气体辅助注塑成型技术与设备
气辅注塑加工工艺与一般注塑工艺
气辅注塑加工工艺与一般注塑工艺气辅注塑加工工艺与一般注塑工艺气辅注塑加工工艺简介•气辅注塑加工工艺是一种新型的注塑加工方法。
•在传统注塑基础上,引入气辅装置,通过气体的辅助作用,实现更高效、更精确的注塑过程。
气辅注塑加工工艺的优势1.产品质量更高–气辅注塑加工工艺通过辅助气体的控制,可以更好地控制产品的密度和硬度,提高产品质量。
–与一般注塑相比,气辅注塑制品的表面质感更好,不易出现瑕疵和缺陷。
2.生产效率更高–气辅注塑加工工艺可以减少注塑周期,提高生产效率。
–气辅装置的运用使得材料更均匀地填充模具,降低了制品收缩率和成型周期。
3.节约原材料–气辅注塑加工工艺由于材料分布更均匀,减少了材料的浪费。
–相比较于一般注塑,气辅注塑制品在制造时所需的原材料用量更少。
4.环保节能–气辅注塑加工工艺不需要额外的加热或冷却设备,节约了能源。
–通过优化制程,减少了废品率,降低了对环境的负面影响。
气辅注塑加工工艺的应用领域•电子产品:手机壳、电池壳、硬盘壳等。
•汽车配件:车灯壳、仪表板、车门把手等。
•家居用品:儿童玩具、家具配件、文具等。
一般注塑工艺的特点与局限性•一般注塑工艺在制品的表面平整度和精度方面有一定的局限性。
•一般注塑制造过程中,因为材料无法完全填充到模具中的每个角落,易产生瑕疵和缺陷。
结语气辅注塑加工工艺相对于一般注塑工艺具有众多优势,无论是产品质量、生产效率还是原材料的节约都占有明显的优势。
在如今注塑加工行业日益竞争激烈的背景下,气辅注塑加工工艺的应用前景非常广阔。
希望本文能对读者对气辅注塑加工工艺与一般注塑工艺有更深入的了解。
气辅注塑加工工艺的工作原理1.注塑过程中,将塑料颗粒加热融化。
2.融化的塑料通过注塑机的螺杆被注入模具腔中。
3.气辅装置通过喷嘴向注入的塑料中喷入压缩空气。
4.压缩空气通过气门控制,辅助塑料充填模具,使得塑料更加均匀地填充到模具的每个角落。
5.注塑机冷却塑料,然后开模取出制品。
气辅设备改善
二、注塑气辅设备的现状与问题分析 3、 氮气发生器运行状况与问题分析 A、因进口设备配件缺乏,有2台氮气发生器长期故障停机; B、实际总制氮气量低,只占总标称产气量的65%;并且气辅设备故 障率高,约占注塑总修机工时的33~40%(不含长期停机), C、因产气量不足,无法进行设备正常停机保养,部分设备带病运行; D、各车间产气量配置差异大,注塑二厂二车间氮气辅助注塑比率只 有81%,而注塑一厂二车间气辅注塑比率达到145%(详见附表); E、大多数车间拥有2~3种品牌的气辅设备,由于不同品牌设备混合 使用,存在维修与配件管理困难的情况。
使用部门 一厂一车间 一厂二车间 二厂一车间 二厂二车间 现产气量 (NL/mim) 1550 1600 1550 1350 调整方案 维持不变 调出1台新普雷斯 用1台新普雷斯换1台中拓 从一车间调入1台中拓 调整后制氮量 供注塑机 现注塑机 气辅注塑 制氮气辅 (NL/min) 数量(台) 数量(台) 数量(台) 比率 1550 1350 1350 1800 15 13 13 18 16 12 18 20 11 11 10 16 136% 118% 130% 113%
三、提高与平衡氮气供应量的实施方案 1、修复故障停机的设备,如大修理2#宝尔氮气发生器,使达到新设 备的产气量、氮气纯度等性能指标,具体方案如下: A、更换疲劳断裂的增压机曲轴与连杆; B、更换拉毛的一级缸、活塞与活塞环; C、更换磨损的二级浮动缸与活塞(超过原配合间隙0.01毫米两倍) ; D、检修一、二级进、排气阀,要求阀芯行程1~1.25MM; E、更换失效的低压空气三级过滤芯与高压高效过滤芯等易耗品; F、更换空压机堵塞的进口过滤芯、油过滤器、油气分离器等; G、检查制氮膜组、电控系统与高压安全阀的性能; H、预算大修理总费用约¥86000元,约占设备原值的11%。
气辅注塑成型工艺

气辅注塑成型工艺这种成型工艺,对于很多工程师来说很陌生,因为平时大家接触的产品很少会用到这种成型工艺,包括我本人也是一样,直到我接触到一款产品,才慢慢了解,就是以下这个锅体。
锅体的把手部分,除了2个螺丝塞,整个把手是一个完整的塑胶件,且外观并没有缩水等缺陷,看下侧面和背面图。
咋一看,以为内部是实心的,实际上并不是,而是空心的,是利用了气体辅助注塑成型技术。
01气辅成型的原理气体辅助注塑系统,是把惰性气体(通常用氮气)经由分段压力控制系统直接注射入模腔内的塑化塑料里,使塑件内部膨胀而造成中空,但仍然保持产品表面的外形完整无缺。
气辅注塑成型可被认为是中空吹塑成型的变型,其过程是先向模具腔中注入经过准确计量的占模腔一定比例的塑胶熔体,这一过程称为“欠料注塑”,再直接往熔融塑胶中注入一定体积和压力的高压氮气,气体在塑胶熔体的包围下沿着阻力最小的方向扩散前进。
由于靠模壁部分的塑胶温度低,表面粘度高,而製作较厚部分中心塑胶熔体的温度高,粘度低,所以气体容易对中心塑胶熔体进行穿透和排空,在制件的厚部形成中空气道,而被气体所排空的熔融塑胶又被气体压力推向模具末端直至充满模具型腔,在冷却阶段压缩气体对塑胶熔体进行保压补缩。
待制品冷却凝固后再卸气,然后开模顶出。
以上气辅成型过程实际上分为四个阶段:熔体短射、气体注射、气体保压、气体排出和制件顶出。
02气辅成型的方法除了常规的欠料注塑成型法,还有:1.副腔成型法(也叫满料注塑法)2.型芯成型法3.熔体回流成型法上面的锅体的把手猜测是采用了副腔成型法(也叫满料注塑法):具体细节可参考下图:03气辅注塑成型与普通注塑成型的区别主要区别在于多了一套气辅设备:(1)普通注塑机(计料精度稍高些为好)。
(2)氮气控制系统,包括自封闭式气辅喷嘴。
(3)高压氮气发生器。
(4)工业氮气钢瓶以及提供增压动力的空气压缩机。
(5)为气体辅助注射设计制造的模具。
(6)气辅注塑气辅喷嘴喷嘴进气方式,即使用专用的自封闭式气辅喷嘴,在塑料注射结束后,将高压气体依靠喷嘴直接进入塑料内部,按气道形成一个延展的封闭空间—气腔并保持一定压力,直至冷却,在模具打开之前,通过座台后退使喷嘴与制品料道强行分离,使气体排出制品。
气辅注塑工艺的应用和工艺过程
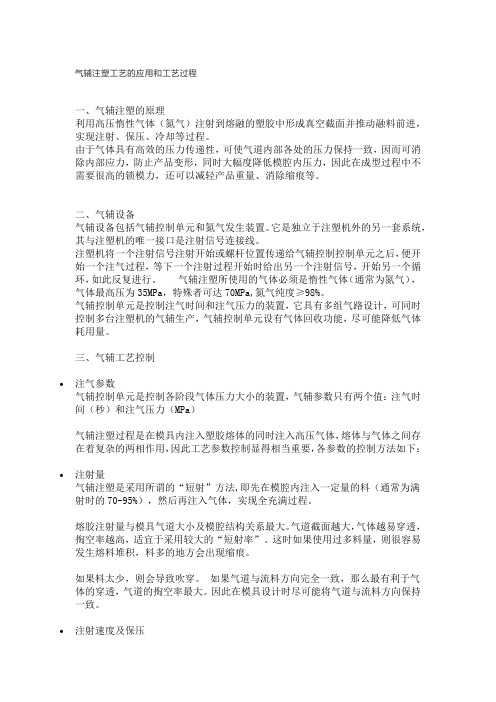
气辅注塑工艺的应用和工艺过程一、气辅注塑的原理利用高压惰性气体(氮气)注射到熔融的塑胶中形成真空截面并推动融料前进,实现注射、保压、冷却等过程。
由于气体具有高效的压力传递性,可使气道内部各处的压力保持一致,因而可消除内部应力,防止产品变形,同时大幅度降低模腔内压力,因此在成型过程中不需要很高的锁模力,还可以减轻产品重量、消除缩痕等。
二、气辅设备气辅设备包括气辅控制单元和氮气发生装置。
它是独立于注塑机外的另一套系统,其与注塑机的唯一接口是注射信号连接线。
注塑机将一个注射信号注射开始或螺杆位置传递给气辅控制控制单元之后,便开始一个注气过程,等下一个注射过程开始时给出另一个注射信号,开始另一个循环,如此反复进行。
气辅注塑所使用的气体必须是惰性气体(通常为氮气),气体最高压为35MPa,特殊者可达70MPa,氮气纯度≥98%。
气辅控制单元是控制注气时间和注气压力的装置,它具有多组气路设计,可同时控制多台注塑机的气辅生产,气辅控制单元设有气体回收功能,尽可能降低气体耗用量。
三、气辅工艺控制•注气参数气辅控制单元是控制各阶段气体压力大小的装置,气辅参数只有两个值:注气时间(秒)和注气压力(MPa)气辅注塑过程是在模具内注入塑胶熔体的同时注入高压气体,熔体与气体之间存在着复杂的两相作用,因此工艺参数控制显得相当重要,各参数的控制方法如下:•注射量气辅注塑是采用所谓的“短射”方法,即先在模腔内注入一定量的料(通常为满射时的70-95%),然后再注入气体,实现全充满过程。
熔胶注射量与模具气道大小及模腔结构关系最大。
气道截面越大,气体越易穿透,掏空率越高,适宜于采用较大的“短射率”。
这时如果使用过多料量,则很容易发生熔料堆积,料多的地方会出现缩痕。
如果料太少,则会导致吹穿。
如果气道与流料方向完全一致,那么最有利于气体的穿透,气道的掏空率最大。
因此在模具设计时尽可能将气道与流料方向保持一致。
•注射速度及保压在保证制品表现不出现缺陷的情况下,尽可能使用较高的注射速度,使熔料尽快充填模腔,这时熔料温度仍保持较高,有利于气体的穿透及充模。
气体辅助成型技术

三.進氣嘴
1.根據進氣位置的不同可分為兩類: (1) 一類是特殊結構的注塑機噴嘴,氣體與熔體都通過
這個噴嘴進行注射. (2) 另一類是有獨特氣體通道的專用氣嘴.
2.進氣嘴結構
進氣嘴結構可分為彈簧復位型和間隙出氣型兩類.
5. 技術關鍵
1. 模具及制品設計
* 氣體入口位置及氣道設計是氣輔注射成型模具和制品設計的關鍵. 入口位置設計時應注意:入口位置應盡可能靠近澆口部位,不能形成 氣體環流狀態;注氣口注入氣體流動方向應與樹脂流動方向一致.
(2) 轉換時間 當注射結束時,合理選擇氣體的轉換時間,可以避免流動前沿停止流 動和在制件表面出現可見的滯留痕或形不成氣道.因為注入氣體過 早,熔體外表無充分冷卻,氣體易穿破熔體;過晚,熔體冷卻,氣體不 能形成氣道或在制件表面形成滯流痕.
(3) 氣體壓力 注氣開始時較高的壓力和以后稍低的壓力為氣體通道成型和定型所需.
1.壓力生成設備. 它必須保證注氣系統可得到高壓氣體.一般使用氮氣,氮氣提供方式 有三種:瓶裝氮氣,液體氮氣和氮氣發生器.氣體壓力一般為5~32MPa, 最高可達100MPa.
2.氣體注射控制單元 新工藝參數:氣體起射時間,氣體注射延遲時間,氣體注射壓力或流 量,氣體射入時間. 其中氣體起射時間由螺杆位置觸發. 所有工藝參數中,氣體充填,保壓過程中氣體壓力控制的精度對產品 質量的影響最大.
* 連續壓力產生法 利用專門壓縮裝置來產生高壓氣體,包括壓縮機和儲壓罐,壓縮機的運 轉保證了儲壓罐的壓力恆定,壓力一般為30MPa .
優點: 1. 壓力分布可以用壓力控制裝置來自由選擇. 2. 具有不同壓力需求的幾個註射點或幾台氣體輔助注 射成型機可用同一套注氣系統.
二.注氣系統
注氣系統包括壓力生成設備用氣體注射控制單元.
气体辅助注塑工艺简介

气体辅助注塑工艺简介1.气体辅助注塑目前所指的气体辅助注塑:是指将氮气注射入产品内,使产品内部形成中空。
模具打开前,控制器会将塑胶工件内的氮气释放回大气中。
2.气辅注塑成形工艺的优势1)低射胶、低锁模力;2)压力分布均匀、收缩均匀、残余应力低、不易翘曲,尺寸稳定;3)消除凹陷,型面再现性高;4)省塑料,可用强度及价格更低的塑料;5)可用强度和价格更低的模具金属;6)厚薄件一体成型,减少模具及装配线数目;7)可用较厚的筋,角板等补强件,提高制品刚性,使得制件公称厚度得以变薄。
8)增强设计自由度。
3.气辅射胶控制工艺1)短射工艺,即胶料未完全充满型腔时,继之以氮气注射;2)满射工艺,塑胶熔体充满型腔之后,停止注射,继之以氮气注射。
短射工艺的特点:在气辅注塑中,塑胶注射取决于胶件形状及胶料性能,在以下条件才可进行短射。
1)胶件必须有独立完整的气体通道,即气流在穿透胶件时,无分支气道可走。
2)气体通道中多余胶料有足够的溢流空间。
3)胶料流动性优良,粘度不可太低,尽量避免使用含破坏高分子键的填充物的胶料。
4)胶料导热度较低,有可较长时间保持熔融状态的能力。
满射工艺特点:胶件射胶完成,通过气体代替啤机,防止胶件收缩。
其优点在于,啤机保压是以射胶量及压力来防止胶件收缩,气辅保压,则以气体穿透塑胶收缩后的空间,防止胶件表层埸陷。
4.气辅压力分析:现我们看以下气辅压力与啤机压力的对比:1)气辅压力a)低气压800psi=56.34kg/cm2b)中气压1500psi=105.63 kg/cm2c)高气压2500psi=176.06kg/cm22)啤机压力a)100 TON注塑最大压力188Mpa=1917 kg/cm2b)280 TON注塑最大压力150Mpa=1530 kg/cm2c)650TON注塑最大压力153Mpa=1560 kg/cm2从以上压力对比可知,氮气压力只相当于普通啤机注塑压力的十分之一,甚至更少。
气辅注塑

1)封闭式气体注射(SEALED INJECTION GAS)方法: * 是把气体直接注入模腔内,使塑料成品中空的方法。无需采用活阀,只是 通过简单模具加工,把气辅气嘴装在模具中。 * 在同一模具上,可有单一或多个注入气体的地方,这视乎同产品的需要, 慕求令产品有良好效果和提供产品设计有较大的灵活性。
太小会使气体流动失去控制 7.冷却要尽量均匀,内外壁温差要尽量小
8.在流道上放置合理流道半径的截流块,辅助注塑设备按工艺需求大致应有以下几类: 1、氮气机:主要用于氮气的制造 2、氮气增压器:主要是将氮气的气压加大,以便于氮气的注入 3、气辅控制器:主要用于控制氮气注入量、气压、时间及排气的控制,是
• 降低生产成本
– 由于减少了壁厚,因此降低了零件成品的总重量. – 由于壁厚较小,因此缩短了冷却时间和循环时间. – 由于降低了锁模力和注塑保压压力,能源消耗成本降低. – 由于零件的集成化,从而降低了装配成本.
• 降低投资成本
– 由于注射压力较低,因此可以降低注塑机的锁模压力,可使用吨位较小的注塑 机.
整个气辅设备的控制中心 4、气辅配件:主要有气针、气管及各种接头等,用于气辅设备与模具的连
接
因各种设备加在一起,占用的空间较大,现有很大一部分已采用一体化的气 辅系统。
END
同传统注射成型工艺相比.应用气体辅助注塑技术,有以下优点:
• 自由设计
– 综合功能较为复杂的塑胶零件可以整装为单一的组件. – 可以在同一零件上结合厚壁和薄壁部分. – 使用空心的"加强筋"部分可以提高其强度.
• 提高零件质量
– 由于减小了微收缩,因此扭曲和变形就减少了. – 消除缩痕. – 由于注射点的数量减少,所以波纹和熔接线也相应减少.
气体辅助注射成型
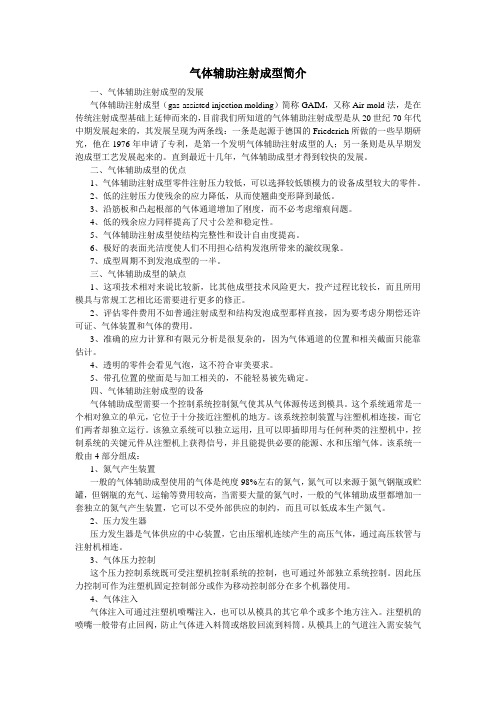
气体辅助注射成型简介一、气体辅助注射成型的发展气体辅助注射成型(gas-assisted injection molding)简称GAIM,又称Air-mold法,是在传统注射成型基础上延伸而来的,目前我们所知道的气体辅助注射成型是从20世纪70年代中期发展起来的,其发展呈现为两条线:一条是起源于德国的Friederich所做的一些早期研究,他在1976年申请了专利,是第一个发明气体辅助注射成型的人;另一条则是从早期发泡成型工艺发展起来的。
直到最近十几年,气体辅助成型才得到较快的发展。
二、气体辅助成型的优点1、气体辅助注射成型零件注射压力较低,可以选择较低锁模力的设备成型较大的零件。
2、低的注射压力使残余的应力降低,从而使翘曲变形降到最低。
3、沿筋板和凸起根部的气体通道增加了刚度,而不必考虑缩痕问题。
4、低的残余应力同样提高了尺寸公差和稳定性。
5、气体辅助注射成型使结构完整性和设计自由度提高。
6、极好的表面光洁度使人们不用担心结构发泡所带来的漩纹现象。
7、成型周期不到发泡成型的一半。
三、气体辅助成型的缺点1、这项技术相对来说比较新,比其他成型技术风险更大,投产过程比较长,而且所用模具与常规工艺相比还需要进行更多的修正。
2、评估零件费用不如普通注射成型和结构发泡成型那样直接,因为要考虑分期偿还许可证、气体装置和气体的费用。
3、准确的应力计算和有限元分析是很复杂的,因为气体通道的位置和相关截面只能靠估计。
4、透明的零件会看见气泡,这不符合审美要求。
5、带孔位置的壁面是与加工相关的,不能轻易被先确定。
四、气体辅助注射成型的设备气体辅助成型需要一个控制系统控制氮气使其从气体源传送到模具。
这个系统通常是一个相对独立的单元,它位于十分接近注塑机的地方。
该系统控制装置与注塑机相连接,而它们两者却独立运行。
该独立系统可以独立运用,且可以即插即用与任何种类的注塑机中,控制系统的关键元件从注塑机上获得信号,并且能提供必要的能源、水和压缩气体。