经典实用的OEE统计报表
合集下载
OEE每日统计表

廠OEE每日統計表
單件 總工 瓶頸 標準 操作 稼動 標準 時損 時間 產量 良品率 效率 率 生產線 機種及 公司產品料 時間 (S) (PCS) 失(H) No (S) 別 產品名稱 號
A B C=(360 0/B)*N D=L/K E=L/C F=O/Q G=Q-R
稼動 損失 (H)
H=S*M
OEE
備注
T=F*E*D
I=(B*MJ=G-H-I A)*C/3600
說明:1.操作損失:指在開線生產過程中的作業失誤損失,生產過程中產生的不良品工時損失,以及不良品重工及其前後的準備工時損失 2.稼動損失:指生產線人力有出勤條件下,產線無排配,待料,品質異常,模具故障,機故等造成的停線工時損失 3.平衡損失:指產線各工站工時不平衡,在生產過程中形成的工站間的設備產出)
平衡 損失 (H)
日期﹕ 生產 總投 操作 實際 實際 總投 產出 未稼 合格 作業 總產 入時 品出 損失 時間 工時 入工 工時 動時 品數 數(pcs) 人數 間 (H) (H) (H) 時(H) (H) 間(H) (pcs) (H)
K L M N O=N* M P Q=P* R=L*A S=P-N M /3600
核准﹕
會簽﹕
單件 總工 瓶頸 標準 操作 稼動 標準 時損 時間 產量 良品率 效率 率 生產線 機種及 公司產品料 時間 (S) (PCS) 失(H) No (S) 別 產品名稱 號
A B C=(360 0/B)*N D=L/K E=L/C F=O/Q G=Q-R
稼動 損失 (H)
H=S*M
OEE
備注
T=F*E*D
I=(B*MJ=G-H-I A)*C/3600
說明:1.操作損失:指在開線生產過程中的作業失誤損失,生產過程中產生的不良品工時損失,以及不良品重工及其前後的準備工時損失 2.稼動損失:指生產線人力有出勤條件下,產線無排配,待料,品質異常,模具故障,機故等造成的停線工時損失 3.平衡損失:指產線各工站工時不平衡,在生產過程中形成的工站間的設備產出)
平衡 損失 (H)
日期﹕ 生產 總投 操作 實際 實際 總投 產出 未稼 合格 作業 總產 入時 品出 損失 時間 工時 入工 工時 動時 品數 數(pcs) 人數 間 (H) (H) (H) 時(H) (H) 間(H) (pcs) (H)
K L M N O=N* M P Q=P* R=L*A S=P-N M /3600
核准﹕
會簽﹕
设备综合效率OEE统计表
月时间开动率 = 月净生产时间/月计划生产时间 =min
月生产数量 =min
设备理论加工时间 =min
月实际生产时间 =min
月性能开动率 = (生产数量×理论加工时间)/净生产时间 =min
月产品合格率 =min
当月设备综合效率OEE = 月时间开动率×月性能开动率×月合格品率 =min
统计人/日期: 复核人/日期
产品/批次:___________________
数量:_______________________
组长签名:___________________
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
月生产数量 =min
设备理论加工时间 =min
月实际生产时间 =min
月性能开动率 = (生产数量×理论加工时间)/净生产时间 =min
月产品合格率 =min
当月设备综合效率OEE = 月时间开动率×月性能开动率×月合格品率 =min
统计人/日期: 复核人/日期
产品/批次:___________________
数量:_______________________
组长签名:___________________
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
OEE统计表

F—设备故障/维修
G—工装故障/维修
E—检验
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
: : : : : : : : : : : : : : : : : : : 产出 合计
作业内容:A—正常生产 B—更换工装/模具 C—韧磨/更换刀具 D—待料/待单 H—设备更换调试 I—品质异常及处理 J—5S/休息 K—其它(在备注栏注明)
四川绵阳三力股份有限公司
设备综合效率(OEE)统计表
车间: 日期 班次 员工姓名 工段: 产品型号 名称 批次号 计划 数量 设备名称/型号: 工序名称 标准时间 (秒/件) 公司编号: 起止时间 生产 状态 良品 数量 不良 数量 备注
: : : : : : = 时间开动率×性能开动率×合格品率 =合格产品的理论加工总时间÷负荷时间 设备综合效率(OEE)
OEE统计报表(1)
20.00%
30.00%
OEE
40.00%
可用性
平均节拍 0.1min/件
1440
1440
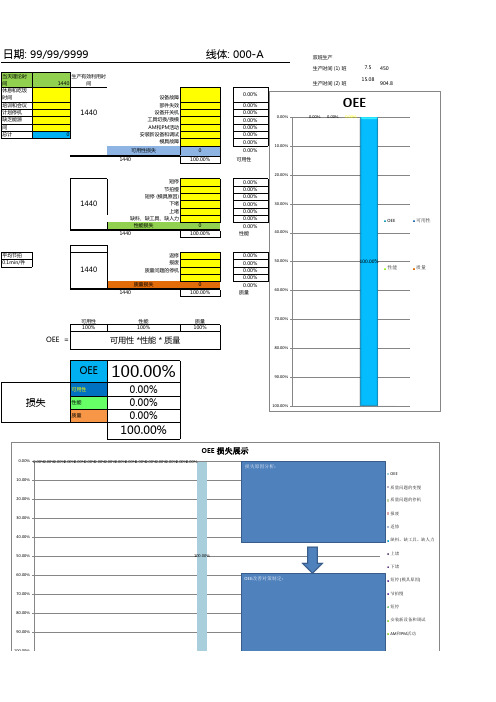
返修 报废 质量问题的停机 质量问题的变慢
质量损失
0.00% 0.00% 0.00% 0.00% 0 100.00% 0.00% 质量
50.00%
100.00%
性能
质量
60.00%
可用性 100%
性能 100%
日期: 99/99/9999
当天理论时间 休息和吃饭时间 培训和会议 计划停机 缺乏能源 计划降速时间 总计 1440 生产有效利用时间 设备故障 部件失效 设备开关机 工具切换/换模 AM和PM活动 安装新设备和调试 模具故障 可用性损失 1440 0
线体: 000-A
0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 可用性 100.00%
100.00%
损失原因分析:
OEE
10.00% 质量问题的变慢 20.00% 质量问题的停机 报废 30.00% 返修 40.00% 缺料、缺工具、缺人力 上堵 下堵 60.00%
50.00%
100.00%
OEE改善对策制定:
短停 (模具原因) 节拍慢 短停
70.00%
80.00%
安装新设备和调试
90.00%
Байду номын сангаасAM和PM活动
双班生产 生产时间 (1) 班 生产时间 (2) 班 7.5 15.08 450 904.8
1440
0
OEE
0.00% 0.00% 0.00% 0.00% 10.00%
1440
短停 节拍慢 短停 (模具原因) 下堵 上堵 缺料、缺工具、缺人力 性能损失 1440
年度设备总效率(OEE)统计表
OEE是Overall Equipment Effectiveness(全局设备效率)的缩写;OEE=使用率X 性能效率 X良品率。 其中: 使用率=操作时间 / 计划工作时间 它是用来考虑停工所带来的损失,包括引起计划生产发生停工的任何事件,例如设备故障,原料短缺以及生产方法的改变等) 性能效率=(总产量/操作时间)/理想周期时间=(总产量 / 操作时间)/ 生产速率 (性能效率考虑生产速度上的损失。包括任何导致生产不能以最大速度运行的因素, 例如设备的磨损,材料的不合格以及操作人员的失误等) 良品率=良品/总产量 (质量指数考虑质量的损失,它用来反映没有满足质量要求的产品(包括返工的产品)) 利用OEE的一个最重要目的就是减少一般制造业所存在的六大损失:停机损失、换装调试损失、暂停机损失、减速损失、启动过程次品损失和生产正常运行时产生的次 品损失。
文件编号: 12月
总效率1 系列4 系列5 系列3 系列6 系列2 系列8 系列10 系列7 系列9
变等) 运行的因素,
运行时产生的次
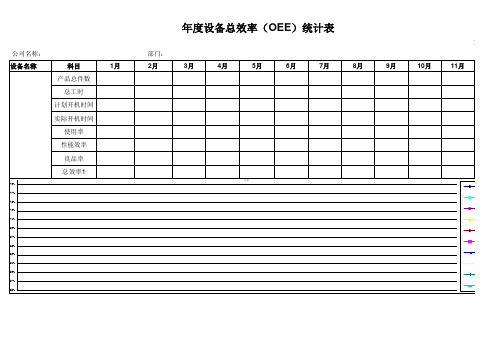
公司名称: 设备名称
科目 产品总件数
总工时
计划开机时间
实际开机时间
使用率
性能效率
良品率
总效率1
79% 77% 75% 73% 71% 69% 67% 65% 63% 61% 59% 57% 55%
1月
年度设备总效率(OEE)统计表
部门:
2月3月4月Fra bibliotek5月6月
7月
8月
文件编号:
9月
10月
11月
月份
总效率 系列 系列 系列 系列 系列 系列 系列 系列 系列
OEE报表(标准模板)
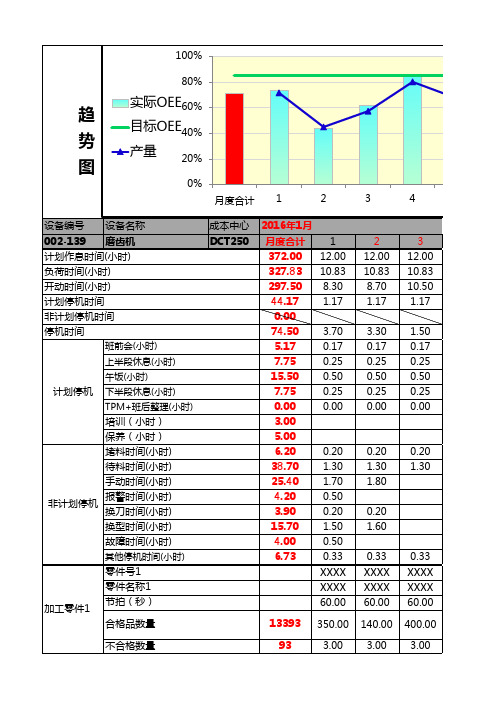
5 12.00 8.83 8.30 3.17
6 12.00 10.83 10.30 1.17
7 12.00 10.83 10.10 1.17
8 12.00 10.83 10.30 1.17
9 12.00 10.83 10.30 1.17
10 12.00 10.83 10.30 1.17
11 12.00 10.83 8.80 1.17
1.50 0.17 0.25 0.50 0.25 0.00
0.20 1.30
0.33 XXXX XXXX 60.00
1.50 0.17 0.25 0.50 0.25 0.00
0.20 1.30
0.33 XXXX XXXX 60.00
3.10 0.17 0.25 0.50 0.25 0.00
0.20 1.30 1.60
100%
80%
趋
实际OEE60%
势
目标OEE40%
图
产量
20%
0%
月度合计 1
2
3
4
设备编号 设备名称 002-139 磨齿机 计划作息时间(小时) 负荷时间(小时) 开动时间(小时) 计划停机时间 非计划停机时间 停机时间
班前会(小时) 上半段休息(小时) 午饭(小时) 计划停机 下半段休息(小时) TPM+班后整理(小时) 培训(小时) 保养(小时) 堵料时间(小时) 待料时间(小时) 手动时间(小时) 报警时间(小时) 非计划停机 换刀时间(小时) 换型时间(小时) 故障时间(小时) 其他停机时间(小时) 零件号1 零件名称1 加工零件1 节拍(秒) 合格品数量
1.70 0.17 0.25 0.50 0.25 0.00
1.70 0.17 0.25 0.50 0.25 0.00
设备综合效率OEE统计表
当天生产数量= ___________
当天班次总时间=min
计划生产时间=当天班次总时间-计划停机时间=当天班次总时间- A - I =min
净生产时间=计划生产时间-非计划停机时间=计划生产时间- B - C - E - F - G -H =min
OEE =时间开动率×性能开动率×合格品率
=【净生产时间/计划生产时间】×【净开动率×速度开动率】×【合格品数量/总产量】
25
30
35
40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
中班
16:00 17:00 18:00 19:00 20:00
25
30
35
40
45
50
55
60
04:00 05:00 06:00 07:00 08:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
当天班次总时间=min
计划生产时间=当天班次总时间-计划停机时间=当天班次总时间- A - I =min
净生产时间=计划生产时间-非计划停机时间=计划生产时间- B - C - E - F - G -H =min
OEE =时间开动率×性能开动率×合格品率
=【净生产时间/计划生产时间】×【净开动率×速度开动率】×【合格品数量/总产量】
25
30
35
40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
中班
16:00 17:00 18:00 19:00 20:00
25
30
35
40
45
50
55
60
04:00 05:00 06:00 07:00 08:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
oee统计表格

oee统计表格
OEE(Overall Equipment Effectiveness)是一个用于评估设备效率的指标,它可以帮助企业了解设备的性能和潜在的改进空间。
以下是一个简单的OEE统
●日期:评估的日期。
●设备名称:被评估的设备名称。
●运行时间:设备实际运行的时间。
●停机时间:设备因故障、维护等原因停止运行的时间。
●故障次数:设备在评估期间发生的故障次数。
●实际产量:设备在评估期间的实际产出数量。
●理论产量:设备在评估期间的理想产出数量(假设无故障、无停机)。
●OEE:设备的整体设备效率,计算公式为(实际产量/理论产量)*(运
行时间/总时间)*100%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
LO0G.47O
XXX车间 OEE数据汇总表
审核
作成
起始日期: ###### —— 12月15日
流水线 序号 日期/班次
人数
良品
(PCS)
不合 非计划停机时间(分钟)
格品 (PCS 故障 换型 物料 来料 测试
) 停机 调试 短缺 异常 打样
计划停机间(分钟) 每班 额定每 实际
工作 分钟产 运行
8 12月8日 12 3452 2
44 30
342
13 5.64 364 99.9% 83% 168.1% 139.7% 0.0%
9 12月9日 12 4000 123
44 120 23
13 5.64 593 96.9% 76% 119.6% 88.1% 0.0%
10 12月10日 12 4000 43
0%
0.0%
12月1日 12月2日 12月3日 12月4日 12月5日 12月6日 12月7日 12月8日 12月9日 12月10日 12月11日 12月12日 12月13日 12月14日 12月15日
注: (Nd=+Me+/[fX+*g6
0-
200%
4000 7
44 30
56174 708 R=d/[
1613
XO*=610-
b/a
13
392
195
P=a/(
c*M)
焊接事业部OEE数据趋势图
139.7%
5.64 706 99.8% 91% 100.5% 90.8% 0.0% 83.19 9695 98.74% 86% 6.96% 5.90% 0.00%
13 4.23 706 98.1% 91% 100.5% 89.2% 0.0%
3 12月3日 12 3467 67
4 32
13 5.64 744 98.1% 95% 82.6% 77.3% 0.0%
4 12月4日 14 4200 65
44 34
50
13 6.58 652 98.5% 89% 97.9% 86.1% 0.0%
Q=N* O*P
时间效率%
性能效率%
OEE
150.0%
150% 100%
50%
87.0%
89.2%
77.3%
86.1%
89.4%
93.0%
69.0%
88.1%
89.9%
92.0%
89.3%
90.7%
77.9%
90.8% 100.0% 50.0%
起始日期: ###### —— 12月15日 50%
50.0%
13 12月13日 12 4000 12
44 30
13 5.64 706 99.7% 91% 100.5% 90.7% 0.0%
14 12月14日 14 4000 2
32 56
13 6.58 692 100.0% 89% 87.8% 77.9% 0.0%
15 12月15日 12
汇总
177
备 M=X*60-
12 30
13 5.64 738 98.9% 95% 96.1% 89.9% 0.0%
11 12月11日 11 3745 35
120 30
13 5.17 630 99.1% 81% 115.0% 92.0% 0.0%
12 12月12日 12 4000 73
5 56
13 5.64 719 98.2% 92% 98.6% 89.3% 0.0%
计划 保养
休息
会议/ 培训
其他
能
时间 (PCS/M 时间 (小时) in) (分钟)
合格 率%
设备故
时间效 性能效 OEE 障停机
率% 率% 率
1 12月1日 14 4500 33
3 58
13 6.58 719 99.3% 92% 95.1% 87.0% 0.0%
2 12月2日 9 3000 56
44 30
5 12月5日 12 4000 67
5 65
13 5.64 710 98.3% 91% 99.9% 89.4% 0.0%
6 12月6日 10 3465 56
44 30
12
13 4.70 694 98.4% 89% 106.2% 93.0% 0.0%
7 12月7日 9 2345 67
4 454
13 4.23 322 97.1% 41% 172.2% 69.0% 0.0%
XXX车间 OEE数据汇总表
审核
作成
起始日期: ###### —— 12月15日
流水线 序号 日期/班次
人数
良品
(PCS)
不合 非计划停机时间(分钟)
格品 (PCS 故障 换型 物料 来料 测试
) 停机 调试 短缺 异常 打样
计划停机间(分钟) 每班 额定每 实际
工作 分钟产 运行
8 12月8日 12 3452 2
44 30
342
13 5.64 364 99.9% 83% 168.1% 139.7% 0.0%
9 12月9日 12 4000 123
44 120 23
13 5.64 593 96.9% 76% 119.6% 88.1% 0.0%
10 12月10日 12 4000 43
0%
0.0%
12月1日 12月2日 12月3日 12月4日 12月5日 12月6日 12月7日 12月8日 12月9日 12月10日 12月11日 12月12日 12月13日 12月14日 12月15日
注: (Nd=+Me+/[fX+*g6
0-
200%
4000 7
44 30
56174 708 R=d/[
1613
XO*=610-
b/a
13
392
195
P=a/(
c*M)
焊接事业部OEE数据趋势图
139.7%
5.64 706 99.8% 91% 100.5% 90.8% 0.0% 83.19 9695 98.74% 86% 6.96% 5.90% 0.00%
13 4.23 706 98.1% 91% 100.5% 89.2% 0.0%
3 12月3日 12 3467 67
4 32
13 5.64 744 98.1% 95% 82.6% 77.3% 0.0%
4 12月4日 14 4200 65
44 34
50
13 6.58 652 98.5% 89% 97.9% 86.1% 0.0%
Q=N* O*P
时间效率%
性能效率%
OEE
150.0%
150% 100%
50%
87.0%
89.2%
77.3%
86.1%
89.4%
93.0%
69.0%
88.1%
89.9%
92.0%
89.3%
90.7%
77.9%
90.8% 100.0% 50.0%
起始日期: ###### —— 12月15日 50%
50.0%
13 12月13日 12 4000 12
44 30
13 5.64 706 99.7% 91% 100.5% 90.7% 0.0%
14 12月14日 14 4000 2
32 56
13 6.58 692 100.0% 89% 87.8% 77.9% 0.0%
15 12月15日 12
汇总
177
备 M=X*60-
12 30
13 5.64 738 98.9% 95% 96.1% 89.9% 0.0%
11 12月11日 11 3745 35
120 30
13 5.17 630 99.1% 81% 115.0% 92.0% 0.0%
12 12月12日 12 4000 73
5 56
13 5.64 719 98.2% 92% 98.6% 89.3% 0.0%
计划 保养
休息
会议/ 培训
其他
能
时间 (PCS/M 时间 (小时) in) (分钟)
合格 率%
设备故
时间效 性能效 OEE 障停机
率% 率% 率
1 12月1日 14 4500 33
3 58
13 6.58 719 99.3% 92% 95.1% 87.0% 0.0%
2 12月2日 9 3000 56
44 30
5 12月5日 12 4000 67
5 65
13 5.64 710 98.3% 91% 99.9% 89.4% 0.0%
6 12月6日 10 3465 56
44 30
12
13 4.70 694 98.4% 89% 106.2% 93.0% 0.0%
7 12月7日 9 2345 67
4 454
13 4.23 322 97.1% 41% 172.2% 69.0% 0.0%