阳极氧化外观标准
阳极氧化外观标准

1.對象部品
ADP-G300AN部品
2.定義
3.檢驗標準
B
C
D
檢驗條件目視距離600mm
目視距離800mm
目視距離1000mm
異色點允許20*20mm範圍內2點,Φ0.5mm以下2處
允許20*20mm範圍內3點,Φ0.5mm以下3處
無功能影響有感劃痕允許L≤3,W≤0.2,N≤2允許L≤6,W≤0.3,N≤3無功能影響無感劃痕允許L≤5,W≤0.3,N≤3允許
無功能影響磕碰傷允許L≤1,W≤0.2,N≤2允許L≤2,W≤0.4,N≤3無功能影響發白/亮不可接受允許輕微無功能影響水紋允許輕微允許輕微無功能影響拋光痕不允許允許輕微無功能影響色差參照樣品
參照樣品
無功能影響
凹點允許Φ1mm以下4處,間距10mm 允許Φ1mm以下4處,間距
10mm 無功能影響
毛刺/邊
圖面範圍
圖面範圍圖面範圍
毛刺/邊:金屬邊緣和拐角處由於下料、成型、加工等留下的不規則凸起,手摸刮手
凹點:因模治具和成型條件影響而造成表面的凹陷
色差:指要求為同種顏色的產品,各組件顏色深淺不一的現象拋光痕:因產品在拉絲或噴砂中產生的不均一痕跡
水紋:產品表面有水紋路
陽極氧化外觀標準
發白/亮:陽極產品表面有白色霧狀或亮的痕跡磕碰傷:因模治具和作業中相互碰撞而造成表面的缺口劃痕:產品表面被尖銳物體劃出線狀痕跡
異色點:產品表面細微的小點
D面
C面
C面
B面。
阳极氧化表面处理标准

阳极氧化表面处理标准阳极氧化(Anodizing)是一种通过电化学方法将金属表面形成一层氧化膜的工艺,其目的是提高金属表面的耐腐蚀性、硬度和耐磨损性。
在实际应用中,阳极氧化处理通常应符合一定的标准,以确保所得到的氧化膜具有一定的质量和性能。
本文将介绍阳极氧化表面处理的标准要求。
首先,对于阳极氧化处理的金属材料,其表面应具有一定的净度和光洁度。
在进行阳极氧化处理之前,需要对金属表面进行去油、除锈等预处理工序,以确保金属表面没有杂质和污染物。
只有在表面净化的情况下,才能保证氧化膜的质量和附着力。
其次,阳极氧化处理应符合相关的工艺参数要求。
包括处理温度、处理时间、电解液配方等方面的要求。
不同的金属材料和要求的氧化膜性能,需要采用不同的工艺参数进行处理,以确保所得到的氧化膜符合要求的性能指标。
此外,氧化膜的厚度也是一个重要的标准。
不同的应用领域对氧化膜的厚度有不同的要求,因此在进行阳极氧化处理时,需要根据实际需求来控制氧化膜的厚度。
通常情况下,氧化膜的厚度应在5-25微米之间,以满足不同的使用要求。
另外,氧化膜的颜色和外观也是一个重要的标准。
在一些特定的应用领域,氧化膜的颜色和外观对产品的美观度和装饰性有一定的要求。
因此,在进行阳极氧化处理时,需要根据实际需求来控制氧化膜的颜色和外观,以满足客户的需求。
最后,对于阳极氧化处理后的金属材料,还需要进行相关的检测和测试。
包括氧化膜的厚度测试、耐蚀性测试、硬度测试等,以确保所得到的氧化膜符合相关的性能指标和标准要求。
综上所述,阳极氧化表面处理标准涉及到金属材料的表面净化、工艺参数控制、氧化膜厚度、颜色和外观控制、以及相关的检测和测试。
只有在满足这些标准要求的情况下,才能得到质量和性能稳定的氧化膜,从而满足不同应用领域的需求。
硬质阳极氧化颜色标准
硬质阳极氧化颜色标准
以下是一份硬质阳极氧化颜色标准,仅供参考:
1. 浅银色(Light Silver):明亮而柔和的银色,类似于银器的颜色。
2. 珍珠白(Pearl White):带有珍珠质感的洁白色,凸显高端大气。
3. 深黑色(Deep Black):饱和且纯粹的黑色,展现出稳重和庄重。
4. 碳纤黑(Carbon Black):类似于碳纤维材质的深黑色,给人一种科技感。
5. 古铜色(Antique Bronze):带有古老质感的铜色,略带沉静而又温暖的气息。
6. 金色(Gold):奢华而耀眼的金色,象征着财富和尊贵。
7. 枚红色(Burgundy Red):深红色中带有微微的紫色调,优雅而高贵。
8. 藏蓝色(Navy Blue):深沉而富有神秘感的蓝色,展现着力量和稳定。
9. 铬银色(Chrome Silver):类似于铬钢的光亮银色,独特且现代感十足。
10. 草绿色(Grass Green):明亮而清新的绿色,给人一种生机勃勃的感觉。
请注意,以上颜色名称仅为描述之用,实际使用时应遵循相应的色号或色彩系统,以确保一致性。
阳极氧化产品检验规范
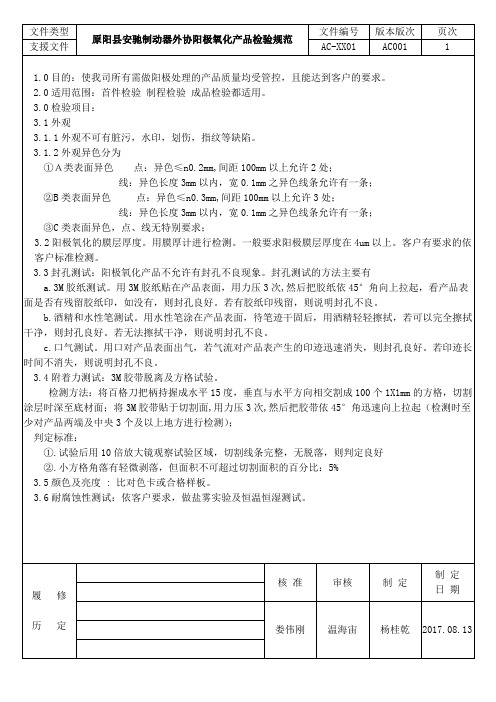
①A类表面异色点:异色≤n0.2mm,间距100mm以上允许2处;
线:异色长度3mm以内,宽0.1mm之异色线条允许有一条;
②B类表面异色点:异色≤n0.3mm,间距100mm以上允许3处;
线:异色长度3mm以内,宽0.1mm之异色线条允许有一条;
③C类表面异色,点、线无特别要求;
3.2阳极氧化的膜层厚度。用膜厚计进行检测。一般要求阳极膜层厚度在4um以上。客户有要求的依客户标准检测。
3.3封孔测试:阳极氧化产品不允许有封孔不良现象。封孔测试的方法主要有
a.3M胶纸测试。用3M胶纸贴在产品表面,用力压3次,然后把胶纸依45°角向上拉起,看产品表面是否有残留胶纸印,如没有,则封孔良好。若有胶纸印残留,则说明封孔不良。
文件类型
原阳县安驰制动器外协阳极氧化产品检验规范
文件编号
版本Байду номын сангаас次
页次
支援文件
AC-XX01
AC001
1
1.0目的:使我司所有需做阳极处理的产品质量均受管控,且能达到客户的要求。
2.0适用范围:首件检验制程检验成品检验都适用。
3.0检验项目:
3.1外观
3.1.1外观不可有脏污,水印,划伤,指纹等缺陷。
b.酒精和水性笔测试。用水性笔涂在产品表面,待笔迹干固后,用酒精轻轻擦拭,若可以完全擦拭干净,则封孔良好。若无法擦拭干净,则说明封孔不良。
c.口气测试。用口对产品表面出气,若气流对产品表产生的印迹迅速消失,则封孔良好。若印迹长时间不消失,则说明封孔不良。
3.4附着力测试:3M胶带脱离及方格试验。
检测方法:将百格刀把柄持握成水平15度,垂直与水平方向相交割成100个1X1mm的方格,切割涂层时深至底材面;将3M胶带贴于切割面,用力压3次,然后把胶带依45°角迅速向上拉起(检测时至少对产品两端及中央3个及以上地方进行检测);
en阳极氧化标准
EN阳极氧化标准一、表面处理1.1 表面应无毛刺、砂孔、缝隙等缺陷。
1.2 表面应清洁,无油污、锈蚀和其他杂质。
1.3 表面处理后应无色差、无明显光泽差异。
二、氧化膜厚度2.1 氧化膜厚度应符合相关标准要求。
2.2 氧化膜厚度的测量方法可采用金相显微镜、X射线衍射等方法。
2.3 不同材质的氧化膜厚度范围应符合相关标准要求。
三、氧化膜结构3.1 氧化膜应具有致密的结构,无疏松、气孔等缺陷。
3.2 氧化膜与基材应具有良好的结合力,无剥落现象。
3.3 氧化膜的硬度应符合相关标准要求。
四、耐腐蚀性4.1 氧化膜应具有较好的耐腐蚀性,能满足相关使用环境的要求。
4.2 耐腐蚀性可采用盐雾试验、湿热试验等方法进行检测。
五、耐候性5.1 氧化膜应具有较好的耐候性,能适应各种气候条件。
5.2 耐候性可采用紫外老化试验、户外暴露试验等方法进行检测。
六、抗划伤性6.1 氧化膜应具有一定的抗划伤性,能抵抗日常使用中的摩擦和划伤。
6.2 抗划伤性可采用划痕试验等方法进行检测。
七、色彩稳定性7.1 氧化膜的颜色应稳定,无明显色差或褪色现象。
7.2 色彩稳定性可采用色差计等方法进行检测。
八、环保要求8.1 氧化膜和表面处理剂应符合环保要求,不含有对人体和环境有害的物质。
8.2 应优先选用低毒、无污染的表面处理剂和氧化工艺。
8.3 氧化膜在使用过程中应不产生有害物质,对环境无污染。
九、其他特殊要求9.1 根据具体使用场合和要求,可对氧化膜进行特殊处理,如涂层、电泳等。
9.2 根据需要,可以对氧化膜进行功能性处理,如增加导电性、抗静电性等。
阳极氧化、着色型材检验与技术标准
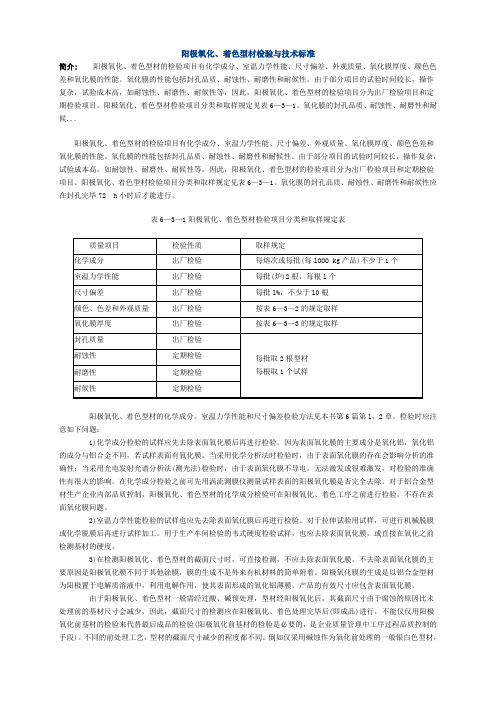
阳极氧化、着色型材检验与技术标准简介:阳极氧化、着色型材的检验项目有化学成分、室温力学性能、尺寸偏差、外观质量、氧化膜厚度、颜色色差和氧化膜的性能。
氧化膜的性能包括封孔品质、耐蚀性、耐磨性和耐候性。
由于部分项目的试验时间较长,操作复杂,试验成本高,如耐蚀性、耐磨性、耐候性等,因此,阳极氧化、着色型材的检验项目分为出厂检验项目和定期检验项目。
阳极氧化、着色型材检验项目分类和取样规定见表6—3—1。
氧化膜的封孔品质、耐蚀性、耐磨性和耐候...阳极氧化、着色型材的检验项目有化学成分、室温力学性能、尺寸偏差、外观质量、氧化膜厚度、颜色色差和氧化膜的性能。
氧化膜的性能包括封孔品质、耐蚀性、耐磨性和耐候性。
由于部分项目的试验时间较长,操作复杂,试验成本高,如耐蚀性、耐磨性、耐候性等,因此,阳极氧化、着色型材的检验项目分为出厂检验项目和定期检验项目。
阳极氧化、着色型材检验项目分类和取样规定见表6—3—1。
氧化膜的封孔品质、耐蚀性、耐磨性和耐候性应在封孔完毕72 h小时后才能进行。
表6—3—1阳极氧化、着色型材检验项目分类和取样规定表阳极氧化、着色型材的化学成分、室温力学性能和尺寸偏差检验方法见本书第6篇第l、2章。
检验时应注意如下问题:1)化学成分检验的试样应先去除表面氧化膜后再进行检验。
因为表面氧化膜的主要成分是氧化铝,氧化铝的成分与铝合金不同,若试样表面有氧化膜,当采用化学分析法时检验时,由于表面氧化膜的存在会影响分析的准确性;当采用光电发射光谱分析法(测光法)检验时,由于表面氧化膜不导电,无法激发或很难激发,对检验的准确性有很大的影响。
在化学成分检验之前可先用涡流测膜仪测量试样表面的阳极氧化膜是否完全去除。
对于铝合金型材生产企业内部品质控制,阳极氧化、着色型材的化学成分检验可在阳极氧化、着色工序之前进行检验,不存在表面氧化膜问题。
2)室温力学性能检验的试样也应先去除表面氧化膜后再进行检验。
对于拉伸试验用试样,可进行机械脱膜或化学脱膜后再进行试样加工。
铝型材阳极氧化标准
铝型材阳极氧化标准铝型材阳极氧化是一种常见的表面处理工艺,它可以提高铝型材的耐腐蚀性、耐磨性和装饰性。
在实际生产中,铝型材阳极氧化的质量标准对产品的质量和性能至关重要。
本文将介绍铝型材阳极氧化的标准要求,以便相关人员能够更好地掌握这一工艺的要点。
首先,铝型材阳极氧化的标准要求包括对铝型材表面质量的要求、氧化膜的厚度和颜色、耐蚀性和耐磨性等方面。
在表面质量方面,阳极氧化后的铝型材表面应平整、无气泡、无裂纹、无污点,颜色均匀一致。
氧化膜的厚度和颜色也是关键指标,一般来说,氧化膜的厚度应在10-25μm之间,颜色可以根据客户需求进行定制。
此外,耐蚀性和耐磨性也是重要的标准要求,阳极氧化后的铝型材应具有一定的耐腐蚀和耐磨性能,以保证产品在使用过程中的稳定性和持久性。
其次,铝型材阳极氧化的标准还包括工艺要求。
在阳极氧化的工艺过程中,需要严格控制工艺参数,如氧化液的成分和浓度、温度、电流密度等。
此外,还需要控制阳极氧化的时间,以保证氧化膜的厚度和颜色符合标准要求。
在工艺控制方面,还需要注意设备的清洁和维护,以保证阳极氧化的稳定性和一致性。
最后,铝型材阳极氧化的标准还包括检测要求。
在阳极氧化后,需要对产品进行质量检测,以确保产品符合标准要求。
检测项目包括表面质量检测、氧化膜厚度和颜色检测、耐蚀性和耐磨性检测等。
通过严格的检测,可以保证产品的质量稳定和可靠。
综上所述,铝型材阳极氧化的标准要求涉及表面质量、氧化膜厚度和颜色、耐蚀性和耐磨性、工艺要求和检测要求等方面。
只有严格按照标准要求进行生产和质量控制,才能够生产出符合客户要求的优质铝型材产品。
希望本文能够帮助相关人员更好地理解铝型材阳极氧化的标准要求,提高产品质量,满足客户需求。
国内阳极氧化标准

国内阳极氧化标准主要涉及以下几个方面:
1. 阳极氧化膜的外观:参考GB/T 8013.1 阳极氧化膜,其中对颜色的描述为两种:一种是采用比色板,另一种是限度样。
实际上,这方面通常是通过协商来决定的,每家企业的标准可能不同。
2. 阳极氧化膜的厚度:阳极氧化膜的厚度应符合一定的要求。
测量方法有显微镜测量、分光束显微镜测量法和质量损失法等。
具体标准可参考GB/T 6462、ISO 1463等。
3. 阳极氧化膜的性能测试:包括光泽、色泽、耐磨性、硬度、绝缘性、耐腐蚀性等。
测试方法可参考GB/T 14952.3、ISO 772
4.13等。
4. 产品表面细节检验标准:包括表面缺陷、皱纹、裂纹、气泡、流痕、夹杂、发黏和漆膜脱落等。
5. 整体颜色的一致性:主要观察产品成色的均匀程度。
6. 电流和电压参数:在阳极氧化过程中,电流和电压参数会影响氧化膜的性能。
具体标准可参考GB/T 8014.2、GB/T 8014.3等。
7. 阳极氧化液成分和工艺:阳极氧化液的成分和工艺对氧化膜的质量有很大影响。
相关标准包括GB/T 19830.1、GB/T 19830.2等。
8. 环保要求:阳极氧化过程应符合环保要求,降低对环境的影响。
相关标准可参考GB/T 24001等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.對象部品
ADP-G300AN部品
2.定義
3.檢驗標準
B
C
D
檢驗條件目視距離600mm
目視距離800mm
目視距離1000mm
異色點允許20*20mm範圍內2點,Φ0.5mm以下2處
允許20*20mm範圍內3點,Φ0.5mm以下3處
無功能影響有感劃痕允許L≤3,W≤0.2,N≤2允許L≤6,W≤0.3,N≤3無功能影響無感劃痕允許L≤5,W≤0.3,N≤3允許
無功能影響磕碰傷允許L≤1,W≤0.2,N≤2允許L≤2,W≤0.4,N≤3無功能影響發白/亮不可接受允許輕微無功能影響水紋允許輕微允許輕微無功能影響拋光痕不允許允許輕微無功能影響色差參照樣品
參照樣品
無功能影響
凹點允許Φ1mm以下4處,間距10mm 允許Φ1mm以下4處,間距
10mm 無功能影響
毛刺/邊
圖面範圍
圖面範圍圖面範圍
毛刺/邊:金屬邊緣和拐角處由於下料、成型、加工等留下的不規則凸起,手摸刮手
凹點:因模治具和成型條件影響而造成表面的凹陷
色差:指要求為同種顏色的產品,各組件顏色深淺不一的現象拋光痕:因產品在拉絲或噴砂中產生的不均一痕跡
水紋:產品表面有水紋路
陽極氧化外觀標準
發白/亮:陽極產品表面有白色霧狀或亮的痕跡磕碰傷:因模治具和作業中相互碰撞而造成表面的缺口劃痕:產品表面被尖銳物體劃出線狀痕跡
異色點:產品表面細微的小點
D面
C面
C面
B面。