设备OEE统计表
合集下载
202009设备综合效率(OEE)

0
其它
min
0
故障停机 min
0
换型停机 min
0
非计
划停 首件确认 min
0
机时 待料停机 min
0
间
品质异常 min
0
其它
min
0
负荷时间
min
0
开动时间
min
0
时间开动率
%
理论加工周期
min/ 件
实际加工周期
min/ 件
实际加工时间 min
速度开动率
%
净开动率
%
性能开动率
%
生产总数
件
0
不良品数
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
合计
设备综合效率(OEE)统计表
设备名称
设备编号
生产线别
国六生产线
月份
2020 2020 年
9
月
日期
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
合计
工作时间
h
0
保养停机 min
0
计划 调模停机 min
0
停机 工间休息 min
0
时间
停产停机 min
TEEP和OEE的统计计算表格

平均故障间隔期(MTBF)
平均修复时间(MTTR)
计划生产时间=日历工作时间—计划停机时间
开动时间=计划生产时间—非计划停机时间—更换调整时间时间开动率=开动时间/计划生产时间
计划节拍数=开动时间/标准节时间性能开动率=完成节拍数/计划节拍数
设备利用率=(计划生产时间—外部因素停机时间)/日历工作时间合格品率=合格品数量/实际产量
TEEP、OEE统计表
车间:
设备名称
日历工作时间(min)
计划停机时间(min)
外部因素停机时间(min)
非计划停机时间(Байду номын сангаасin)
更换调整时间(min)
完成节拍数
标准节时间
实际产量
废品量
设备名称
计划生产时间(min)
开动时间(min)
计划节拍数
时间开动率%
性能开动率%
合格品率%
OEE
设备利用率
TEEP
平均修复时间(MTTR)
计划生产时间=日历工作时间—计划停机时间
开动时间=计划生产时间—非计划停机时间—更换调整时间时间开动率=开动时间/计划生产时间
计划节拍数=开动时间/标准节时间性能开动率=完成节拍数/计划节拍数
设备利用率=(计划生产时间—外部因素停机时间)/日历工作时间合格品率=合格品数量/实际产量
TEEP、OEE统计表
车间:
设备名称
日历工作时间(min)
计划停机时间(min)
外部因素停机时间(min)
非计划停机时间(Байду номын сангаасin)
更换调整时间(min)
完成节拍数
标准节时间
实际产量
废品量
设备名称
计划生产时间(min)
开动时间(min)
计划节拍数
时间开动率%
性能开动率%
合格品率%
OEE
设备利用率
TEEP
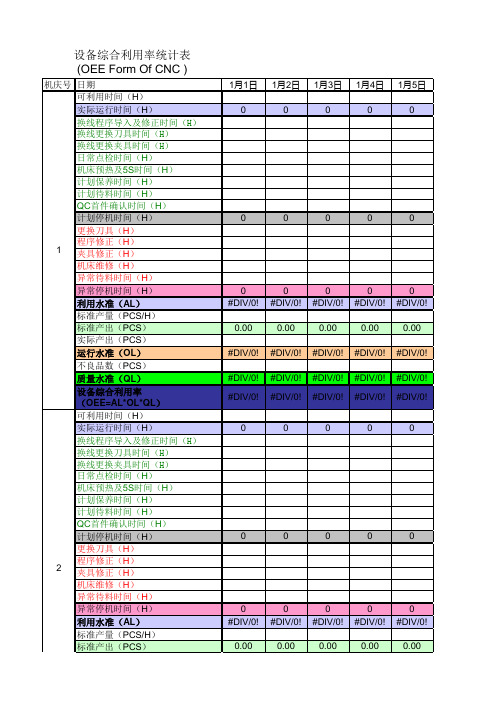
设备综合利用率统计表
#DIV/0! #DIV/0! #DIV/0! 0
#DIV/0! #DIV/0! #DIV/0! 0
#DIV/0! #DIV/0! #DIV/0! 0
#DIV/0! #DIV/0! #DIV/0! 0
0
0
0
0
0 #DIV/0! 0.00 #DIV/0! #DIV/0! #DIV/0! 0
0 #DIV/0! 0.00 #DIV/0! #DIV/0! #DIV/0! 0
#DIV/0! #DIV/0! #DIV/0! 0
#DIV/0! #DIV/0! #DIV/0! 0
#DIV/0! #DIV/0! #DIV/0! 0
#DIV/0! #DIV/0! #DIV/0! 0
0
0
0
0
0 #DIV/0! 0.00 #DIV/0! #DIV/0! #DIV/0! 0
0 #DIV/0! 0.00 #DIV/0! #DIV/0! #DIV/0! 0
0 #DIV/0! 0.00 #DIV/0! #DIV/0! #DIV/0! 0
0 #DIV/0! 0.00 #DIV/0! #DIV/0! #DIV/0! 0
0
0
0
0
0 #DIV/0! 0.00
0 #DIV/0! 0.00
0 #DIV/0! 0.00
0 #DIV/0! 0.00
11
12
#DIV/0! 运行水准(OL) 不良品数(PCS) #DIV/0! 质量水准(QL) #DIV/0! 设备综合利用率(OEE=AL*OL*QL) 可利用时间(H) 0 实际运行时间(H) 换线程序导入及修正时间(H) 换线更换刀具时间(H) 换线更换夹具时间(H) 日常点检时间(H) 机床预热及5S时间(H) 计划保养时间(H) 计划待料时间(H) QC首件确认时间(H) 0 计划停机时间(H) 更换刀具(H) 程序修正(H) 夹具修正(H) 机床维修(H) 异常待料时间(H) 0 异常停机时间(H) #DIV/0! 利用水准(AL) 标准产量(PCS/H) 0.00 标准产出(PCS) 实际产出(PCS) #DIV/0! 运行水准(OL) 不良品数(PCS) #DIV/0! 质量水准(QL) #DIV/0! 设备综合利用率(OEE=AL*OL*QL) 可利用时间(H) 0 实际运行时间(H) 换线程序导入及修正时间(H) 换线更换刀具时间(H) 换线更换夹具时间(H) 日常点检时间(H) 机床预热及5S时间(H) 计划保养时间(H) 计划待料时间(H) QC首件确认时间(H) 0 计划停机时间(H) 更换刀具(H) 程序修正(H) 夹具修正(H) 机床维修(H) 异常待料时间(H) 0 异常停机时间(H) #DIV/0! 利用水准(AL) 标准产量(PCS/H) 0.00 标准产出(PCS) 实际产出(PCS)
设备综合效率OEE统计表
月时间开动率 = 月净生产时间/月计划生产时间 =min
月生产数量 =min
设备理论加工时间 =min
月实际生产时间 =min
月性能开动率 = (生产数量×理论加工时间)/净生产时间 =min
月产品合格率 =min
当月设备综合效率OEE = 月时间开动率×月性能开动率×月合格品率 =min
统计人/日期: 复核人/日期
产品/批次:___________________
数量:_______________________
组长签名:___________________
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
月生产数量 =min
设备理论加工时间 =min
月实际生产时间 =min
月性能开动率 = (生产数量×理论加工时间)/净生产时间 =min
月产品合格率 =min
当月设备综合效率OEE = 月时间开动率×月性能开动率×月合格品率 =min
统计人/日期: 复核人/日期
产品/批次:___________________
数量:_______________________
组长签名:___________________
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
设备综合效率OEE统计表
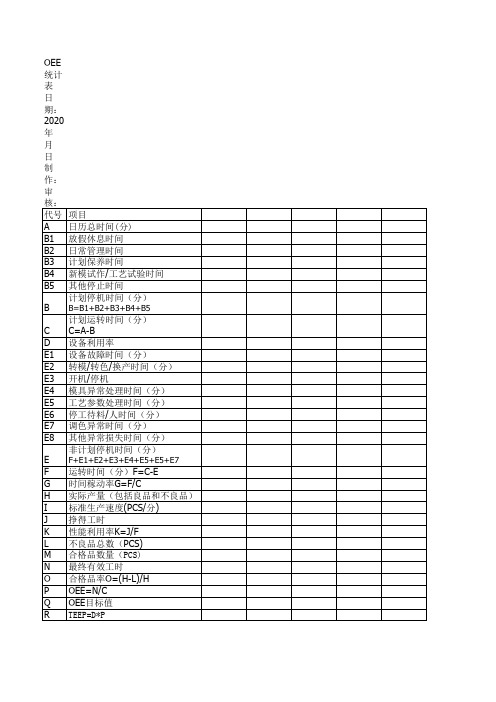
OEE 统计 表 日 期:
2020 年 月 日 制 作: 审 核: 代号 项目 A 日历总时间(分) B1 放假休息时间 B2 日常管理时间 B3 计划保养时间 B4 新模试作/工艺试验时间 B5 其他停止时间
计划停机时间(分) B B=B1+B2+B3+B4+B5
计划运转时间(分)
C C=A-B D 设备利用率 E1 设备故障时间(分) E2 转模/转色/换产时间(分) E3 开机/停机 E4 模具异常处理时间(分) E5 工艺参数处理时间(分) E6 停工待料/人时间(分) E7 调色异常时间(分) E8 其他异常损失时间(分)
P OEE=N/C Q OEE目标值 R TEEP=D*P
合计
ห้องสมุดไป่ตู้
非计划停机时间(分) E F+E1+E2+E3+E4+E5+E5+E7 F 运转时间(分)F=C-E G 时间稼动率G=F/C H 实际产量(包括良品和不良品) I 标准生产速度(PCS/分) J 挣得工时 K 性能利用率K=J/F L 不良品总数(PCS) M 合格品数量(PCS) N 最终有效工时 O 合格品率O=(H-L)/H
2020 年 月 日 制 作: 审 核: 代号 项目 A 日历总时间(分) B1 放假休息时间 B2 日常管理时间 B3 计划保养时间 B4 新模试作/工艺试验时间 B5 其他停止时间
计划停机时间(分) B B=B1+B2+B3+B4+B5
计划运转时间(分)
C C=A-B D 设备利用率 E1 设备故障时间(分) E2 转模/转色/换产时间(分) E3 开机/停机 E4 模具异常处理时间(分) E5 工艺参数处理时间(分) E6 停工待料/人时间(分) E7 调色异常时间(分) E8 其他异常损失时间(分)
P OEE=N/C Q OEE目标值 R TEEP=D*P
合计
ห้องสมุดไป่ตู้
非计划停机时间(分) E F+E1+E2+E3+E4+E5+E5+E7 F 运转时间(分)F=C-E G 时间稼动率G=F/C H 实际产量(包括良品和不良品) I 标准生产速度(PCS/分) J 挣得工时 K 性能利用率K=J/F L 不良品总数(PCS) M 合格品数量(PCS) N 最终有效工时 O 合格品率O=(H-L)/H
OEE统计分析表

230
231
30
31
92.00% 92.03%
平均 246 226 26 91.85%
37440 37440 37440 37440 37440 37440 37440 37440 37440 37440 37440 37440
31 91 16 21
159 31 31 61
123 37281 37158 99.67% 5.00
30.30% 27.75%
28.57% 26.17%
27.03% 24.76%
25.64% 23.50%
36.14% 33.08%
6. 设备综合效率OEE=时间开动率*性能开动率*合格品率
38 98 23 28
187 38 38 68
144 37253 37109 99.61% 5.00
39 99 24 29
191 39 39 69
147 37249 37102 99.61% 5.00
40 100 25 30
195 40 40 70
150 37245 37095 99.60% 5.00
5.00
9.50 10.50 11.50 12.50 13.50 14.50 15.50 16.50 17.50 18.50 19.50 13.83
性能开动率
76.92% 52.63% 47.62% 43.48% 40.00% 37.04% 34.48% 32.26%
设备综合效率OEE
70.29% 48.10% 43.54% 39.76% 36.59% 33.89% 31.56% 29.53%
备注:
1. 此表统计时间均以“分钟”为单位计算。 2. 合格品率=合格品数/生产投入数*100% 3. 性能开动率=理论生产节拍/实际生产时间*100% 实际生产时间=实际生产节拍*实际生产投入数 4. 时间开动率=设备实际运行时间/符合时间*100% 5. 设备理论运行时间=理论设备运行总时间-计划内停机时间
设备综合效率OEE统计表
设备综合效率(OEE)最终以月为单位计算。 统计人/日期:
白班
中班
零班
全天
A
交接班/班前准备
B
模具部件安装/消毒
C
设备调整、试车、预热
D
生产
E
日常维护/清洁
F
设备故障-待修
G
设备故障-维修
H
非常规清洁
I
任务完成后计划停机
累加
设备名称
设备型号
设备最大生产能力
OEE统计
月计划生产时间 =min
月净生产时间 =min
产品/批次:___________________
数量:_______________________
组长签名:___________________
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
04:00 05:00 06:00 07:00 08:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
白班
中班
零班
全天
A
交接班/班前准备
B
模具部件安装/消毒
C
设备调整、试车、预热
D
生产
E
日常维护/清洁
F
设备故障-待修
G
设备故障-维修
H
非常规清洁
I
任务完成后计划停机
累加
设备名称
设备型号
设备最大生产能力
OEE统计
月计划生产时间 =min
月净生产时间 =min
产品/批次:___________________
数量:_______________________
组长签名:___________________
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
04:00 05:00 06:00 07:00 08:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
设备综合效率OEE统计表
当天生产数量= ___________
当天班次总时间=min
计划生产时间=当天班次总时间-计划停机时间=当天班次总时间- A - I =min
净生产时间=计划生产时间-非计划停机时间=计划生产时间- B - C - E - F - G -H =min
OEE =时间开动率×性能开动率×合格品率
=【净生产时间/计划生产时间】×【净开动率×速度开动率】×【合格品数量/总产量】
25
30
35
40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
中班
16:00 17:00 18:00 19:00 20:00
25
30
35
40
45
50
55
60
04:00 05:00 06:00 07:00 08:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
当天班次总时间=min
计划生产时间=当天班次总时间-计划停机时间=当天班次总时间- A - I =min
净生产时间=计划生产时间-非计划停机时间=计划生产时间- B - C - E - F - G -H =min
OEE =时间开动率×性能开动率×合格品率
=【净生产时间/计划生产时间】×【净开动率×速度开动率】×【合格品数量/总产量】
25
30
35
40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
中班
16:00 17:00 18:00 19:00 20:00
25
30
35
40
45
50
55
60
04:00 05:00 06:00 07:00 08:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
核准:
批准:
目标OEE
80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0% 80.0%
1.负荷时间=日历工作时间 -计划停机时间
说 明
2.开动时间=负荷时间-故障停机时间-设备调整时间
3.时间开动率=开动时间/负荷时间
4.表现性=(理论加工周期*生产数量)之和/开动时间 5.质量指数=合格品数量之和/生产数量之和 6.OEE(设备综合效率)=时间开动率*表现性*质量指数*100%
统计人:
年、月: 日期
日历工作时间
AA有限公司
OEE数据收集统计表
表单编号: ZY-4-M-XX A0
年月
部门:
生产部
设备名称:
自动组装机
设备编号:
M-1-007
车间管理员:
姜棉贵
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
月度 综合
A
0
计划停机时间
B
0
故障停机时间
C
0
设备调整时间
D
0
负荷时间 E=(A-B)
0
0000 Nhomakorabea0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
开动时间
F=
(E-C-D)
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
零件1:
生产数量
G1
0
合格品数量 H1
0
理论加工周期
I1(min/件)
零件2:
生产数量
G2
0
合格品数量
H2
0
理论加工周期
I2(min/件)
零件3:
生产数量 G3
合格品数量 理论加工周期
(min/件) 时间开动率
表现性
质量指数
实际OEE
0
H3
0
I3
0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### #DIV/0! ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### #DIV/0! ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### #DIV/0!