一模二冲冷镦机操作手册
一模二冲,冷镦机操作手册簿
主模顶棒长度需大于主模长度0.2mm-0.3mm,不可短于主模长度在调整顶出位置时,当顶出最高点时,只需调整主模顶棒与主模面平而不凸出乃可。
12
冲模与主模中心调整
一、二冲模之中心调整及上下冲模模座固定滑板的调整
一冲模之中心调整:
(1)将飞轮以手动或寸动加以旋转,将材料送至主模查看材料是否能用一冲模推入主模孔。
(3)不良。
剪刀模与剪刀之间隙太大。
(4)主模的底面应密着于本体。
(5)主模面在剪刀片前进时不可碰着。
(6)主模顶棒的前端后端的面应滑且与轴心应成直角。
(7)主模固定螺丝须上紧,否则在顶出时主模将会冲出。
6
一冲模的装配
(1)将冲模座的冲模装配孔加以擦拭。
(2)将一冲模、冲模顶棒、弹簧、垫块、垫圈,如图2般加以装配而插入安装孔用手或寸动将飞轮旋转以使冲模前进而把挡用的衬垫放入冲模与底模之间且密着于支持架的底面如此的装入方法是比较方便。
(4)送料时间的调应把固定螺丝加以松弛且旋转拉料盘的位置(前后),然后查看剪刀与一冲模的适当时间之后,再锁紧调整螺丝。
(4)
10
剪刀之定时器的调整
(1)适当时间的调整就是在夹住所切断的材料时,用一冲模推入主模的孔。同时不使与一冲活动模相碰,而能把剪刀后退。
(2)剪刀停留时间长短需调整长螺帽,松开停留时间短,缩短则停留时间长。
(4)剪刀片
(5)一冲模壳
(6)一冲活动模
(7)一冲垫块
(8)弹簧
(9)二冲模瞉
(10)二冲顶针
3
材料之准备与矫正
(1)将线圈放线架上面。
(2)用钢丝钳将线圈的结线切断。
(3)用剪刀将线头先端的异常部份切断,然后用锉刀并将端面加以锉圆。
冷镦机操作规程

冷镦机操作规程一、引言冷镦机是一种常用于金属加工的机械设备,用于将金属材料通过冷镦加工,使其形成所需的形状和尺寸。
为了确保操作安全和加工质量,制定本操作规程,规范冷镦机的操作流程和注意事项。
二、操作准备1. 确保冷镦机处于良好的工作状态,无异常声音和异味。
2. 检查冷镦机的各个部件是否完好无损,如传动装置、刀具等。
3. 检查冷镦机的润滑系统是否正常,润滑油是否充足。
4. 穿戴好个人防护装备,如安全帽、防护眼镜、耳塞等。
三、操作步骤1. 打开电源开关,确保电源正常供电。
2. 调整冷镦机的工作台高度,使其与操作者的工作高度相适应。
3. 将待加工的金属材料放置在工作台上,并固定好。
4. 根据加工要求,选择合适的刀具,并进行安装。
5. 调整冷镦机的切削速度和进给速度,确保加工效果和加工质量。
6. 打开润滑系统,确保刀具和工件在加工过程中得到良好的润滑。
7. 启动冷镦机,观察加工过程中的运行状态,确保正常运转。
8. 在加工过程中,及时清理切屑和废料,保持工作区域的整洁。
9. 完成加工后,关闭电源开关,住手冷镦机的运转。
四、操作注意事项1. 操作者在操作过程中要集中注意力,严禁分心和喧哗。
2. 严禁将手指、手臂等身体部位挨近刀具和传动装置,以免发生意外伤害。
3. 加工过程中,切削液可能会溅出,操作者应注意防护眼镜的佩戴,避免切削液溅入眼睛。
4. 在更换刀具或者进行维护保养时,应先切断电源,并等待冷镦机彻底住手运转后再进行操作。
5. 加工过程中,如发现冷镦机运行异常或者浮现异常声音,应即将停机检查,并及时报告维修人员。
6. 操作者应定期对冷镦机进行维护保养,保持设备的良好状态。
五、紧急情况处理1. 在发生紧急情况时,操作者应即将按下急停按钮,切断电源,并向上级报告。
2. 在发生火灾时,操作者应即将采取灭火措施,并通知消防部门。
六、操作规程的执行和监督1. 所有操作者必须严格按照本操作规程进行操作,不得擅自修改或者忽视规程内容。
冷镦机操作规程
冷镦机操作规程一、引言冷镦机是一种常用的金属加工设备,用于将金属材料进行冷镦加工,以创造螺栓、螺母、销钉等紧固件。
为了确保操作人员的安全和加工质量的稳定性,制定本操作规程。
二、操作准备1. 检查冷镦机的各项安全装置是否完好,如防护罩、急停按钮等。
2. 检查冷镦机的润滑系统是否正常,并及时添加润滑油。
3. 检查冷镦机的电源是否稳定,接地是否良好。
4. 穿戴好个人防护装备,如安全帽、防护眼镜、耳塞等。
三、操作步骤1. 打开电源开关,启动冷镦机。
2. 调整冷镦机的工作速度和冷镦刀的位置,根据加工要求进行调整。
3. 将待加工的金属材料放置在冷镦机的工作台上,并固定好。
4. 根据加工要求,选择合适的冷镦刀,并将其安装到冷镦机上。
5. 调整冷镦刀的位置和切削深度,确保加工的精度和质量。
6. 按下启动按钮,开始进行冷镦加工。
7. 在加工过程中,注意观察加工质量和机器运行状态,如发现异常及时停机检查。
8. 加工完成后,关闭电源开关,住手冷镦机的运行。
四、操作注意事项1. 操作人员必须经过专业培训,并持有相关操作证书。
2. 在操作过程中,严禁戴手套、长袖衣物等松散物品,以免被卷入机器。
3. 不得擅自拆卸或者修理冷镦机,如发现故障应及时报修。
4. 加工过程中,严禁将手指、手臂等身体部位挨近冷镦刀,以免发生意外伤害。
5. 禁止在冷镦机运行时进行清洁、维修等操作,必须在停机状态下进行。
6. 在加工过程中,严禁使用损坏或者磨损严重的冷镦刀,应及时更换。
7. 加工过程中,严禁将金属材料的头部放在冷镦刀上,以免发生卡住或者飞出伤人的情况。
8. 加工完成后,及时清理加工区域,保持机器的整洁。
五、操作风险及应急措施1. 风险:操作人员被冷镦刀切削。
应急措施:即将停机,切断电源,及时就医处理伤口。
2. 风险:冷镦机发生故障或者异常情况。
应急措施:即将停机,切断电源,联系维修人员进行检修。
3. 风险:金属材料飞出伤人。
应急措施:加工过程中保持安全距离,戴好个人防护装备,确保操作人员的安全。
一模二冲冷镦机操作手册_
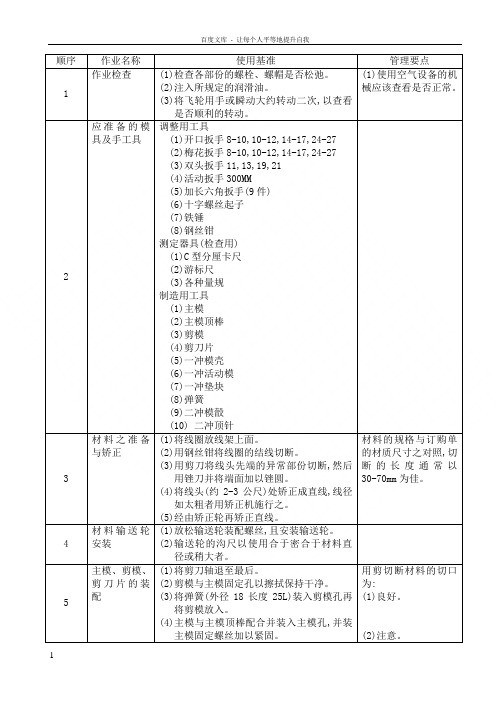
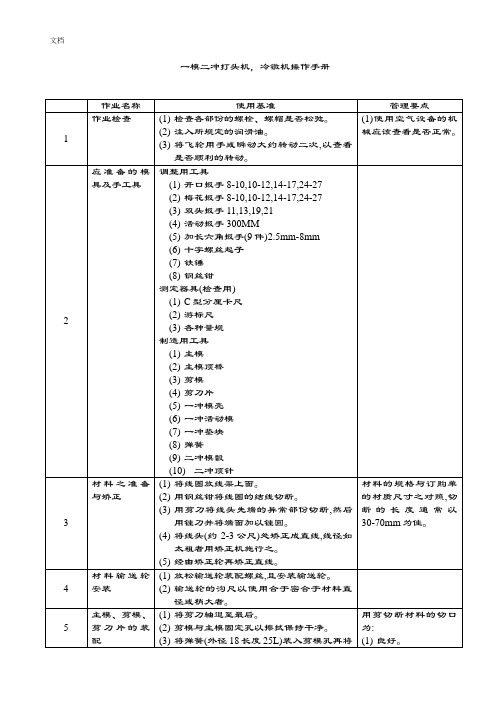
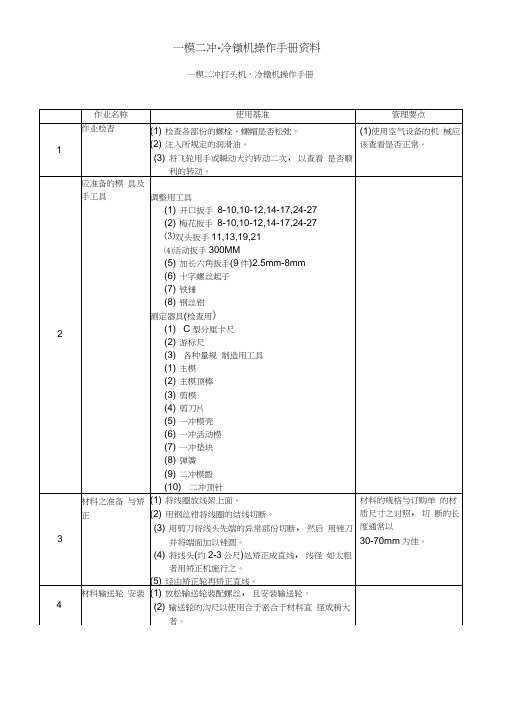
顺序作业名称使用基准管理要点1 作业检查(1)检查各部份的螺栓、螺帽是否松弛。
(2)注入所规定的润滑油。
(3)将飞轮用手或瞬动大约转动二次,以查看是否顺利的转动。
(1)使用空气设备的机械应该查看是否正常。
2 应准备的模具及手工具调整用工具(1)开口扳手8-10,10-12,14-17,24-27(2)梅花扳手8-10,10-12,14-17,24-27(3)双头扳手11,13,19,21(4)活动扳手300MM(5)加长六角扳手(9件)(6)十字螺丝起子(7)铁锤(8)钢丝钳测定器具(检查用)(1)C型分厘卡尺(2)游标尺(3)各种量规制造用工具(1)主模(2)主模顶棒(3)剪模(4)剪刀片(5)一冲模壳(6)一冲活动模(7)一冲垫块(8)弹簧(9)二冲模瞉(10)二冲顶针3 材料之准备与矫正(1)将线圈放线架上面。
(2)用钢丝钳将线圈的结线切断。
(3)用剪刀将线头先端的异常部份切断,然后用锉刀并将端面加以锉圆。
(4)将线头(约2-3公尺)处矫正成直线,线径如太粗者用矫正机施行之。
(5)经由矫正轮再矫正直线。
材料的规格与订购单的材质尺寸之对照,切断的长度通常以30-70mm为佳。
4 材料输送轮安装(1)放松输送轮装配螺丝,且安装输送轮。
(2)输送轮的沟尺以使用合于密合于材料直径或稍大者。
5 主模、剪模、剪刀片的装配(1)将剪刀轴退至最后。
(2)剪模与主模固定孔以擦拭保持干净。
(3)将弹簧(外径18长度25L)装入剪模孔再将剪模放入。
(4)主模与主模顶棒配合并装入主模孔,并装主模固定螺丝加以紧固。
用剪切断材料的切口为:(1)良好。
(2)注意。
1(5)剪刀片配装内六角螺丝(M10*30L)与垫片(外径28厚度4mm)后,略为固定。
(6)将另一支主棒顶插入主模孔内,剪刀片送至主模孔,松开剪刀滚轮轴固定螺帽,调整剪刀调整螺丝,直至剪刀片抬住主模顶棒,销紧剪刀片后再微调调整螺丝,使其中心对准。
(7)剪刀轴后退并松开剪模固定螺丝,让剪模与剪刀片贴紧后再锁紧螺丝。
冷镦机工安全操作规程范本

冷镦机工安全操作规程范本一、前言冷镦机是一种特殊的设备,操作过程中存在一定的危险性,为了保障工人的安全,提高工作效率,特制定冷镦机工安全操作规程。
二、操作规程1. 操作前准备1.1 进入操作区域前,必须穿戴好个人防护用品,包括安全帽、防护眼镜、耳塞、防滑鞋等。
1.2 检查冷镦机是否处于停止状态,确认各个开关处于关闭状态。
1.3 检查冷镦机的电源及气源是否正常,排除异常情况后方可进行操作。
2. 操作过程2.1 上机操作2.1.1 将冷镦机上的材料对准进料口,并固定好。
2.1.2 命令指挥人员确认安全后,启动冷镦机,注意观察设备运行情况。
2.1.3 操作人员应保持注意力集中,不得随意离开冷镦机。
2.1.4 在冷镦机运行过程中,不得用手触摸冷镦机内部机械部件。
2.2 设备调整2.2.1 设备运行过程中发现异常,应立即停机,并通知维修人员进行检修。
2.2.2 设备调整时,应先切断冷镦机的电源及气源,确保操作安全。
2.2.3 调整设备时,应按照相关规定进行,不得超出设备的使用范围。
2.3 维护保养2.3.1 维护人员应定期检查冷镦机的润滑情况,及时添加润滑油。
2.3.2 维护人员应注意清理冷镦机的杂物,确保设备正常运行,防止事故发生。
2.3.3 维护人员在进行设备维护时,必须切断电源及气源,并进行安全隔离,避免误操作造成伤害。
3. 突发情况处理3.1 发生突发情况时,应立即切断冷镦机的电源及气源,并进行紧急报警。
3.2 迅速撤离危险区域,并按照现场应急预案进行处理。
4. 其他注意事项4.1 不得擅自操作冷镦机,必须经过培训及持证上岗。
4.2 禁止在冷镦机上进行非法维修和改装。
4.3 操作人员应随时关注冷镦机操作区域的安全警示标识,并按照规定操作。
4.4 定期组织冷镦机操作人员进行安全培训和知识普及,提高安全意识和操作水平。
五、结语冷镦机是一项重要的生产设备,在正确操作的前提下,才能发挥它的高效率。
所有冷镦机工操作人员必须严格遵守操作规程,确保自身安全以及设备的正常运行,做到严肃认真、持之以恒。
冷镦机操作规程

冷镦机操作规程一、引言冷镦机是一种常用的金属加工设备,广泛应用于各个行业中。
为了保证冷镦机的正常运行和操作人员的安全,制定了本操作规程。
本文详细介绍了冷镦机的操作流程、注意事项和常见故障处理方法,以供操作人员参考。
二、操作流程1. 准备工作a. 检查冷镦机的电源是否正常,确保接地线连接良好。
b. 检查冷镦机的润滑系统,添加足够的润滑油。
c. 检查冷镦机上的刀具和模具,确保其完好无损。
d. 穿戴好个人防护装备,如安全帽、防护眼镜和手套等。
2. 启动冷镦机a. 打开电源开关,确保冷镦机处于停止状态。
b. 按照冷镦机上的操作面板指示,依次启动冷镦机的各个部件。
c. 等待冷镦机达到正常运行速度后,进行下一步操作。
3. 调整冷镦机参数a. 根据加工零件的要求,调整冷镦机的参数,如冷镦机的进给速度、冷镦力和冷镦深度等。
b. 使用冷镦机上的调整装置,逐步调整刀具和模具的位置,确保加工精度。
4. 加工操作a. 将待加工的工件放置在冷镦机的工作台上,并进行固定。
b. 启动冷镦机,使刀具和模具对工件进行冷镦加工。
c. 观察加工过程中的各项指标,如加工速度、加工质量和温度等,及时调整冷镦机的参数。
5. 停止冷镦机a. 加工完成后,停止冷镦机的运行。
b. 关闭冷镦机的电源开关,断开电源。
三、注意事项1. 操作人员必须经过专业培训并持有操作证书,了解冷镦机的工作原理和操作流程。
2. 操作人员在操作冷镦机前,必须仔细阅读冷镦机的操作手册,并按照要求进行操作。
3. 操作人员在操作冷镦机时,必须戴好个人防护装备,确保自身安全。
4. 操作人员在操作冷镦机时,不得戴手套,以免被卷入冷镦机中。
5. 操作人员在操作冷镦机时,严禁将手指或其他物体伸入冷镦机的工作区域。
6. 操作人员在操作冷镦机时,应随时观察冷镦机的运行状况,如发现异常情况,应立即停机检查。
7. 操作人员在操作冷镦机时,应保持工作区域的整洁,及时清理切屑和废料。
四、常见故障处理方法1. 冷镦机无法启动a. 检查电源是否正常,确保冷镦机接通电源。
一模二冲-冷镦机操作手册资料
(7)剪刀轴后退并松开剪模固定螺丝,让剪模 与剪刀片贴紧后再锁紧螺丝。
(8)调整定奌盖上的四角螺丝,使剪刀片距剪 模孔约0.5mm
(9)将挡刀夹片调整,使刀夹片距剪模孔约
0.5mm
(10)装配完毕后,试行运转,看材料是否能正 常出料与剪断。
固定螺丝
(2)注意。
剪刀模或剪刀的剪 口不够铅利。
一模二冲打头机,冷镦机操作手册
作业名称
使用基准
管理要点
1
作业检杳
(1)检查各部份的螺栓、螺帽是否松弛。
(2)注入所规定的润滑油。
(3)将飞轮用手或瞬动大约转动二次,以查看 是否顺利的转动。
(1)使用空气设备的机 械应该查看是否正常。
2
应准备的模 具及手工具
调整用工具
(1)开口扳手8-10,10-12,14-17,24-27
⑶将弹簧(外径18长度25L)装入剪模孔再 将剪模放入。
用剪切断材料的切口
为:
(1)良好。
(4)主模与主模顶棒配合并装入主模孔,并装 主模固定螺丝加以紧固。
⑸剪刀片配装内六角螺丝(M10*30L)与垫片(外径28厚度4mm后,略为固定。
(6)将另一支主棒顶插入主模孔内,剪刀片送
至主模孔,松开剪刀滚轮轴固定螺帽,调 整剪刀调整螺丝,直至剪刀片抬住主模顶 棒,销紧剪刀片后再微调调整螺丝,使其
(1)将冲模座的冲模装配孔加以擦拭。
(2)将一冲模、冲模顶棒、弹簧、垫块、垫圈,如图2般加以装配而插入安装孔用手或寸 动将飞轮旋转以使冲模前进而把挡用的 衬垫放入冲模与底模之间且密着于支持 架的底面如此的装入方法是比较方便。
(3)将一冲模锁紧螺丝加以固定锁紧。
(1)冲模固定螺丝须紧 固,否转行时会有脱离 之危险。
冷镦机操作规程

冷镦机操作规程标题:冷镦机操作规程引言概述:冷镦机是一种用于冷加工金属材料的机械设备,操作规程是确保冷镦机安全高效运行的重要指导文件。
本文将详细介绍冷镦机操作规程的内容,以便操作人员能够正确操作冷镦机,确保生产过程顺利进行。
一、操作前的准备工作1.1 确认冷镦机的工作状态:检查冷镦机的各个部件是否完好,有无松动或损坏现象。
1.2 准备工作物料:将需要冷镦加工的金属材料准备齐全,确保质量合格。
1.3 检查润滑系统:检查冷镦机的润滑系统是否正常运转,确保机器能够顺畅运行。
二、操作冷镦机的步骤2.1 启动冷镦机:按照冷镦机的启动步骤操作,确保机器能够正常启动。
2.2 调整冷镦机参数:根据加工要求,调整冷镦机的加工参数,如速度、压力等。
2.3 进行试运行:在正式生产之前,进行试运行以确保冷镦机工作正常。
三、冷镦机的安全操作3.1 穿戴防护装备:操作人员应穿戴符合安全要求的防护装备,如安全帽、手套等。
3.2 遵守操作规程:操作人员应严格遵守冷镦机的操作规程,不得擅自更改参数或操作方式。
3.3 注意机器运转状态:在操作过程中,注意观察冷镦机的运转状态,确保没有异常情况发生。
四、冷镦机的日常维护4.1 定期清洁保养:定期清洁冷镦机的各个部件,并进行润滑保养,延长机器使用寿命。
4.2 检查电气系统:定期检查冷镦机的电气系统,确保电路连接正常,避免发生安全事故。
4.3 定期检修维护:定期对冷镦机进行检修维护,及时更换磨损部件,保证机器的正常运行。
五、冷镦机的故障处理5.1 停机处理:在发生故障时,立即停机处理,并及时通知维修人员进行维修。
5.2 故障诊断:维修人员应对冷镦机的故障进行诊断,找出问题所在并及时修复。
5.3 故障记录:对冷镦机的故障进行记录,分析原因并采取相应措施,避免类似故障再次发生。
结论:冷镦机操作规程是确保冷镦机安全高效运行的重要指导文件,操作人员应严格遵守规程,做好冷镦机的操作、维护和故障处理工作,确保生产过程顺利进行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
*主模內部形狀之檢查。
8
外觀不佳頂面與底面之
.打痕
.紋
.凹入
.重疊等
(1)材料之表面不良。
(2)材料或異物附著於沖頭。
(3)沖模之磨損、破損。
(4)主模之磨損、破損。
(5)林料之表面不良。
*調查刀具及剪刀模。
*工具之檢查或清掃。
*沖模之更換。
*主模之更換。
*材料之外觀檢查。
順序
作業名稱
使用基準
管理要點
1
作業檢查
(1)檢查各部份的螺栓、螺帽是否鬆弛。
(2)注入所規定的潤滑油。
(3)將飛輪用手或瞬動大約轉動二次,以查看是否順利的轉動。
(1)使用空氣設備的機械應該查看是否正常。
2
應準備的模具及手工具
調整用工具
(1)開口扳手8-10,10-12,14-17,24-27
(2)梅花扳手8-10,10-12,14-17,24-27
(3)剪刀運動時間提早或延後則需轉動花盤,朝順時鐘方向為提前,逆時鐘方向為延後。
(5)
11
頭下長度及敲出量的調整(排出量)
(1)主模頂棒調整到所需產品桿部長度調整時鬆開撞擊螺帽再行調整撞擊螺絲,順時鐘桿部長度縮短,逆時鐘桿部長度加長。如圖6。
(2)頂出時間需配合,二沖模後退時間與剪刀送料時間。時間調整為改變打出凸輪位置。順時鐘調整頂出時間延後,逆時鐘則頂出時間提早。
(3)雙頭扳手11,13,19,21
(4)活動扳手300MM
(5)加長六角扳手(9件)2.5mm-8mm
(6)十字螺絲起子
(7)鉄鎚
(8)鋼絲鉗
測定器具(檢查用)
(1)C型分釐卡尺
(2)遊尺規
(3)各種量規
製造用工具
(1)主模
(2)主模頂棒
(3)剪模
(4)剪刀片
(5)一沖模殼
(6)一沖活動模
(7)一沖墊塊
(8)彈簧
(9)二沖模瞉
(10)二沖頂針
3
材料之準備與矯正
(1)將線圈放線架上面。
(2)用鋼絲鉗將線圈的結線切斷。
(3)用剪刀將線頭先端的異常部份切斷,然後用銼刀並將端面加以銼圓。
(4)將線頭(約2-3公尺)處矯正成直線,線徑如太粗者用矯正機施行之。
(5)經由矯正輪再矯正直線。
材料的規格與訂購單的材質尺寸之對照,切斷的長度通常以30-70mm為佳。
17
安全
(1)注意調整機械時,不可按下開關,開動馬達,尤其是以兩人以上調整大型機械時,必須充份的訂好手勢默契或檢查。
(2)作業中有工具之破損飛濺之可能,盡可能蓋上罩子。
附表1.六角螺帽毛胚製品之檢查標準
檢查項目
測定基準
判定基準
檢查個數
檢查時期
初次檢查
中間檢查
最終檢查
頭部直徑
遊尺規
工作圖
*
*
頭部高度
“
(2)二沖模之前後的調整是將墊圈的厚度改變而調整。
(3)判斷頭部的偏差方向應利用剪料時的斜口其形狀是切斷材料的刀具運行的前進。
(4)一沖模與二沖模在調整的時後與主模卡住時請將中柱螺帽松開並用鉄鎚敲擊中柱使其向下滑落即可。
沖模座上下距離的調整:
(1)上下距離是將彈簧座上下移動而調整將其上調整距離加大往下調整距離縮小。
(5)主模面在剪刀片前進時不可碰著。
(6)主模頂棒的前端後端的面應滑且與軸心應成直角。
(7)主模固定螺絲須上緊,否則在頂出時主模將會沖出。
6
一沖模的裝配
(1)將沖模座的沖模裝配孔加以擦拭。
(2)將一沖模、沖模頂棒、彈簧、墊塊、墊圈,如圖2般加以裝配而插入安裝孔用手或寸動將飛輪旋轉以使沖模前進而把擋用的襯墊放入沖模與底模之間且密著於支援架的底面如此的裝入方法是比較方便。
“
*
*
*
軸部直徑
分釐卡
“
*
*
*
螺栓毛胚之徑
“
“
*
*
*
頭部長度
遊尺規
“
*
*
*
軸部長度
“
“
*
*
頭下之圓形情形
投影機或目測
“
*
*
底面之傾斜
間隙計儀
“
*
*
頭部之傾斜
偏心測定器目測
“
*
*
外觀
目測
外觀限度樣本
*
*
*
注意:
(1)把檢查時期欄中*記號之項目加以檢查。
(2)計測器之用法,各項目之測定方法另定。
(3)更換材料、工具或調整操作時之檢查,必須為初次產品之檢查。
(3)將一沖模鎖緊螺絲加以固定鎖緊。
(1)沖模固定螺絲須緊固,否轉行時會有脫離之危險。
7
二沖模的安裝
與一沖模之裝配方法相同。參照圖2。
8
材料切斷長度的調整
(1)材料長度為桿長加上頭部未變形之素材長度。
(2)將圖3的調節螺絲加以旋轉,且將擋料板調整到所需的長度,然後固定螺絲鎖緊。
(1)將切斷後材料長度加以測定,必須為所定的長度。
(2)沖模安裝孔之鬆弛。
(3)一沖模形狀不良。
(4)壓造變形量過大。
(5)二沖模加工面之粗糙度過佳。
(6)林料切斷長度不整 齊。
*檢查沖模安裝孔。
*調查一沖活動模。
*再檢討加工方法。
*調查刀具與剪刀模。
*調查切斷輸送機構部份。
3
頭部體積不足
(1)材料切斷長度不整齊。
(2)打出裝置調整不良。
(3)沖棒彎曲,強度過大。
(2)上下受力調整是將四個鎖緊螺帽前後調整,順時鐘調整二衝壓力加大,逆時鐘調整一衝壓力加大。
(1)頭形壓造的形狀
<a>良好
<b>不可
<c>不可
註:<b>的情形錐形部的體積過多。
<c>的情形錐形部的直徑過大。任何情形皆以產品所需頭形為最重要,故必須注意。
(2)一沖頭形狀最惡劣時,會引起斷頭因應以打擊試驗加以查看。
(2)一沖模的中心調整是將如圖8的一沖模上下調整螺絲及一沖模左右調整螺絲加以旋轉調整。
(3)一沖模的前諯與主模的間隙約為1.5mm-2.5mm,但是應適合於產品所規定的一沖活動模,一沖模之前後調整是將墊圈的厚度改變而調整。
(4)一沖模的調整時,大部份多是由二沖模取下而調整。
二沖模之中心調整:
(1)二沖模的中心調整是將圖8的二沖模上下調整螺絲及二沖模左右調整螺絲加以旋轉而調整,調整後應確實的鎖緊沖模座的螺絲。
(1)四個鎖緊帽需自我鎖緊,不可直接壓縮彈簧。
13
連續旋轉
反覆前述之手續若中心調整完成,啟動機械,連續運轉有了充份的慣性再開始輸送材料。
14
打頭成品的檢查(毛胚)
打頭作業之製品的檢查為以初品點檢,中間點檢,最後點檢為三階段,其點檢項目,測定方法,判定基準於附表1中有所規定。
15
模具更換時期
工具更換時間為依下面之基準:
(4)檢查發現之不合格品處理方法另定。
附表2打頭製品異狀判定方法
異狀內容
略圖
判定原因
處理對策
1
頭部側面裂痕
(1)材料受傷或裂開
(2)材料過硬
(3)超過加工限度
(4)一沖模形狀不適合
*查看線圖表面。
*查看材料之硬度抗張力,扭曲。
*再檢討加工過程。
*檢查一沖活動模模形是否正確。
2
頭部偏心
(1)水準或上下沖模座滑動間隙鬆弛。
(3)頂出距離則調整打出螺絲,調整時需鬆開螺帽。
主模頂棒長度需大於主模長度0.2mm-0.3mm,不可短於主模長度在調整頂出位置時,當頂出最高點時,只需調整主模頂棒與主模面平而不凸出乃可。
12
沖模與主模中心調整
一、二沖模之中心調整及上下沖模模座固定滑板的調整
一沖模之中心調整:
(1)將飛輪以手動或寸動加以旋轉,將材料送至主模查看材料是否能用一沖模推入主模孔內。
調查切斷,送料機構及打出裝置之調整及沖棒之更換.
4
底面之直角度不良
(1)主模之面與孔之宜角度不良。
*主模之再檢查。
5
頂面與底面之平行度不良
(1)水準或上下沖模模座鬆弛。
(2)沖模安裝孔之鬆弛。
(3)二沖模之加工面之直角度不良。
*調整斜度塊。
*檢查沖模具安裝孔。
*檢查二沖模。
6
頭下長度不均勻
(1)打出裝置之調整不良或鬆弛。
(8)調整定奌蓋上的四角螺絲,使剪刀片距剪模孔約0.5mm。
(9)將擋刀夾片調整,使刀夾片距剪模孔約0.5mm。
(10)裝配完畢後,試行運轉,看材料是否能正常出料與剪斷。
用剪切斷材料的切口為:
(1)良好。
(2)注意。
剪刀模或剪刀的剪口不夠鉛利。
(3)不良。
剪刀模與剪刀之間隙太大。
(4)主模的底面應密著於本體。
4
材料輸送輪安裝
(1)放使用合於密合於材料直徑或稍大者。
5
主模、剪模、剪刀片的裝配
(1)將剪刀軸退至最後。
(2)剪模與主模固定孔以擦拭保持幹淨。
(3)將彈簧(外徑18長度25L)裝入剪模孔再將剪模放入。
(4)主模與主模頂棒配合並裝入主模孔,並裝主模固定螺絲加以緊固。
(2)沖棒之支援方法不佳而彎曲。
(3)材料生銹或線材外徑不正確。
*調整打出裝置。
*檢討沖棒持方法。
*材料之外觀與外徑檢查。
7
軸部搓牙部份之彎曲
(1)切斷面不良。
(2)沖棒之端面不良。
(3)主模孔徑,其內面比出口處大。
(4)扭絞主模之絞部比通隙處之口徑小。