收卷的计算方式
应用变频器中心卷绕功能精确控制张力
应用变频器中心卷绕功能精确控制张力文章链接:中国纺织服装机械网/news/Detail/9910.html纺织生产过程中的半成品或成品,如纱线、布匹需要卷绕在轴或辊上,例如:分批整经机将成片纱卷绕在经轴上;浆纱机和浆染联合机将成片浆过的纱卷绕在织轴上;卷染机和轧卷染色机将布卷绕在收放辊上。
这些设备在卷绕过程中都有一个共性问题,即需要恒张力控制,卷绕直径从最小直径到最大直径,要求纱和布的张力保持不变。
利用变频器或交流伺服的中心卷绕功能可以较好解决卷绕恒张力控制。
常见的卷绕方式有两种,即摩擦卷绕和中心卷绕。
摩擦卷绕的效果受摩擦辊的影响很大,如:分批整经机的经轴卷绕,传统的机构采用摩擦辊卷绕方式,由于摩擦传动易使纱线增加毛羽,影响产品质量,且不利于后道工序生产,特别是在升速和降速过程,影响会更大,也限制了整经机向高速发展。
所以新型的高速整经机多数采用中心卷绕方式。
浆纱机和染浆联合机的织轴卷绕,传统的机构采用机械式无级变速器(PIV)作为中心卷绕方式。
经过长期生产实践,PIV机械故障频繁,维修保养复杂,同时随着无梭织机的发展,要求织轴大卷装,PIV很难满足大卷装织轴恒张力卷绕的要求。
卷染机和轧卷染色机的织物卷绕,传统的卷绕机构较多采用直流电动机控制系统,作为中心卷绕方式,直流控制系统技术成熟,控制方便,能较好地满足生产要求。
但直流电动机有整流子和碳刷,需经常维护,特别在印染企业环境恶劣,直流电动机故障率高,企业不大欢迎。
自从变频器技术问世以来,人们考虑将变频调速技术应用到中心卷绕机构,可以发挥交流电动机固有的优点,结构简单、坚固耐用、经济可靠。
经过多年的实践证明,变频调速技术可以满足中心卷绕的要求,国内外的整经机、浆纱机、卷染机等同类设备已大量采用变频器中心卷绕技术。
在张力控制要求更高的场合,采用交流伺服中心卷绕技术。
经轴卷绕、织轴卷绕、布辊卷绕采用中心卷绕方式,当卷绕直径从小直径向大直径变化时(浆纱机织轴最小卷径为100mm,最大卷径为1000mm;卷染机卷布辊最小卷径为200mm,最大卷径为1500mm)为了使纱或布的表面张力保持不变,必须保证转速的变化与卷径成反比,转矩的变化与卷径成正比,若没有转矩补偿,随着卷径的增大,则纱或布的张力会逐渐减少。
开卷机、收卷机计算公式
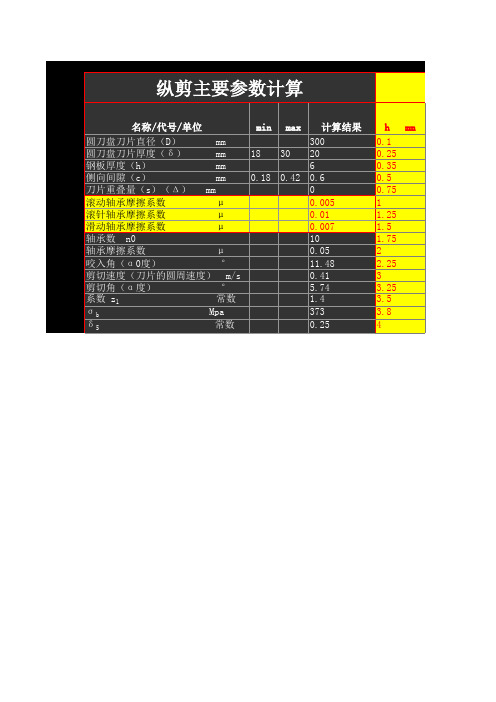
c mmΔ mm材料名称牌号δs/Mpaδ b /Mpaδ5/%0.010.1普通碳素钢Q235216-235373-46125-270.010.18普通碳素钢Q255255-275490-60819-210.020.2低质碳素结构钢40333569190.040.25低质碳素结构钢45353598160.060.4普通低合金结构钢Q345274-343471-51019-210.070.5普通低合金结构钢Q390333-412490-54917-190.10.65合金结构钢20Cr540835100.130.56合金结构钢40Cr78598090.140.5碳素铸钢ZG270-500270500180.160.45可锻铸钢KTZ450-064506(δ3)0.20.32球墨铸铁QT450-1045010(δ5)0.240.2灰铸铁HT150120-1750.270.130.280.10.300.33-0.050.35-0.080.37-0.130.38-0.180.4-0.2D mmδ mm170-15015270-25020460-44040700-68060参数选择Cr12MuVH13刀盘材料应具备强度大、韧性好和硬度高的特点、剪刃性能与制造工艺密切相关,制造性能好、W18Cr4V制造性能好、寿命长的剪刃,必须选用优质材料,精心锻造,合理的热处理、材料选用6CrW2Si ,硬度为56~58 (HRC),硬度为56~58 (HRC) 。
由于取向硅钢表面烧结有无机材料,俗称为玻璃膜,其硬度很高,在硅钢纵剪机组中,选用硬钢纵剪机组中,选用硬质合金,其硬度达到67~70 (HRC) 。
涂布薄膜卷材涂布机收卷增加扭矩的设计改造

涂布薄膜卷材涂布机收卷增加扭矩的设计改造前言涂布薄膜卷材涂布机,供片机采用磁粉制动器提供恒张力供片;为保证收卷的紧密度均匀,收片机采用锥度张力0-100%可调收卷,即随着卷径的增大张力需减小。
但涂布机改造时,电器设计人员采用(见一、改造前技术参数)。
故需对收卷轴进行增加扭矩技术改造设计改造公式:线速度v=πdn;速比i= n1/ n2;扭矩T2=9.55*106*P1/n2或i = T2/ T1;传动拉力F2= T2/(d2/2)单位换算:1kg=9.8N, 1mm=0.1cm设计改造条件:机械车速V min=100m/min;涂布车速V min=90m/min;工作车速V2=50m/min,收卷纸芯外径d2=φ175;放卷卷径φ500;收卷卷径φ450。
一、改造前技术参数已知:原收卷伺服电机P1= P电=1.5kw,n1=2000r/min,T1=73.1kgm,减速机速比i=5, 同步带轮速比i=1。
计算:收卷转速:n2=400 r/ min,线速度V2=πd*n2=3.1416*0.175*400≈220 m/min负载扭矩T2=9.55*106*1.5÷400=35812.5Nmm÷9.8*0.1≈365.43kgcm或T2= T1*i=365.5 kgcm传动拉力F2= T2÷R2=365.5÷(17.5/2)=41.76kg涂布车速V min=90m/min;n2=V min/πd=163.7 r/ min;最大出力率=90/220=40.9%;P输入= T2* n2/9.55*106= (365.5*163.7)/ 9.55*106=0.61kw 工作车速50m/min, n2=V min/πd=90.94 r/ min;工作出力率=50/220=22.67%;P输入= T2* n2/9.55*106= (365.5*90.94)/ 9.55*106=0.34kw P电≥P输入二、减速增矩为保障收卷能收到φ450;需机械设计人员进行减速增矩的设计改造。
收卷直径计算
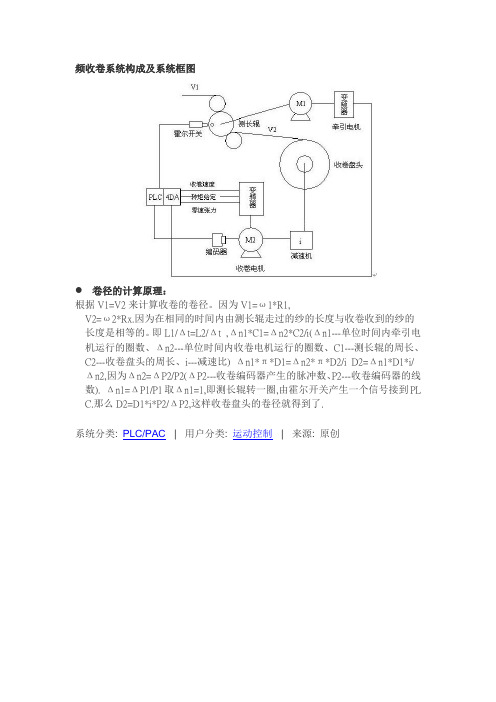
频收卷系统构成及系统框图
卷径的计算原理:
根据V1=V2来计算收卷的卷径。
因为V1=ω1*R1,
V2=ω2*Rx.因为在相同的时间内由测长辊走过的纱的长度与收卷收到的纱的长度是相等的。
即L1/Δt=L2/Δt ,Δn1*C1=Δn2*C2/i(Δn1---单位时间内牵引电机运行的圈数、Δn2---单位时间内收卷电机运行的圈数、C1---测长辊的周长、C2---收卷盘头的周长、i---减速比) Δn1*π*D1=Δn2*π*D2/i D2=Δn1*D1*i/Δn2,因为Δn2=ΔP2/P2(ΔP2---收卷编码器产生的脉冲数、P2---收卷编码器的线数). Δn1=ΔP1/P1取Δn1=1,即测长辊转一圈,由霍尔开关产生一个信号接到PL C.那么D2=D1*i*P2/ΔP2,这样收卷盘头的卷径就得到了.
系统分类: PLC/PAC | 用户分类: 运动控制 | 来源: 原创。
收卷张力计算
直流调速器卷取张力控制原理卷取张力控制原理卷取机的卷取张力由卷取电动机产生。
电动机力矩为: 式中Km——比例系数,常数∮——磁通量; I枢——电动机电枢电流。
卷取张力T与电动机力矩的关系为:式中 D——带卷直径。
带卷速度为:式中行电——电动机的转速; i——电动机至卷筒的速比。
将式2-2、式2-4代入式2-3得:电动机电枢电势E为:或式中K。
——比例系数,常数;∮——磁通量;n电——电动机转数。
将式2-6代入式2-5则得:其中:欲使詈=常数,若E不变,口亦不变,则张力T与电动机电枢电流k成正比。
换言之,在保持线速度钞不变的条件下,一定的电枢电流珠表示一定的卷取张力T。
张力控制的实质在于,若卷取线速度不变,采用电流调整器使电枢电流保持恒定,就可以保持张力恒定。
怎样才能保持卷取线速度不变呢?由于卷取线速度口与带卷直径和带卷转速的乘积Dn成正比,欲使口不变,随着卷径D的变化,带卷转速必须相应变化。
一般采用电势调整器调节电动机的磁通量①,以改变电动机转速,使卷取线速度保持不变,这就是卷取机的速度调节。
卷取机的速度调节除了补偿卷径变化外,还应包括根据工艺要求,对机组速度进行调整。
一般来说机组速度的调节,可采用改变电压(降压)的方法,从基数咒基往下调;而卷径变小时,调速则采用改变激磁(弱磁)的方法,从基速孢基往上调。
这样就可必最大机组速度'Ornax和最大卷径D。
诅x时的转速为基速挖基。
因此,调激磁的调速范围应保证满足下式:式中 nrtmx、咒基——分别为卷筒的最大转速、基速;D、d——分别为带卷的外径、内径。
综上所述,电枢电流j枢与卷取张力T成比例;磁通量①与卷径D成比例。
在电器上采用电流调节器和电势调节器来实现恒张力控制。
上述电势电流复合张力调节系统,用改变磁通的方法来适应卷径的变化,以保证卷取线速度,从而实现恒张力控制。
卷取机处于弱磁条件下土作,不能充分利用电动机力矩;由于电动机磁通的调速范围往往受到限制,不能满足卷径比的要求,在此情况下不得不增加电动机容量。
MD330恒线速度控制模式收卷典型应用
MD330恒线速度控制模式收卷典型应⽤MD330恒线恒线速度控制模式速度控制模式速度控制模式收收卷典型应⽤⼀. 闭环速度闭环速度控制控制控制模式简介模式简介MD330参数设置及调试需要《MD330张⼒控制专⽤变频器⽤户⼿册》与《MD320⽤户⼿册》结合使⽤。
前者仅介绍与卷曲张⼒控制有关的部分,其他的基本功能请参考后者来设置。
当张⼒控制模式选为⽆效(FH-00=0)时,变频器的功能与MD320完全相同。
MD330⽤于卷曲控制,可以⾃动计算卷径,在卷径变化时仍能够获得恒张⼒效果。
在没有卷径变化的场合实现恒转矩控制,建议使⽤MD320或MD380变频器。
选⽤张⼒控制模式后,变频器的输出频率和转矩由张⼒控制功能⾃动产⽣,F0组中频率源的选择将不起作⽤。
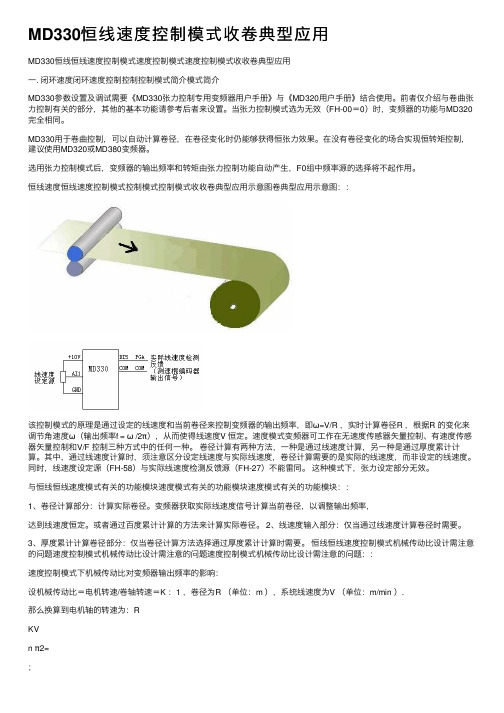
恒线速度恒线速度控制模式控制模式控制模式收收卷典型应⽤⽰意图卷典型应⽤⽰意图::该控制模式的原理是通过设定的线速度和当前卷径来控制变频器的输出频率,即ω=V/R ,实时计算卷径R ,根据R 的变化来调节⾓速度ω(输出频率f = ω /2π),从⽽使得线速度V 恒定。
速度模式变频器可⼯作在⽆速度传感器⽮量控制、有速度传感器⽮量控制和V/F 控制三种⽅式中的任何⼀种。
卷径计算有两种⽅法,⼀种是通过线速度计算,另⼀种是通过厚度累计计算。
其中,通过线速度计算时,须注意区分设定线速度与实际线速度,卷径计算需要的是实际的线速度,⽽⾮设定的线速度。
同时,线速度设定源(FH-58)与实际线速度检测反馈源(FH-27)不能雷同。
这种模式下,张⼒设定部分⽆效。
与恒线恒线速度模式有关的功能模块速度模式有关的功能模块速度模式有关的功能模块::1、卷径计算部分:计算实际卷径。
变频器获取实际线速度信号计算当前卷径,以调整输出频率,达到线速度恒定。
或者通过百度累计计算的⽅法来计算实际卷径。
2、线速度输⼊部分:仅当通过线速度计算卷径时需要。
3、厚度累计计算卷径部分:仅当卷径计算⽅法选择通过厚度累计计算时需要。
MD330恒线速度控制模式收卷典型应用

MD330恒线恒线速度控制模式速度控制模式速度控制模式收收卷典型应用一. 闭环速度闭环速度控制控制控制模式简介模式简介MD330参数设置及调试需要《MD330张力控制专用变频器用户手册》与《MD320用户手册》结合使用。
前者仅介绍与卷曲张力控制有关的部分,其他的基本功能请参考后者来设置。
当张力控制模式选为无效(FH-00=0)时,变频器的功能与MD320完全相同。
MD330用于卷曲控制,可以自动计算卷径,在卷径变化时仍能够获得恒张力效果。
在没有卷径变化的场合实现恒转矩控制,建议使用MD320或MD380变频器。
选用张力控制模式后,变频器的输出频率和转矩由张力控制功能自动产生,F0组中频率源的选择将不起作用。
恒线速度恒线速度控制模式控制模式控制模式收收卷典型应用示意图卷典型应用示意图::该控制模式的原理是通过设定的线速度和当前卷径来控制变频器的输出频率,即ω=V/R ,实时计算卷径R ,根据R 的变化来调节角速度ω(输出频率f = ω /2π),从而使得线速度V 恒定。
速度模式变频器可工作在无速度传感器矢量控制、有速度传感器矢量控制和V/F 控制三种方式中的任何一种。
卷径计算有两种方法,一种是通过线速度计算,另一种是通过厚度累计计算。
其中,通过线速度计算时,须注意区分设定线速度与实际线速度,卷径计算需要的是实际的线速度,而非设定的线速度。
同时,线速度设定源(FH-58)与实际线速度检测反馈源(FH-27)不能雷同。
这种模式下,张力设定部分无效。
与恒线恒线速度模式有关的功能模块速度模式有关的功能模块速度模式有关的功能模块::1、卷径计算部分:计算实际卷径。
变频器获取实际线速度信号计算当前卷径,以调整输出频率,达到线速度恒定。
或者通过百度累计计算的方法来计算实际卷径。
2、线速度输入部分:仅当通过线速度计算卷径时需要。
3、厚度累计计算卷径部分:仅当卷径计算方法选择通过厚度累计计算时需要。
恒线恒线速度控制模式机械传动比设计需注意的问题速度控制模式机械传动比设计需注意的问题速度控制模式机械传动比设计需注意的问题::速度控制模式下机械传动比对变频器输出频率的影响:设机械传动比=电机转速/卷轴转速=K :1 ,卷径为R (单位:m ),系统线速度为V (单位:m/min ).那么换算到电机轴的转速为:RKVn π2=;变频器输出频率为:)1(120)1(60s R pKVs pn f −=−=π(式中p 为电机极对数,s 为转差率)由此可见,当系统工作在一定线速度时,由于收卷直径的不断增大,输出频率肯定是随着卷径的增大而减小的,甚至有可能减到0的时候,至于能否、何时减到0,则由上式决定。
收卷作业指导书

收卷作业指导书一、任务背景随着学期的结束,学生们需要完成各科目的收卷作业。
为了确保学生们能够准确、规范地完成作业,提供一份收卷作业指导书是非常必要的。
本指导书旨在为学生们提供详细的作业要求和指导,帮助他们顺利完成收卷作业。
二、作业要求1. 格式要求:- 纸张规格:A4纸- 字体:宋体- 字号:小四- 行距:1.5倍- 页边距:上下左右各2.5厘米2. 内容要求:- 作业封面:包括学生姓名、班级、科目、作业名称、完成日期等信息- 题目:清晰、准确地写出题目,字迹工整- 解答过程:详细、逻辑清晰地展示解题过程,可使用图表、公式等辅助说明- 结论:简明扼要地总结出解答结果- 作业顺序:按照题目顺序依次完成,不跳题、不漏题- 作业内容:严禁抄袭,确保独立完成,如有引用他人观点或资料,需注明出处3. 时间要求:- 作业完成日期:请按照班级统一要求完成作业- 作业提交:请按照学校或老师的要求,按时将作业提交给指定人员三、作业指导1. 题目理解:在开始解答题目之前,仔细阅读题目要求,确保理解题目的意思和要求。
如果有不明确的地方,可以向老师或同学请教,确保对题目有清晰的理解。
2. 解答过程:- 在纸上列出解题步骤,确保逻辑清晰、有条理- 如涉及计算,请按照正确的计算方法进行,注意计算过程的准确性- 如使用图表、公式等辅助说明,请确保清晰可读,标注清楚所使用的符号和单位3. 结论撰写:- 结论应简明扼要地总结出解答结果,确保准确性- 如有需要,可以对结论进行进一步分析和解释,以展示对问题的深入理解4. 校对作业:- 在完成作业后,务必进行仔细的校对,确保没有错别字和语法错误- 检查作业的完整性,确保没有遗漏任何题目或解答过程四、作业提交1. 作业封面:- 在作业封面上填写学生姓名、班级、科目、作业名称、完成日期等信息 - 确保封面信息的准确性和完整性2. 作业整理:- 将作业按照题目顺序整理好,确保作业的顺序和完整性- 可以使用订书机或文件夹等方式整理作业,确保作业的整洁和完好3. 作业提交:- 按照学校或老师的要求,将作业提交给指定人员- 确保作业的提交时间准确无误,避免迟交或漏交五、注意事项1. 独立完成:- 作业应由学生独立完成,严禁抄袭或作弊行为- 如有引用他人观点或资料,需注明出处,避免侵权行为2. 作业质量:- 作业应保持字迹工整、内容准确、逻辑清晰- 如有需要,可以使用图表、公式等辅助说明,但要确保清晰可读3. 时间管理:- 合理安排时间,确保按时完成作业- 如遇到困难或问题,及时向老师或同学请教,避免拖延和焦虑六、总结本收卷作业指导书旨在为学生们提供详细的作业要求和指导,帮助他们顺利完成收卷作业。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 长度齿轮系数的计算
设编码器的脉冲数为P,电机到牵引辊的减速比为n,牵引辊周长为C(mm).
长度齿轮系数=C/(P*n).
2 收卷磁粉张力的计算
设张力设定(%)为F,收卷直径(mm)为D, 收卷最大直径(mm)为D1,锥度计算量为Z,
磁粉张力系数为a, 磁粉张力偏置为b, 磁粉输出(0--32000) 为T.
T=(a*F*Z*D/D1+b)*320
3 滑差轴压力的计算
设滑差压力设定(%)为F, 收卷直径(mm)为D, 收卷最大直径(mm)为D1,锥度计算量为Z,
滑差力矩系数为a, 滑差力矩偏置为b, 滑差系数为k, 滑差输出(0--32000) 为T.
T=k*(a*F*Z*D/D1+b)*320
通过调节滑差系数为k来改变滑差轴的打滑张力.
4 表面压力的计算
设表面压力设定(MPa)为P0, 表面压力增量系数为k, 收卷直径(mm)为D, 收卷最大直径(mm)为D1, 收卷最小直径(mm)为D2, 最大压力为0.6MPa, 表面压力输出(0--32000) 为P.
P= (P0+k*(D-- D2)*(0.6-- P0)/( D1—D2))*53333
5 通过角度传感器计算收卷直径
设角度传感直径1(mm)为D1, 角度传感电压1(V) 为V1, 角度传感直径2(mm)为D2,
角度传感电压2(V) 为V2, 角度传感电压显示(V)为V, 收卷直径(mm)为D.
D=(D2—D1)*(V2—V1)*V
调试时把收卷臂摆到最小直径处,设定这时的D1和V1,再把收卷臂摆到最大直径处, 设定这时的D2和V2.程序就可根据角度传感电压显示V计算收卷直径.。