带表卡规测量范围
安度带表卡尺

安度带表卡尺概述:卡尺是一种测量长度、内外径、深度的量具。
一般分为分别是内测量爪和外测量爪,内测量爪通常用来测量内径,外测量爪通常用来测量长度和外径。
带表卡尺。
以精密齿条、齿轮的齿距作为已知长度,以带有相应分度的指示表作为放大、细分和指示部分的大形手携式长度测量工具。
带表卡尺能解决游标卡尺的读数误差问题。
常见的最小读数值有0.01mm和0.02mm两种。
主要特点全新表盘移动设计,可实现极平稳地滑行并具有高性地防震保护功能可滑行表面镀钛,经久耐用(不包括0-300mm和0-12"型),经过100.000次滑行试验,无磨损现象可测量外径、内径、深度和阶差滑块上装有锁紧螺钉特殊型号带有硬质合金头外径、内径量爪特殊用途:尖爪型,不规则未知的尺寸测量偏置型,不等高区域位置尺寸的测量深度型,深度测量薄片型,宰槽直径测量带表卡尺的精度:一般来说,游标上有n个等分刻度,它们的总长度与尺身上(n-1)个等分刻度的总长度相等,若游标上最小刻度长为x,主尺上最小刻度长为y则 nx=(n-1)y,x=y-(y/n)主尺和游标的最小刻度之差为Δx=y-x=y/ny/n叫游标卡尺的精度,它决定读数结果的位数。
由公式可以看出,提高游标卡尺的测量精度在于增加游标上的刻度数或减小主尺上的最小刻度值。
一般情况下y为1毫米,n取10、20、50其对应的精度为0.1,0.05毫米、0.02毫米。
精度为0.02毫米的机械式游标卡尺由于受到本身结构精度和人的眼睛对两条刻线对准程度分辨力的限制,其精度不能再提高。
带表卡尺的型号:076987930448公制型测量范围货号表盘分度值表盘分度值精度备注(测量范围/周)0-100mm505-6800.01mm1mm±0.015mm带有深度杆,灰0-150mm505-6830.02mm2mm±0.03mm带有深度杆,银505-6710.02mm2mm±0.03mm带有深度杆,灰505-707*0.02mm2mm±0.03mm带有深度杆,灰505-711**0.02mm2mm±0.03mm带有深度杆,灰505-6850.01mm1mm±0.02mm带有深度杆,银505-6810.01mm1mm±0.02mm带有深度杆,灰0-200mm505-6840.02mm2mm±0.03mm带有深度杆,银505-6720.02mm2mm±0.03mm带有深度杆,灰505-6860.01mm1mm±0.03mm带有深度杆,银505-6820.01mm1mm±0.03mm带有深度杆,灰0-300mm505-6730.02mm2mm±0.04mm带有深度杆,灰英制型测量范围货号表盘分度值表盘读数值精度备注(测量范围/周)0-4"505-674.001".1"±.001"带有深度干,灰0-6"505-689.001".1"±.001"带有深度杆,银505-675.001".1"±.001"带有深度杆,灰505-708*.001".1"±.001"带有深度杆,灰505-712**.001".1"±.001"带有深度杆,灰0-8"505-690.001".1"±.002"带有深度杆,银505-676.001".1"±.002"带有深度杆,灰505-709*.001".1"±.002"带有深度杆,灰505-713**.001".1"±.002"带有深度杆,灰0-12"505-720.001".2"±.002"带有深度杆,灰505-677.001".1"±.002"带有深度杆,银505-721*.001".2"±.002"带有深度杆,灰505-710*.001".1"±.002"带有深度杆,银505-714**.001".1"±.002"带有深度杆,银带表卡尺的维护:1、运行检查在每天使用之前,要先检查游标卡尺的零刻度是否对齐,刻度是否清晰可见,挪动是否顺畅,是则该卡尺可正常使用,否则需将该卡尺进行维修或更换新的计量有效的卡尺,并按运行检查规定中的仪器失效处理方法进行。
如何校验带表卡规

如何校验带表卡规带表卡规是利用杠杆传动机构将量爪测头的相对位移转变为指示表(指针式和数显式)示值的一种计量器具,可以测量内径、外径、内沟槽、板厚、壁厚和管厚尺寸。
按其结构及用途分为带表外卡规和带表内卡规两种。
佛山世通仪器校验在使用中发现依据腰1253—20lO《带表卡规校验规范》校验,完全符合产品技术标准的要求的带表卡规,对某产品同一尺寸进行测量时,测量结果相差很大。
佛山世通仪器校准认为是由于卡规两量爪间隙(垂直于指示表方向)引起。
1原因分析在校验带表卡规时,JJl?1253—2010《带表卡规校验规范》规定的校验项目有:量爪测头测量面的表面粗糙度、测量力和测量力变化、工作行程、示值变动性、示值误差。
其中量爪测头测量面的表面粗糙度误差会对测量结果有影响,但表面粗糙度误差属于微观误差,对测量结果不会影响很大;示值误差校验是用3级(或5等)量块与量块内测量附件组成的内尺寸进行测量,由于量块与量块内测量附件组成的内尺寸是由两平行平面组成,带表卡规量爪测量头的球面质量与两量爪之间的间隙对校验结果影响较小,因此在校验时不能发现示值误差,而在现场用带表卡规测量内径或外径时,由于是弧形测量面,带表卡规量爪测量头的球面质量与两量爪之间的间隙对测量结果影响很大。
而砸1253—20lO《带表卡规校验规范》并未把带表卡规量爪测量头的球面质量与两量爪之间的间隙做为校验项目,这恰是造成现场测量时,测量结果相差很大的原因。
2计算以内径卡规为例,使用内径卡规直接测量圆的内径,如图1所示。
如果内径卡规量爪测量头质量完好、两量爪之间间隙小到可以忽略的理想状态,测量结果应该是理想的直式中:jI一测量头直径,由说明书可知为3nⅡn;c一量爪之问的间隙,约为O.4Ⅱ瑚。
可见,在测量圆直径时,由于内径卡规量爪测量头的缺陷及两量爪之问的间隙,可能带来0.045眦·的误差。
3结束语由分析表明,即使是严格按照J口1253—2010《带表卡规校验规范》要求校验的带表卡规,在使用时也会带来较大的误差,足以使检验人员对产品质量做出错误判断。
带表管壁厚度卡规安全操作及保养规程

带表管壁厚度卡规安全操作及保养规程随着现代工业的不断发展,带表管壁厚度卡规已逐渐成为生产过程中不可或缺的一种工具。
然而,在实际生产过程中,由于操作不规范和缺乏有效保养,带表管壁厚度卡规的安全问题也逐渐浮现。
故本文将为大家详细介绍如何安全操作和有效保养带表管壁厚度卡规。
一、带表管壁厚度卡规的操作步骤1. 环境准备在使用带表管壁厚度卡规之前,首先要确保工作环境干净整洁,并且不受外部因素的干扰,例如强光、震动、风等。
2. 选用合适的卡规根据所需测量物体的形状和尺寸,选择合适的带表管壁厚度卡规。
在选用之前,应首先检查卡规的规格,是否满足测量要求。
3. 调整卡规将带表管壁厚度卡规放在合适的位置后,通过调节卡规的两个支臂,让其与被测量物体贴合。
接着,拉动卡规的手柄,使卡规的指针插入测量物体的壁面。
4. 读取和记录数值当卡规放置到正确位置后,读取卡规上的数值,并将其记录下来。
同时,还需要注意将数字设置回到零点。
5. 清洗和存储在完成测量后,需要将带表管壁厚度卡规清洗干净,防止出现腐蚀,并储存在干燥的地方。
二、带表管壁厚度卡规的保养方法1. 定期保养在每次使用完带表管壁厚度卡规后,都需要进行清洗和消毒。
另外,在长时间不使用卡规时,还应进行定期加油保养,并且在存储时应贮存在干燥的环境中。
2. 防止磨损由于测量过程中涉及到摩擦、磨损等因素,带表管壁厚度卡规很容易出现磨损和变形。
因此,在使用过程中要特别注意卡规的保护,尽量避免与硬物接触。
3. 检查和校准每隔一定时间,需要检查带表管壁厚度卡规的精度,并根据需要进行校准。
同时,在使用过程中,如发现卡规精度降低或出现其他问题,也应及时进行处理。
三、安全操作带表管壁厚度卡规的注意事项1. 防止误操作在使用带表管壁厚度卡规时,要小心谨慎,避免误操作造成不良后果。
如测量时,一定要确保卡规的指针能够插入测量物体的壁面,并且位置正确。
2. 避免卡规过度拉伸当检测带表管壁厚度卡规时,应注意不要过度拉伸卡规支臂,以免损坏或破坏卡规的结构。
量具分类
刀口形直尺、平尺、方箱、条式水平仪、框式水平仪
2
平板
注:平台应书写为平板,0级、1级、2级平板均可作为检验和测量平板使用,无需在作业指导书上标注级别,只标注检验平板,3级以下平板不能作为检验和测量平板使用。若在作业指导书上标注0级平板,平板经质量部计量理化实验室检定后为1级平板或2级平板,那就会造成测量过程与设计不相符。
序号
测量设备名称
分度值
测量范围
1
指示表
(包括百分表、千分表)
0.01
0~3、0~5、0~10、
0.001
0~1、0~3、0~5
2
数显指示表
(包括数显百分表、数显千分表)
0.01
0~5、0~10
0.001
0~1
3
内径表
(包括内径百分表、内径千分表)
0.01
6~10、10~18、18~35、35~50、50~100、50~160、100~160、160~250、250~450
0.0001~0.001
0~1000
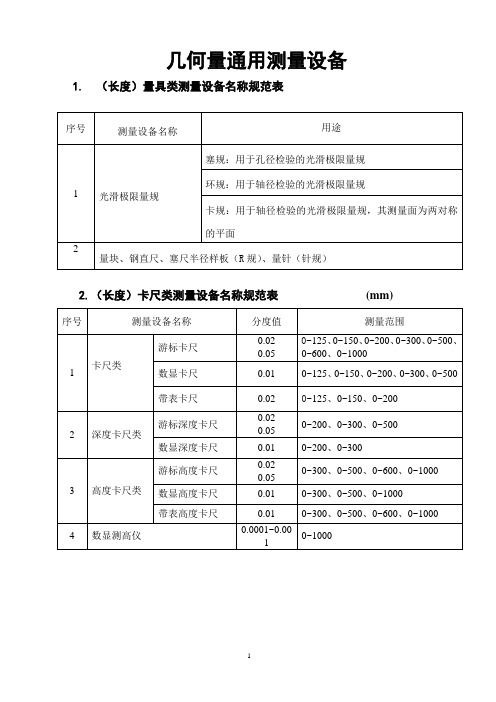
3 .(长度)千分尺类测量设备名称规范表(mm)
序号
测量设备名称
分度值
测量范围
1
千分尺
0.01
0~25、25~50、50~75、75~100、100~125、125~150、150~175、175~200、200~225、225~250、250~300、300~400、400~500、500~600、600~700、700~800
0.05
0~200、0~300、0~500
数显深度卡尺
0.01
0~200、0~300
3
高度卡尺类
游标高度卡尺
0.02
0.05
可调带表式点接触浅孔测量卡规

h 亡====
D2 = + ^
用 可调 带表 式 点接触 浅孔 测量 卡规 对加 工零 件
进 行测量 ,尺 寸精 度控 制在 ±0 . 0 0 2 ml T l ,可 以达 到 加 工要求 ,取消 了辅 助零 件和 钳钻 加工 工序 ,大 大
图 3 端面平 面度对测 量的影响
地 降低 了生 产成 本 , 提 高 了产 品质量 和 劳动 生产 率 , 为 企业节 约 了成本 。 目前 ,可 调 带表式 点接 触浅 孔
时 应 以 零 件 的 端 面 为 基 准 ,并 保 证 端 面 的 平 面
一
此零件 为 上海 机床 厂有 限公司产 品中 的常用零 件 ,如 图 5 所示 。零件的加工批量较大,在加工时,每 个零 件 需要 增加 一个 辅助 零件 进行 组合 。在 一个
零件加工完毕后 ,辅助零件就要报废 ,造成了不必
要 的浪 费 ,经济 成本 很 高 。在工 艺制 定 中增加 了钳 钻 工序 (  ̄ H - r - 3 - M5工 艺螺 孔) ,延长 了加 工周 期 。
度 。 当 基 准 端 面 存 在 落 差 h 时 ,测 量 结 果 会 大 于 实 际孔 的尺 寸 ,带 来 的误 差 为 D— d ,如 图 3所
0 . 0 1 ~0 . 0 2 mm。在 进 行 重 复 测 量 时 ,由于 间隙 的 存 在 会使 摆 动块产 生轴 向窜动 ,带 来误 差 ,如 图 4
为 某 公 司 加 工 连 轴 器 零 件 (内 孔
 ̄ ' 4 0 0 H 6( + 0 . 0 3 8 0 ) 、深 6 mm) 如 图 6所 示 。磨削 加
测量 卡规 已在对相 似 零件 的测 量 中得到 了广 泛 的应
工业化信息化部公告2012年第20号——关于批准《无气喷涂机》等464项行业标准的公告

工业化信息化部公告2012年第20号——关于批准《无气喷涂机》等464项行业标准的公告文章属性•【制定机关】工业和信息化部•【公布日期】•【文号】工业化信息化部公告2012年第20号•【施行日期】•【效力等级】部门规范性文件•【时效性】现行有效•【主题分类】标准化正文工业化信息化部公告(2012年第20号)工业和信息化部批准《无气喷涂机》等464项行业标准(标准编号、名称、主要内容及起始实施日期见附件1),其中:机械行业标准170项、轻工行业标准105项、纺织行业标准47项、冶金行业标准23项、有色行业标准30项、化工行业标准38项、石化行业标准5项、建材行业标准2项、制药装备行业标准13项、包装行业标准1项、黄金行业标准2项、船舶行业标准6项、民爆行业标准13项、电子行业标准4项、通信行业标准5项;批准《变形铝合金3003光谱标准样品》等6项有色行业标准样品(标准样品目录、成分含量见附件2);批准JB/T 3300-2010《平衡重式叉车整机试验方法》1项机械行业标准修改单(见附件3),现予以公告。
以上6项有色行业标准样品及1项机械行业标准修改单自公布之日起实施。
以上机械行业标准由机械工业出版社出版,纺织、有色、黄金行业标准由中国标准出版社出版,轻工行业标准由中国轻工业出版社出版,冶金行业标准由冶金工业出版社出版,化工行业产品标准由化工出版社出版,石化行业标准由中国石化出版社出版,建材行业标准由建材工业出版社出版,化工行业工程建设标准、包装行业标准及制药装备行业标准由中国计划出版社出版,船舶行业标准由中国船舶工业综合技术经济研究院组织出版,民爆行业标准由中国兵器标准化所组织出版,电子行业标准由工业和信息化部电子工业标准化研究院组织出版,通信行业标准由人民邮电出版社出版。
附件:1. 464项机械、轻工、纺织、冶金、有色、化工、石化、建材、制药装备、包装、黄金、船舶、民爆、电子、通信行业标准编号2. 6项有色行业标准样品目录、6项有色行业标准样品成分含量表3. 1项机械行业标准修改通知单附件1:464项机械、轻工、纺织、冶金、有色、化工、石化、建材、制药装备、包装、黄金、。
仪器操作指引-带表卡规

1、带表卡规 带表卡规是一种实用性较强的专用精密量具,可用于测量内外径、深孔沟槽直径、板厚等尺 寸及其偏差,检测直观,使用方便,是一般通用型量具所无法替代检测工具。
带表内卡规
2、规格参数
带表外卡规 单位:mm
带 表 内 卡 规
测量范围 15-35 35-55 55-75 75-95 95-115 115-135 135-155 0-20 20-40 40-60 60-80 80-100 100-120
分度值 0.01 0.01 0.01 0.01 .01 0.01 0.01 0.01 0.01 0.01 0.01 0.01 0.01
测量深度 50 80 80 100 140 140 180 60 60 60 50 50 60
测头尺寸 ¢3*3 ¢3*6 ¢3*8 ¢3*8 ¢3*10 ¢3*10 ¢3*10 ¢3*6 ¢3*8 ¢3*8 ¢3*8 ¢3*8 ¢3*8
带 表 外 卡 规 3、示值误差的检验
带表内卡规的示值误差是用外径千分尺或 3 级量块与量块夹子组成的内尺寸进行检验;带表 外卡规的示值误差是用 3 级量块组成的外尺寸进行检验。
该项检验至少在测量范围内均布四个位置上进行。 4、精度 分 度 示 值 变 动 示 值 误 测 5、使用与保养 1、根据工件的被测尺寸,选用相应规格的带表卡规,用外径千分尺、环规或量块附件校正零 位。 2、测量时,应将带表卡规两测头端放入工件被测部位,找出指针的转折点,读出偏离零位的 读数值,即为被测尺寸的偏差值。 3、指示表在规体上的位置已按最佳位置固定,绝不允许破坏原位置或拆卸指示表。 4、使用中请注意保持测头测量面的清洁,以免产生测量误差或影像正常使用。 值 性 差 力 0.01mm 0.01mm ≤0.04mm 2--4N
常用测量设备最大允许误差表

常用测量设备最大允许误差表
目录
一.常用长度类测量设备最大允许误差表
1.游标类
2.微分类
3.表类
3.1表类测量设备最大允许误差值的选用方法
4.仪器类
5.实物量具
二.常用力学类测量设备允许误差表
三.常用电学类测量设备最大允许误差表
四.常用热工类测量设备最大误差表
五.温度计最大允许误差表
六.烟气分析仪最大允许误差表
七.常用理化测量设备最大允许误差表
1.设备仪器类
2.常用玻璃量具最大允许误差表
一.常用长度类测量设备最大允许误差表
1.游标类单位:mm
1 / 191 / 19
2
2 / 192 / 19
4 / 194 / 19
4.仪器类
5 / 195 / 19
5
6 / 196 / 19
7 / 197 / 19
二.常用力学类测量设备允许误差表
8 / 198 / 19
9 / 199 / 19
10 / 1910 / 19
七、常用理化测量设备最大允许误差表
1.设备仪器类
2
备注:
1.数据来源于检定规程、校准规范中的最大允许误差、综合误差、基本误差或相关资料给定的相当于3
σ的误差或说明书中给定的指标值;
2.检定规程或校准规范更新后,最大允许误差值可能发生变化。