连铸二冷气雾射流特性研究
宽板坯连铸二冷区喷嘴冷却特性研究

中 图分 类 号 : F 7 . T 77 2
文献标志码 : A
文 章 编 号 : 6 43 4 ( 0 0 0 4 30 1 7 — 6 4 2 1 ) 50 5 — 5
连铸过 程 中 , 冷 区冷 却 效果 的好 坏 与 连铸 二
机产量 和铸 坯 质 量 密切 相 关 , 理 的冷 却制 度 ]合
c oln o f c ntnu s c s i o i g z ne o o i ou a tng
冷 区单 喷嘴 、 双喷 嘴 重 叠条 件 下 的 水 流 密度 分 布
规律 , 研究 铸坯 宽 面 方 向水 流 密 度 分 布 与喷 嘴 间 距、 各喷 嘴水流 量之 间 的关 系 , 为优化 铸坯 宽 面配
1所 示 。
温度 低很 多 的现 象 , 致铸 坯 产 生 近 角部 横 向裂 导
纹 缺陷 , 动态轻 压下 技术 的应 用效果 也受 到影 响 。 本 文结合该 铸 机 实 际工 况 条 件 , 过试 验 测 定 二 通
图 1 连 铸 二 冷 5区 喷 嘴 布 置 示 惹 图
Fi 1 Sk th f n z l a r n e e n he ffh s c nd r g. e c o o ze r a g m nt i t it e o a y
应确保 铸坯 拉坯 方 向温 度 分布 符 合 冶 金 准则 , 宽
面 温 度 分 布 尽 可 能 地 均 匀 。 在 连 铸 二 冷 区 的 几 种
1 试 验
1 1 试 验 装 置 及 方 法 .
不 同二冷 分 区的冷却 喷嘴 型号及 冷 却水量存
传 热方 式 中 , 可便 于控 制 的是 喷淋 水 与 铸 坯表 面
供可 靠 的试 验基 础 ; 为实 现 铸 坯 宽 面表 面温 度 的 均匀 化 , 消除该 宽板 坯 的近 角 部 横 裂纹 缺 陷 提 供
大方坯连铸二次冷却工艺研究

大方坯连铸二次冷却工艺研究大方坯连铸二次冷却工艺是目前应用最广泛的钢铁生产工艺,其产品特性及使用性能质量优秀,被广泛应用于精贵件、机械件、工程机械件及汽车部件等领域。
近年来,连铸二次冷却工艺在性能提升、成本降低、资源有效利用等方面取得了显著的进步,使得这项技术在汽车、建筑、机械等重要领域有效改善大型钢铁厂的运行效率及产品品质。
本文就大方坯连铸二次冷却工艺的研究进行了综述,主要包括其现有状况、改进措施及发展趋势等方面的研究。
一、大方坯连铸二次冷却工艺的现状1、大方坯连铸二次冷却工艺的应用:大方坯连铸二次冷却工艺的应用不仅局限于传统的汽车、建筑及机械用钢,而且在航天、军工及精密件等领域也可以发挥重要作用。
目前,大方坯连铸二次冷却工艺已上升为钢铁企业主要的冷轧原料生产技术,取得了较好的生产效果。
2、今日的大方坯连铸二次冷却工艺:今日的大方坯连铸二次冷却工艺已被广泛应用于汽车及工程机械零件的生产,并能够满足客户不断提高的产品性能要求。
同时,连铸二次冷却技术非常适用于钢铁行业的大型钢铁厂,极大地提高了钢铁厂的生产率和节能效果,能够有效降低成本并确保产品质量。
二、大方坯连铸二次冷却工艺的改进措施1、控制钢水温度:大方坯连铸二次冷却工艺的重要性在于准确控制钢水温度。
因为钢水温度对产品质量有着至关重要的影响,所以工厂应搭设舱内钢水温度变化检测装置,实现钢水温度自动调节。
2、优化模具设计:模具的设计也是决定大方坯连铸二次冷却工艺的性能及质量的重要因素。
模具应尽量采用新型材料,而且应有良好的导热效果,以降低对凝固速度及冷却过程的影响,使连铸二次冷却过程能够有效进行。
三、大方坯连铸二次冷却工艺的发展趋势1、继续提升工艺性能:在未来的发展中,大方坯连铸二次冷却工艺将继续提升生产效率和节能效果,同时不断改进钢水温度控制及模具设计,以便满足连铸二次冷却对产品性能的要求。
2、发展更新型的技术:连铸二次冷却技术正在不断发展,将应用到机械件、精密件及军事工业领域,以满足不断提升的客户要求。
二冷技术介绍资料

P-air=200KPa
P-air=100KPa
15
10
5
0
100
200
300
400
500
600
P-water(KPa)
Spray angle=105
1.二次冷却的基本原理
• 换热系数h∝Wn 或者W ∝ h 1/n
W为喷水密度, n=0.45—0.75
• q=h(T)(T-Tt)
换 热 系数 log[h](w/℃ · m2)
超低头铸机,将钢种分为A、B、C三组,比水量分别 设定为0.8、0.6和0.4L/Kg。A组为低碳钢(冲压钢,镀 锡板,硅钢),B组为锅炉板、船板钢等。C组为石油管 线钢、调质钢等。
天津钢管公司圆坯连铸机采用两套(20号及30号) 喷水表,比水量0.55—0.70L/Kg。
2.4二冷与铸坯质量
一些铸坯的缺陷与二冷有关,例如 A.铸坯角部的过度冷却使得局部温度低,促成
二冷制度表举例
表号: 22 铸坯断面: 220X1800 mm 1. 分配表
分区 坐标 m 面积 m2 Q l/min
0
1.01 1.502
173
1
1.01
0.3
34
2
1.55 4.536 407
3
2.46 5.390 387
典型浇铸速度: Vc = 1.2 m/min
a
-0.04 -0.04 -0.59 -0.74
1000
1200
16MnR高温 度 温面℃缩率
1400
Danieli采用的凝固前沿允许变形量(%)
宝钢(新日铁君津)采用的二冷策略
Mn S
中 中
强
弱 中
圆坯连铸机二冷系统气雾改造
) 冷却 气藤 I , 。
堪 。 “e
蔷 | s 3 一 |
阔B I I 6  ̄ D C 2 4 V
D O l 6 x D C 2 4 V / O 5 ^
舡 瓢 t 2 B t
0 r a e r I I , a m b e r
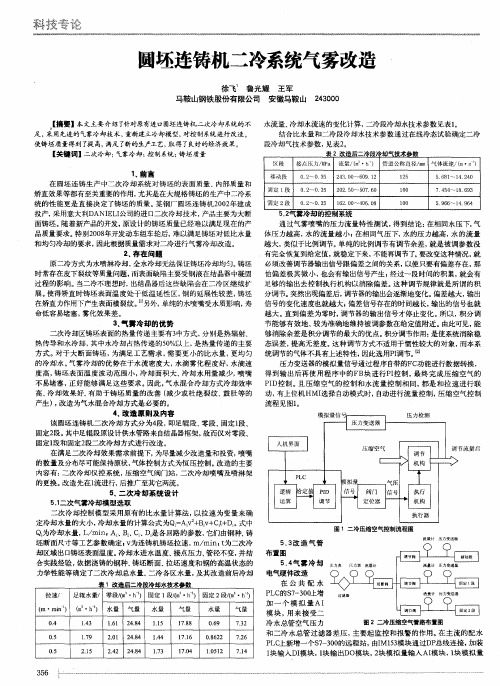
【 摘 要】本文主要 介绍了 针对原有进口圆坯连铸机 二次冷却 系 统的不 水流量 、 冷 却水流速 的变化计算 , 二冷段冷却水技术 参数见表 1 。 足, 采用先进的气雾冷却技术 , 重新建立 冷却模型, 对控制 系 统进行改造 。
使铸坯质量得到 了 提 高, 满足 了 新 的生产工艺, 取得 了良好 的经济效果。
模 拟 量 信
压 力变 送 器
压 力 检测
人 机 界丽
调 节 机 构
调 节 流 最后
拟量r
一 气艇
. 1 二次气 雾冷却模 型选 取 二次 冷 却控制模 型采 用原有 的比水量 计算法 , 以拉 速 为变量 来确 定冷 却水量的大 小 , 冷却 水量的计算 公式 为Q = A , v + B i v + C i t + D 。 式中 Q i 为 冷却水 量, L / ai r n ; A 、 B 、 C 、 D 是各 回路的参 数 , 它们由钢种、 铸 坯断 面尺寸等工艺 参数确 定; v 为连铸机铸 坯拉 速, m/ mi n ; t 为二次 冷
拉速/ 足辊水量/ 零段/ ( m ・ h ) 固定 1 段/ ( m 。 ・ h
水 量
】 _ l 5
5 . 4 气 雾 冷 却 电气硬件改造
在 公 共 配 水 P L C 的¥ 7 - 3 0 0 b 增
固定 2段/ ( m 。 ・ h )
连铸机二次冷却用气雾喷淋喷嘴的开发

嘴 的 情 况 下 , 滴 的 尺 寸 和 速 度 取 决 f水 液 压 , 在气 雾 喷 淋 嘴 的 情 况 下 取 决 于 水 压 而
维普资讯
五 钢 科 技
液 体
母
4 7
喷嘴 本体 的 内部锥 形面形 成 两个通 道 。
一
图 2
冷 却 铸 坯 的 气 雾
喷 嘴 中 空 气 一 水 的 混 合 方 法
2股 液 体 射 流 的 撞 击 产 生 一 种 气 雾 喷
液 滴 速 度 增 加 到 超 过 一 定 极 限 时 , 滴 就 液
设 计 一 种 能 产 生 分 布 均 匀 且 液 滴 开 发 一 种 各 种 尺 寸 、 有 不 同 流 速 具
S u e 平 均 直 径 为 8 ~ l 0 m 的水 雾 。 a tr O 4>
・
和喷 淋 角 度 的 喷 嘴 结 构 。
整 个 喷 淋 宽 度 上 液 滴 分 布均 匀 。
引 言
在 板 坯 连 铸 过 程 中 , 水 起 初 在 水 冷 钢
结 晶 器 中 凝 固 , 终 在 板 坯 切 断 位 置 前 面 最
的 二 冷 区 中结 束 凝 固 。 二 冷 系 统 的 传 热 功 能 为 达 到 完 全 凝 固提 供 适 量 的 水 。 二 冷 区 由一 系 列 通 过 托 辊 之 问 的 开 口 射 向 铸 流 表 面 的 喷 淋 水 组成 。来 自热 铸 坯 表 面 的 传 热 速 率 取 决 于 水 的 流 量 , 淋 面 喷 积 、 滴 直径 、 滴 速 度 和 喷 淋 分 布 。水 的 液 液 流 量 根 据 连 铸 机 的 热 量 确 定 , 热 量 取 决 而
连铸二冷喷嘴传热系数的实验研究

(1)式中Rr是代表辐射散热率。h代表热传递系数,kw/m2·℃,它随着铸坯表面温度和
喷嘴的喷雾特性变化,喷嘴喷雾特征包括:喷雾水流密度、液滴大小、液滴速度和水温等。然
而,大量研究发现对传热系数h影响最大的是单位时间和面积内喷射冲击铸坯表面的平均水量, 即水流密度∞,l,m2s。一般来说可表示为:
h 2 f佃,’11)
Abstract in this pap%influences of watt*density,nozzle position,nozzle height and air pms.ma'e oi'i heat llB/Isfer
coefficientwelx:investigated时lnearlSofthetesting equipmentofnozzleheattransfercoe伍cicnLThe ration expressions between heat transfer coefficient and water density werlB obtained.Based 0n the testing results ofheat llansfer coefficient of nozzle,solidification process of continuous casting secondly cooing ZOoe for liquid steel was tral有两种:稳定态和非稳定态法。在稳定态方法中,试样在经
喷嘴喷雾水冷却的同时被加热,这种方法需要在特定的温度≠klCT,建立一种系统热平衡,但 这种热平衡难于控制和实现。
而非稳定态法就是被测试样首先加热到要求的温度,然后在选定的位置(实验方案条件F) 进行喷淋冷却·喷雾水冲击铸坯表面,使其表面温度降低,形成一定的温度梯度,试样内部的 热量垂直于试样表面传出。仅从一个喷嘴的冷却局部来看,无论是板坯或方坯均属一维传热。 因此测定喷嘴喷雾水滴与铸坯表面之间的传热系数时,铸坯(试样)的传热便满足一维传热微分
高效连铸二次冷却喷嘴的性能

Ke wo d h g f iin y c n i u u a t g p r o m a eo p a o ze e f c i e s r y c e f i n y rs i h efce c o tn o s c s i e f r nc s r y n z l fe tv p a o fi e t n f c
1 前 言
某 钢 厂 小 : 连 铸 机 高 效 化 改 造 中 ,在 二 冷 区 疗坯 各 段 所 采 的 三 种 实 心 圆 锥 型 喷 嘴 ,研究 并 获 得 了 其 在 二 冷 区 的 布 置状 况 下 的 冷 态 性 能 和 热 态 性 能 参 数 ,为 深 人 研 究 高 教 连 铸 的 二 次 冷 却
行 丁 研 究 .莸 得 了 相 应 的 性 能 参 数 。 还 对 高 教 连 铸 二 次 冷 却 ‘ 嘴 性 能 的 要 求 进 行 了 评 价 . 提 喷 出 了有 教 喷 淋 系 数 的概 念 。 关 键 词 高 效 连 铸 喷 嘴 性 能 有 效 喷 淋 系 数
TH E PER Fl R M A NC E F ( 】 o SPR A Y ' N( ZZ LES Fo R H I H G EFFI E NC Y CI Co N TI NU o US CA S NG TI
收 璃 日期 :2 0 —0 0 1 9—2 6 陈 登 梧 .博 士 , 副 教 授 ;4 0 4 0 04
2 1 喷 嘴 流 量 与 喷 水 压 力 的 关 系 高 效 窿铸 下 ,拉 速 的 变 化 范 围 比普 通 连 铸 大 。 在 拉 瞳成 倍 提 高 的 同 时 ,二 冷 比水 量 还 有 显 著 增 加 这 就 使 得 喷 嘴 使 用 的 最 大 水 量 太 幅 度 增 加 , 且使 用 的最 大 水 量 与 最 小水 量 的 比值 更 太 。 因 此 ,高 教 连 铸 对 喷 嘴 的 性 能 提 出 了更
板坯连铸二冷喷嘴性能测试及应用

板坯连铸二冷喷嘴性能测试及应用
靳星;陈登福;王青峡;张健
【期刊名称】《过程工程学报》
【年(卷),期】2008(0)S1
【摘要】对某板坯连铸二冷喷嘴冷态性能进行测试,得到喷嘴的流量特性、水流密度和冲击压力分布曲线及喷射角.采用数值叠加方法得到两个喷嘴按一定间距布置时的整体水流密度分布情况,分析表明,气水喷嘴布置间距为400 mm左右时,在断面方向可以保持铸坯均匀冷却.比较新旧喷嘴性能,新水喷嘴在使用5个月后特性总体变化不大,可以继续使用一段时间;新气水喷嘴使用8个月后喷嘴特性已改变,不能适应冷却需要,应及时检修或更换.
【总页数】5页(P161-165)
【关键词】板坯;连铸;二冷喷嘴;水流密度;喷嘴使用寿命
【作者】靳星;陈登福;王青峡;张健
【作者单位】重庆大学材料科学与工程学院
【正文语种】中文
【中图分类】TF777
【相关文献】
1.板坯连铸二冷喷嘴对冷却效果影响的研究 [J], 卿家胜;刘青;李玉盘
2.浅谈二冷喷嘴对连铸板坯质量的影响 [J], 孙静波;徐宝仓;
3.连铸板坯二冷喷嘴的特性 [J], 刘兵;王定标
4.宽板坯连铸二冷区喷嘴冷却特性研究 [J], 程常桂;万文成;车芳;余乐;刘中天因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
万方数据
万方数据
万方数据
万方数据
万方数据
连铸二冷气雾射流特性研究
作者:华祺年, 张亚竹, 赵增武, 赵立峰, 周立平, Hua Qinian, Zhan Yazhu, Zhao Zengwu, Zhao Lifeng, Zhou Liping
作者单位:华祺年,Hua Qinian(内蒙古科技大学材料与冶金学院,内蒙古包头 014010;安徽酋矿大昌金属材料有限公司,安徽六安 237400), 张亚竹,Zhan Yazhu(内蒙古科技大学能源与环境学院,内蒙古包头,014010), 赵
增武,赵立峰,周立平,Zhao Zengwu,Zhao Lifeng,Zhou Liping(内蒙古科技大学材料与冶金学院,内蒙古包
头,014010)
刊名:
钢铁钒钛
英文刊名:Iron Steel Vanadium Titanium
年,卷(期):2011,32(4)
本文链接:/Periodical_gtft201104017.aspx。