焊接接头的力学性能试验共29页文档
铝合金焊接接头的力学性能评估及优化设计

铝合金焊接接头的力学性能评估及优化设计引言:铝合金作为一种轻质高强度材料,广泛应用于航空航天、汽车制造和建筑工程等领域。
而焊接是铝合金加工常用的连接方法之一,焊接接头的性能评估和优化设计对于提高铝合金焊接结构的可靠性和寿命至关重要。
本文将从力学性能评估和优化设计两个方面来探讨铝合金焊接接头。
一、力学性能评估铝合金焊接接头的力学性能评估是通过对接头的强度、韧性和疲劳寿命等指标进行测试和分析来完成的。
1. 接头强度测试接头强度是评估接头负荷能力的重要指标。
常用的测试方法有拉伸试验和剪切试验。
拉伸试验通过施加拉伸力来测试接头的极限拉伸强度和屈服强度,剪切试验则测试接头的抗剪强度。
测试结果可以用于评估接头焊缝的质量和设计的可靠性。
2. 接头韧性测试接头的韧性代表了接头在承受外力作用下的抗变形和破坏能力。
常用的测试方法有冲击试验和硬度测试。
冲击试验可以评估接头的抗冲击能力和断裂特性,硬度测试可以反映接头焊缝和热影响区的硬度变化情况。
3. 接头疲劳寿命评估接头在长期加载或循环加载过程中容易产生疲劳破坏。
通过疲劳试验来评估接头的疲劳寿命,可以确定接头在实际使用条件下的可靠性。
疲劳试验需要根据实际应力条件进行模拟,并根据疲劳寿命曲线来评估接头的寿命。
二、优化设计通过对铝合金焊接接头的力学性能评估,可以发现接头的强度、韧性和疲劳寿命存在一定的改进空间。
因此,优化设计是提高接头性能的关键。
1. 材料选择优化设计首先考虑的是选择合适的焊接材料。
不同的合金成分和热处理方式对接头的性能有很大的影响。
通过选择合适的焊接基材和填充材料,可以提高接头的强度和抗疲劳性能。
2. 设计改进设计上的改进可以包括改变接头的几何参数和焊接方式。
通过优化焊缝的形状和尺寸,可以提高接头的载荷传递能力。
选择合适的焊接方式,如气体保护焊、电弧焊或激光焊等,也可以改善接头的焊缝形态和质量。
3. 焊接工艺控制焊接工艺是影响接头质量的关键因素之一。
通过优化焊接参数,如焊接电流、焊接速度和焊接温度等,可以改善焊缝的形成和热影响区的性能。
焊接接头试验

第六讲焊接接头试验一、焊接接头力学性能试验力学性能试验是用来测定焊接材料、焊缝金属和焊接接头在各种条件下的强度、塑性和韧性。
首先应当焊制产品试板,从中取出拉伸、弯曲、冲击等试样进行试验,以确定焊接工艺参数是否合适,焊接接头的性能是否符合设计的要求。
1、焊接接头的拉伸试验焊接接头拉伸试验是以国家标准 (GB2651一1989)为依据进行的,该标准适用于熔焊和压焊的对接接头。
(1)试验目的该标准规定了金属材料焊接接头横向拉伸试验方法,用以测定焊接接头的抗拉强度。
(2)试件制备1)接头拉伸试样的形状分为板形、整管和圆形三种。
可根据要求选用。
2)焊接接头拉伸试验用的样坯从焊接试件上垂直于焊缝轴线方向截取,并通过机械加工制成如图8一1所示形状及表8一1所示尺寸的板接头板状试样,或制成如图8一2所示形状及表8一1所示尺寸的管接头板状试样。
加工后焊缝轴线应位于试样平行长度的中心。
表8一1板状试样的尺寸总长L 根据实验机定夹持部分宽度 B b+12平行部分宽度板 b 25≥管 bD≤76 12D>76 20当D≤38时,取整管拉伸平行部分长度l >L s+60或L s+12 过渡圆弧r 25注:L s为加工后,焊缝的最大宽度;D为管子外径。
3)每个试样均应打有标记,以识别它在被截试件中的准确位置。
4) 试样应采用机械加工或磨削方法制备,要注意防止表面应变硬化或材料过热。
在受试长度下范围内,表面不应有横向刀痕或划痕。
5)若相关标准和产品技术条件无规定时,则试样表面应用机械方法去除焊缝余高,使其与母材原始表面齐平。
6)通常试样厚度仅应为焊接接头试件厚度。
如果试件厚度超过3Omm时,则可从接头不同厚度区取若干试样以取代接头全厚度的单个试样,但每个试样的厚度应不小于3Omm,且所取试样应覆盖接头的整个厚度 (见GB2649)。
在这种情况下,应当标明试样在焊接试件厚度中的位置。
7)对外径小于等于38mm的管接头,可取整管作拉伸试样,为使试验顺利进行,可制作塞头,以利夹持,如图8-3所示。
钢筋焊接接头力学性能试验报告
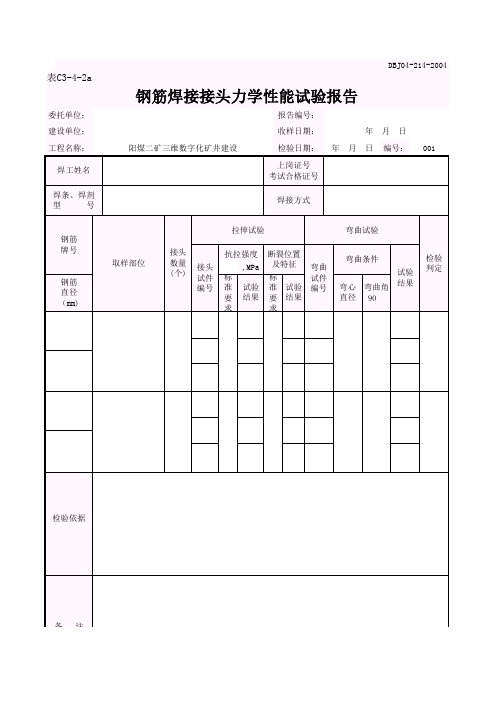
表C3-4-2a
钢筋焊接接头力学性能试验报告
委托单位: 建设单位: 工程名称: 焊工姓名 焊条、焊剂 型 号 拉伸试验 钢筋 牌号 取样部位 钢筋 直径 (mm) 接头 数量 (个) 抗拉强度 接头 试件 编号 标 准 要 求 断裂位置 ,MPa 及特征 试验 结果 标 准 试验 要 结果 求 阳煤二矿三维数字化矿井建设 报告编号: 收样日期: 检验日期: 上岗证号 考试合格证号 焊接方式 年 月 年 日 月 日 001
编号:Βιβλιοθήκη 弯曲试验 检验 判定弯曲 试件 编号
弯曲条件 弯心 弯曲角 直径 90 试验 结果
检验依据
备
注
备
注
检验人: 见证取样人及编号:
审核:
技术负责人:
检验单位:(公章)
QPT处理后Q690的焊接接头的力学性能
经热处理后焊接接头力学性能及显微组织分析5.1 引言Q-P-T工艺是淬火-碳分配-回火的过程,每一步热处理工艺的不同都会改变钢材的性能。
热影响区是焊接件经常失效的部位,而本章主要通过不同热处理工艺来测定焊接接头的性能变化。
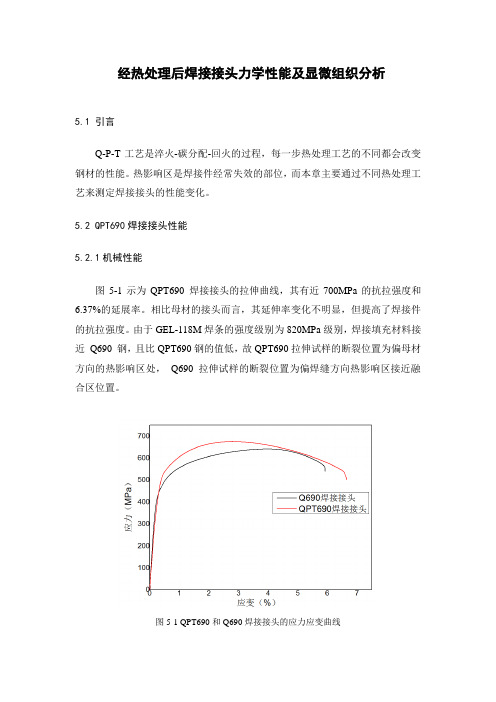
5.2 QPT690焊接接头性能5.2.1机械性能图5-1示为QPT690 焊接接头的拉伸曲线,其有近700MPa的抗拉强度和6.37%的延展率。
相比母材的接头而言,其延伸率变化不明显,但提高了焊接件的抗拉强度。
由于GEL-118M焊条的强度级别为820MPa级别,焊接填充材料接近Q690 钢,且比QPT690钢的值低,故QPT690拉伸试样的断裂位置为偏母材方向的热影响区处,Q690 拉伸试样的断裂位置为偏焊缝方向热影响区接近融合区位置。
图5-1 QPT690和Q690焊接接头的应力应变曲线表5.1 Q-P-T工艺焊接接头性能对比试样Rp0.2(MPa) Rm(MPa) A% 强塑积(MPa·%) Q690焊接接头480.36 641.86 5.66 3632.92 QPT690焊接接头536.6 675.6 6.37 4303.57 从上表5.1的数据可得,QPT690焊接接头屈服强度、抗拉强度都得到提高,强塑积的值大于Q690,性能更优。
接着是500J冲击韧性试验,数据如下表5.2所示:表5.2 冲击韧性缺口位置mm 吸收功J 冲击韧性J/cm20 36.35 45.4420 151.77 189.7227 228.64 285.80由上表数据可知,由于焊接重熔,焊缝及热影响区的冲击韧性并没有大变化。
但相同位置处,经QPT处理的钢其冲击韧性有所降低。
对本实验Q690板而言,由于焊条GEL-118M强度高于Q690本身,同时由于焊接热源的影响,故焊接接头硬度随焊缝中心距离的增大而降低,如图5-2所示。
从硬度曲线也同样可以发现,距焊缝中心10mm左右的热影响区,其硬度最低。
焊接接头的力学性能试验包括哪些内容

焊接接头的力学性能试验包括哪些内容?
(1)焊接接头的拉伸试验(包括全焊缝拉伸试验)试验的目的是测定焊接接头(焊缝)的强度(抗拉强度σb,屈服点σs)和塑性(伸长度δ,断面收缩率φ),并且可以发现断口上的某些缺陷(如白点)。
试验可按GB2651-89《焊接接头拉伸试验方法》进行。
(2)焊接接头的弯曲试验试验的目的是检验焊接接头的塑性,并同时可反映出各区域的塑性差别、暴露焊接缺陷和考核熔合线的质量。
弯曲试验分面弯、背弯和侧弯三种,试验可按GB2653-89《焊接接头弯曲及压扁试验方法》进行。
(3)焊接接头的冲击试验试验的目的是测定焊接接头的冲击韧度和缺口敏感性,作为评定材料断裂韧性和冷作时效敏感性的一个指标。
试验可按GB2650-89《焊接接头冲击试验方法》进行。
(4)焊接接头的硬度试验试验的目的是测量焊缝热影响区金属材料的硬度,并可间接判断材料的焊接性。
试验可按GB2654-89《焊接接头及堆焊金属硬度试验方法》进行。
(5)焊接接头(管子对接)的压扁试验试验的目的是测定管子焊接对接接头的塑性。
试验可按GB2653-89《焊接接头弯曲及压扁试验方法》进行。
(6)焊接接头(焊缝金属)的疲劳试验试验的目的是测量焊接接头(焊缝金属)的疲劳极限(σ-1)。
试验可按GB2656-81《焊缝金属和焊接接头的疲劳试验法》进行。
铝合金焊接接头的力学性能研究
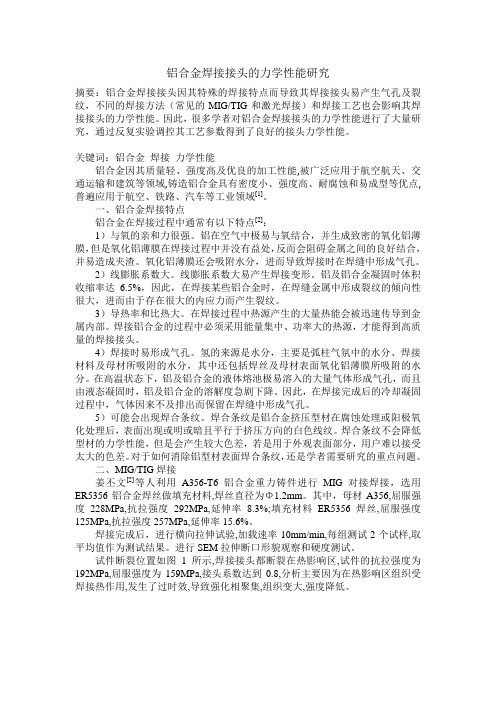
铝合金焊接接头的力学性能研究摘要:铝合金焊接接头因其特殊的焊接特点而导致其焊接接头易产生气孔及裂纹,不同的焊接方法(常见的MIG/TIG和激光焊接)和焊接工艺也会影响其焊接接头的力学性能。
因此,很多学者对铝合金焊接接头的力学性能进行了大量研究,通过反复实验调控其工艺参数得到了良好的接头力学性能。
关键词:铝合金焊接力学性能铝合金因其质量轻、强度高及优良的加工性能,被广泛应用于航空航天、交通运输和建筑等领域,铸造铝合金具有密度小、强度高、耐腐蚀和易成型等优点,普遍应用于航空、铁路、汽车等工业领域[1]。
一、铝合金焊接特点铝合金在焊接过程中通常有以下特点[2]:1)与氧的亲和力很强。
铝在空气中极易与氧结合,并生成致密的氧化铝薄膜,但是氧化铝薄膜在焊接过程中并没有益处,反而会阻碍金属之间的良好结合,并易造成夹渣。
氧化铝薄膜还会吸附水分,进而导致焊接时在焊缝中形成气孔。
2)线膨胀系数大。
线膨胀系数大易产生焊接变形。
铝及铝合金凝固时体积收缩率达6.5%,因此,在焊接某些铝合金时,在焊缝金属中形成裂纹的倾向性很大,进而由于存在很大的内应力而产生裂纹。
3)导热率和比热大。
在焊接过程中热源产生的大量热能会被迅速传导到金属内部。
焊接铝合金的过程中必须采用能量集中、功率大的热源,才能得到高质量的焊接接头。
4)焊接时易形成气孔。
氢的来源是水分,主要是弧柱气氛中的水分、焊接材料及母材所吸附的水分,其中还包括焊丝及母材表面氧化铝薄膜所吸附的水分。
在高温状态下,铝及铝合金的液体熔池极易溶入的大量气体形成气孔,而且由液态凝固时,铝及铝合金的溶解度急剧下降。
因此,在焊接完成后的冷却凝固过程中,气体因来不及排出而保留在焊缝中形成气孔。
5)可能会出现焊合条纹。
焊合条纹是铝合金挤压型材在腐蚀处理或阳极氧化处理后,表面出现或明或暗且平行于挤压方向的白色线纹。
焊合条纹不会降低型材的力学性能,但是会产生较大色差,若是用于外观表面部分,用户难以接受太大的色差。
焊接接头的力学性能试验包括哪些内容
焊接接头的力学性能试验包括哪些内容?
(1)焊接接头的拉伸试验(包括全焊缝拉伸试验)试验的目的是测定焊接接头(焊缝)的强度(抗拉强度σb,屈服点σs)和塑性(伸长度δ,断面收缩率φ),并且可以发现断口上的某些缺陷(如白点)。
试验可按GB2651-89《焊接接头拉伸试验方法》进行。
(2)焊接接头的弯曲试验试验的目的是检验焊接接头的塑性,并同时可反映出各区域的塑性差别、暴露焊接缺陷和考核熔合线的质量。
弯曲试验分面弯、背弯和侧弯三种,试验可按GB2653-89《焊接接头弯曲及压扁试验方法》进行。
(3)焊接接头的冲击试验试验的目的是测定焊接接头的冲击韧度和缺口敏感性,作为评定材料断裂韧性和冷作时效敏感性的一个指标。
试验可按GB2650-89《焊接接头冲击试验方法》进行。
(4)焊接接头的硬度试验试验的目的是测量焊缝热影响区金属材料的硬度,并可间接判断材料的焊接性。
试验可按GB2654-89《焊接接头及堆焊金属硬度试验方法》进行。
(5)焊接接头(管子对接)的压扁试验试验的目的是测定管子焊接对接接头的塑性。
试验可按GB2653-89《焊接接头弯曲及压扁试验方法》进行。
(6)焊接接头(焊缝金属)的疲劳试验试验的目的是测量焊接接头(焊缝金属)的疲劳极限(σ-1)。
试验可按GB2656-81《焊缝金属和焊接接头的疲劳试验法》进行。
08Ni3DR钢焊接接头力学性能试验

08Ni3DR钢焊接接头力学性能试验汪辉;徐亮【摘要】Experimental studies are conducted on welding of 08Ni3DR steel developed by one steel mill.According to the determined welding technology and parameters,mechanical properties of welded joints of08Ni3DR steels welded by SMAW and SAW respectively,such as tensile,series impact and other properties are systematically studied.The results show that welded joints of 08Ni3DR steel have excellent comprehensive mechanical properties,and can meet the design requirements of pressure vessel which applied in temperature not lower than-100 ℃.%针对某钢厂研制的08NiDR钢板进行试验,根据确定的焊接工艺和焊接参数分别研究焊条电弧焊和埋弧自动焊焊接接头的拉伸性能、系列冲击性能等.各项力学性能表明,焊接接头综合力学性能优良,可满足温度不低于-100℃的低温压力容器的设计要求.【期刊名称】《电焊机》【年(卷),期】2018(048)002【总页数】5页(P100-104)【关键词】08Ni3DR钢;焊接接头;力学性能【作者】汪辉;徐亮【作者单位】合肥通用机械研究院安徽压力容器与管道安全技术省级实验室,安徽合肥230031;合肥通用机械研究院安徽压力容器与管道安全技术省级实验室,安徽合肥230031【正文语种】中文【中图分类】TG457.110 前言随着石油、石化和化工等工业产业的发展,尤其是我国乙烯工业的迅速发展,低温甲醇洗和乙烯的低温装置对低温钢的需求量越来越大,低温装置需要在-80~-100℃低温使气体液化,使用量最大的是w(Ni)为3.5%的低温钢,年需求量约为30 000 t[1]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接接头的力学性能试验
31、园日涉以成趣,门虽设而常关。 32、鼓腹无所思。朝起暮归眠。 33、倾壶绝余沥,窥灶不见烟。
34、春秋满四泽,夏云多奇峰,秋月 扬明辉 ,冬岭 秀孤松 。 35、丈夫志四海,我愿不知老。
谢谢你的阅读
❖ 知识就是财富 ❖ 丰富你的人生