阳极氧化、着色型材检验与技术标准
铝合金建筑型材(GBT5237_2004)_质量标准[详]
![铝合金建筑型材(GBT5237_2004)_质量标准[详]](https://img.taocdn.com/s3/m/da369cbfd4d8d15abe234e76.png)
中华人民共和国国家标准(GB/T5237-2004)铝合金建筑型材2004-11-01发布 2005-03-01实施前言GB/T 5237《铝合金建筑型材》分为六部分:——第1部分:基材——第2部分:阳极氧化、着色型材——第3部分:电泳涂漆型材——第4部分:粉末喷涂型材——第5部分:氟碳漆喷涂型材——第6部分:隔热型材第1部分:基材1 范围本部分规定了未经表面处理的铝合金建筑型材的合同内容、要求、试验方法、检验规则及包装、标志、运输、贮存。
本部分适用于建筑行业用6061、6063和6063A铝合金热挤压型材。
用途相同的热挤压管或其他行业用的热挤压型材也可参照采用本部分。
2 规范性引用文件下列文件中的条款通过本部分的引用而成为本部分的条款。
凡是注日期的引用文件.其随后所有的修改单(不包括勘误的内容)或修订版均不适用本部分.然而.鼓励根据本部分达成协议的各方面研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件.其最新版本适用于本部分。
GB/T 228 金属材料室温拉伸试验方法GB/T 3190 变形铝及铝合金化学成分GB/T 3199 铝及铝合金加工产品包装、标志、运输、贮存GB/T 4330 金属维氏硬度试验GB/T 6987(所有部分) 铝及铝合金化学分析方法GB/T 8478 铝合金门GB/T 8479 铝合金窗GB/T 16865 变形铝、镁及其合金加工制品拉伸试验用试样GB/T 17432 变形铝及铝合金化学成分分析取样方法YS/T 67 LD30、LD31铝合金挤压用圆铸锭YS/T 420 铝合金韦氏硬度试验方法YS/T 436 铝合金建筑型材图样图册3 定义3.1基材 untreated profiles基材是指表面未经处理的铝合金建筑型材。
3.2装饰面 exposed surfaces装饰面是指型材加工成门窗、幕墙后.仍可看得见的表面。
它包括可开启窗、通风口、门或板等.处于开启和关闭状态时.可以见到的表面。
阳极氧化检验标准2016-4-16
1 目的本检验规范之订定,提供品质人员在执行铝合金阳极氧化检验工作时之检验依据,确保本公司所有外协阳极氧化物料及成品皆能达到客户期望之品质水准。
2 范围标准规定了本公司对铝合金阳极氧化层的设计规范、工艺质量要求、检验方法和验收规则。
本标准适用于本公司外协加工铝合金阳极氧化的设计、加工和检验。
本标准同时适用于铝合金阳极氧化工艺的鉴定和批量生产的质量检验依据。
3 术语和定义3.1 主要表面零件表面必须覆有氧化膜的部分,这部分氧化膜的外观和性能都很重要。
3.2 局部厚度在主要表面内,选择平均分布的十个点进行厚度测量的算术平均值。
3.3 最小局部厚度在一个工件主要表面上测得的局部厚度的最小值。
适用于能被直径为20mm的球接触的主要表面部分进行测量3.4批同一供方在同一时间或大约同一时间提供的、按同一规范在相同条件下生产的并按同一质量要求提交检查的一组产品。
4 分类、适用条件及膜层设计表示4.1 硫酸阳极氧化硫酸阳极氧化:硫酸阳极氧化工艺获得的氧化膜外观为无色透明,膜厚约为5~20微米,硬度较高,孔隙多(孔隙率平均为10~15%),吸附力强,有利于染色。
经封闭处理后,具有较高的抗蚀能力,主要用于防护和装饰目的。
硫酸阳极氧化工艺简单,操作方便;溶液稳定,成本低廉;生产效率高,适用范围广。
除不适用于松孔度大的铸件、电焊件和铆接组合件外,对其他铝合金都适用。
4.2 铬酸阳极氧化铬酸阳极氧化工艺得到的氧化膜较薄,一般厚度只有1~5微米,膜层质软,弹性高,具有不透明的灰白色至深灰色外观。
氧化膜空隙极少,染色困难。
其耐磨性不如硫酸阳极氧化膜,但在同样厚度条件下,它的抗蚀能力比不经封闭的硫酸阳极氧化膜高。
该膜层与有机涂料的结合力良好,是涂料的良好底层。
由于铝在铬酸氧化液中不易溶解,形成氧化膜后,仍能保持原来零件的精度和表面粗糙度,因此,铬酸阳极氧化工艺适用于容差小,表面粗糙度低的零件以及一些铸件,铆接件和电焊件等。
不适用于含铜量大于4%和硅含量较高的铝合金零件。
国家标准《铝合金建筑型材 第2部分 阳极氧化、着色型材》编制说明

GB 5237.2-200X《铝合金建筑型材第2部分阳极氧化、着色型材》编制说明1任务来源阳极氧化膜由于具有抗腐蚀、耐磨、容易着色和装饰效果好等优良性能,阳极氧化、着色处理作为我国铝合金建筑型材最早的一种表面处理方式,生产的阳极氧化、着色型材广泛应用于建筑门窗和幕墙。
阳极氧化、着色型材国家标准也已修订了4版,分别是GB/T 5237-1985、GB/T 5237-1993(阳极氧化、着色型材部分)、GB/T 5237.2-2000和GB 5237.2-2004。
为了使我国的阳极氧化、着色型材国家标准与国际接轨,积极采用新的技术和试验方法,删除部分不合理的试验方法,由全国有色金属标准化技术委员会提出,对GB5237.2-2004《铝合金建筑型材第2部分: 阳极氧化、着色型材》进行修订。
本次修订主要是在原标准GB5237.2-2004的基础上,参考GB/T 8013.1《铝及铝合金阳极氧化膜与有机聚合物膜第1部分: 阳极氧化膜》、日本标准JIS H8601-1999和欧盟标准QUALANOD 《建筑用铝表面阳极氧化膜质量标志规定》制订的。
2 工作简况(1)2004年10月13日在广东省佛山市金都酒店,由全国有色金属标准化技术委员会组织召开了《铝合金建筑型材》试验工作会议,来自全国质检、生产及相关单位共11家22位代表对铝合金建筑型材表面处理的性能及试验方案进行了具体和详细的讨论,确定了铝合金阳极氧化膜型材的试验方案和专题试验大纲,确定了试验进度和试验分工。
(2)在《铝合金建筑型材》试验工作会议的基础上,全国有色金属标准化技术委员会以有色标委(2004)第38号发文“关于开展《铝合金建筑型材》试验工作的通知”,确定由国家质检中心、华南质检中心、广东兴发铝业有限公司、广东坚美铝型材厂有限公司、福建省南平铝业有限公司、福建闽发铝业有限公司、深圳华加日铝业有限公司、佛山市罗南铝业有限公司等8个单位,对铝合金型材阳极氧化膜按试验方案和专题试验大纲的要求分别进行全面试验。
高亮度阳极氧化对铝合金铝型材的材质要求及注意事项

高亮度阳极氧化对铝合金铝型材的材质要求及注意事项
摘要:
一、高亮度阳极氧化概述
二、铝合金铝型材的材质要求
三、高亮度阳极氧化注意事项
正文:
高亮度阳极氧化是一种对铝合金铝型材进行表面处理的技术,通过该技术,可以使铝合金表面形成一层氧化膜,从而提高其耐蚀性、耐磨性和装饰性。
这种氧化膜具有很高的光泽度,使得铝合金制品更加美观。
在进行高亮度阳极氧化处理时,对铝合金铝型材的材质有一定的要求。
首先,铝合金的纯度必须达到一定的标准,以保证形成的氧化膜的质量和性能。
其次,铝合金的成分和硬度也会影响到氧化膜的性能,因此,在进行高亮度阳极氧化处理前,需要对铝合金进行严格的检测和筛选。
在高亮度阳极氧化处理过程中,需要注意以下几点事项。
首先,要选择合适的阳极氧化溶液和处理工艺,以保证氧化膜的质量和性能。
其次,要控制好阳极氧化过程中的电流和电压,避免过大的电流和电压导致氧化膜的破裂和损坏。
最后,要注意对氧化后的铝合金进行充分的清洗和干燥,以去除表面的污垢和水分,提高氧化膜的耐蚀性和耐磨性。
阳极氧化、着色型材检验与技术标准
阳极氧化、着色型材检验与技术标准简介:阳极氧化、着色型材的检验项目有化学成分、室温力学性能、尺寸偏差、外观质量、氧化膜厚度、颜色色差和氧化膜的性能。
氧化膜的性能包括封孔品质、耐蚀性、耐磨性和耐候性。
由于部分项目的试验时间较长,操作复杂,试验成本高,如耐蚀性、耐磨性、耐候性等,因此,阳极氧化、着色型材的检验项目分为出厂检验项目和定期检验项目。
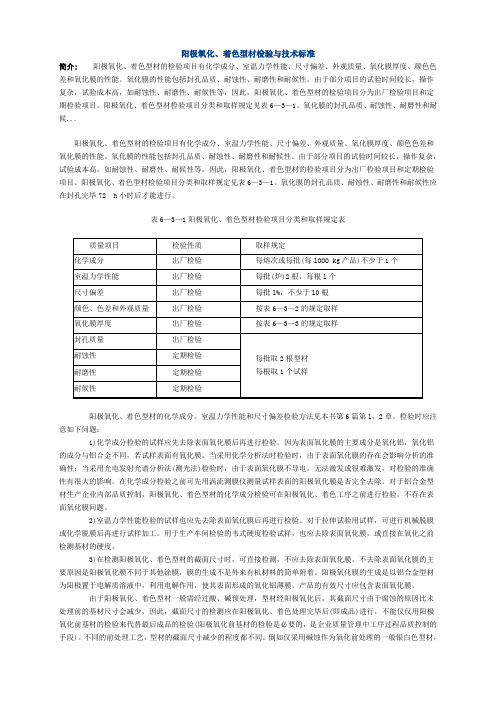
阳极氧化、着色型材检验项目分类和取样规定见表6—3—1。
氧化膜的封孔品质、耐蚀性、耐磨性和耐候...阳极氧化、着色型材的检验项目有化学成分、室温力学性能、尺寸偏差、外观质量、氧化膜厚度、颜色色差和氧化膜的性能。
氧化膜的性能包括封孔品质、耐蚀性、耐磨性和耐候性。
由于部分项目的试验时间较长,操作复杂,试验成本高,如耐蚀性、耐磨性、耐候性等,因此,阳极氧化、着色型材的检验项目分为出厂检验项目和定期检验项目。
阳极氧化、着色型材检验项目分类和取样规定见表6—3—1。
氧化膜的封孔品质、耐蚀性、耐磨性和耐候性应在封孔完毕72 h小时后才能进行。
表6—3—1阳极氧化、着色型材检验项目分类和取样规定表阳极氧化、着色型材的化学成分、室温力学性能和尺寸偏差检验方法见本书第6篇第l、2章。
检验时应注意如下问题:1)化学成分检验的试样应先去除表面氧化膜后再进行检验。
因为表面氧化膜的主要成分是氧化铝,氧化铝的成分与铝合金不同,若试样表面有氧化膜,当采用化学分析法时检验时,由于表面氧化膜的存在会影响分析的准确性;当采用光电发射光谱分析法(测光法)检验时,由于表面氧化膜不导电,无法激发或很难激发,对检验的准确性有很大的影响。
在化学成分检验之前可先用涡流测膜仪测量试样表面的阳极氧化膜是否完全去除。
对于铝合金型材生产企业内部品质控制,阳极氧化、着色型材的化学成分检验可在阳极氧化、着色工序之前进行检验,不存在表面氧化膜问题。
2)室温力学性能检验的试样也应先去除表面氧化膜后再进行检验。
对于拉伸试验用试样,可进行机械脱膜或化学脱膜后再进行试样加工。
铝型材阳极氧化标准
铝型材阳极氧化标准铝型材阳极氧化是一种常见的表面处理工艺,它可以提高铝型材的耐腐蚀性、耐磨性和装饰性。
在实际生产中,铝型材阳极氧化的质量标准对产品的质量和性能至关重要。
本文将介绍铝型材阳极氧化的标准要求,以便相关人员能够更好地掌握这一工艺的要点。
首先,铝型材阳极氧化的标准要求包括对铝型材表面质量的要求、氧化膜的厚度和颜色、耐蚀性和耐磨性等方面。
在表面质量方面,阳极氧化后的铝型材表面应平整、无气泡、无裂纹、无污点,颜色均匀一致。
氧化膜的厚度和颜色也是关键指标,一般来说,氧化膜的厚度应在10-25μm之间,颜色可以根据客户需求进行定制。
此外,耐蚀性和耐磨性也是重要的标准要求,阳极氧化后的铝型材应具有一定的耐腐蚀和耐磨性能,以保证产品在使用过程中的稳定性和持久性。
其次,铝型材阳极氧化的标准还包括工艺要求。
在阳极氧化的工艺过程中,需要严格控制工艺参数,如氧化液的成分和浓度、温度、电流密度等。
此外,还需要控制阳极氧化的时间,以保证氧化膜的厚度和颜色符合标准要求。
在工艺控制方面,还需要注意设备的清洁和维护,以保证阳极氧化的稳定性和一致性。
最后,铝型材阳极氧化的标准还包括检测要求。
在阳极氧化后,需要对产品进行质量检测,以确保产品符合标准要求。
检测项目包括表面质量检测、氧化膜厚度和颜色检测、耐蚀性和耐磨性检测等。
通过严格的检测,可以保证产品的质量稳定和可靠。
综上所述,铝型材阳极氧化的标准要求涉及表面质量、氧化膜厚度和颜色、耐蚀性和耐磨性、工艺要求和检测要求等方面。
只有严格按照标准要求进行生产和质量控制,才能够生产出符合客户要求的优质铝型材产品。
希望本文能够帮助相关人员更好地理解铝型材阳极氧化的标准要求,提高产品质量,满足客户需求。
阳极氧化
《铝合金建筑型材》国标草案编制说明第二部分:GB 5237.2-200X《铝合金建筑型材第2部分阳极氧化、着色型材》国家标准草案编制说明1任务来源阳极氧化膜由于具有抗腐蚀、耐磨、容易着色和装饰效果好等优良性能,阳极氧化、着色处理作为我国铝合金建筑型材最早的一种表面处理方式,生产的阳极氧化、着色型材广泛应用于建筑门窗和幕墙。
阳极氧化、着色型材国家标准也已修订了4版,分别是GB/T 5237-1985、GB/T 5237-1993(阳极氧化、着色型材部分)、GB/T 5237.2-2000和GB 5237.2-2004。
为了使我国的阳极氧化、着色型材国家标准与国际接轨,积极采用新的技术和试验方法,删除部分不合理的试验方法,由全国有色金属标准化技术委员会提出,对GB5237.2-2004《铝合金建筑型材第2部分: 阳极氧化、着色型材》进行修订。
本次修订主要是在原标准GB5237.2-2004的基础上,参考日本标准JIS H8601-1999和欧盟标准QUALANOD《建筑用铝表面阳极氧化膜质量标志规定》制订的。
2 工作简况(1)2004年10月13日在广东省佛山市金都酒店,由全国有色金属标准化技术委员会组织召开了《铝合金建筑型材》试验工作会议,来自全国质检、生产及相关单位共11家22位代表对铝合金建筑型材表面处理的性能及试验方案进行了具体和详细的讨论,确定了铝合金阳极氧化膜型材的试验方案和专题试验大纲,确定了试验进度和试验分工。
(2)在《铝合金建筑型材》试验工作会议的基础上,全国有色金属标准化技术委员会以有色标委(2004)第38号发文“关于开展《铝合金建筑型材》试验工作的通知”,确定由国家质检中心、华南质检中心、广东兴发集团有限公司、广东坚美铝型材厂有限公司、福建省南平铝业有限公司、福建闽发铝业有限公司、深圳华加日铝业有限公司、佛山市罗南铝业有限公司等8个单位,对铝合金型材阳极氧化膜按试验方案和专题试验大纲的要求分别进行全面试验。
铝型材表面氧化膜标准

铝型材表面氧化膜标准铝型材表面氧化膜是通过铝与空气中氧气的反应而形成的。
在铝材表面形成一层致密的氧化膜,可以起到防护、美观和耐腐蚀的功能。
氧化层厚度的大小是这个过程中的一个重要指标。
一般情况下,氧化膜厚度越大,防腐蚀能力越强,不过很厚的氧化膜有时会带来组织松散的问题。
一、铝型材表面氧化膜标准:氧化层厚度过厚,不但耗费资源而且会使整个氧化过程变得不稳定,容易导致氧化层松散、脱落,影响铝材表面的平整度和质量。
而氧化层厚度过薄,则会影响铝材表面的防腐性能。
铝型材氧化层的厚度一般采用氧化度来表征,氧化度是指氧化层的厚度与铝材基体厚度的比值。
国标GB/T5237.2规定,厚氧型铝材氧化层厚度应大于等于10μm,氧化度不小于8μm/m;中氧型铝材氧化层厚度应大于等于8μm,氧化度不小于6μm/m;薄氧型铝材氧化层厚度应大于等于5μm,氧化度不小于3μm/m。
二、影响因素铝型材的化学成分、表面状态、氧化时间和氧化温度都会对氧化层的厚度产生影响。
在实际生产过程中,一般采用电解氧化方法形成氧化层,通过控制电解液的组成、浓度和温度等条件。
同时采用适当的阳极处理方式,使铝型材表面形成一层致密的氧化层,达到最佳的防腐性能。
三、检测方法用较光滑的硬物去划工业铝型材的表面,合格的工业铝型材表面会出现一道白色痕迹。
用手去擦拭的话,就可以把这道痕迹给抹掉。
这就是氧化膜合格的检测方法。
四、铝型材表面氧化方法1、阳极氧化。
铝型材表面氧化膜厚,根据使用需要主要分4个等级,分别是AA10、AA15、AA20、AA25,即铝合金型材的表面膜厚均值分别是10μm、15μm、20μm、25μm,其局部不低于8μm、12μm、16μm、20μm。
2、是粉末喷涂。
粉末喷涂表面涂层膜厚一般不分等级,通常平均膜厚不低于40μm,局部不低于35μm。
铝型材表面氧化膜厚度是关键指标之一,影响着铝型材的性能和耐久性。
通过深入了解铝型材氧化层厚度的含义与影响,可为铝型材加工与质量控制提供技术参考。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
阳极氧化、着色型材检验与技术标准
简介: 阳极氧化、着色型材的检验项目有化学成分、室温力学性能、尺寸偏差、外观质量、氧化膜厚度、颜色色差和氧化膜的性能。
氧化膜的性能包括封孔品质、耐蚀性、耐磨性和耐候性。
由于部分项目的试验时间较长,操作复杂,试验成本高,如耐蚀性、耐磨性、耐候性等,因此,阳极氧化、着色型材的检验项目分为出厂检验项目和定期检验项目。
阳极氧化、着色型材检验项目分类和取样规定见表6—3—1。
氧化膜的封孔品质、耐蚀性、耐磨性和耐候...
阳极氧化、着色型材的检验项目有化学成分、室温力学性能、尺寸偏差、外观质量、氧化膜厚度、颜色色差和氧化膜的性能。
氧化膜的性能包括封孔品质、耐蚀性、耐磨性和耐候性。
由于部分项目的试验时间较长,操作复杂,试验成本高,如耐蚀性、耐磨性、耐候性等,因此,阳极氧化、着色型材的检验项目分为出厂检验项目和定期检验项目。
阳极氧化、着色型材检验项目分类和取样规定见表6—3—1。
氧化膜的封孔品质、耐蚀性、耐磨性和耐候性应在封孔完毕72 h小时后才能进行。
表6—3—1阳极氧化、着色型材检验项目分类和取样规定表
阳极氧化、着色型材的化学成分、室温力学性能和尺寸偏差检验方法见本书第6篇第l、2章。
检验时应注意如下问题:
1)化学成分检验的试样应先去除表面氧化膜后再进行检验。
因为表面氧化膜的主要成分是氧化铝,氧化铝的成分与铝合金不同,若试样表面有氧化膜,当采用化学分析法时检验时,由于表面氧化膜的存在会影响分析的准确性;当采用光电发射光谱分析法(测光法)检验时,由于表面氧化膜不导电,无法激发或很难激发,对检验的准确性有很大的影响。
在化学成分检验之前可先用涡流测膜仪测量试样表面的阳极氧化膜是否完全去除。
对于铝合金型材生产企业内部品质控制,阳极氧化、着色型材的化学成分检验可在阳极氧化、着色工序之前进行检验,不存在表面氧化膜问题。
2)室温力学性能检验的试样也应先去除表面氧化膜后再进行检验。
对于拉伸试验用试样,可进行机械脱膜或化学脱膜后再进行试样加工。
用于生产车间检验的韦式硬度检验试样,也应去除表面氧化膜,或直接在氧化之前检测基材的硬度。
3)在检测阳极氧化、着色型材的截面尺寸时,可直接检测,不应去除表面氧化膜。
不去除表面氧化膜的主要原因是阳极氧化膜不同于其他涂膜,膜的生成不是外来有机材料的简单附着。
阳极氧化膜的生成是以铝合金型材为阳极置于电解质溶液中,利用电解作用,使其表面形成的氧化铝薄膜。
产品的有效尺寸应包含表面氧化膜。
由于阳极氧化、着色型材一般需经过酸、碱预处理,型材经阳极氧化后,其截面尺寸由于腐蚀的原因比未处理前的基材尺寸会减少,因此,截面尺寸的检测应在阳极氧化、着色处理完毕后(即成品)进行,不能仅仅用阳极氧化前基材的检验来代替最后成品的检验(阳极氧化前基材的检验是必要的,是企业质量管理中工序过程品质控制的手段)。
不同的前处理工艺,型材的截面尺寸减少的程度都不同。
倒如仅采用碱蚀作为氧化前处理的一般银白色型材,其截面尺寸减少为0.02~0.04 mm,但若采用酸(氟化氢铵NH4HF2)和碱(NaOH)进行砂面效果处理的银白色型材,其截面尺寸减少为0.03~0.06 mm。