热流道模具浇口等的设计讲解
热流道模具技术详解

(3)无流道凝料注射模具适用的塑料材料
1)熔融温度范围宽,粘度变化小,热稳定性好。(高温不易分 解, 低温流动性好) 2)熔体粘度对压力敏感。不施压不流动,较低压力就可流动。 3)塑料的比热容低,易于熔融和固化。 4)塑料的热变形温度高,制品能迅速从模具中脱模。 理论上几乎所有的热塑性塑料都可以采用无流道注射成型。 目前应用最多的是:PE、PP、PS和ABS等材料。
(2)使用无流道凝料注射模具的限制
1)模具结构复杂,制造费用高,维护保养较困难;热流道系统 易出故障,运行成本高。不适宜小批量生产。 2)初始生产准备时间长,模具调试要求高。 3)不适宜热敏性和流动性差的塑料及成型周期长的塑件成形。 4)流道板易产生热膨胀,对熔体泄漏及加热元件的故障较敏感。 5)温度控制要求严格,需精密的温度控制元件及系统。
内加热流道与喷嘴 1—冷却水孔;2—加热喷嘴; 3—熔体通道;4—内加热器
• 外加热
外加热的流道板悬装在模具里,常以加热棒或弯曲的加热管配置在流道 的外侧。流道板的绝热用气隙,也有用绝热片。热损失是必须考虑的问题。 流道板的热膨胀需进行补偿,防止泄漏。热喷嘴装在流道板上。外加热可使 模具的压力损失最小,流道一般为圆形大直径。外加热流道板和喷嘴适用于 热敏性和高粘度塑料,流道没有冷皮层,流道流量较大。外加热流道比内加 热的成本高。
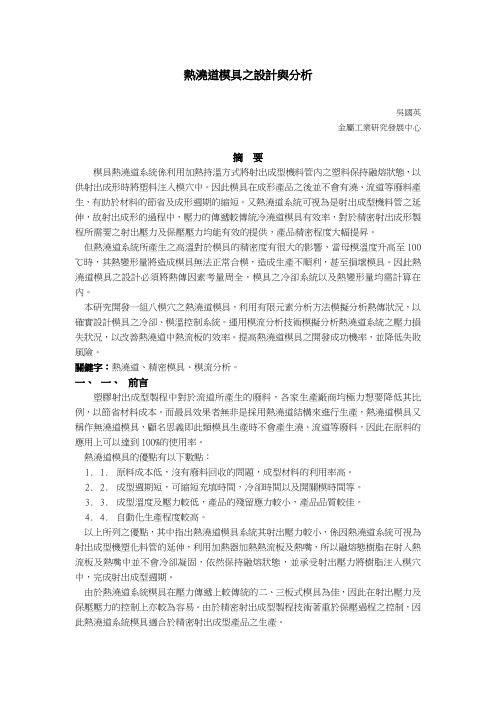
分流道板与动模板之间的气隙,为减小接触面积。 图(a) 浇口的始端突入分流道中,使部分直浇口处于分流 道绝热皮层的保温之中。图(b)在直接浇口衬套四周增设了 加热圈,浇口衬套与动模板之间有气隙绝热,与流道板之间 有加热圈。若成型周期长,可在浇口中央插入加热棒加热。
1—主流道衬套; 2—定模固定板; 3—分流道; 4—固化绝热层; 5—分流道板; 6—直接浇口衬套; 7—动模板; 8—型芯; 9—加热圈; 10—冷却水管。
热流道模具讲解课件

针阀式与开放式热流道区分
2.通过观察热流道分流板上是否有孔
无孔
有孔
开放式
针阀式
. 14
. 11
热流道--接线盒
n 接线盒内连加热元件,外连温控箱,其接线方式如右图 1-12号接电源线,不分正负极, 13-24接 热电偶感应线,有正负极区分, 红线在 前,接正极,蓝线在后,接负极 (注意 要与铭牌标示相对应)
. 12
针阀式与开放式热流道区分
1.通过观察热咀头部形状
开放式
针阀式
. 13
热流道模具讲解
热流道部分相关知识
.1
热流道部分主要组成
n 1.热流道--分流板
n
n 11.针阀式与开放式热流道区 分
n
2.热流道--热咀
n
n
n 3.热流道--分流块
n
n
n 4.热流道--温控箱 n 5.热流道--温控线、加热
线 6.热流道--热电偶
.2
热流道--分流板 n 依据不同产品及分布设计出的 不同样式的分流板
.3
热流道--热咀
n 热流道热咀分为开放式及针阀式, 热咀用来连接分流板与分流块,
通过辅助设备(气缸、油缸)控制进胶 针阀式直接与进胶口相连,
.4
热流道--分流块
n 依据不同的产品外观及进胶方式 分流块大致分为两种: 长方体
型的侧面进胶,
及圆柱形的顶部进胶。
.5
热流道--温控箱
n 温控箱控制表头分为插卡式及表格式 图示为表格式
.8
热流道--加热圈-分流板
n 图示为热流道分流板上的加热圈,上下两层,为分流板提 供需要的温度
.9
热流道--加热圈-热咀
热流道模具设计知识分享

A、直接浇口型开式喷嘴
用铜带加热,改 善温度分布
可换式浇口嵌件,对浇 口的热量供应差些,要 延长喷嘴长度,改善绝 热,增设热电偶。
配合面小,适于快结 晶料(PA、POM、 PET)和高粘度的PC
➢直接浇口型开式喷嘴不会滞留熔体,最适用于热敏性塑料和着色塑料的转换;开 式喷嘴容易清洗,多用于加工回头料,使用时应减小压力来防止拉丝和流涎。
顶针在浇口中心有助于防止浇口拉丝;
对剪切敏感的塑料(包括含阻燃剂或有机染料的塑料)不 太适合,因环形缝隙较小,易过热分解。
加热流道注射模关键:供热装置、温度调节系统、模具的 绝热措施和防止浇口处凝固和流涎等问题。
2.1.1、单型腔延伸式喷嘴模具 A、塑料绝热式
可用于PE、PP、PS; 密封承压面A面积不宜过大; 绝热层厚度0.5~1.5mm;面积不宜过大; 浇口尺寸约0.75~1.5mm; 不适用于热敏性塑料。
喷嘴与模具间 隙不宜过大
B、空气绝热式
特点:喷嘴与浇口衬套间,浇口衬套 与模具型腔板间除必要的定位面外, 均留出1mm间隙,起绝热作用;
承压面A可防止喷嘴顶坏浇口衬套;
浇口尺寸φ0.75~1.5mm,长度1mm。
2.1.2、多型腔热流道模具 种类
➢按热流道板分:外加热式和内加 热式热流道模; ➢按绝热情况分:半绝热式和全绝 热式喷嘴热流道模。
热浇道模具之设计与分析
熱澆道模具之設計與分析吳國英金屬工業研究發展中心摘要模具熱澆道系統係利用加熱持溫方式將射出成型機料管內之塑料保持融熔狀態,以供射出成形時將塑料注入模穴中。
因此模具在成形產品之後並不會有澆、流道等廢料產生,有助於材料的節省及成形週期的縮短。
又熱澆道系統可視為是射出成型機料管之延伸,故射出成形的過程中,壓力的傳遞較傳統冷澆道模具有效率,對於精密射出成形製程所需要之射出壓力及保壓壓力均能有效的提供,產品精密程度大幅提昇。
但熱澆道系統所產生之高溫對於模具的精密度有很大的影響,當母模溫度升高至100℃時,其熱變形量將造成模具無法正常合模,造成生產不順利,甚至損壞模具。
因此熱澆道模具之設計必須將熱傳因素考量周全,模具之冷卻系統以及熱變形量均需計算在內。
本研究開發一組八模穴之熱澆道模具,利用有限元素分析方法模擬分析熱傳狀況,以確實設計模具之冷卻、模溫控制系統。
運用模流分析技術模擬分析熱澆道系統之壓力損失狀況,以改善熱澆道中熱流板的效率。
提高熱澆道模具之開發成功機率,並降低失敗風險。
關鍵字:熱澆道、精密模具、模流分析。
一、一、前言塑膠射出成型製程中對於流道所產生的廢料,各家生產廠商均極力想要降低其比例,以節省材料成本。
而最具效果者無非是採用熱澆道結構來進行生產,熱澆道模具又稱作無澆道模具,顧名思義即此類模具生產時不會產生澆、流道等廢料,因此在原料的應用上可以達到100%的使用率。
熱澆道模具的優點有以下數點:1. 1.原料成本低,沒有廢料回收的問題,成型材料的利用率高。
2. 2.成型週期短,可縮短充填時間,冷卻時間以及開關模時間等。
3. 3.成型溫度及壓力較低,產品的殘留應力較小,產品品質較佳。
4. 4.自動化生產程度較高。
以上所列之優點,其中指出熱澆道模具系統其射出壓力較小,係因熱澆道系統可視為射出成型機塑化料管的延伸,利用加熱器加熱熱流板及熱嘴,所以融熔態樹脂在射入熱流板及熱嘴中並不會冷卻凝固,依然保持融熔狀態,並承受射出壓力將樹脂注入模穴中,完成射出成型週期。
热流道模具浇口与品质的关系及其设计型式

又称爲平缝式浇口,常用来成型平直的大面积薄壁塑件。浇口的分配流道与型腔侧边平行,其长度通常大于塑件宽度。从此浇口进入型腔的塑胶熔体波前可保持单一方向流,可避免翘曲变形,常用来成型平直的大面积薄壁塑件。
2.4. 重叠式浇口
流动平衡与否,可以模拟充模的CAE进行确认。对浇口数目相同但是浇口位置不同的设计而言,能以最小的射压和锁模力充模的设计是流动最平衡的设计。
1.8. 浇口位置与塑件平面度的关系
浇口的布置若能形成单一方向流也就是塑胶熔体进入型腔后,其波前能以一平直的形式推进,那麽塑胶在流动方向和垂直流动方向的收缩就不会相互牵制,可以産生平面度高的塑件。
浇口的布置若能使得塑胶熔体先流经型腔的平直部分,后流到型腔的弯曲部分,就可以减少残余应力对塑件中心面的不对称度,发生翘曲的可能性可以减少。
1.9. 浇口位置与型芯偏移的关系
正确的浇口位置使得进浇后的塑胶熔体对型芯施加相互抵消的压力,免得型芯因单边受力太大而偏移,以致成型的塑件在压力大的一侧较厚,而在压力小的一侧较薄,这也会造成脱模困难以及塑件损坏。
又称爲注道型浇口,塑胶熔体直接注入型腔,压力损失小,保压补缩强,构造简单,制造方便,但是冷却时间长,去除浇口困难,浇口痕迹明显,浇口附近容易産生缩痕和缩孔以及残余应力较高。
1.2. 浇口的位置与熔接线的关系
熔接线是两股熔胶的波前相遇后所形成的线条。 就塑件的外观或是强度而言,熔接线都是负面的。
每增加一个浇口,至少要增加一条熔接线,同时还要增加一个浇口痕较多的积风以及流道的体积。所以在型腔能够如期充填的前提下,浇口的数目是愈少愈好。爲了减少浇口的数目,每一浇口应在塑流力所能及的流动比之内,找出可以涵盖最大塑件面积的进浇位置。
注塑模具热流道
注塑模具热流道(实用版)目录一、注塑模具热流道的概念和分类1.1 热流道的定义1.2 热流道的分类二、热流道的工作原理和结构2.1 热流道的工作原理2.2 热流道的结构组成三、热流道的设计要点3.1 通道设计3.2 喷嘴设计3.3 温度控制设计四、热流道的应用优势和注意事项4.1 应用优势4.2 注意事项五、热流道系统的维护和故障排除5.1 维护方法5.2 故障排除正文一、注塑模具热流道的概念和分类注塑模具热流道是指在注塑模具中设置的用于引导熔融塑料从注塑机喷嘴到达模具腔体的通道。
热流道技术是注塑成型工艺的重要组成部分,能够提高生产效率、降低生产成本、提高产品质量。
根据热流道的结构和特点,热流道可以分为以下几类:1.1 热流道的定义热流道是一种特殊的注塑模具结构,它通过在模具中设置加热装置,使熔融塑料在进入模具腔体之前保持熔融状态,从而实现连续注塑,提高生产效率。
1.2 热流道的分类热流道可以根据不同的结构特点进行分类,常见的分类如下:(1)单点热流道:只有一个喷嘴的热流道系统,适用于单腔模具。
(2)多点热流道:多个喷嘴的热流道系统,适用于多腔模具。
(3)顺序热流道:按照一定顺序依次开启喷嘴的热流道系统,适用于有特定要求的注塑成型工艺。
二、热流道的工作原理和结构2.1 热流道的工作原理热流道的工作原理是通过在模具内设置加热装置,将熔融塑料从注塑机喷嘴引入模具腔体。
在热流道系统中,熔融塑料在通道内保持熔融状态,从而实现连续注塑。
热流道系统可以根据需要对各个喷嘴进行独立控制,以满足不同生产工艺的要求。
2.2 热流道的结构组成热流道系统主要由以下几部分组成:(1)通道:连接注塑机喷嘴和模具腔体的通道,用于引导熔融塑料流动。
(2)喷嘴:将熔融塑料引入通道的部件,可以根据需要设置多个喷嘴。
(3)加热装置:用于加热通道,保持熔融塑料的熔融状态。
(4)温度控制系统:用于控制加热装置的温度,保证熔融塑料在通道内保持一定的温度。
设计篇6-热流道

可配合三板模之設計, 六.可配合三板模之設計,減少料頭取出所需要之行程: 可配合三板模之設計 減少料頭取出所需要之行程: 以熱澆道應用在三板模時有以下之優點: 以熱澆道應用在三板模時有以下之優點: (1)料頭容易取出,並且可減少料頭取出之行程。 料頭容易取出, 料頭容易取出 並且可減少料頭取出之行程。 (2)射料時之料流動較平均,又可分別控制各射出點的操作條件,射出較 射料時之料流動較平均, 射料時之料流動較平均 又可分別控制各射出點的操作條件, 容易。 容易。 .節省材料費用及人工費用 節省材料費用及人工費用: 七.節省材料費用及人工費用: 節省材枓方面: 節省材枓方面: (1)冷料頭所產生之成本(利息損失)。 冷料頭所產生之成本( 冷料頭所產生之成本 利息損失)。 簡單的例子:倘若冷料頭佔廢料率的68%而言,(在製造時1公斤的 ,(在製造時 簡單的例子:倘若冷料頭佔廢料率的 %而言,(在製造時 公斤的 材料只能生產320 g的產品,而其餘的 的產品, 為冷料頭)。 材料只能生產 的產品 而其餘的680 g為冷料頭)。 為冷料頭 (2)僅管冷料頭尚可回收,不過基於人力的因素、回收料之混合比例 僅管冷料頭尚可回收, 僅管冷料頭尚可回收 不過基於人力的因素、回收料之混合比例…… 等等之因素之影響,為了維持正常的運轉,必須積存有一些冷料頭, 等等之因素之影響,為了維持正常的運轉,必須積存有一些冷料頭, 因而造成資金的滯留。倘若以材料費用100元 公斤, 因而造成資金的滯留。倘若以材料費用 元/公斤,其積存的廢料 公斤時, 為500公斤時,每天所需積壓的資金將高達 公斤時 每天所需積壓的資金將高達500×0.68×100=34000元, × × = 元 因此其在利息上的損失約達每天200元左右 長期而言, 元左右, 因此其在利息上的損失約達每天 元左右,長期而言,金額非常可 觀。
塑料件注塑模具的浇口及流道设计
间接配合
浇口和流道通过其他结构进行间接连 接,这种配合方式可以更好地适应复 杂模具结构的要求。
配合实例
侧浇口与直通式流道的配合
侧浇口与直通式流道配合使用,可以保证塑料熔体的流动顺畅,适用于生产小 型塑料件。
扇形浇口与分流道的配合
扇形浇口与分流道配合使用,可以满足大型塑料件的充填要求,并减少溢料现 象的发生。
根据塑料件的精度要求选择浇口类型,高精度要求的塑料件应选择潜伏式浇口或直 接浇口。
根据塑料件的成型周期和生产效率要求选择浇口类型,生产效率要求高的应选择侧 浇口或扇形浇口。
浇口的尺寸
浇口的尺寸应根据塑料件的尺 寸、形状、精度要求以及塑料 熔体的流动特性来确定。
浇口的尺寸过大会导致塑料件 产生过大的收缩率,尺寸过小 会导致塑料件充填不足或产生 喷射痕。
SolidWorks
一款广泛使用的CAD软件,也适用于注塑模具设 计,提供了丰富的流道设计和分析工具。
3
Moldflow
专业的注塑模具设计软件,提供了流道设计和分 析功能,可以模拟塑料熔体的流动和冷却过程。
PART 05
浇口与流道设计案例分析
案例一:手机壳浇口设计
总结词
手机壳浇口设计需考虑浇口位置、尺寸和数量,以确保塑料能够顺利填充模具并 减少缺陷。
详细描述
根据餐具的形状和尺寸,选择合适的浇口位置和尺寸,以实现均匀填充。同时,流道的走向应与餐具的形状相匹 配,以减少流动阻力。在设计过程中,还需考虑餐具的功能需求,如刀叉的锐利度、碗盘的承重能力等,以确保 设计的实用性和可靠性。
PART 04
设计优化与改进
优化原则
减小浇口截面积
避免死角和滞留
浇口截面积的大小直接影响塑料熔体的流 动速度。减小浇口的截面积可以使熔体的 流动速度增加,从而提高生产效率。