气体辅助注射成型技术 (1)
气体辅助注射成型技术
∈}‘ 采
出
■■■七]■■■■t]■■———●
{·)
蓄‘墨‘西—&
■■■臼c●■蒯匕=j一 (b)
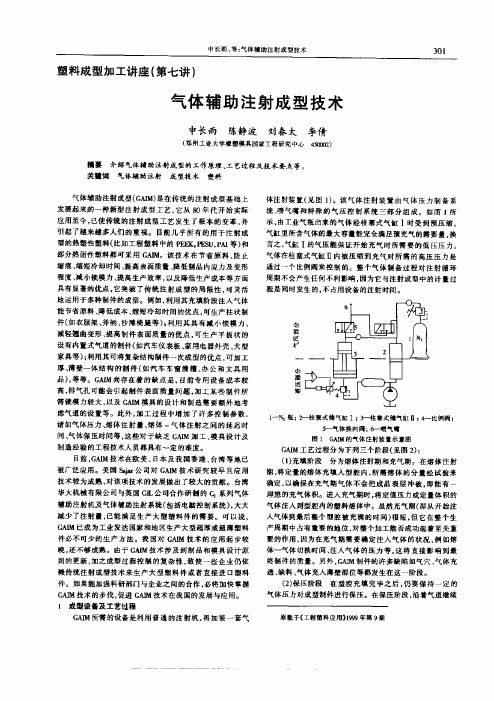
r一传境注射戚型的压力发展;b---GAIN的压力发展 圈3 CAIN与传统注射成型的压力发晨比较
从以上分析可以看出,在CAIN过程中.气体对型腔中 熔体流动行为的影响是显而易见的。不论是改变成型加工 的各种控制参数,迁是在模具设计中改变气道的设置.都会 影响到气体的填充状况,进而影响到最终制件的质量和性 能。由于成型过程中各种参数搭配不当等因素弓I起的制件 缺陷主要有下列几种:
GAIM所需的设备是利用普通的注射机,再加装一套气
体注射装置(见图1)。该气体注射装置由气体压力制备系 统、喷气嘴和特殊的气压控制系统三部分组成。如图1所 示,由工业气瓶出来的气体经柱塞式气缸1时受到预压缩, பைடு நூலகம்缸里所含气体的最大容量能完垒满足预充气的需要量.换 言之,气缸I的气压螗保证开始充气时所需要的低压压力。 气体在柱塞式气缸Ⅱ内被压缩到充气时所需的高压压力是 通过一个比例阀来控制的。整个气体镧备过程对注射循环 周期不会产生任何不利影响,因为它与注射成型中的计量过 程是同时发生的,不占用设备的注射时间。
气辅成型
穿透长度与气道形状的关系
Sha pe Fa c t or
0. 93
1. 045
1. 277
1. 2798
Pe net r a t i on
Bl ow Ra t i o
Moldflow Korea
Page 17
Gas Technology Application Examples
气体的手指现象
如果气道设计来 与聚合物熔体的 流动方向相交, 或气道与浇口太 近,可能产生手 指现象。 如果气道已定, 则提高压力来避 免手指现象
Moldflow Korea
Page 22
Gas Technology Application Examples
气体注射工艺条件要点(2)
6. 如果制件有许多孔,加气压力最大为3000psi 7. 如果制间没有孔,加气压力最大为5000 8 加气压力和延迟时间之间有密切的关系 9. 加气压力强烈地依赖于聚合物熔体的注射量
Moldflow Korea
Page 6
Gas Technology Application Examples
全球气辅市场
• > 15家气辅设备的主要生产厂商 家气辅设备的主要生产厂商
Cinpres Krauss Maffei Gain Technologies Mannesmann Billion Stork Hettinga Johnson Controls
气道设计注意事项
1. 气道尺寸为壁厚的2.5倍 2. 如果气道太大,容易产生缩痕 3. 如果气道太小,容易发生手指现象 4. 气道最好布置在角落 5. 气道设计必须保证平衡充模 6. 气道尺寸最好根据CAE分析结果设计 7. 气道的末端应有20~30mm的锥度 8. 加强筋可作为气道
气体辅助注射成型技术原理及应用

气体辅助注射成型技术原理及应用
气体辅助注射成型技术的应用
● 管状和棒状零件,如门把手、转椅支座、吊 钩、扶手、导轨、衣架等。这是因为,管状结 构设计使现存的厚截面适于产生气体管道,利 用气体的穿透作用形成中空,从而可消除表面 成型缺陷,节省材料并缩短成型周期。
气体辅助注射成型技术原理及应用
在进行模具设计之前,利用MoldFlow MPI 5.0对设计方案进行了模拟。 分析模型如图8所示,在该分析模型中确定了浇口及进气口位置。在模拟中, 设定预注射量为70%,熔体温度为230℃,注射时间为3s,延迟时间为1.5s, 气体压力为20MPa。
气体辅助注射成型技术原理及应用
● 可通过气体的穿透减轻制品重量,节省原材料 用量,并缩短成型周期,提高生产率。
● 该技术可适用于热塑性塑料、一般工程塑料及 其合金以及其他用于注射成型的材料。
气体辅助注射成型技术原理及应用
气体辅助注射成型技术的缺点是:
●需要增加供气和回收装置及气体压力控制单元, 从而增加了设备投资;对注射机的注射量和注射 压力的精度要求有所提高;制品中接触气体的表 面与贴紧模壁的表面会产生不同的光泽;制品质 量对工艺参数更加敏感,增加了对工艺控制的精 度要求。
气体辅助注射成型CAE分析的主要作用是:
1.分析产品的成型工艺性 2.评价模具的设计是否合理 3.优化成型工艺参数 4.预测制品可能出现的缺陷
气体辅助注射成型技术原理及应用
下面以成型把手为例,介绍气体辅助注射成型 CAE分析的过程。
如图7所示的把手材料为ABS,手柄位置壁厚为14mm。由于是外观件,对 其成型要求很高。
气体辅助注塑成型技术简介

气体辅助注塑成型技术简介气体辅助注塑成型技术简介类型:气体辅助注塑成型是欧美近期发展出来的一种先进的注塑工艺,它的工作流程是首先向模腔内进行树脂的欠料注射,然后利用精确的自动化控制系统,把经过高压压缩的氮气导入熔融物料当中,使塑件内部膨胀而造成中空,气体沿着阻力{TodayHot}最小方向流向制品的低压和高温区域。
当气体在制品中流动时,它通过置换熔融物料而掏空厚壁截面,这些置换出来的物料充填制品的其余部分。
当填充过程完成以后,由气体继续提供保压压力,解决物料冷却过程中体积收缩的问题。
气体辅助注塑成型优点为什么人们对于气体辅助注射成型的兴趣如此之大呢?其主要的原因在于这种方法出现时所许诺的种种优点。
成型者希望以低制造成本生产高质量的产品。
在不降低质量的前提下用现代注塑机和成型技术可以缩短生产周期。
通过使用气体辅助注射成型的方法,制品质量得到提高,而且降低了模具的成本。
使用气体辅助注射成型技术时,它的优点和费用的节约是非常显着的。
1、减少产品变形:低的注射压力使内应力降低,使翘曲变形降到最低;2、减少锁模压力:低的注射压力使合模力降低,可以使用小吨位机台;3、提高产品精度:低的残余应力同样提高了尺寸公差和产品的稳定性;4、减少塑胶原料:成品的肉厚部分是中空的,减少塑料最多可达40%;5、缩短成型周期:与实心制品相比成型周期缩短,不到发泡成型一半;6、提高设计自由:气体辅助注射成型使结构完整性和设计自由度提高;7、厚薄一次成型:对一些壁厚差异大的制品通过气辅技术可一次成型;8、提高模具寿命:降低模腔内压力,使模具损耗减少,提高工作寿命;9、降低模具成本:减少射入点,气道取代热流道从而使模具成本降低;10、消除凹陷缩水:沿筋板和根部气道增加了刚度,不必考虑缩痕问题。
第一阶段:按照一般的注塑成型工艺把一定量的熔融塑胶注射入模穴;第二阶段:在熔融塑胶尚未充满模腔之前,将高压氮气射入模穴的中央;第三阶段:高压气体推动制品中央尚未冷却的熔融塑胶,一直到模穴末端,最后{HotTag}填满模腔;第四阶段:塑胶件的中空部分继续保持高压,压力迫使塑料向外紧贴模具,直到冷却下来;第五阶段:塑料制品冷却定型后,排除制品内部的高压气体,然后开模取出制品。
气体辅助注射成型特点、方法与工艺过程
气体辅助注射成型与普通注射成型相比,多一 个气体注射阶段,
在原来注射成型的保压阶段,由压力相对低的 气体进行保压,成型后的制品中就有由气体形 成的中空部分。/
(1)塑料充模阶段:气辅注射时熔体只充满局部型 腔,其余部分靠气体补充。
⑵切换延迟阶段:塑料熔体注射结 束到气体注射开始时的时间。
3)对注射机的注射量和注射压力的精度有更 高的要求。
4)制品质量对模具温度和保压时间等工艺参 数更加敏感。 /
一类是厚壁、偏壁、管状制件, 如手柄、方向盘、衣架、马桶、座垫等制件; 另一类是大型平板制件, 如仪表盘、踏板、保险杠及桌面等。/
a.注射温度
熔体温度太高时,粘度太小,增加了气体进入 制品薄壁的可能性,会导致发生吹穿和薄壁穿 透现象;
有很大意义. /
6.9.6 气体辅助注射成型制品 和模具的设计特点
(a)壁厚 (b)厚薄壁之间的过渡 (c)加强筋 (d)凸台和角撑板 /
①沿气体通道部位的制件壁厚应较厚, ②一般只使用一个浇口,该浇口的设置应使
“欠料注射”的熔料可以均匀地充满模腔; ③由气体所推动的塑料必须将模腔充满;/
而RIM设备的关键则在于对原料的精确计量和高 效混合。/
(1)流量及混合比率要准确, (2)快速加热或冷却原料, (3)两组分应同时进入混合头,在混合头内能获
的穿透作用使多余出来的熔体流入副型腔 /
气辅之2.exe
⑶.熔体回流法 与副腔成型法类似, 气体注入时多余的熔体流回注射机的料筒。/
气辅之3.exe
⑷.活动型芯法
在模腔中设置活动型芯 气体推动熔体使活动型芯从型腔中退出,让
出所需的空间,/
气辅之4.exe
气辅注塑工艺介绍L&L

© Yanfeng Visteon Proprietary / All Rights Reserved
© Yanfeng Visteon Proprietary / All Rights Reserved
气辅注塑成型有三种方式:溢料注射工艺,缺料注塑工艺,满料 注射工艺,
我们金桥现在是使用的溢料注射工艺:将模腔全部注满,然后通 过注射气体挤压一些熔体到溢流腔。溢流腔用来控制芯部材料的 流动,从而实现芯部材料的均匀分布。
储料 Screw back
普通注塑
取件 Taking off
顶出 Ejecting
开模 Mold opening
© Yanfeng Visteon Proprietary / All Rights Reserved
气体辅助注塑成型技术 (Gas Assistant Injection Molding, GIM) 是指在注塑 工艺中,熔融塑料充填到型腔 适当的时候(90%~100%)注 入高压气体,推动融熔塑料继 续充填满型腔,使塑件内部膨 胀而形成中空,保持产品完整 表面,用气体保压来代替塑料 保压过程的一种新兴的注塑成 型技术。由于气体具有高效的 压力传递性,可使气道内部各 处的压力保持一致,因而可消 除内部应力,防止制品变形。
图1.9 气辅控制器参数画面
© Yanfeng Visteon Proprietary / All Rights Reserved
气辅注塑工艺介绍 及问题改善
© Yanfeng Visteon Proprietary / All Rights Reserved
一.气辅成型工艺的简单介绍气辅注塑
合模 Mold closing
注射 Injecting
保压 Holding
气体辅助成型技术

三.進氣嘴
1.根據進氣位置的不同可分為兩類: (1) 一類是特殊結構的注塑機噴嘴,氣體與熔體都通過
這個噴嘴進行注射. (2) 另一類是有獨特氣體通道的專用氣嘴.
2.進氣嘴結構
進氣嘴結構可分為彈簧復位型和間隙出氣型兩類.
5. 技術關鍵
1. 模具及制品設計
* 氣體入口位置及氣道設計是氣輔注射成型模具和制品設計的關鍵. 入口位置設計時應注意:入口位置應盡可能靠近澆口部位,不能形成 氣體環流狀態;注氣口注入氣體流動方向應與樹脂流動方向一致.
(2) 轉換時間 當注射結束時,合理選擇氣體的轉換時間,可以避免流動前沿停止流 動和在制件表面出現可見的滯留痕或形不成氣道.因為注入氣體過 早,熔體外表無充分冷卻,氣體易穿破熔體;過晚,熔體冷卻,氣體不 能形成氣道或在制件表面形成滯流痕.
(3) 氣體壓力 注氣開始時較高的壓力和以后稍低的壓力為氣體通道成型和定型所需.
1.壓力生成設備. 它必須保證注氣系統可得到高壓氣體.一般使用氮氣,氮氣提供方式 有三種:瓶裝氮氣,液體氮氣和氮氣發生器.氣體壓力一般為5~32MPa, 最高可達100MPa.
2.氣體注射控制單元 新工藝參數:氣體起射時間,氣體注射延遲時間,氣體注射壓力或流 量,氣體射入時間. 其中氣體起射時間由螺杆位置觸發. 所有工藝參數中,氣體充填,保壓過程中氣體壓力控制的精度對產品 質量的影響最大.
* 連續壓力產生法 利用專門壓縮裝置來產生高壓氣體,包括壓縮機和儲壓罐,壓縮機的運 轉保證了儲壓罐的壓力恆定,壓力一般為30MPa .
優點: 1. 壓力分布可以用壓力控制裝置來自由選擇. 2. 具有不同壓力需求的幾個註射點或幾台氣體輔助注 射成型機可用同一套注氣系統.
二.注氣系統
注氣系統包括壓力生成設備用氣體注射控制單元.
气体辅助注塑工艺简介

气体辅助注塑工艺简介1.气体辅助注塑目前所指的气体辅助注塑:是指将氮气注射入产品内,使产品内部形成中空。
模具打开前,控制器会将塑胶工件内的氮气释放回大气中。
2.气辅注塑成形工艺的优势1)低射胶、低锁模力;2)压力分布均匀、收缩均匀、残余应力低、不易翘曲,尺寸稳定;3)消除凹陷,型面再现性高;4)省塑料,可用强度及价格更低的塑料;5)可用强度和价格更低的模具金属;6)厚薄件一体成型,减少模具及装配线数目;7)可用较厚的筋,角板等补强件,提高制品刚性,使得制件公称厚度得以变薄。
8)增强设计自由度。
3.气辅射胶控制工艺1)短射工艺,即胶料未完全充满型腔时,继之以氮气注射;2)满射工艺,塑胶熔体充满型腔之后,停止注射,继之以氮气注射。
短射工艺的特点:在气辅注塑中,塑胶注射取决于胶件形状及胶料性能,在以下条件才可进行短射。
1)胶件必须有独立完整的气体通道,即气流在穿透胶件时,无分支气道可走。
2)气体通道中多余胶料有足够的溢流空间。
3)胶料流动性优良,粘度不可太低,尽量避免使用含破坏高分子键的填充物的胶料。
4)胶料导热度较低,有可较长时间保持熔融状态的能力。
满射工艺特点:胶件射胶完成,通过气体代替啤机,防止胶件收缩。
其优点在于,啤机保压是以射胶量及压力来防止胶件收缩,气辅保压,则以气体穿透塑胶收缩后的空间,防止胶件表层埸陷。
4.气辅压力分析:现我们看以下气辅压力与啤机压力的对比:1)气辅压力a)低气压800psi=56.34kg/cm2b)中气压1500psi=105.63 kg/cm2c)高气压2500psi=176.06kg/cm22)啤机压力a)100 TON注塑最大压力188Mpa=1917 kg/cm2b)280 TON注塑最大压力150Mpa=1530 kg/cm2c)650TON注塑最大压力153Mpa=1560 kg/cm2从以上压力对比可知,氮气压力只相当于普通啤机注塑压力的十分之一,甚至更少。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1992~2000年
1997年表面气辅注射工艺初次面市 气辅技术最早应用在欧洲,90年代,其潜在的优点得到北美 市场关注,亚洲的日本,韩国也相继采用。该技术进入中国的时
间并不太长,从无人知晓到被业内普遍认知和接受仅用了5至6
年。 随着该工艺的发展,其应用领域不断拓宽。如:汽车部件系 列产品:从手把到保险杠,内外装饰件,外栅格和罩盖等;家用 电器制品;冰箱、空调、电视机、显示器等外壳;小型制品:薄壁 无筋的手机、PDA(个人数码助理)、手提电脑外壳;以及日常用 品和玩具等均可采用。
为有效,在此特别提醒有志于气辅成型技术的相关厂商,切勿图
一时之利,走上“仿造”之路。香港气体辅助注塑有限公司是新普
雷斯气体辅助注塑有限公司在中国地区的总经销,所售英国
6应用实例 (1)电视机外壳。 未使用气辅工艺前,为防止筋板及装配栅格缩痕,满足筋
CGI气辅设备在全球多个国家拥有超过20多项自己的气辅注 塑技术专利权,已在我国康佳、长虹、科龙、创维、美的、海信、华 强三洋等诸多企业广为使用,有意者不妨前去了解。
80
0 3 O
会产生气孔,可解决内部气辅注射所常见的与工艺有关的模糊 纹、渗透等缺陷,特别适合表面光洁度要求很高且薄壁的小部
件,如手机外壳、个人数字助理(PDA)外壳等。
1850t 100s 138s 38509
1600t 68s 105s 34389
5气体成型技术设备配置 气辅装置由氮气发生器、增压器、气辅控制器及高、低压储 气缸组成。 氮气发生器的功能是将氮气从取之不尽的空气中分离出
成压力梯度,产生应力。制品脱模后,因失去模壁的平衡束缚,
微观的应变导致宏观的翘曲变形,该效应在制件二次加工或装 饰时更加明显。采用气辅技术后,所需注射压力较低,而且填充 的气压在制品内部形成等压面,降低了制品内部的应力;制品 在冷却时,内部气压保持定值,翘曲变形进一步减低。 (5)可提高制品的强度与刚度。 采用气辅技术注塑壁厚差异较大的制品,不仅可避免制品
注塑周期 重量
1.平面与筋板接合处严重缩 水,经喷漆后,缩水痕迹更 表面质量 加明显。 2.薄板表面严重变形,是不 规则的S形。
1_夕h表平滑,加强机械强度, 没有缩痕。 2.整体不变形,薄板表面是 一圆滑的弧面。
来,并储存于低压氮气缸中。氮气发生器可从通过的7Bar压缩
空气中采用两组碳分子筛交替工作,分离出纯度达99.9%的氮
脱模期:随着冷却周期完成,模具内气体压力降至大气压
力,成品由模腔内顶出。
外壳壁厚一般2.5~2.8mm即可满足强度要求,外壳质量提高,
锁模力大幅下降,生产34寸电视机外壳使用850t的注射机就 可以了(未使用气辅工艺前,锁模力为1300t。)
4两种气体辅助注射成型方法:内部气辅注射成型和表面气 辅注射成型 (1)内部气辅注射成型。 根据进气位置可分为气针进气和喷嘴进气。气针进气是在 同一模具上,根据产品的需要,采用一个或多个进气位置,灵活 性大,这对于多型腔或较复杂的模具非常适用,并且只需通过简
3气体辅助注射成型的过程 气体辅助注射,是把高压氮气经控制器直接注入模腔的熔 胶中,由氮气推动熔胶充实到模具的型腔壁,并从制品内部进 行保压。气辅技术有压力控制法和体积控制法,因压力控制易 于实现得到了广泛应用。 气体辅助注射过程可分为注射期、充气期、气体保压期和 脱模期。 注射期:以定量塑化塑料充人模腔内,所需塑料份量的多 少与制品结构及所用的材料的热熔体强度有关。一般通过实验 得出,以保证充氮期间,气体不会把成品的表面吹破,并能有一 个理想的充氮体积。通常要求使用气辅工艺的注射机注射压力
用气辅技术,气体从制品内部膨胀,使制品表面重现模具型腔
万 方数据
波动相对稳定,注射量的精度误差不大于±0.5%。
《模具制造》2002.No.7总第12期
59
充气期:气辅控制器得到注射机射胶信号后,经过延迟进
板厚为机壳厚度的t/3要求,传统的电视机外壳设计时,只能
入充气期。高压氮气充入熔胶内部推动熔胶形成中空。
际公约一一巴黎公约的多种保护,包括:生产、使用、进口该技术
的相关设备及使用该技术进行产品生产等。我国是巴黎公约成
的。控制器分为单气路,双气路及四气路,各气路在注入时间、
注入压力上可单独控制。世界上较为先进的控制器都采用了微 型处理器,全闭环控制及无级变压技术。
员国,拥有完善的专利法规,入世后对知识产权的保护力度将更
注射机型
东芝1850t
气辅品牌:CGI 型号:PPC FX-1 GPS 7—15
时间 压力 射
35s(含保压时问)
66%
10s 65%
段数 速度 压力 胶 保压 段数 压力 锁模 冷却时间
4
3 68 2 60
2 75 1 70
l
段数 压力 段数 压力
4
3 60 2 O
2 65 1 20
l 75
58 3 O
58
《模具制造》2002.No.7总第12期
气体辅助注射成型技术
1气辅技术发展史 气体辅助注射成型技术是80年代在结构发泡成型工艺基 础上发展起来的,是塑料注射成型工艺技术中的一项革命。 气辅技术从开发至今20年问得到了长足的发展。 1983年新普雷斯公司开发了气体辅助注射成型工艺, 并获得专利 1990年 气辅工艺开始使用MOLDFLOW软件。 分段压力控制及无级变压技术应用于该工艺 壁面质量。对含有加强筋造成壁厚不均,导致表面缩痕的制品 使用气辅技术后,氮气掏空筋板与表面相交处,制品壁厚相对 均匀、收缩一致,完全消除了缩痕。 (4)可消除制品成型应力和翘曲。 普通注射成型需要很高的注射压力,才能使熔胶填满模 腔,熔胶在流动中要克服阻力,因而在浇口至熔胶流动末端形
气体保压期:当氮气推动熔胶充实到模腔的各壁面成品的 缩痕和翘曲。
增加机壳壁厚,达到4mm;或者采用拼接设计,将装配栅格与机
壳分别注塑后再组装起来。采用气辅技术后,可实现一体成型, 并且设置气道,即改善了熔融塑料的填充状态,气道截面的二 次惯性矩也增强了机壳的强度与刚度。现在使用气辅的电视机
万 方数据
气体辅助注射成型技术
刊名: 英文刊名: 年,卷(期): 模具制造 DIE & MOULD MANUFACTURE 2002(7)
本文链接:/Periodical_mjzz200207026.aspx
气,制品的浇口和进气口合二为一,注件内塑料分子的方向排列 表1
注射工艺
气体辅助注射成型与传统注射成型的比较表
传统注塑 气辅注塑 东芝1600t
及熔胶在模腔的流程长度都不会改变,对模具温度的控制也没
有特殊要求。 (2)表面气辅注射成型。 模腔最初充满塑料熔体,然后将氮气注入到模壁和制品的 非外观面之间,以推动熔体充满制品模壁,保证制品外观面质 量。该技术由日本旭化成公司开发,新普雷斯气体辅助注射有 限公司持有该工艺不同版本的8项专利。表面气辅注射成型不
应力缺陷,还可在不增加制品重量的情况下,通过气道设计增
加制品截面的惯性矩,进而增强制品的强度和刚度。
(6)拓展了塑件结构和模具设计思路。
使用气辅技术,塑件结构工程师不再受壁厚差异限制而将
一个零件分成几个零件来组装设计,可实现一模成型。模具设
计时,可将分流道设计在制品内部,即可充当气道使用,还可改
2气辅技术的应用特性 气体辅助注射成型技术应用以前所未有的速度得到发展 善制品的填充状态。对一些特殊结构件如多转角管道,当机械 抽芯无法实现时,可采用气辅抽芯。 总之,采用气辅技术,可减轻制品重量,节约塑胶原料,节 省率高达40%;降低注塑压力及锁模力;缩短成形周期;消除产 品表面缩痕和制品翘曲变形;简化产品的繁复设计,从而降低 产品成本,提高产品质量。
气。
增压器将低压储存缸中的氮气增压为可工作的高压氮气, 并储存于高压氮气缸中。一般电动高压增压机可将氮气压力增 至360Bar;气动增压机更增至700Bar。 气辅控制器是用来控制通往模具的氮气在不同时段压力 编者按:气体辅助注射成型技术是注塑领域新兴实用技术, 是注射成型工艺的一场革命,同时又是专利技术,受知识产权国
(2)空调导风板。 该产品长770mm,壁厚仅为2.8mm,属薄壁细长产品,传统 注射成型时,由于从浇口到料流末端压力梯度很大,产生应力。
出模后,产品变形严重,翘曲超过5mm以上。使用气辅注射后,
基本消除应力,翘曲小于0.5mm以上。 (3)汽车保险杆。见表1,塑胶材料,PP。
单加工,就可把气针作为一般镶件安排在模具中。采用喷嘴进
与其自身工艺的特性有关。该工艺:
(1)可保证壁厚差异较大制品的成型质量。 普通塑胶制品的设计准则之一是:制品壁厚相对均匀。采用 气辅技术将氮气注入制品内部,使厚壁处形成中空,从另一角度 满足了塑胶制品的设计原则,进而满足壁厚差异较大制品的成 型质量。 (2)可降低注射压力和锁模力。 气辅技术一般采用“缺料”注射填充型腔。气辅控制器得到 注射机提供的射胶信号,经过延迟,将氮气充入熔胶内部推动 熔胶向型腔各壁面填充,因此所需注射压力较低,仅为普通注 射压力的50%~75%,相应成型同样投影面积制品的锁模力也 只需50%~75%。 (3)可消除缩痕,提高制品表面质量。 普通注塑成型工艺是将熔胶注满模腔后,采用保压向模腔 内补充熔胶来防止制品整体收缩的,如果在浇口封闭之前,收 缩部分得不到补偿,将无法保证制品表面质量及尺寸精度。采