SA193高温用合金钢和不锈钢螺栓材料
A193A193M-05高温用合金钢和不锈钢螺栓材料

1. 适用范围
1.1 本标准适用于高温压力容器、阀门、法兰及管配件用合金钢和不锈钢螺栓材料。本标准 中所用术语“螺栓材料”包括棒钢、螺栓、螺钉、螺柱、双头螺栓和线才材料。棒钢和线材料 应是热加工的。材料可进一步以无心磨削或冷拔。奥氏体不锈钢可以经固溶处理加退火,或退 火加应变硬化。当订购变硬化奥氏体钢时,买方应特别注意保证完全理解附录 X1。
6.3 所有奥氏体不锈钢应经碳化物固溶热处理(对于每个类别的特殊要求见 6.3.1 和 6.3.4)。1,1B,1C(只有 B8R 和 B8S 级),2,2B 和 2C 类可适用于棒材,丝材和精制紧固件。 1A 类(所有级别)和 1C 类(只有 B8RA 和 B8SA 级)可适用于精制紧固件。1D 类只适用于直接 从 1D 类的棒材或丝材机加工,未经过任何随后热或冷加工的棒材,丝材和精制紧固件。
3.2.1 热处理状态(对铁素体钢为正火加回火,或淬火加回火;对奥氏不锈钢为碳化物固 溶处理(I 类钢)、轧后碳化物固溶处理(2 类,2B 和 2C 类钢);对含氮不锈钢 1B 和 1C 类适用 于碳化物固溶处理;1D 类用于从轧制温度快速冷却碳化物固溶处理的材料)。
3.2.2 所需零件的说明(即棒材、螺栓、螺钉或螺柱)。 3.2.3 螺母,如买方需要带螺母,则根据第 13.1 节。 3.2.4 补充要求。 3.2.5 特殊要求,按第 6.3,6.5.1,10.2,14.1 及 15.1 节。 3.3 镀层—除非在采购订单中有规定(见附件要求 S13),镀层是不允许的。当订购有镀层 的紧固件时,买方应特别注意保证完全理解附录 X2. 3.4 如本规范要求与规范 A962/A 962M 要求有冲突,本标准要求优先。
注 3:适用于低温使用的合金钢螺栓材料,可参见 A320/A320M 标准。
A193A193M高温设备用合金钢和不锈钢螺栓材料

Designation:A 193/A 193M –04aStandard Specification forAlloy-Steel and Stainless Steel Bolting Materials for High-Temperature Service 1This standard is issued under the fixed designation A 193/A 193M;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon (e )indicates an editorial change since the last revision or reapproval.This standard has been approved for use by agencies of the Department of Defense.Note—Corrections were made throughout editorially and the year date was changed on May 11,2004.1.Scope*1.1This specification 2covers alloy and stainless steel bolt-ing material for pressure vessels,valves,flanges,and fittings for high-temperature service.The term bolting material as used in this specification covers bars,bolts,screws,studs,stud bolts,and wire.Bars and wire shall be hot-wrought.The material may be further processed by centerless grinding or by cold drawing.Austenitic stainless steel may be carbide solution treated or carbide solution treated and strain-hardened.When strain hardened austenitic steel is ordered,the purchaser should take special care to ensure that Appendix X1is thoroughly understood.1.2Several grades are covered,including ferritic steels and austenitic stainless steels designated B5,B8,and so forth.Selection will depend upon design,service conditions,me-chanical properties,and high-temperature characteristics.N OTE 1—The committee formulating this specification has included fifteen steel types that have been rather extensively used for the present purpose.Other compositions will be considered for inclusion by the committee from time to time as the need becomes apparent.N OTE 2—For grades of alloy-steel bolting material suitable for use at the lower range of high-temperature applications,reference should be made to Specification A 354.N OTE 3—For grades of alloy-steel bolting material suitable for use in low-temperature applications,reference should be made to Specification A 320/A 320M.1.3Nuts for use with this bolting material are covered in Section 13.1.4Supplementary Requirements S1through S10are pro-vided for use when additional tests or inspection are desired.These shall apply only when specified in the purchase order.1.5This specification is expressed in both inch-pound units and in SI units.However,unless the order specifies theapplicable M specification designation (SI units),the material shall be furnished to inch-pound units.1.6The values stated in either inch-pound units or SI units are to be regarded separately as standard.Within the text,the SI units are shown in brackets.The values stated in each system are not exact equivalents;therefore,each system must be used independently of the bining values from the two systems may result in nonconformance with the specifi-cation.2.Referenced Documents 2.1ASTM Standards:3A 194/A 194M Specification for Carbon and Alloy Steel Nuts for Bolts for High-Pressure or High-Temperature Service,or BothA 320/A 320M Specification for Alloy/Steel Bolting Mate-rials for Low-Temperature ServiceA 354Specification for Quenched and Tempered Alloy Steel Bolts,Studs,and Other Externally Threaded Fasten-ersA 962/A 962M Specification for Common Requirements for Steel Fasteners or Fastener Materials,or Both,Intended for Use at Any Temperature from Cryogenic to the Creep RangeE 18Test Methods for Rockwell Hardness and Rockwell Superficial Hardness of Metallic MaterialsE 21Test Methods for Elevated Temperature Tension Tests of Metallic MaterialsE 112Test Methods for Determining Average Grain Size E 139Test Methods for Conducting Creep,Creep-Rupture,and Stress-Rupture Tests of Metallic MaterialsE 150Practice for Conducting Creep and Creep-Rupture Tension Tests of Metallic Materials Under Conditions of Rapid Heating and Short Times 4E 151Practice for Tension Tests of Metallic Materials at1This specification is under the jurisdiction of ASTM Committee A01on Steel,Stainless Steel and Related Alloys and is the direct responsibility of Subcommittee A01.22on Steel Forgings and Wrought Fittings for Piping Applications and Bolting Materials for Piping and Special Purpose Applications.Current edition approved May 11,2004.Published June 2004.Originally approved in st previous edition approved in 2004as A 193/A 193M-04.2For ASME Boiler and Pressure Vessel Code applications,see related Specifi-cation SA-193in Section II of that Code.3For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.4Withdrawn.1*A Summary of Changes section appears at the end of this standard.Copyright ©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA 19428-2959,UnitedStates.Elevated Temperatures with Rapid Heating and Conven-tional or Rapid Strain Rates 4E 292Test Methods for Conducting Time-for-Rupture Notch Tension Tests of MaterialsE 328Test Methods for Stress-Relaxation Tests for Materi-als and StructuresE 381Method of Macroetch Testing Steel Bars,Billets,Blooms,and ForgingsE 566Practice for Electromagnetic (Eddy-Current)Sorting of Ferrous MetalsE 709Guide for Magnetic Particle ExaminationF 606Test Methods for Determining the Mechanical Prop-erties of Externally and Internally Threaded Fasteners,Washers,and Rivets 2.2ANSI Standards:5B1.1Screw ThreadsB18.2.1Square and Hex Bolts and Screws B18.2.3.1M Metric Hex Cap ScrewsB18.3Hexagon Socket and Spline Socket Screws B18.3.1M Metric Socket Head Cap Screws 2.3AIAG Standard:6AIAG B-502.00Primary Metals Identification Tag Appli-cation Standard3.General Requirements and Ordering Information3.1Material supplied to this material specification shall conform to Specification A 962/A 962M.These requirements outline the testing and retesting methods and procedures,permissible variations in dimensions,and mass,quality and repair of defects,etc.3.2It is the purchaser’s responsibility to specify in the purchase order all ordering information necessary to purchase the needed material.Examples of such information include,but are not limited to,the ordering information in Specification A 962/A 962M and the following:3.2.1Heat-treated condition (that is,normalized and tem-pered,or quenched and tempered,for the ferritic materials,and carbide solution treated (Class 1),carbide solution treated after finishing (Class 1A),and carbide solution treated and strain-hardened (Classes 2,2B and 2C),for the austenitic stainless steels;Classes 1B and 1C apply to the carbide solution-treated nitrogen-bearing stainless steels;Class 1D applies to material carbide solution treated by cooling rapidly from the rolling temperature),3.2.2Description of items required (that is,bars,bolts,screws,or studs),3.2.3Nuts,if required by purchaser,in accordance with 13.1,3.2.4Supplementary requirements,if any,and3.2.5Special requirements,in accordance with 6.3,6.5.1,10.2,14.1,and 15.1.3.3If the requirements of this specification are in conflict with the requirements of Specification A 962/A 962M the requirements of this specification shall prevail.4.Manufacture (Process)4.1The steel shall be produced by any of the following processes:open-hearth,basic-oxygen,electric-furnace,or vacuum-induction melting (VIM).The molten steel may be vacuum-treated prior to or during pouring of the ingot or strand casting.4.2Quality —See Specification A 962/A 962M for require-ments.5.Discard5.1A sufficient discard shall be made to secure freedom from injurious piping and undue segregation.6.Heat Treatment6.1Ferritic steels shall be properly heat treated as best suits the high-temperature characteristics of each grade.Immedi-ately after rolling or forging,the bolting material shall be allowed to cool to a temperature below the cooling transfor-mation range.The materials which are to be furnished in the liquid-quenched condition shall then be uniformly reheated to the proper temperature to refine the grain (a group thus reheated being known as a quenching charge )and quenched in a liquid medium under substantially uniform conditions for each quenching e of water quenching is prohibited for any ferritic grade when heat treatment is part of the fastener manufacturing process.This prohibition does not apply to heat treated bar or to fasteners machined therefrom.Material Grade B16shall be heated to a temperature range from 1700to 1750°F [925to 954°C]and oil quenched.The materials that are to be furnished in the normalized or air-quenched condition shall be reheated to the proper temperature to refine the grain and cooled uniformly in air to a temperature below the transformation temperature range.The material,whether liquid-quenched or normalized,shall then be uniformly re-heated for tempering.The minimum tempering temperature shall be as specified in Table 2and Table 3.5Available from American National Standards Institute (ANSI),25W.43rd St.,4th Floor,New York,NY 10036.6Available from Automotive Industry Action Group,26200Lahser,Suite 200,Southfield,MI48034.TABLE1Chemical Requirements(Composition,percent)AType.........Ferritic SteelsGrade........B5B6and B6XUNS Designation........5%Chromium12%ChromiumS41000(410)Range Product Variation,Range Product VariationOver or Under B Over or Under B Carbon0.10min0.01under0.08–0.150.01over Manganese,max 1.000.03over 1.000.03over Phosphorus,max0.0400.005over0.0400.005over Sulfur,max0.0300.005over0.0300.005overSilicon 1.00max0.05over 1.00max0.05over Chromium 4.0–6.00.1011.5–13.50.15 Molybdenum0.40–0.650.05...... Type..........Ferritic SteelsGrade......B7,B7M B16 Description.........Chromium-Molybdenum C Chromium-Molybdenum-VanadiumProduct Variation,Product Variation,Range Over or Under B Range Over or Under B Carbon0.37–0.49D0.020.36–0.470.02Manganese0.65–1.100.040.45–0.700.03 Phosphorus,max0.0350.005over0.0350.005over Sulfur,max0.0400.005over0.0400.005overSilicon0.15–0.350.020.15–0.350.02Chromium0.75–1.200.050.80–1.150.05 Molybdenum0.15–0.250.020.50–0.650.03 Vanadium......0.25–0.350.03Aluminum,max%E......0.015...Type Austenitic Steels,F Classes1,1A,1D,and2Grade..B8,B8A B8C,B8CA B8M,B8MA,B8M2,B8M3B8P,B8PA UNS Designation......S30400(304)S34700(347)S31600(316)S30500Range Product Variation,Over or Under BRangeProduct Variation,Over or Under BRangeProduct Variation,Over or Under BRangeProduct Variation,Over or Under BCarbon,max0.080.01over0.080.01over0.080.01over0.120.01over Manganese,max 2.000.04over 2.000.04over 2.000.04over 2.000.04over Phosphorus,max0.0450.010over0.0450.010over0.0450.010over0.0450.010over Sulfur,max0.0300.005over0.0300.005over0.0300.005over0.0300.005over Silicon,max 1.000.05over 1.000.05over 1.000.05over 1.000.05over Chromium18.0–20.00.2017.0–19.00.2016.0–18.00.2017.0–19.00.20 Nickel8.0–11.00.159.0–12.00.1510.0–14.00.1511.0–13.00.15 Molybdenum............ 2.00–3.000.10...... Columbium+......10x carbon0.05under............ tantalum content,min;1.10maxTABLE1ContinuedType..........Austenitic Steels,F Classes1A,1B,1D,and2Grade.....B8N,B8NA B8MN,B8MNA B8MLCuN,B8MLCuNA UNS Designation..........S30451(304N)S31651(316N)S31254Range Product Variation,Over or Under BRangeProduct Variation,Over or Under BRangeCarbon,max0.080.01over0.080.01over0.020 Manganese,max 2.000.04over 2.000.04over 1.00 Phosphorus,max0.0450.010over0.0450.010over0.030 Sulfur,max0.0300.005over0.0300.005over0.010 Silicon,max 1.000.05over 1.000.05over0.80 Chromium18.0–20.00.2016.0–18.00.2019.5–20.5 Nickel8.0–11.00.1510.0–13.00.1517.5–18.5 Molybdenum...... 2.00–3.000.10 6.0–6.5 Nitrogen0.10–0.160.010.10–0.160.010.18–0.22 Copper............0.50–1.00 Type...............................Austenitic Steels F,Classes1,1A,and2Grade..................B8T,B8TAUNS Designation.............................S32100(321)Range Product Variation, Over or Under BCarbon,max0.080.01over Manganese,max 2.000.04over Phosphorus,max0.0450.010over Sulfur,max0.0300.005over Silicon,max 1.000.05over Nickel9.0–12.00.15 Chromium17.0–19.00.20 Titanium5x(C+N)min,0.70max0.05under Type Austenitic Steels F,Classes1C and1DGrade B8R,B8RA B8S,B8SA UNS Designation S20910S21800Range Product Variation,Over or Under BRangeProduct Variation,Over or Under BCarbon,max0.060.01over0.100.01over Manganese 4.0–6.00.057.0–9.00.06 Phosphorus,max0.0450.005over0.0600.005over Sulfur,max0.0300.005over0.0300.005over Silicon 1.00max0.05over 3.5–4.50.15 Chromium20.5–23.50.2516.0–18.00.20 Nickel11.5–13.50.158.0–9.00.10 Molybdenum 1.50–3.000.10...... Nitrogen0.20–0.400.020.08–0.180.01 Columbium+tantalum0.10–0.300.05...... Vanadium0.10–0.300.02......Type Austenitic Steels F,Classes1,1A and1DGrade B8LN,B8LNA B8MLN,B8MLNA UNS Designation S30453S31653Range Product Variation,Over or Under BRangeProduct Variation,Over or Under BCarbon,max0.0300.005over0.0300.005overManganese 2.000.04over 2.000.04overPhosphorus,max0.0450.010over0.0450.010overSulfur,max0.0300.005over0.0300.005overSilicon 1.000.05over 1.000.05overChromium18.0–20.00.2016.0–18.00.20Nickel8.0–11.00.1510.0–13.00.15 Molybdenum...... 2.00–3.000.10Nitrogen0.10–0.160.010.10–0.160.01A The intentional addition of Bi,Se,Te,and Pb is not permitted.B Product analysis—Individual determinations sometimes vary from the specified limits on ranges as shown in the tables.The several determinations of any individual element in a heat may not vary both above and below the specified range.C Typical steel compositions used for this grade include4140,4142,4145,4140H,4142H,and4145H.D For bar sizes over31⁄2in.[90mm],inclusive,the carbon content may be0.50%,max.For the B7M grade,a minimum carbon content of0.28%is permitted,provided that the required tensile properties are met in the section sizes involved;the use of AISI4130or4130H is allowed.E Total of soluble and insoluble.FClasses 1and 1D are solution treated.Classes 1,1B,and some 1C (B8R and B8S)products are made from solution treated material.Class 1A (B8A,B8CA,B8MA,B8PA,B8TA,B8LNA,B8MLNA,B8NA,and B8MNA)and some Class 1C (B9RA and B8SA)products are solution treated in the finished condition.Class 2products are solution treated and strain hardened.TABLE 2Mechanical Requirements —Inch ProductsGrade Diameter,in.Minimum Tempering Temperature,°F Tensile Strength,min,ksiYield Strength,min,0.2%offset,ksiElongation in 4D,min,%Reduction of Area,min,%Hardness,maxFerritic SteelsB54to 6%chromiumup to 4,incl 1100100801650...B613%chromiumup to 4,incl 1100110851550...B6X13%chromiumup to 4,incl 11009070165026HRC B7Chromium-molybdenum21⁄2and under 11001251051650321HB or 35HRC over 21⁄2to 41100115951650321HB or 35HRC over 4to 71100100751850321HB or 35HRC B7M A Chromium-molybdenum4and under 1150100801850235HB or 99HRB over 4to 71150100751850235BHN or 99HRB B16Chromium-molybdenum-vanadium21⁄2and under 12001251051850321HB or 35HRC over 21⁄2to 41200110951745321HB or 35HRC over 4to 81200100851645321HB or 35HRCGrade,Diameter,in.Heat Treatment BTensile Strength,min,ksiYield Strength,min,0.2%offset,ksiElongation in 4D,min %Reduction of Area,min %Hardness,maxAustenitic SteelsClasses 1and 1D;B8,B8M,B8P ,B8LN,carbide solution treated75303050223HB C or 96HRB B8MLN,all diameters Class 1:B8C,B8T,all diameterscarbide solution treated75303050223HB C or 96HRB Class 1A:B8A,B8CA,B8MA,B8PA,B8TA,B8LNA,B8MLNA,B8NA,B8MNAB8MLCuNA,all diameterscarbide solution treated in the finished condition75303050192HB or 90HRBClasses 1B and 1D:B8N,B8MN,andcarbide solution treated 80353040223HB C or 96HRBB8MLCuN,all diameters Classes 1C and 1D:B8R,all diameterscarbide solution treated 100553555271HB or 28HRC Class 1C:B8RA,all diameters carbide solution treated in the finishedcondition 100553555271HB or 28HRCClasses 1C and 1D:B8S,all diameterscarbide solution treated95503555271HB or 28HRC Classes 1C:B8SA,carbide solution treated in the finished 95503555271HB or 28HRC all diametersconditionClass 2:B8,B8C,B8P ,B8T,and B8N,D3⁄4and undercarbide solution treated and strain hardened1251001235321HB or 35HRCover 3⁄4to 1,incl 115801535321HB or 35HRC over 1to 11⁄4,incl 105652035321HB or 35HRC over 11⁄4to 11⁄2,incl100502845321HB or 35HRC Class 2:B8M,B8MN,B8MLCuN D 3⁄4and under carbide solution treated and strain hardened110951545321HB or 35HRC over 3⁄4to 1incl100802045321HB or 35HRCGrade,Diameter,in.Heat TreatmentBTensile Strength,min,ksiYield Strength,min,0.2%offset,ksiElongation in 4D,min %Reduction of Area,min %Hardness,maxAustenitic SteelsOver 1to 11⁄4,incl 95652545321HB or 35HRC over 11⁄4to 11⁄2,incl 90503045321HB or 35HRC Class 2B:B8,B8M2D 2and undercarbide solution treated and strain hardened95752540321HB or 35HRC over 2to 21⁄2incl 90653040321HB or 35HRC over 21⁄2to 3incl 80553040321HB or 35HRC Class 2C:B8M3D 2and undercarbide solution treated and strain hardened85653060321HB or 35HRC over 285603060321HB or 35HRCA To meet the tensile requirements,the Brinell hardness shall be over 200HB (93HRB).BClass 1is solution treated.Class 1A is solution treated in the finished condition for corrosion resistance;heat treatment is critical due to physical property requirement.Class 2is solution treated and strain hardened.Austenitic steels in the strain-hardened condition may not show uniform properties throughout the section particularly in sizes over 3⁄4in.in diameter.CFor sizes 3⁄4in.in diameter and smaller,a maximum hardness of 241HB (100HRB)is permitted.DFor diameters 11⁄2and over,center (core)properties may be lower than indicated by test reports which are based on values determined at 1⁄2radius.TABLE 3Mechanical Requirements —Metric ProductsClass Diameter,[mm]Minimum Tempering Temperature,°C Tensile Strength,min,MPaYield Strength,min,0.2%offset,MPaElongation in 4D,min,%Reduction of Area,min,%Hardness,maxFerritic SteelsB54to 6%chromium up to M100,incl 5936905501650...B613%chromium up to M100,incl 5937605851550...B6X13%chromium up to M100,incl 593620485165026HRC B7Chromium-molybdenumM64and under 5938607201650321HB or 35HRC over M64to M1005937956551650321HB or 35HRC over M100to M1805936905151850321HB or 35HRC B7M A Chromium-molybdenumM100and under 6206905501850235HB or 99HRB over M100to M1806206905151850235BHN or 99HRB B16Chromium-molybdenum-vanadiumM64and under 6508607251850321HB or 35HRC over M64to M1006507606551745321HB or 35HRC over M100to M1806506905861645321HB or 35HRCClass Diameter,mm Heat Treatment BTensile Strength,min,MPaYield Strength,min,0.2%offset,MPaElongation in 4D,min %Reduction of Area,min %Hardness,maxAustenitic SteelsClasses 1and 1D;B8,B8M,B8P ,B8LN,carbide solution treated 5152053050223HB C or 96HRB B8MLN,all diameters Class 1:B8C,B8T,all diameterscarbide solution treated5152053050223HB C or 96HRB Class 1A:B8A,B8CA,B8MA,B8PA,B8TA,B8LNA,B8MLNA,B8NA,B8MNA B8MLCuNA,all diameterscarbide solution treated in the finished condition5152053050192HB or 90HRBClasses 1B and 1D:B8N,B8MN,andcarbide solution treated 5502403040223HB C or 96HRB B8MLCuN,all diametersClasses 1C and 1D:B8R,all diameterscarbide solution treated6903803555271HB or 28HRCClass Diameter,mm Heat Treatment BTensileStrength,min,MPaYieldStrength,min,0.2%offset,MPaElongationin4D,min%Reductionof Area,min%Hardness,max Austenitic SteelsClass1C:B8RA,all diameters carbide solution treated in thefinishedcondition6903803555271HB or28HRCClasses1C and1D:B8S,all diameters carbide solution treated6553453555271HB or28HRC Classes1C:B8SA,carbide solution treated in thefinished6553453555271HB or28HRC all diameters conditionClass2:B8,B8C,B8P,B8T,and B8N,D M20and under carbide solution treated and strainhardened8606901235321HB or35HRCover M20to M24,incl7955501535321HB or35HRC over M24to M30,incl7254502035321HB or35HRC over M30to M36,incl6903452845321HB or35HRCClass2:B8M,B8MN,B8MLCuN,D M20and under carbide solution treated and strainhardened7606551545321HB or35HRCover M20to M24,incl6905502045321HB or35HRC over M24to M30,incl6554502545321HB or35HRC over M30to M36,incl6203453045321HB or35HRCClass2B:B8,B8M2,D M48and under carbide solution treated and strainhardened6555152540321HB or35HRCover M48to M64,incl6204503040321HB or35HRC over M64to M72,incl5503803040321HB or35HRCClass2C:B8M3,D M48and under carbide solution treated and strainhardened5854503060321HB or35HRCover M485854153060321HB or35HRCA To meet the tensile requirements,the Brinell hardness shall be over200HB(93HRB).B Class1is solution treated.Class1A is solution treated in thefinished condition for corrosion resistance;heat treatment is critical due to physical property requirement. Class2is solution treated and strain hardened.Austenitic steels in the strain-hardened condition may not show uniform properties throughout the section particularly in sizes over M20mm in diameterC For sizes M20mm in diameter and smaller,a maximum hardness of241HB(100HRB)is permitted.D For diameters M38and over,center(core)properties may be lower than indicated by test reports which are based on values determined at1⁄2radius.6.1.1Quenched and tempered or normalized and tempered ferritic material that is subsequently cold drawn for dimen-sional control shall be stress-relieved after cold drawing.The minimum stress-relief temperature shall be100°F[55°C] below the tempering temperature.Tests for mechanical prop-erties shall be performed after stress relieving.6.2Both B6and B6X materials shall be held,at the tempering temperature for a minimum time of1h.Identifica-tion Symbol B6X material may be furnished in the as-rolled-and-tempered condition.Cold working is permitted with the hardness limitation(26HRC maximum)of Table2for the B6X grade.6.3All austenitic stainless steels shall receive a carbide solution treatment(see6.3.1-6.3.4for specific requirements for each class).Classes1,1B,1C(Grades B8R and B8S only),2, 2B,and2C can apply to bar,wire,andfinished fasteners.Class 1A(all grades)and Class1C(grades B8RA and B8SA only) can apply tofinished fasteners.Class1D applies only to bar and wire andfinished fasteners that are machined directly from Class1D bar or wire without any subsequent hot or cold working.6.3.1Classes1and1B,and Class1C Grades B8R and B8S—After rolling of the bar,forging,or heading,whether done hot or cold,the material shall be heated from ambient temperature and held a sufficient time at a temperature at which the chromium carbide will go into solution and then shall be cooled at a rate sufficient to prevent the precipitation of the carbide.6.3.2Class1D—Rolled or forged Grades B8,B8M,B8P, B8LN,B8MLN,B8N,B8MN,B8R,and B8S bar shall be cooled rapidly immediately following hot working while the temperature is above1750°F[955°C]so that grain boundary carbides are in solution.Class1D shall be restricted to applications at temperatures less than850°F[455°C].6.3.3Class1A and Class1C Grades B8RA and B8SA—Finished fasteners shall be carbide solution treated after all rolling,forging,heading,and threading operations are com-plete.This designation does not apply to starting material such as bar.Fasteners shall be heated from ambient temperature and held a sufficient time at a temperature at which the chromium carbide will go into solution and then shall be cooled at a rate sufficient to prevent the precipitation of the carbide.6.3.4Classes2,2B,and2C—Material shall be carbide solution treated by heating from ambient temperature and holding a sufficient time at a temperature at which the chromium carbide will go into solution and then cooling at a rate sufficient to prevent the precipitation of the carbide. Following this treatment the material shall then be strain hardened to achieve the required properties.N OTE4—Heat treatment following operations performed on a limited portion of the product,such as heading,may result in non-uniform grain size and mechanical properties through the section affected.6.4If scale-free brightfinish is required,this shall be specified in the purchase order.6.5B7and B7M bolting material shall be heat treated by quenching in a liquid medium and tempering.ForB7Mbolting,thefinal heat treatment,which may be the tempering operation if conducted at1150°F[620°C]minimum,shall be done after all machining and forming operations,including thread rolling and any type of cutting.Surface preparation for hardness testing,nondestructive evaluation,or ultrasonic bolt tensioning is permitted.6.5.1Unless otherwise specified,material for Grade B7may be heat treated by the Furnace,the Induction or the Electrical Resistance method.N OTE5—It should be taken into consideration that stress-relaxation properties may vary from heat lot to heat lot or these properties may vary from one heat treating method to another.The purchaser may specify Supplementary Requirement S8,if stress-relaxation testing is desired. 7.Chemical Composition7.1Each alloy shall conform to the chemical composition requirements prescribed in Table1.7.2The steel shall not contain an unspecified element for the ordered grade to the extent that the steel conforms to the requirements of another grade for which that element is a specified element.Furthermore,elements present in concentra-tions greater than0.75weight/%shall be reported.8.Heat Analysis8.1An analysis of each heat of steel shall be made by the manufacturer to determine the percentages of the elements specified in Section7.The chemical composition thus deter-mined shall be reported to the purchaser or the purchaser’s representative,and shall conform to the requirements specified in Section7.Should the purchaser deem it necessary to have the transition zone of two heats sequentially cast discarded,the purchaser shall invoke Supplementary Requirement S3of Specification A788.9.Mechanical Properties9.1Tensile Properties:9.1.1Requirements—The material as represented by the tension specimens shall conform to the requirements pre-scribed in Table2at room temperature after heat treatment. Alternatively,stainless strain hardened headed fasteners(Class 2,2B,and2C)shall be tested full size after strain hardening to determine tensile strength and yield strength and shall conform to the requirements prescribed in Table2.Should the results of full size tests conflict with results of tension specimen tests, full size test results shall prevail.9.1.2Full Size Fasteners,Wedge Tensile Testing—When applicable,see12.1.3,headed fasteners shall be wedge tested full size and shall conform to the tensile strength shown in Table2.The minimum full size breaking strength(lbf)for individual sizes shall be as follows:Ts5UTS3As(1) where:Ts=wedge tensile strength,UTS=tensile strength specified in Table2,andAs=stress area,square inches,as shown in ANSI B1.1or calculated as follows:As50.785~D–~0.974/n!!2(2)where:D=nominal thread size,andn=the number of threads per inch.9.2Hardness Requirements:9.2.1The hardness shall conform to the requirements pre-scribed in Table2.Hardness testing shall be performed in accordance with either Specification A962/A962M or with Test Methods F606.9.2.2Grade B7M—The maximum hardness of the grade shall be235HB or99HRB.The minimum hardness shall not be less than200HB or93HRB.Conformance to this hardness shall be ensured by testing the hardness of each stud or bolt by Brinell or Rockwell B methods in accordance with9.2.1.The use of100%electromagnetic testing for hardness as an alternative to100%indentation hardness testing is permissible when qualified by sampling using indentation hardness testing. Each lot tested for hardness electromagnetically shall be100% examined in accordance with Practice E566.Following elec-tromagnetic testing for hardness a random sample of a mini-mum of100pieces of each heat of steel in each lot(as defined in12.1.1)shall be tested by indentation hardness methods.All samples must meet hardness requirements to permit acceptance of the lot.If any one sample is outside of the specified maximum or minimum hardness,the lot shall be rejected and either reprocessed and resampled or tested100%by indenta-tion hardness methods.Product that has been100%tested and found acceptable shall have a line under the grade symbol.9.2.2.1Surface preparation for indentation hardness testing shall be in accordance with Test Methods E18.Hardness tests shall be performed on the end of the bolt or stud.When this is impractical,the hardness test shall be performed elsewhere.10.Workmanship,Finish,and Appearance10.1Bolts,screws,studs,and stud bolts shall be pointed and shall have a workmanlikefinish.Points shall beflat and chamfered or rounded at option of the manufacturer.Length of point on studs and stud bolts shall be not less than one nor more than two complete threads as measured from the extreme end parallel to the axis.Length of studs and stud bolts shall be measured fromfirst thread tofirst thread.10.2Bolt heads shall be in accordance with the dimensions of ANSI B18.2.1or ANSI B18.2.3.1M.Unless otherwise specified in the purchase order,the Heavy Hex Screws Series should be used,except the maximum body diameter and radius offillet may be the same as for the Heavy Hex Bolt Series.The body diameter and headfillet radius for sizes of Heavy Hex Cap Screws and Bolts that are not shown in their respective tables in ANSI B18.2.1or ANSI B18.2.3.1M may be that shown in the corresponding Hex Cap Screw and Bolt Tables respectively.Socket head fasteners shall be in accordance with ANSI B18.3or ANSI B18.3.1M.11.Retests11.1If the results of the mechanical tests of any test lot do not conform to the requirements specified,the manufacturer may retreat such lot not more than twice,in which case two additional tension tests shall be made from such lot,all of which shall conform to the requirementsspecified.。
ASME设计原理及主要技术要求
ASME设计原理及主要技术要求-、ASME是什么?美国工程师学会(ASME)在1991年为了制定蒸汽锅炉和其他压力容器的典型建造规则,成立了一个委员会,后者现名“锅炉压力容器委员会”(BPVC)。
ASME的全称是The American society of mechanical engineers 。
二、ASME锅炉压力及容器规范有下列部分第Ⅰ卷-动力锅炉第Ⅱ卷-材料A篇-铁基材料B篇-非铁基材料C篇-焊接材料D篇-性能第Ⅲ卷-第1册-第2册混凝土反应堆压力容器和安全规范-第3册废核燃料、高位放射性材料和废料的储存和运输包装用安全容器系统第Ⅳ卷-采暖锅炉建造规则第Ⅴ卷-无损检测第Ⅵ卷-采暖锅炉维护和运行推荐规则第Ⅷ卷-第1册-压力容器第Ⅷ卷-第2册-另一规则第Ⅷ卷-第3册-高压容器建造另一规则第Ⅸ卷焊接和钎焊评定第Ⅹ卷纤维增强塑料压力容器第Ⅺ卷核动力装置设备在役检查规则B31.1-动力管道三、Ⅱ卷-材料A篇-铁基材料1. SA-20/SA-20M压力容器钢板通用要求术语:⑴热成形-当钢板被加热到再结晶温度后,使其产生永久变形的成形加工。
⑵正火-加热到或超过上临界温度,然后在空气中冷却到低于下临界温度的一种操作。
制造:钢板的制造可采用以下任何一种一次炼钢工艺:平炉法、碱性吹氧转炉法或电炉法。
钢板应为完全镇静钢,并应符合SA-20/SA-20M标准细奥氏体晶粒的要求。
钢板的识别标志:应将钢厂厂名或厂标、炉号和板坯号以及材料标准中指出的标准号、材料等级、类号及型号,在每张钢板上距离边缘不小于12in(300mm)的两处,打上清晰的钢印(买方规定将上述标记喷印除外)。
化学成份要求C% Mn% P% S% Si% Cu% Ni% Cr% Mo% V% Nb% ≤0.350.60-1.05≤0.035≤0.0400.10-0.35≤0.40≤0.40≤0.30≤0.12≤0.05≤0.02机械性能产品标记:应在每个锻件上不损害锻件使用性能的位置上清楚地锻上由钢厂名称代号,炉号或钢厂对炉号的标志,额定使用值号,本标准号及尺寸组成的识别标志。
ASTM标准材质对照
ASTM钢管标准对照:l.r5?+f4d,n8]1f(Q$QA323-93(2000)硼铁规格A324-73(2000)钛铁合金三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|so lidwor s|caxa)D4u:|-_&m!B7p#?!T/|A325-00经热处理最小抗拉强度为120/105ksi的钢结构螺栓三维网技术论坛5z(F#f9I3F9M&Q9E"tA325M-00结构钢连接件用高强度螺栓(米制)A327-91(1997)铸铁冲击试验方法三维网技术论坛6^0N+Y;f:P+d*I;^5])c!w0L3E+P:dA327M-91(1997)铸铁冲击试验方法(米制)三维网技术论坛9|)e!y9u#?3C2lA328/A328M-00薄钢板桩三维网技术论坛;V(P(~%s8U:J!D:_A331-95(2000)冷加工合金钢棒+n-h+G#Pj-W9r三维网技术论坛8L0p,Z+`;v.z6NA333/A333M-99低温用无缝与焊接钢管规格A334/A334M-99低温设备用无缝与焊接碳素和合金钢管三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江3P4B;l$_'L0J3r6@7z"q8\4H;`+N9\A335/A335M-01高温用无缝铁素体合金钢管A336/A336M-99e1压力与高温部件用合金钢锻件规格A338-84(1998)铁路,船舶和其他重型装备在温度达到650华氏度(345摄氏度)时使用的可锻铸铁法兰,管件和阀门零件三维网技术论坛8j&q7p$[9`*Z+PA34/A34M-96磁性材料的抽样和采购试验的标准惯例3I:c&v,~+hP%]4i0z'S)G*U&i6L8R.S,H)q3u+UA340-99a有关磁性试验用符号和定义的术语2b"@8F7O:vh/n6O9A341/A341M-00用直流磁导计和冲击试验法测定材料的直流磁性能的试验方法三维网技术论坛#]6ZQ"~1w4Z三维网技术论坛*~6Z+~,|5o7K/P,O%BA342/A342M-99磁铁材料导磁率的试验方法&z-Op&g-o7T6c*KA343-97在电力频率下用瓦特计-安培计-伏特计法(100-1000赫兹)和25厘米艾普斯亭(EPSTEIN)机架测定材料的交流电磁性能的试验方法三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江B&B:e&Z;[:k6@A345-98磁设备用平轧电炉钢A348/A348M-00用瓦特计--安培计--伏特计法(100-10000赫兹)和25厘米艾普斯亭框测定材料的交流磁性能的试验方法A350/A350M-00c要求进行缺口韧性试验的管道部件用碳素钢与低合金钢锻件技术规范0c%E+{:G/yA351/A351M-00容压零件用奥氏体及奥氏体铁素体铸铁的技术规范三维网技术论坛7Q;N2^3q+e/{5@/@3VA352/A352M-93(1998)低温受压零件用铁素体和马氏体钢铸件规格三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa2z/Z6C*I/z4X2T!~A353/A353M-93(1999)压力容器用经二次正火及回火处理的含9%镍的合金钢板A354-01淬火与回火合金钢螺栓,双头螺栓及其他外螺纹紧固件规格三维网技术论坛8A:A4n!A7S6H0HA355-89(2000)渗氮用合金钢棒"J5j_3q1{+x*@+J(Y6U6E4^6`'L;T%gA356/A356M-98e1蒸汽轮机用厚壁碳素钢、低合金钢和不锈钢铸件三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw or s,caxa,时空镇江;z:E2}5b,vfA358/A358M-01高温用电熔焊奥氏体铬镍合金钢管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxasm'a8E.E8H6z#[A36/A36M-00a碳素结构钢技术规范三维网技术论坛)^6X:m*j'I)x0f$NA363-98地面架空线用镀锌钢丝绳&T6S:n!@3K5X:_:A}J三维网技术论坛4l2|2K2s9t4R4\$MA367-60(1999)铸铁的激冷试验方法1G/z/e;K9s0g:YA368-95a(2000)不锈钢和耐热钢丝绳的标准-s7R+I2H3N$d2A369/A369M-01高温用锻制和镗孔碳素钢管和铁素体合金钢管三维网技术论坛2O6N4}"{-f!lA370-97a钢制品机械测试的标准试验方法和定义A372/A372M-99薄壁压力容器用碳素钢及合金钢锻件三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw orks,caxa,时空镇江9{3Y3]0^,c1B)f#@1L'l9It5a&WA376/A376M-01高温中心站用无缝奥氏钢管A377-99球墨铸铁压力管规范索引三维网技术论坛0G6i7,w!dA380-99e1不锈钢零件、设备和系统的清洗和除垢三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa,m4T.`3g$c三维网技术论坛0I(e2x2E+r/y I:`,G+N^/vA381-96高压输送用金属弧焊钢管9P#N*l(w)J*ec5H,p$vRA384-76(1996)防止钢组件热浸镀锌时翘曲和扭曲用安全保护A385-00提供高质量镀锌覆层(热浸)三维网技术论坛"G4,g-^.h(O2EA3-01低、中、高碳素钢鱼尾(连接)板三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw or s,caxa,时空镇江-t(F0F4W8T1O[:k%d(].{3JA387/A387M-99e1压力容器用铬钼合金钢板6K"s,~%P7b三维网技术论坛#D-n:R7_#L,m#hA388/A388M-95(2000)e1重型钢锻件超声波检测A389/A389M-93(1998)适合高温受压部件用经特殊热处理的合金钢铸件规格三维网技术论坛2s3D/H*~'R6h9n7Z8s4nA390-95(2001)饲养家禽用镀锌钢丝栏栅网(六角形和直线形)A391/A391M-9880号合金钢链条三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw orks,caxa,时空镇江9V7R.N't#|4t,ax三维网技术论坛F%q0n:A)IA392-96镀锌钢丝链环栏栅网三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa2[K2WZ.G#a9C8d三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|so lidwor s|caxa9Z'A8a7L-i&@#F,h#xA394-00传动塔架用镀锌和裸露钢螺栓A395/A395M-99高温用铁素体球墨铸铁受压铸件三维网技术论坛4Z'~+M#b%U%B:RA400-69(2000)钢棒的成分及机械性能选择指南三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw or ks,caxa,时空镇江*c4n!z4g$F8|1a)|&t*^三维网技术论坛6p0s3\T-i0u5N0zA401/A401M-98铬硅合金钢丝!t!v(s'{+^*j/YA403/A403M-00b锻制奥氏体不锈钢管配件A407-93(1998)盘簧用冷拉钢丝三维网技术论坛;[9O;^7K8k4GA409/A409M-01腐蚀场所或高温下使用的焊接大口径奥氏体钢管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|so lidwor s|caxa2G4L/w%o&N1QA411-98镀锌低碳钢铠装线9A4i;n.j/f7A'Q(~A413/A413M-00碳素钢链A414/A414M-00压力容器用碳素薄钢板A416/A416M-99预应力混凝土用无涂层七股钢铰线A417-93(1998)之字型、方型和正弦型装垫弹簧元件用冷拉钢丝A418-99涡轮机及发电机钢转子锻件的超声波检查方法三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江&V6v-MP-[$l'^5v7o1L#y三维网技术论坛%y/Z5[2tm0~.t:XA420/A420M-00b低温下用锻制碳素钢和合金钢管配件三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa"t&Z.k%o,h$P6p$V2K/i*m2v8E)w"S;U/e!P5])kA421/A421M-98a预应力混凝土用无涂层消除应力钢丝的技术规范三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江)J;@.V/f9~2y8vA423/A423M-95(2000)无缝和电焊低合金钢管A424-00搪瓷用钢薄板三维|cad|机械汽车技术|catia|pro/e|ug|inventor|s olidedge|solidwor s|caxa%r(G1R$O6s三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江'~,}{#a(CP3?;~A426-92(1997)高温用离心铸造的铁素体合金钢管8I5M.c:Z;~-k,V2iA427-74(1996)e1冷轧和热轧用锻制合金钢辊三维网技术论坛/B2v)n#C7j1n(I-RA428/A428M-01钢铁制品上铝覆层重量的测试方法三维网技术论坛-Z:m6\2z-G6v$[7\9C:e)v;^3dA434-90a(2000)热轧与冷精轧经回火及淬火的合金钢棒三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw orks,caxa,时空镇江1N+a#y2\:_三维网技术论坛+J`-`,]!h1W$B5m+c!F*aA435/A435M-90(2001)钢板的直射束纵向超声波检验三维网技术论坛#w1A0w!E5M2_A436-84(1997)e1奥氏体灰口铁铸件A437/A437M-01高温用经特殊处理的涡轮型合金钢螺栓材料A438-80(1997)灰铸铁横向弯曲试验A439-83(1999)奥氏体可锻铸铁铸件A447/A447M-93(1998)高温用镍铬铁合金钢铸件(25-12级)三维网技术论坛/B:r#f1@2M8XLA449-00经淬火和回火的钢螺栓和螺柱三维网技术论坛4r"\/f0U2m;l2c8p三维网技术论坛"s2r2h([,a$e2LA450/A450M-96a碳素钢管、铁素体合金钢管及奥氏体合金钢管三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江(r"Z&c-t-Y:v)H%_0{/R:`A451-93(1997)高温用离心铸造的奥氏体钢管三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江B'd"`/m$B1^7FA453/A453M-00具有同奥氏体钢相类似的膨胀系数、屈服强度为50-120Ksi(345-827MPa)的耐高温螺栓材料三维网技术论坛"W0g&v9~-e!^'R3D;L)G/]A455/A455M-90(2001)压力容器用高强度碳锰钢板A456/A456M-99大型曲轴锻件的磁粉检查,x?+P0].GA459-97镀锌平轧扁钢铠装带A460-94(1999)包铜钢丝绳标准;C&{;a4R4]8p7x.J&M三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江R:Be3\;gA463/A463M-00热浸镀铝薄钢板(R#N:b6f8L3K*?0B#yA466/A466M-98非焊接碳素钢链A467/A467M-98机器链和盘旋链A469-94a(1999)用于发电机转子的真空处理钢锻件A470-01涡轮机转子和轴用经真空处理的碳素钢和合金锻件三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江0y"\4q9[,n#C/y6h;XA471-94(1999)涡轮转子转盘和转轮用真空处理合金钢锻件技术规范三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa$b,X$z8e'H.r6W A472-98蒸汽涡轮机轴及转子锻件的热稳定性的试验方法A473-01不锈和耐热钢锻件三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw orks,caxa,时空镇江+R1f*N/F7U9t+}:Q1wA474-98包铝钢丝绳标准三维网技术论坛;^8eb0Q/_'y1c/M4\三维网技术论坛0j(y?.p-g"F#H4[A475-98镀锌钢丝绳三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa7H0Q.6d4A476/A476M-00造纸厂干燥辊用球墨可锻铸铁件:|8O7Z6W"z4OA478-97铬镍不锈钢和耐热钢制编织钢丝三维网技术论坛2c1B!{3h'C*@)U,n9nA479/A479M-00锅炉及压力容器用不锈钢和耐热钢棒与型材三维网技术论坛M#t;G6l(h'u三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|so lidwor s|caxa:l)?6b&V'B%wA47/A47M-99铁素体可锻铁铸件三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw orks,caxa,时空镇江7{+a0U1`"b/J!}$n9f8uz6h.Z,gA480/A480M-01扁平轧制耐热不锈钢厚板材、薄板材和带材通用要求A481-94(2000)金属铬三维,cad,机械技术汽车,catia,pro/e,ug,in ventor,solidedge,solid work s,caxa,时空镇江9U5H!^4gC5w/{,\7P*oA482-93(2000)铬铁硅三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江s+}l8H4z0q)LA483-64(2000)硅锰合金三维|cad|机械汽车技术|catia|pro/e|u g|inventor|solided ge|solidwor s|caxa(H9b6y0n1e4U3q.y:_A484/A484M-00不锈及耐热锻钢棒,钢坯及锻件的规格三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa%R"L5e,[-l%V)K.n9V"Q9@dA485-00高淬透性耐磨轴承钢的技术规范7D-S4El,F)LA487/A487M-93(1998)受压钢铸件三维网技术论坛)d1n9cn&W7R$j"n9x7qA488/A488M-01钢铸件焊接规程和工作人员的合格鉴定A48-94ae1灰铁铸件三维网技术论坛)U+|$@*{(n/j4V/M5J!A3?'FA489-00碳素钢吊耳m/K.}&H6|#W)|%B,D0~"j*|A490-00最小拉伸强度为150千磅/平方英寸热处理钢结构螺栓0?+W$V4t,H3A.W(wA491-96镀铝钢链环栏栅结构三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa"{(`4w']9J3}:R.q8zA492-95(2000)耐热不锈钢丝绳)n'T1m%y+l+z8v1A:p)A493-95(2000)冷镦和冷锻不锈钢和耐热钢丝3Lh6u#_8B0@*VA494/A494M-00镍和镍合金铸件&}8C&g*K)F%f!\2V"f6bA495-94(2000)硅钙合金钢技术规范三维网技术论坛.I2a7N/w&{2T6U9w7e/sA496-97ae1钢筋混凝土用变形钢丝三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江9j0~!K1F2f!s0W/J7`,S/x)VA497-99e1钢筋混凝土用焊接变形钢丝网A498-98无缝与焊接碳素钢,铁素体钢与奥氏体钢制有整体散热片的换热器钢管三维网技术论坛3U3E"L32H#X 三维网技术论坛(f+?x*]:A$J!S5PA49-01经热处理的碳素钢鱼尾(连接)板,微合金鱼尾板及锻制碳素钢异型鱼尾板三维网技术论坛*x*}(_!T/r+{A499-89(1997)e1轧制丁字钢轨用的碳素钢棒材及型材的技术规范三维网技术论坛1A.h6[*E9k7C&e:R,J$q01}!QA500-01圆形与异型焊接与无缝碳素钢结构管三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw or ks,caxa,时空镇江i6f7v2H4e-[三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江8OY2_!q$B:x%v4A501-01热成型焊接与无缝碳素钢结构管三维网技术论坛&?:D(Y5j5A;P:@/c*[A503/A503M-01锻制大型曲轴的超声波检验三维网技术论坛k8[#w4T0i-h5Y1a,d三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江:?&T54@%p"z8`3_8A504-93(1999)锻制碳素钢轮三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa:g7x-B.o8U3SA505-00热轧和冷轧合金钢薄板和带材三维网技术论坛8q4v:G+`.I7E+}u-x+.X%r*aj;o4q1tA506-00正规质量及优质结构的热轧和冷轧合金钢薄板与带材*C"B$H5Q6vA507-00优质拉拔,热轧和冷轧合金钢薄板与带材A508/A508M-95(1999)压力容器用经回火和淬火真空处理的碳素钢与合金钢锻件3Z9s-IM.r)E.j'c A510-00碳素钢盘条和粗圆钢丝通用要求A510M-00碳素钢盘条和粗圆钢丝(米制)三维,cad,机械技术汽车,catia,pro/e,ug,in ventor,solidedge,solidwor s,caxa,时空镇江3o5C+C%y)@;s-w-tA511-96无缝不锈钢机械管三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江4T8O7@%n-~%w)qA512-96冷拉对缝焊碳素钢机械管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa)h7t+`/u/e)o"vA513-00电阻焊碳素钢与合金钢机械钢管A514/A514M-00a焊接用经回火与淬火的高屈服强度合金钢板三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江%y$P5I!];g8R!}A515/A515M-92(1997)中温及高温压力容器用碳素钢板三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa3Y%t2?*g;r0Z三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江$c6Y8F#T"\3VA516/A516M-90(2001)中温及低温压力容器用碳素钢板A517/A517M-93(1999)压力容器用经回火与淬火的高强度合金钢板A518/A518M-99耐蚀高硅铁铸件三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa5X/v#]*e/c/w#I2E2W;n0b2p8VA519-96无缝碳素钢与合金钢机械管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa"Q*G+^%gls7qA521-96一般工业用闭式模钢锻件A522/A522M-95b(2000)低温用锻制或轧制含镍8%和9%的合金钢法兰,配件,阀门和零件规格:K#o;f3?}:f;T#aA523-96高压管型电缆线路用平端无缝与电阻焊钢管A524-96常温和低温用无缝碳素钢管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa:B.A.h"H7o&J"r1Y4_6j三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江9p X:D(Q&i%z$A529/A529M-00高强度碳锰结构钢质量-I9g;G0G"e.L)r*J;B5C&|.b9VZA530/A530M-99e1特种碳素钢和合金钢管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa%w1{3_+K+@:]三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江M2p.V2_:b,aA531/A531M-91(1996)涡轮发电机钢定位环的超声波检验A532/A532M-93a(1999)e1耐磨铸铁三维网技术论坛!X9p)U9P/@'Z-a三维网技术论坛3l-J-g#}!'v$f&GA533/A533M-93(1999)压力容器用经回火和淬火的锰钼及锰钼镍合金钢板I%N&U1B1@$v'Z/s三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江:H,U0_7@-b3`5x$R2NA534-94用于耐摩擦轴承的渗碳钢'D%S'e&D(U.g1`*S#p,B7KA536-84(1999)e1球墨铸铁件A537/A537M-95(2000)压力容器用经热处理的碳锰硅钢板三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa&O8O'e9R(R%J"A#C8X0z9KA53/A53M-01无镀层热浸的、镀锌的、焊接的及无缝钢管的技术规范#L(S0t#B%b/@A539-99天然气和燃料油管线用电阻焊钢盘管三维网技术论坛"_F#c-y-t3C"rA540/A540M-00特殊用途的合金钢螺栓材料三维网技术论坛;i%g4t!d8\-A(_&WA541/A541M-95(1999)压力容器部件用经淬火和回火的碳素钢及合金钢锻件.e*\0d-m,a#C'H7k3三维网技术论坛7X&n:X"b3["[A542/A542M-99e1压力容器用经回火和淬火的铬钼、铬钼钒及铬钼钒钛硼合金钢板A543/A543M-93(1999)压力容器用经回火和淬火的镍铬钼合金钢板三维网技术论坛S-e(l3`'R三维网技术论坛8J!E6T;U;X"?,y)e)V8G*QA550-78(2000)铌铁合金三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|so lidwor s|caxa/K+^$n(_4N&xA551-94(1999)钢轮箍。
EN10028-2009承压用扁钢(压力容器用钢板和钢带)合集((第一版)
EN 10028-1:2007+A1
2009 年 4 月
代替 EN 10028-1:2007
英文版(翻译)
承压用扁钢-第 1 部分:一般要求
本欧洲标准于 2007 年 10 月 21 日被 CEN 批准,第一次修改单于 2009 年 3 月 14 日被 CEN 批准。
包括第1次修改的本标准于2009年3月14日被CEN批准。 本标准代替 EN 10028-1:2007 。 由第1次修改提出或变更的文本内容的开头和结尾分别用 标识。 本文档按照欧洲委员会和欧洲自由贸易联盟下达给CEN的计划,按照EU指令97/23/EC的具体要求起 草。 与EU指令97/23/EC的关系见本资料性附录ZA。 在基本标题承压用扁钢之下,EN 10028包括如下部分: ——第1部分:一般要求; ——第2部分:高温性能非合金和合金钢 ——第3部分:细晶粒可焊接正火钢 ——第4部分:低温性能镍合金钢 ——第5部分:细晶粒可焊接热机械轧制钢 ——第6部分:细晶粒可焊接淬火加回火钢 ——第7部分:不锈钢
CEN 成员是澳大利亚、比利时、保加利亚、塞浦路斯、捷克共和国、丹麦、爱沙尼亚、芬兰、法兰西、德 国、希腊、匈牙利、冰岛、爱尔兰、意大利、拉脱维亚、卢森堡、马耳他、荷兰挪威、波兰、葡萄牙、罗马 尼亚、斯洛伐克、斯洛文尼亚、西班牙、瑞典、瑞士以及(大不列颠)联合王国等国的国家标准机构。
EUROPEAN COMMITTEE FOR STANDARDIZATION ON EUROPÄISCHES KOMITEE FÜR NORMUNG
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,仅引用版本适 用于本标准,凡是不注日期的引用文件,其最新版本(包括任意修订)适用于本标准。
a193材料对照表

a193材料对照表常用钢号对照表11.11.2 范围规范性引用文《钢制压力容器》总则本文适用于石油化工设计中的国内、外管道材料的代用。
GB15022.1材料常用钢号对照表管子美国规范 A53-A A53-B 中国规范10 (GB/T 8163)(GB 9948)20 (GB/T 8163)(GB 9948)日本规范 STB 340 STPT 370 STS 370 STPG 410 STPT 410 STS 410 STB 41010 (GB/T 8163)(GB 9948)20 (GB/T 8163)(GB 9948)20G (GB 5310)德国规范 St37.0(1.0254)St35.0(1.0308)St35.4(1.0309)St44.0(1.0256)St45.0(1.0408)St45.4(1.0418)St45.8(1.0405)C22(1.0611)St37.0(1.0254)St35.0(1.0308)St35.4(1.0309)St35.8(1.0305)St44.0(1.0256)St45.0(1.0408)St45.4(1.0418)St45.8(1.0405)17Mn4(1.0481)St52.0(1.0831)St52.4(1.0382)1629 St00A53-C 碳A106-A 钢STPB 340 STPT 370 STS 370 STB 370 STPG 410 STPT 410 STS 410 STB 410 STPT 480 STS 480 G3452 SGPA106-BA106-C A120XXMn (GB/T 8163)Q235 (GB/T 3092)管子(续表)材料美国规范 A134 碳钢 A139 A333-1 A333-6中国规范Q235 (GB/T 3092)Q235 (GB/T 3092)日本规范 STPY 400 STPY 400 STPL 380 STBL 380德国规范 St33.0(1.0035)St33.0(1.0035)TTSt35N (1.0356)16Mn(-40℃)(GB/T 8163)A333-3 A333-8 低 A335-P1 合 A335-P216Mo15Mo312CrMo (GB 5310)(GB 9948)1Cr5Mo (GB 5310)(GB 9948)STS 480 (-45℃)17Mn4(1.0481)STPL 450 STBL 450 STPL 690 STBL 690 STPA12 STBA12 STPA20 STBA20 STPA25 STBA25 STPA26 STBA26 STPA23 STBA23 STPA22 STBA22 STPA24 STBA24 KA-STPA28 ATBA2810Ni14(1.5637)X8Ni9(1.5662)15Mo3(1.5415)13CrMo44 (1.7335)12CrMo195 (1.7380)X12CrMo91 (1.7386)13CrMo44 (1.7335)13CrMo44 (1.7335)10CrMo910 (1.7380)金A335-P5 A335-P9 A335-P11 A335-P12 A335-P22 A335-P91钢12Cr1MoV (GB 5310)15CrMo (GB 9948)12Cr2Mo (GB 5310)10MoWVNbA312-TP304 不 A312-TP304H锈钢 A312-TP304L0Cr19Ni9 (GB12771)0Cr18Ni9 (GB13296)(GB/T14976)1Cr18Ni9 (GB13296)1Cr19Ni9 (GB 5310)(GB 9948)00Cr19Ni10 (GB13296)(GB/T14976)00Cr19Ni11 (GB12771)SUS304TPX5CrNi189 (1.4301)SUS304HTPX5CrNi189 (1.4301)X12CrNi188 (1.4300)X2CrNi1810 (1.4305)X2CrNi1911 (1.4306)SUS304LTP管子(续表)材料美国规范 A312-TP309A312-TP310A312-TP316中国规范0Cr23Ni13 (GB13296)(GB/T14976)0Cr25Ni20 (GB12771)(GB13296)(GB/T14976)0Cr17Ni12Mo2 (GB13296)(GB/T14976)1Cr17Ni12Mo2 (GB13296)(1Cr18Ni12Mo2Ti)(GB/T14976)00Cr17Ni14Mo2 (GB(GB/T14976)0Cr19Ni13Mo3 (GB 13296)(GB/T14976)00Cr19Ni13Mo3 (GB 13296)(GB/T14976)0Cr18Ni10Ti (GB 13296)(GB/T14976)1Cr18Ni9Ti (GB/T 14976)(GB12771)(GB13296)0Cr18Ni11Nb (GB(GB13296)(GB/T14976)1Cr18Ni11Nb (GB12771)(GB13296)1Cr19Ni11Nb (GB 5310)(GB 9948)0Cr13 (GB/T14976)日本规范 SUS309STP德国规范 X7CrNi2314 (1.4833)X12CrNi2521 (1.4845)X5CrNiMo17133 (1.4436)X5CrNiMo17122 (1.4401)X5CrNiMo17133 (1.4436)X2CrNiMo18143 (1.4435)X5CrNiMo17133 (1.4449)X2CrNiMo18164 (1.4438)X6CrNiTi1810 (1.4541)X6CrNiTi1810 (1.4541)SUS310STPSUS316TP不A312-TP316HSUS316HTPA312-TP316L 锈 A312-TP317 钢 A312-TP317LSUS316LTPSUS317TPSUS317LTPA312-TP321SUS321TPA312-TP321HSUS321HTPA312-TP347SUS347TPX6CrNiTi1810 (1.4550)A312-TP347HSUS347HTPX6CrNiNb1810 (1.4550)A312-TP410SUS410TPX10Cr13 (1.4006)2.2材料板材美国规范 A283-C A283-D A283-D A515Gr.55 Q235-B (GB/T 700)Q235-C (GB/T 700)20g, (GB 713)20R (GB 6654)20 (GB 710)22g,12Mng (GB 713)20g (GB 713)20R (GB 6654)22g,16Mng (GB 713)中国规范日本规范 SS 400 SS 400 SM 400A H I(1.0345)德国规范 St37.2(1.0037)St42.2(1.0044)碳 A515Gr.60 钢 A515Gr.65 A515Gr.70A516-60SB 410 SPV235H II(1.0425)SB 450 SB 480 SM 400B SPV235 SM 400B SPV235 SM 490B SPV 315 SPV 355 SLA325 SLA360 SB 450M SB 480M SCMV1 SCMV2 SCMV3 SCMV4 SCMV5 SCMV6 SUS30417Mn4(1.0481)19Mn6 ASt 41A516-65 A516-70ASt 45 ASt 5219Mn6(1.0473)A662-C 低合金钢 A662-C A204-A A204-B A387-2 A387-12 A387-11 A387-22 A387-21 A387-5 A240-TY304 不锈钢 A240-TY309S (H)A240-TY304L16Mng (GB 713)16MnR (GB 6654)16MnDR (GB 3531)15Mo3(1.5415)16Mo50Cr19Ni9 (GB 4237)(GB 4238)(GB 3280)00Cr19Ni10 (GB 3280)(GB 4237)0Cr23Ni13 (GB 4237)(GB 4238)(GB 3280)X5CrNi1810 (1.4301)X2CrNi1911 (1.4306)X7CrNi2314 (1.4833)SUS304LSUS309S板材(续表)材料美国规范 A240-TY310S (H)A240-TY316A240-TY316L 中国规范 0Cr25Ni20 (GB 4237)(GB 4238)(GB 3280)0Cr17Ni12Mo2 (GB 4237)(GB 4238)(GB 3280)00Cr17Ni14Mo2 (GB 4237)(GB 3280)0Cr19Ni13Mo3 (GB 4237)(GB 4238)(GB 3280)00Cr19Ni13Mo3 (GB 4237)(GB 3280)0Cr18Ni10Ti (GB 4237)(GB 4238)(GB 3280)1Cr18Ni9Ti (GB 4237)(GB 4238)(GB 3280)0Cr18Ni11Nb (GB 4237)(GB 4238)(GB 3280)1Cr13 (GB 4237)(GB 4238)(GB 3280)1Cr17 (GB 4237)(GB 3280)日本规范 SUS310S德国规范 X12CrNi2521(1.4845)X5CrNiMo17133 (1.4436)X5CrNiMo17122 (1.4401)X2CrNiMo17132 (1.4404)X2CrNiMo18143 (1.4435)SUS316SUS316L不A240-TY317SUS317锈A240-TY317LSUS317L钢A240-TY321SUS321X6CrNiTi1810 (1.4541)A240-TY321HSUS321HX6CrNiTi1810 (1.4541)A240-TY347SUS347X6CrNiNb1810 (1.4550)A240-TY410SUS410X15Cr13 (1.4024)X6Cr17 (1.4016)A240-TY430SUS4302.3材料管美国规范 A234-WPB 中国规范20 日本规范 PG 370 PG 410 PS 370 PS 410 PT 370 PT 410 PS 480 PT 480 PL 380 PA12 PA22 PA23 PA24 PA25 PA26 PL 450 PL 690 SUS304 SUS304H SUS304L SUS316SUS316H SUS316L SUS317 SUS317L SUS321 SUS321H SUS347SUS347H SUS309 SUS310 德国规范碳20G 钢 A234-WPC A420-WPL6 A234-WP1 A234-WP12 A234-WP11 A234-WP22 A234-WP5 A234-WP9 A420-WPL3 A420-WPL8A403-WP304 A403-WP304H A403-WP304L A403-WP316 A403-WP316H A403-WP316L A403-WP317 A403-WP317L A403-WP321 A403-WP321H A403-WP347 A403-WP347H A403-WP309 A403-WP310低合金钢16Mo15CrMo12Cr1MoV12Cr2Mo1Cr5MoTTST 35N/V16Mo514CrMo4414CrMo4410CrMo91012CrMo19.5不锈钢0Cr19Ni91Cr18Ni9 00Cr19Ni10 0Cr17Ni12Mo21Cr17Ni14Mo2 00Cr17Ni14Mo2 0Cr19Ni13Mo3 00Cr17Ni14Mo3 0Cr18Ni10Ti1Cr18Ni11Ti 0Cr19Ni11Nb1Cr19Ni11Nb 0Cr23Ni13 0Cr25Ni202.4材料锻美国规范 A105 中国规范日本规范 SF440A SFVC2A SF490A S25C S30C SFL2 SFVA F1 SFVA F2 SFVA F5B SFVA F9 SFVA F11A SFVA F12 SFVA F22B SFL3 SUS410 0Cr18Ni9 (JB 4728)SUS F304 SUS F304H 00Cr19Ni10 (JB 4728)Cr25Ni20 0Cr17Ni12Mo2 0Cr18Ni12Mo2Ti (JB 4728)SUS F304L SUS F310 SUS F316 SUS F316H X5CrNiMo17133 (1.4436)X5CrNiMo17122 (1.4401)X5CrNiMo17133 X2CrNiMo18143 (1.4435)X2CrNiMo17132 (1.4404)X2CrNiMo17122 (1.4404)X6CrNi1811 (1.4948)X6CrNiTi1810 (1.4541)X6CrNiTi1810 (1.4541)X6CrNiNb1810 (1.4550)X6CrNiNb1810 (1.4550)12CrMo195 (1.7366)X12CrMo9116CrMo4413CrMo4416CrMo4413CrMo4410CrMo910 (1.7380)10Ni14(1.5637)X10Cr13 X5CrNi1810 (1.4301)X5CrNi1810 (1.4301)X2CrNi1911 (1.4306)德国规范 C22N C22.320Mn5 St44.2 St50.22 TTSt41V16Mo5(1.5423)碳钢 A181-I A181-II A350-LF2 A182-F1 A182-F2 低 A182-F5 合金钢 A182-F9 A182-F11 A182-F12A182-F22 A350-LF3 A182-F6a Class1 A182 Cr.F304 A182Cr.F304H A182 Cr.F304L 不 A182-F310 A182 Cr.F316 A182 Cr.F316H16Mo12CrMo (JB 4726)1Cr5Mo (JB 4726)1Cr9Mo12Cr1MoV (JB 4726)15CrMo (JB 4726)12Cr2Mo1 (JB 4726)锈钢A182 Cr.F316L00Cr17Ni14Mo2 (JB 4728)SUS F316LA182-F317 A182-F321 A182-F321H A182-F347H A182-F347 0Cr18Ni10Ti (JB 4728)1Cr18Ni9Ti (JB 4728)SUS F321 SUS F321H SUS F347H SUS F3472.5材料铸美国规范 A216-WCA 中国规范 WCA (GB11352)WCB (GB11352)WCC (GB11352)ZG20CrMo WC6 (ZG20CrMoV)WC9 (ZG15Cr1Mo1V)C5 ZG2Cr5Mo C12 日本规范 SCPH1 SCPH2 德国规范 GS-38 (1.0416)GS-45 (1.0446)GS-52 (1.0552)GS-CK25 GS-22Mo4 (1.5419)GS-17CrMo55 (1.7357)GS-18CrMo910 (1.7379)GS-12CrMo195碳钢A216-WCB A216-WCC A352-LCB A217-WC1SCPL1 SCPH11 SCPH21 SCPH32 SCPH61低合金钢A217-WC6 A217-WC9 A217-C5 A217-C12 A352-LC1 A352-LC2 A352-LC3A217-CA15 A351-CF3SCPL11 SCPL21 SCPL31 ZG1Cr13 (GB 2100)CF3* (ZG00Cr18Ni10)(GB2100)CF8* (ZG0Cr18Ni9)(GB2100)CF3M* (ZG00Cr17Ni14Mo2)CF8M* (ZG0Cr18Ni12Mo2Ti)(GB2100)CF8C SCS1 SCS19AGS-Ck16 GS-Ck24 GS-10Ni6 GS-10Ni14 G-X20Cr14 G-X2CiNi189 (1.4306)G-X6CiNi189 (1.4308)不A351-CF8 A351-CF3M A351-CF8M A351-CF8CSCS13A SCS16A SCS14A SCS21锈钢G-X6CrNiMo1810 (1.4408)G-X5CrNiNb189 (1.4552)G-X15CrNi2512 G-X15CrNi2520A351-CH20 SCS17 A351-CK20 SCS18 A351-CN7M SCS23 CN7M(20 号合金)A494-M-35-1 NCuC 特殊 A494-CY40 NCrFC 合金 A494-CW-12MW NMCrC 注:*为国外材料,目前国内多数直接采用,它与()内的材料可以互代。
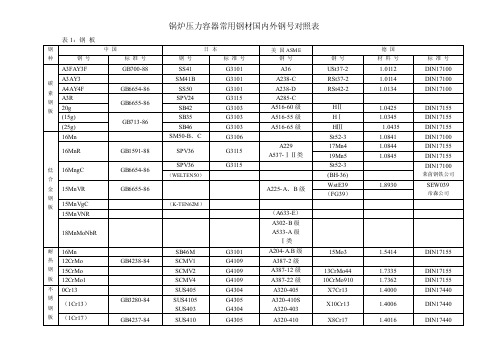
锅炉压力容器常用钢材国内外钢号对照表
A320-316 A320-317 A320-304L A320-316L A320-317L A320-374 A320-310
钢号
X5CrNi89 X5CrNi89 X10CrNiTi189
X2CrNi189 X2CrNiMo1810 X10CrNiMo189
表 2:钢 管
钢
中国
钢号
X2CrNi189
德国 钢号
1.4006 1.4021 1.4016 1.4301 1.4301 1.45417
德国 材料号
1.4306
标准号
DIN17440 DIN17440 DIN17440 DIN17440 DIN17440 DIN17440
标准号
DIN17440
钢 管
00Cr17Ni13Mo3
美 国 ASM E 钢号
A312、A376、TP317 A213、A249、 A268、TP317
A312、A376、TP304L A213、A249、 A268、TP304L
A312、A376、TP316L
标准号
X10Cr13 X20Cr13 X8Cr17 X5CrNi189 X5CrNi189 X10CrMo189
SUS316 SUS317 SUS304L SUS316L SUS317L SUS347 SUS310
G4304、G4305 G4304、G4305 G4304、G4305 G4304、G4305 G4304、G4305 G4304、G4305 G4304、G4305
美 国 ASM E 钢号
A320-430 A320-304 A320-304
1.0425 1.0345 1.0435 1.0841 1.0844 1.0845
ASME 锅炉及压力容器规范 第Ⅱ卷 材料A篇 铁基材料 中文版08增补
分类标准 目录
U
标准名称,修改为: 温度至 650℉承压零件用灰口铁铸件 (276)A08
分类标准 目录
1
SA-20 /SA-20M
副标题
1. 括弧内说明修改为:
1
SA-20 /SA-20M
1.1 及 下附列表
修改如下: 1.‘1.1’条句末由“……适用于下列各项 ASTM 压力容器用…… ”修改为“…… 适用于下列各项由 ASTM 出版的压力容器用……” 。 2. 在 1.1 条下列表的末行‘A844/A844M’行后,新增加: 压力容器用铬-钼-钨合金钢钢板 2 A-1017/ A-1017M
本增补原版在 2008 年 7 月 1 日发布,自发布之日起 6 个月后生效。 执行时应以英文原版
由于各种原因,本次翻译发送的增补可能会有不足和错误,希望广大用户和读者批评和 指正,以便改进。
来信请寄:北京市西城区月坛南街 26 号
邮政编码:100825
U
电子邮箱:caci@
nR
ASME 锅炉及压力容器规范 国际性规范
II 材料
A 篇 铁基材料
2008 增补
ASME 锅炉及压力容器委员会压力容器分委员会
编著
中国《ASME 规范产品》协作网(CACI) 翻译、发送
2008 年 11 月
ASME BPVC 2008 增补
第 II 卷 A 篇
铁基材料
2008 增补发送说明
经美国机械工程师学会(ASME)许可,中国《ASME 规范产品》协作网(CACI)翻译 出版了 2007 版 ASME 锅炉及压力容器规范和相关规范。与规范英文原版一样,我们也翻译 有关增补。为方便更换,英文原版是活页的,所以其增补也是活页的。而规范中译本是装订 本,因此我们以勘误表方式翻译、编辑了增补,即注明 07 版中文本页码、章节、修改部位和 增补的修改内容。如修改内容多或有新增和变动较大的图、表,在勘误表中放不下的,则将 修改内容及图、表,放在勘误表后面,并注明位于中译本中的页码。 本增补由 CACI 聘请韩肇俊,包汉生翻译、刘正东, 程世长校对,CACI 编辑、发送。 中文版增补版权属 CACI 所有。