注塑部快速换模图解
注塑精益换型案例(DMAIC思路)

Step 3-缩短内换型时间
快速拧紧固定急速( Quick tool attachments: “One motion” & “one turn” methods ):使用以 下换型拧紧技术技术可以帮助提高换型效率
SPRING STOP CAM
Fasten
PEAR-SHAPED TOOLING
-2-
企业实施SMED之收益
灵活生产,满足多样化需求; 不需额外的库存即可满足客户要求; 快速交付多品种的产品; 优良品质减少调整过程中可能的错误; 高效生产缩短切换的停车时间意味着更高 的生产效率,即OEE提高。
-3-
传统的切换过程
30% 准备清理工作
准备部件和工具,并检查其状况
移走部件和工具,并进行清理
- 28 -
注塑机 快速换型案例 DMAIC
- 29 -
项目概述
Define(定义)
Measure(测量) Analyze(分析) Improve(改进) Control(控制)
项目概况
项目名称:缩短注塑机换型时间 部门:CCC厂 流程:收到订单准备材料上模调试首件确认
生产
问题描述
CTQ(关键质量特性):单次换型时间 缺陷/问题:换型时间长,响应慢 项目指标:平均单次换型时间; 问题陈述:
使用组合工具箱或车 可以集中摆放工具、夹具、拧紧工 具等 可以集中放置模具的组成部件 也可以摆放原材料
- 27 -Step 5-持改进Average Time per Changeover
70 60 50
Why?
Track the Changeover Time
40
Minutes
GOAL = 10 MIN.
EAS快速换模系统

组 合 快 速 接 头 用
液 压 夹 具 和 手 动
辅助设备——快速换模系统 辅助设备
800T注塑机的范例
年产量 交货量 循环时间 注塑机侧投入 模具侧投入
使用快速换模前的换模时间 使用快速换模后的换模时间
250.000 5.200 30 sec 秒 40.000 € 2.000 € 4,0 h 0,25 h
自动组合快速接头
接头
管 道 杂 乱 的 例 子
辅助设备——快速换模系统 辅助设备
您认识到这样的杂乱吗? 您认识到这样的杂乱吗?
辅助设备——快速换模系统 辅助设备
我们可以做到这样! 我们可以做到这样!
辅助设备——快速换模系统 辅助设备
水平换模
辅助设备——快速换模系统 辅助设备
于 水 平 换 模
辅助设备——快速换模系统 辅助设备
2000T注塑机的范例
年产量 交货量 循环时间 注塑机侧投入 模具侧投入
使用快速换模前的换模时间 使用快速换模后的换模时间
345.000 1.200 48 sec 秒 60.000 € 2.000 € 8,0 h 0,25 h
效果:降低13.7%的制造成本
辅助设备——快速换模系统 辅助设备
一模35T的换模台
辅助设备——快速换模系统 辅助设备
模 各 40T 的 换 模 台
两 台 注 塑 机 之 间 两
辅助设备——快速换模系统 辅助设备
气 垫 换 模 车
一 模 25T 25T 电 动
辅助设备——快速换模系统 辅助设备
5T模具用检测装置
辅助设备——快速换模系统 辅助设备
25T模具用检测装置
效果:降低12.2%的制造成本
辅助设备——快速换模系统 辅助设备
快速换模(注塑行业)

快速换模(注塑行业)
快速换模作业指导书
一.换模人数
每台注塑机两人
二.换模前准备
1.提取模具
2.检查模具状态,加注润滑油将水管油管安装到位。
将检修好的模具拉到注塑机旁。
3.将原材料准备好,需要干燥的料事先干燥好,包括洗车料。
4.A人开天车,B人将换模工具车(吊环.码模夹.钢丝绳.油管.水管.水嘴.防锈剂.生料带.温控仪等物品准备好。
三.卸模
1.A人将行车开至注塑机模具上方,B人清理模具型腔涂防锈油
2.A人把模具使用慢速合模到位停机打开按前门。
A人开天车B人装吊环将钢丝绳与吊环连接到位。
3.一人一边拆码模夹拆水嘴
4.拆完后A人启动注塑机使用慢速开模B 人开天车将模具吊出注塑机。
四.装模
1.A人开天车将模具吊到注塑机上,B人扶模具不要摇摆并指挥天车移动。
不要碰到人和设备件模具准确的吊入注塑机两模板之间。
2.A人开天车对浇口套,A人听B人指挥使用慢速合模并调整模板厚度将模具合紧。
3.一人一面装码模夹。
4.慢速开模调整模板厚度和开模距离
5.一人一面接水管.油管.模温机。
. 五.开车
1.A人升热流道温度和输入工艺参数。
B人收拾工具将工具车.天车.模具等物品放到指定位置。
2.挤料开车直到生产出合格产品。
注塑部快速换模图解
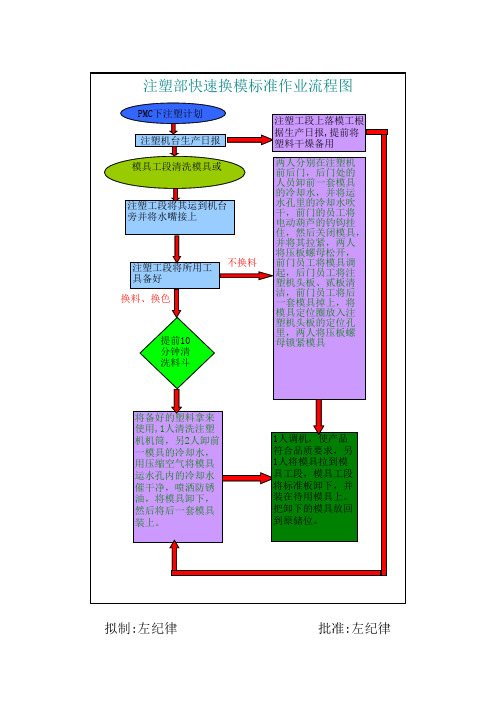
PMC下注塑计划 PMC下达计划 注塑机台生产日报表 模具工段清洗模具 模具工段清洗模具或
注塑工段上落模工根 据生产日报,提前将
注塑工段将其运到机台 旁并将水嘴接上
注塑工段将所分别在注塑机 前后门,后门处的 人员卸前一套模具 的冷却水,并将运 水孔里的冷却水吹 干,前门的员工将 电动葫芦的钓钩挂 住,然后关闭模具, 并将其拉紧,两人 将压板螺母松开, 前门员工将模具调 起,后门员工将注 塑机头板、贰板清 洁,前门员工将后 一套模具掉上,将 模具定位圈放入注 塑机头板的定位孔 里,两人将压板螺
拟制:左纪律
批准:左纪律
将备好的塑料拿来 使用,1人清洗注塑 机机筒,另2人卸前 一模具的冷却水, 用压缩空气将模具 运水孔内的冷却水 催干净,喷洒防锈 油,将模具卸下, 然后将后一套模具
1人调机,使产品 符合品质要求,另 1人将模具拉到模 具工段,模具工段 将标准板卸下,并 装在待用模具上。 把卸下的模具放回 到原储位。
注塑快速换模
n .c s
中
• Improving the equipment's total availability and productivity.增进设备的总体可用力和生产力 • Reducing defects while stabilizing and improving quality.当生产稳定时可减少不良品并改善品质
z Overall Equipment w. ww Effectiveness : 会 总体设备有效率 协 师 程 工 塑
gc s
n .c s
中
国
注
Overall Equipment Effectiveness gc zs 总体设备有效率 . w
• A measure of value-added to production through equipment.一种对设备加值生产的评量方式
Don’t fix it Don’t fix it 不维修 不维修
Focus:
by 要点: Maximize cash into running assets the ground通过把资 产运用在基础上,使 资金使用最大化
Fix it Fix it before it before it breaks breaks 损坏前维修 损坏前维修
Minimize unscheduled maintenance downtime 使未预料的维护故障时间 最小化
Key skills:
重要技能:
Maximize short-term Output (e.g. don’t fix anything until you have to)将短期结果最 大化(例如直到非如此不 可才进行维修
注塑上下模工作指引 换模作业指导书全套

注塑上下模工作指引换模作业指导书1.0目的使上下模具及时高效,分工清楚,责任明确,最终保证生产的顺畅运行2.0范围适用于注塑部所有生产期间的上下模及修模,试模等换模作业3.0定义:无4.0职责4.1上下模工具如扳手、加力杆的保管由指定的责任人负责4.2上模用的辅助用品如油管、水管、码模块及码模螺杆、吊环、吊带由指定的责任人负责4.3温控箱、模温机、顶杆由指定的负责人负责5.0作业内容5.1上模5.1.1上下模组接到转模信息时,准备上下模具的工具:扳手、电笔、螺丝刀、钳子等。
5.1.2依照转模通知单确认模具摆放位置,确认吊环、油咀、水咀及模具与注塑机台匹配。
5.1.3检查吊带、吊环、行车、刹车链条是否安全牢固。
5.1.4先将需要上机的模具吊到机器边上,并将需上机模具的水嘴及水管提前接好。
5.1.5吊模操作时,模具运行下方不能站人,吊移过程中行车需保持平稳运行,禁止高速移动与急停。
5.1.6将下来的模具放在机器边上,马上将需上机的模具吊起。
5.1.7模具吊入机器过程中不能与注塑机及周边设备发生碰撞。
模具吊入机台内以后,按注塑机操作Jl吭序调整模厚大小,模具与射咀中心点对应。
5.1.8调模时设备过行控制在中速以内•模具如没有定位环,必须对咀.对咀时须用薄纸片检杳中心点完全对准•操作后将机器起高压合紧模具,关掉马达打开安全门开始打紧螺丝,螺丝打入螺丝孔为螺丝直径的1.5倍,5.1.9启动马达打开模具,打开模具时速度设定在低速低压,开模距离根据模具结构确认,对于带边杆或拉杆的模具要逐步调整大小,避免过大开模导致模具损坏。
5.1.10顶针行程及压力速度调整必须从小进行调整,通过3-4次连续顶出检杳顶针是否顺畅。
5.1.11经检查前期工作无误,进行模具运水连接。
连接方式参照《模具运水图》或《标准成型H艺卡》,运水连接前须用风枪检查各运水孔是否通畅。
连接后试水(油)检查是否存在漏泄。
5.1.12以上工作经检查无误,清理好注塑机及周边卫生,通知领班或技术员。
6讲:快速换模0622
文件化,更新标准化作业指导书:内 部/外部作业的步骤,并行作业;
定期举行会议来监控中长期改善计划 的实施;
在实施改善后,更新标准化作业指导 书;
确保所有的换模人员受到系统的培训, 相关部门根据新的作业标准来检查和 监督。
第27页
5 SMED八大原则
原则一:并行作业:指两个人以上共同切换作业。 原则二:手动、脚勿动:主要靠手,减少脚的走动、移动。 原则三:使用专用的工装夹具:提高效率。 原则四:与“螺丝”不共戴天:拧螺丝费时间,可以用其他固定方法。 原则五:不要取下螺栓、螺丝:必须用的地方想办法减少操作时间和简化动作。 原则六:基准不要变动:调整基准浪费时间。可以采取:内部作业转为外部作业;不拆卸整个模 具保留模座;模具高度标准化等。 原则七:做好事前准备。 原则八:能简则简。
第17页
4 SMED实施八步法
第二步:分离内部和外部作业
第18页
4 SMED实施八步法
第三步:内部作业转化为外部作业
比如:把冲压模具和箱发模具直接安装到冲床和机台的夹具上,会耗费很多时间。所以,最好在 “外部作业”阶段将冲压模具和箱发模具事先装到辅助夹具就可以快速的嵌入设备。
第19页
4 SMED实施八步法
缩短内、外部作业
A:修正
STEP 3
STEP 4
找出平行的工作
内部作业转换为外部作业
C:检查 D:实施
STEP 2
区分内部与外部作业
ห้องสมุดไป่ตู้
P:计划
STEP 1
获取当前换模过程信息
第15页
4 SMED实施八步法
第一步:现状测量
各种型号换模的平均时间? 现在的换模作业步骤和时间是多少? 换模的频率是多少? 换模过程需要哪些人参与? 换模前后的产品型号? 不同型号模具换模的时间是多少? 现场观察换模过程并将所有的步骤记录
快速换模的实施步骤

快速换模的实施步骤快速换模是一种在生产过程中更换模具的方法,能够有效提高生产效率和降低生产成本。
下面我们将介绍快速换模的实施步骤。
一、准备工作1. 确定换模计划:根据生产计划和产品要求,确定换模时间和频率,并制定详细的换模计划。
2. 提前准备模具:根据换模计划,提前准备好需要更换的模具,并做好模具的保养和维护工作。
二、停机准备1. 停机通知:提前通知相关部门和工人,准备停机换模。
2. 停机准备:将生产设备停机,确保设备处于安全状态。
三、模具拆卸1. 清理模具周围环境:清理模具周围的杂物和残留物,确保操作空间干净整洁。
2. 拆卸固定件:拆卸模具的固定件,如螺丝、夹具等。
3. 拆卸模具:按照操作规程,将模具从设备中取出,并进行分类和标记,以便下次使用。
四、模具安装1. 检查设备状态:检查设备的状态和安全装置是否正常,确保设备可以正常工作。
2. 安装固定件:安装模具的固定件,确保模具牢固固定在设备上。
3. 安装模具:按照操作规程,将模具安装到设备上,并进行调整和校验。
五、调试和测试1. 调试设备:根据换模后的设备情况,进行设备的调试和参数的设置,确保设备可以正常运行。
2. 测试生产:进行试产,检查产品的质量和生产效率,对设备进行进一步调整和优化。
六、恢复生产1. 生产计划恢复:根据试产情况和生产计划,调整生产进度,确保生产计划的顺利进行。
2. 培训和交接:对相关工人进行培训,确保他们熟悉新模具的操作和维护方法。
3. 生产监控:对生产过程进行监控和管理,及时发现和解决生产中的问题,确保生产效率和产品质量。
通过以上步骤的实施,可以实现快速换模的目标,提高生产效率和降低生产成本。
快速换模不仅需要设备和模具的支持,还需要相关工人的配合和培训。
只有在实际操作中不断总结和改进,才能进一步提高换模的效率和质量,实现生产的持续改进和优化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
将备好的塑料拿来 使用,1人清洗注塑 机机筒,另2人卸前 一模具的冷却水, 用压缩空气将模具 运水孔内的冷却水 催干净,喷洒防锈 油,将模具卸下, 然后将后一套模具
1人调机,使产品 符合品质要求,另 1人将模具拉到模 具工段,模具工段 将标准板卸下,并 装在待用模具上。 把卸下的模具放回 到原储位。
拟பைடு நூலகம்:左纪律
批准:左纪律
注塑部快速换模标准作业流程图
PMC下注塑计划 PMC下达计划 注塑机台生产日报表 模具工段清洗模具 模具工段清洗模具或
注塑工段上落模工根 据生产日报,提前将
注塑工段将其运到机台 旁并将水嘴接上
注塑工段将所用工
不换料
换料、换色
提前10 分钟清
两人分别在注塑机 前后门,后门处的 人员卸前一套模具 的冷却水,并将运 水孔里的冷却水吹 干,前门的员工将 电动葫芦的钓钩挂 住,然后关闭模具, 并将其拉紧,两人 将压板螺母松开, 前门员工将模具调 起,后门员工将注 塑机头板、贰板清 洁,前门员工将后 一套模具掉上,将 模具定位圈放入注 塑机头板的定位孔 里,两人将压板螺