但标注尺寸时必须标注物体的实际尺寸。
绘制同一物体的各个视图,应采用相同的比例,并在标题栏的比例一栏中填写。
当某些视图采用不同的比例时,必须另行标注。
国家标准规定的比例( 4 )字体图样和技术文件中的汉字、数字、字母等在书写时都必须按照国家标准的规定,做到字体工整、笔画清楚、排列整齐、间隔均匀。
学标准
学标准,用标准(五)——机械图样的特殊表示法GB/T 4459给出机械图样的特殊表示法(又称为结构表示法),该标准对一些标准结构给出规定的画法和规定的标记注法。
该标准分7部分:一、GB/T 4459.1-1995《机械制图螺纹及螺纹紧固件表示法》1.不论是哪种螺纹,其画法均与1984年标准的规定相同。
2.标准中3.4说不可见螺纹的所有图线用细虚线绘制,这种说法是不确切的,其轴线和圆中心线应用细点画线绘制。
3.以前GB/T 4459.1-1984将螺纹分为标准螺纹、非标准螺纹和特殊螺纹3种,而现在规定只有标准螺纹和非标准螺纹两种,原特殊螺纹也属非标准螺纹。
4.表1给出螺栓、螺钉头部及螺母等的简化画法,这些画法在实际应用中应大力推广。
5.附录A给出的标准螺纹的标记已有很大变化,GB/T 197-2003规定了普通螺纹的标记,其规定与GB/T 4459.1-1995给出的不同,应按GB/T 197-2003的规定来注写。
GB/T 7306.1-2000和GB/T 7306.2-2000规定了55°密封管螺纹的标记,GB/T 7307-2001规定了55°非密封管螺纹的标记,GB/T 12716-2002规定了60°密封管螺纹的标记,GB/T 5796.4-2005规定了梯形螺纹的标记。
GB/T 20666-2006规定了统一螺纹的标记。
二、GB/T 4459.2-2003《机械制图齿轮表示法》1.例图中锥齿轮由原来的不等顶隙锥齿轮改换成为等顶隙锥齿轮。
2.锥齿轮和蜗轮的分度圆直径写入参数表中,符合GB/T 12371-1990和GB/T 12760-1991的规定。
3.蜗杆齿部工作长度与以前不同,符合GB/T 12760-1991的规定。
三、GB/T 4459.3-2000《机械制图花键表示法》与其相关的是:GB/T 3478.1-1995圆柱直齿渐开线花键GB/T 1144-2001矩形花键尺寸、公差和检验GB/T 18842-2002圆锥直齿渐开线花键1.矩形花键在实际中应用较多,GB/T 1144中键宽字母一直用大写“B”,而GB/T4459.3中的键宽字母一直采用小写“b”。
中心孔的基础知识

1、中心钻轴线与工件旋转中心不一致,使中心钻受到一个附加力而折断。使用前一 定要找正中心钻的位置。工件端面没车平或中心处留有凸头,使中心钻不能准确地 定心而折断。使用前端面要平整。 2、切削用量选用不合适,如工件转速太低而中心钻进给太快,使中心钻折断。使用 前进给及转数要合适。 3、中心钻磨钝后强行钻入工件也易折断。因此要及时刃磨。 4、没有浇注充分的切削液或没及时清除切屑,以致切屑堵塞而折断中心钻。因此使 用时应及时处理。
中心钻、中心孔 基础知识
20数控高级
长轴加工你 有何困扰吗?
有何作用呢?
一 夹 一 顶 装 夹 法
这样是不是安全感提高了很多?
1、中心孔的形状与应用
轴类工件的中心孔类型与作用
二、中心孔标注的意义
中心孔的标注实例
(GB/T4459.5-1999)
三、观看中心孔加工Fra bibliotek四、使用中心钻注意事项
中心孔的标准方法(GB4459.5-1999)
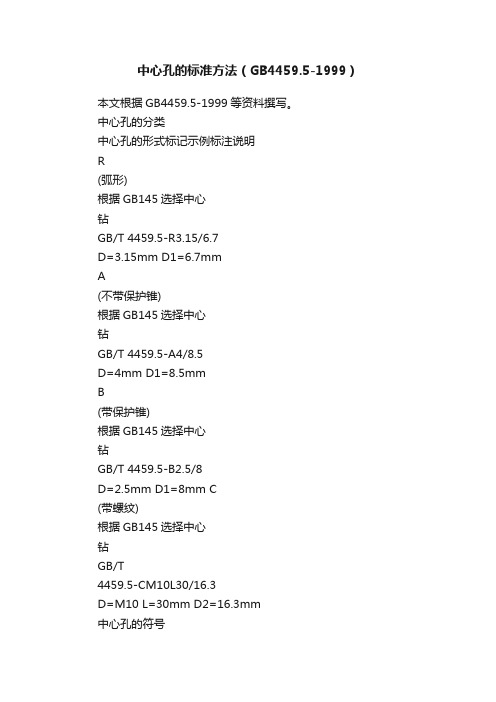
中心孔的标准方法(GB4459.5-1999)本文根据GB4459.5-1999等资料撰写。
中心孔的分类中心孔的形式标记示例标注说明R(弧形)根据GB145选择中心钻GB/T 4459.5-R3.15/6.7D=3.15mm D1=6.7mmA(不带保护锥)根据GB145选择中心钻GB/T 4459.5-A4/8.5D=4mm D1=8.5mmB(带保护锥)根据GB145选择中心钻GB/T 4459.5-B2.5/8D=2.5mm D1=8mm C(带螺纹)根据GB145选择中心钻GB/T4459.5-CM10L30/16.3D=M10 L=30mm D2=16.3mm中心孔的符号为了表达在完工的零件上是否保留中心孔的要求,可采用下表中规定的符要求符号标注示例解释在完工的零件上要求保留中心孔要求做出B型中心孔D=2.5 D1=8在完工的零件上要求保留在完工的零件上可以保留中心孔用A型中心孔D=4 D1=8.5在完工的零件上是否保留都可以在完工的零件上不允许保留中心孔用A型中心孔D=1.6D1=3.35在完工的零件上不允许保留d'=110H1=1.4hh=字体高度a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为1.25μm。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6。
轴类中心孔

中心孔(摘自GB/T4459.5—1999)mm标注示例:直径D=4mm的A型中心孔:中心孔:中心孔 A4/8.5GB/T4459.5—1999A型不带护锥中心孔 B 型带护锥中心孔 C 型带螺纹中心孔注:括号内尺寸尽量不用。
D D1L1(参考)t(参考)D D1D2LL1(参考)选择中心孔的参考数据A,B 型A型 B 型A型 B 型A,B型C 型轴状原料最大直径D0原料端部最小直径D0零件最大重量kg2.02.53.154.00(5.00)6.30 (8.00) 10.004.255.306.708.5010.613.217.021.26.38.010.012.516.018.022.428.01.952.423.073.904.855.987.799.702.543.204.035.056.417.369.3611.661.82.22.83.54.45.57.08.7M3M4M5M6M8M103.24.35.36.48.410.55.87.48.810.513.216.32.63.24.05.06.07.51.82.12.42.83.33.8>10~18>18~30>30~50>50~80>80~120>120~180>180~220>180~220810121520253035120200500800100015002000250要求符号标注示例解释在完工的零件上要求保留中心孔要求作出 B 型中心孔1015.3max= =Dd在完工零件上要求保留在完工的零件上可以保留中心孔用A型中心孔 d=4,Dmax=8.5在完工的零件上是否保留都可以在完工的零件上不允许保留中心孔用A型中心孔 d=2,Dmax=4.25在完工的零件上不允许保留标注示例解释同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量1.如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图a)2.中心孔工作表面的粗糙度应在引出线上标出(图 b )标准尺寸(直径、长度和高度等)(摘自GB/T2822—1981)R10R20R10R20R10R20R40R10R20R40R10R20R401.25 1.601.251.401.604.005.004.004.505.0012.512.514.012.513.214.025.022.425.022.423.625.040.040.045.040.042.545.0续表注:1. 选用标准尺寸的顺序为:R10、R20、R402.本标准适用于机械制造业中有互换性或系列化要求的主要尺寸,其它结构尺寸也应尽量采用。
机械制图 中心孔表示法

GB/T4459.5-1999 机械制图中心孔表示法1 中心孔的型式中心孔通常为标准结构要素,GB/T145-2001规定了R型、A型、B型和C型四种中心孔型式,如图1。
中心孔的一般表示法是用局部剖视图表示结构形状,并一一注出各部分尺寸,如表1。
R型、A型、B型和C型中心孔的有关图样标注尺寸见书中第151页附录A。
R 型 A 型 B 型 C 型(弧型中心孔)(不带护锥中心孔)(带护锥中心孔)(带螺纹中心孔R型C型B型A型图12 中心孔的符号2.1 为了表达在完工的零件上是否保留中心孔的要求,标准规定采用表1中的符号。
中心孔符号的比例和尺寸见书中第151页附录B。
在机械制图中,完工零件上是否保留中心孔的要求通常有三种:a)在完工的零件上要求保留中心孔;B)在完工的零件上可以保留中心孔;c)在完工的零件上不允许保留中心孔。
表12.2 中心孔的符号不一定必须与中心孔的标记同时使用。
例如,图2所示的轴端有一非标准中心孔,该轴完工后要求形状并注出尺寸(图中未注),并用不带标记的符号表示要求在完工零件上保留中心孔。
图23 中心孔的标记3.1 R 型(弧型)、A 型(不带护锥)、B 型(带护锥)中心孔的标记包括:本标准编号;型式(用字母R 、A 或B 表示);导向孔直径D ;锥形孔端面直径D 1。
示例:B 型中心孔,导向孔直径D=2.5mm ,锥型孔端面直径D 1=8mm ,则在图样上标记为:GB/T4459.5-B2.5/83.2 C 型(带螺纹)中心孔的标记包括:本标准编号;型式(用字母C 表示);螺纹代号D (用普通螺纹特征代号M 和公称直径表示);螺纹长度(用字母L 和数值表示);锥形孔端面直径D 2。
示例:C 型中心孔,螺纹代号D=M10,螺纹长度L=30mm ,锥形孔端面直径D 2=16.3mm ,则在图样上标记为:GB/T4459.5-CM10L30/16.3 4 中心孔表示法中心孔表示法可分为规定表示法和简化表示法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本文根据GB4459.5-1999等资料撰写。
中心孔的分类
中心孔的形式标记示例标注说明
R
(弧形)
根据GB145选择中心
钻
GB/T 4459.5-R3.15/6.7
D=3.15mm D1=6.7mm
A
(不带保护锥)
根据GB145选择中心
钻
GB/T 4459.5-A4/8.5
D=4mm D1=8.5mm
B
(带保护锥)
根据GB145选择中心
钻
GB/T 4459.5-B2.5/8
D=2.5mm D1=8mm C
(带螺纹)
根据GB145选择中心
钻
GB/T
4459.5-CM10L30/16.3
D=M10 L=30mm D2=16.3mm
中心孔的符号
为了表达在完工的零件上是否保留中心孔的要求,可采用下表中规定的符号。
要求符号标注示例解释
在完工的零件上要求保留中心孔要求做出B型中心孔D=2.5 D1=8在完工的零件上要求保留
在完工的零件上可以保留中心孔用A型中心孔D=4 D1=8.5在完工的零件上是否保留都可以
在完工的零件上不允许保留中心孔用A型中心孔D=1.6 D1=3.35在完工的零件上不允许保留
符号的尺寸及其各部分的比例关系如图1。
d'=
1
10
H1=1.4h
h=字体高度
a-标注中心孔符号
的区域
b-零件轮廓的图线
粗度
图1
在图样上的标注
对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注
出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2
如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3
图4
中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为1.25µm。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图6
图5。