镍基WC复合材料熔覆
超高速激光熔覆Ni625
第52卷第11期表面技术2023年11月SURFACE TECHNOLOGY·237·超高速激光熔覆Ni625/WC复合涂层的耐磨性能李宝程1,崔洪芝1,2*,宋晓杰1,殷泽亮1,朱于铭1(1.山东科技大学 材料科学与工程学院,山东 青岛 266590;2.中国海洋大学 材料科学与工程学院,山东 青岛 266100)摘要:目的提高高铁制动盘用24CrNiMo铸钢的耐磨性和高温性能。
方法在24CrNiMo铸钢表面,通过超高速激光熔覆技术,制备Ni625/碳化钨(WC)复合涂层,并设计多层梯度熔覆,使得WC颗粒在涂层中呈均匀分布。
通过X 射线衍射仪(XRD)、扫描电子显微镜(SEM)和透射电子显微镜(TEM)等分析涂层的物相组成、微观组织结构和元素分布。
分别采用显微硬度计、摩擦磨损试验机、三维形貌仪等测试涂层的硬度、室温及600 ℃的摩擦系数和耐磨性,分析涂层的摩擦磨损机理。
通过同步热分析仪(TGA-DSC)测试涂层的抗高温氧化性能和组织的高温稳定性能。
结果涂层主要由γ-Ni固溶体、WC以及含W增强相W2C和M23C6等组成。
WC分布较为均匀,涂层平均显微硬度达440HV0.2~610HV0.2,是基体硬度的1.25~1.7 倍。
在室温条件下,体积磨损率仅为基体24CrNiMo铸钢的 4.2%~20.8%,摩擦系数略低于基体;在600 ℃条件下,体积磨损率为基体24CrNiMo铸钢的 80.1%~180.8%,摩擦系数高于基体,且稳定性好,熔覆涂层显著提高了24CrNiMo铸钢基体的耐磨性。
磨痕分析表明,涂层在室温下主要为磨粒磨损,600 ℃下除了磨粒磨损之外,并还伴随着轻微的氧化磨损,其中复合涂层S3的性能最佳。
结论在以高速强力磨损为主的工况下,Ni625/WC复合涂层具有优异的耐磨性能和抗高温氧化性能,球形WC颗粒在提高涂层耐磨方面发挥了重要作用。
关键词:高铁制动盘;超高速激光熔覆;摩擦磨损,Ni基涂层中图分类号:TH117 文献标识码:A 文章编号:1001-3660(2023)11-0237-11DOI:10.16490/ki.issn.1001-3660.2023.11.018Wear Resistance of Ultra-high Speed Laser CladdingNi625/WC Composite CoatingsLI Bao-cheng1, CUI Hong-zhi1,2*, SONG Xiao-jie1, YIN Ze-liang1, ZHU Yu-ming1(1. School of Materials Science and Engineering, Shandong University of Science and Technology, Shandong Qingdao 266590,China; 2. School of Materials Science and Engineering, Ocean University of China, Shandong Qingdao 266100, China) ABSTRACT: High-speed train brake disc is one of the important components to ensure the safe and reliable operation of收稿日期:2022-10-30;修订日期:2023-03-08Received:2022-10-30;Revised:2023-03-08基金项目:国家自然科学基金(51971121,U2106216);山东省重大创新工程项目(2019JZZY010303,2019JZZY010360)Fund:The National Natural Science Foundation of China (51971121, U2106216); Major-special Science and Technology Projects in Shandong Province (2019JZZY010303, 2019JZZY010360)引文格式:李宝程, 崔洪芝, 宋晓杰, 等. 超高速激光熔覆Ni625/WC复合涂层的耐磨性能[J]. 表面技术, 2023, 52(11): 237-247.LI Bao-cheng, CUI Hong-zhi, SONG Xiao-jie, et al. Wear Resistance of Ultra-high Speed Laser Cladding Ni625/WC Composite Coatings[J]. Surface Technology, 2023, 52(11): 237-247.*通信作者(Corresponding author)·238·表面技术 2023年11月high-speed trains. Its main failure form is thermal damage and wear that occurs on or near the friction surface. The use of ultra-high-speed laser melting and other surface strengthening technologies to improve the wear resistance and high-temperature performance of brake discs and other key components is an effective way to ensure the safe operation of high-speed trains. At present, there are many studies on the wear performance of Ni-based WC coatings, but there are relatively few studies on the application of key parts such as brake discs in high-speed trains.In this paper, Ni625/WC composite coatings was prepared on the surface of 24CrNiMo cast steel for high-speed train brake discs using ultra-high-speed laser melting technology. Since the high specific gravity of WC affected the quality and wear resistance of the coatings, a three-layer gradient coating design was used to improve the distribution of WC particles in the coatings.The phase composition, microstructure and element distribution of the coatings were analyzed by an X-ray diffractometer (XRD), a transmission electron microscope (TEM) and a scanning electron microscope (SEM). The hardness, coefficient of friction and wear resistance of the coatings at room temperature and 600 ℃were tested with a microhardness tester, a friction and wear tester and a 3D morphology tester, respectively, and the friction and wear mechanisms of the coatings were analyzed. The high-temperature oxidation resistance and tissue stability of the coatings were investigated with a TGA-DSC simultaneous thermal analyzer.The results showed that the coatings are well bonded to the substrate, metallurgically, and the total thickness of the coatings was about 300 μm. The coatings were mainly composed of γ-Ni solid solution, WC, W2C and M23C6 phases. The partial melting and decomposition of WC particles generated different types and multi-scale secondary carbide phases distributed in the intergranular region of the γ-Ni solid solution. In addition, there were lamellar fine eutectic tissues composed of γ-Ni and secondary carbides generated. The hardness distribution of the coatings were relatively uniform, and the average microhardness reached 440HV0.2~610HV0.2, which was 1.25~1.7 times of the matrix hardness (360HV0.2), and the thickness of the heat-affected zone was about 200 μm with a hardness of 410HV0.2. With the increase of WC content, the main wear mechanism at room temperature was abrasive wear, and the volume of wear decreased to 20.8%, 6.8%, 4.4% and 4.2% of the matrix, and the corresponding coefficients of friction were slightly lower than that of the matrix. At 600 ℃, it was mainly abrasive wear and slight oxidation wear, and the coefficients of friction were higher than that of the matrix. The high toughness γ-Ni was firmly combined with WC, diffusely distributed secondary carbides and other reinforcing phases, which played the role of wrapping and supporting WC particles, and the multi-scale carbides, mainly WC particles, could effectively resist the indentation of grinding balls, thus reducing plastic deformation and wear. The coatings have good oxidation resistance and tissue stability, which are beneficial to the stability of frictional wear at high temperature. The spherical WC particles play an important role in improving the wear resistance of the coatings.KEY WORDS: brake discs of high-speed trains; ultra-high-speed laser cladding; frictional wear; Ni-based coating高铁制动盘是保证高速列车安全可靠运行的重要部件之一。
翻译对含有WC的镍基合金涂层硬质相的研究
对含有WC的镍基合金涂层硬质相的研究摘要:为了提高在沙漠地区应用的汽车缸套的活塞环的耐磨性,实验已经研究了在传统的铸造衬底上用激光治疗后等离子喷涂的镍基复合涂层。
三种含有大量WC 颗粒的Ni-WC复合涂层已经进行了测试。
在Falexd摩擦磨损试验机研磨条件下的摩擦学实验已经实施。
试验结果表明,用硬质相碳化钨复合涂层改善了电流环/汽缸材料磨料磨损性能比较。
其中,性能最好的是激光等离子喷涂的Ni60+60%WC涂层。
本实验在磨损表面显微观察的基础上对该复合涂层的磨损机理进行了探讨。
关键词:复合涂层,磨损磨蚀,等离子喷涂和后处理1.简介在沙漠地区应用的发动机运作在重要的环境,在那里沙子可以通过多种方式被吸引进钢瓶,如如发动机进气道、密封件和管接头。
这种情况导致了对环和汽缸的严重磨损,发动机功率损失,并且在极端情况下,会导致设备的彻底损坏。
因此,提高活塞环和缸套副的耐磨性成为当前优先考虑研究的对象且具有工业重要性。
以NiCrBSi为基的自熔性合金已同时成功为涂层材料的腐蚀和磨损性能提供了保护[1,2]。
NiCrBSi涂层的耐磨性,尤其对磨料磨损,可以大大增加通过增加耐火碳化物得到提高,如加入WC,NiC,TaC溶于NiCrBSi的空间矩阵[3]。
这些复合涂层或所谓的伪合金的制备以等离子体预混粉末喷涂为主[4]。
其他技术,例如激光熔覆,在复合涂料的制备也有成功的报道[5]。
虽然等离子喷涂工艺带来了许多优势,这项技术在多孔结构有限制,如微腔和缺陷的涂层[6]。
等离子喷涂复合涂层的不完美的特性可以通过激光改性处理得到改善,以增加其密度和强度,并提高了组织性能[3,4,6]。
此外,我们已经作出努力,通过使用送粉器的每个组件,或使用两种喷涂系统同时进行,以获得碳化物在基体中均匀分布。
尽管等离子喷涂技术取得了巨大进步,包括粉的质量控制,过程和成分优化以及特殊后处理,为了存档最佳使用耐磨复合材料涂料仍然是许多工作要做。
铸铁表面激光熔敷镍基合金涂层的耐磨性研究

第11卷 第3期2003年9月 材 料 科 学 与 工 艺MA TERIAL S SCIENCE &TECHNOLO GYVol 111No 13Sep.,2003铸铁表面激光熔敷镍基合金涂层的耐磨性研究李艳芳,卫英慧,胡兰青,许并社(太原理工大学材料科学与工程学院,山西太原030024)摘 要:为了提高铸铁的耐磨性,以35%WC 和不含WC 的镍基合金粉末为原料对铸铁表面进行激光熔敷处理,利用XRD 、SEM 、TEM 等技术分析了涂层的成分及显微组织结构,并测试了涂层的耐磨性和硬度.结果表明:激光处理后表面迅速熔化和冷却,组织由珠光体+片状石墨组织转化为不同粗细的针状马氏体与残余奥氏体组织;熔敷层的耐磨性和硬度明显提高,且添加35%WC 硬质颗粒的熔敷层硬度最高值不在最表层,而在距表面约012mm 处;合金涂层在磨损机制下表现为犁沟切削、微切削以及硬相质点的剥落,不同基体划痕形式不同.关键词:激光熔覆;磨削;界面;表面强化;铸铁中图分类号:TG 11515文献标识码:A文章编号:1005-0299(2003)03-0304-04Wear resistance of laser nickle 2based alloycladding on cast iron surfaceL I Yan 2fang ,WEi Y ing 2hui ,HU Lan 2qing ,XU Bing 2she(College of Materials Science &Engineering of Taiyuan University of Technology ,Taiyuan 030024,China )Abstract :In order to improve the wear resistance of cast iron ,the properties of laser cladded Nickle 2based alloy with 35%WC or without WC addition were studied by analysing the components and microstructure of coatings by means of XRD 、SEM 、TEM and testing for wear resistance and hardness.The results show that the structure of the surface change from pearlite +sheet graphite to speculate martensite of various thickness ;the hardness and wear re 2sistance are obviously improved ,and the highest hardness of the coating with 35%WC is not on the surface ,but at a distance of 012mm from the surface.The worn surface features microploughing grinding ,micro 2grinding and flak 2ing of WC hard phase.Different matrices have different surface morphologies.K ey w ords :laser cladding ;grinding ;interface ;surface strengthening ;cast iron收稿日期:2002-03-22.基金项目:太原理工大学校内自选课题资助项目(190-100004);山西省自然科学基金资助项目(20011044).作者简介:李艳芳(1969-),女,讲师.联系人:卫英慧.E -mail :yhwei @. 铸铁是一种重要的工程材料,但在某些环境中,用铸铁制造的部件往往耐磨性较差,耐蚀性不高,而使用新材料又会提高成本,这使人们开始关注铸铁的表面改性,以最大限度地发挥其性能潜力.20世纪70年代起,人们开始使用激光技术对材料表面进行处理,包括激光相变硬化、激光涂敷(含激光合金化涂敷)等.激光合金化涂敷技术以其硬度高,表面耐磨性好,冶金结合等特点,而得到广泛应用.清华大学等[1~3]单位研究了含WC 颗粒的镍基合金粉的熔合结构,认为合金层可形成均匀而致密的金相结构,表面有复合碳化物形成,耐磨性能明显改善.国内外学者[4~8]对铸铁表面Cr 合金化成分和组织的研究表明:低扫描速度下合金化成分均匀,热影响区增大;高扫描速度时,形成不均匀的条状树枝晶,合金化表层有未熔Cr 粉.但上述研究大都是单一的研究某一种合金粉的结构或性能,而对于不同材料性能的比较与探讨较少.本文将采用激光熔敷金属陶瓷的方法,对含硬质相35%WC 及不含WC 颗粒的镍基合金涂层进行实验研究,考察激光对涂层的显微组织、硬度和耐磨性的影响.1 实验材料及方法基体材料为灰口铸铁.涂层材料分别为镍基自熔合金和镍基碳化钨粉(成分见表1),颗粒尺寸为150目.采用QH2/h型氧-乙炔火焰喷枪将自熔合金粉喷涂在经预处理的灰铸铁表面,而后用H J -4型横流连续CO2激光器进行重熔.工艺参数为:功率1kW,光斑直径115mm,扫描速度5~6 mm/s.用钼丝切割机在经激光熔覆后的材料上取直径为Φ4mm的磨损试样各3组,并进行对比分析.磨损实验在ML-10磨损实验机上进行.用光电天平(感量010001)称量磨损前后试样质量.化学成分、组织观察和物相分析分别在Y-4Q型X射线衍射仪、KYKY1000B型SEM和EDX及H J-16型金相显微镜上进行.用HV A-10A型显微硬度机进行硬度测试.2 结果与分析211 铸铁激光熔敷后表层显微组织与硬度灰铸铁基体组织结构见图1.经激光处理后表层呈半圆弧形(图2),熔化区深度015~110mm,宽度约210~310mm.铸铁原始组织为珠光体+片状石墨组织,激光处理后表面迅速熔化和冷却,转化为不同粗细的针状马氏体与残余奥氏体组织,表面显微硬度由原始的HV230提高到HV809.铸铁表面激光处理的熔化区尺寸与所选激光参数有关.当激光扫描速度和光斑直径不变时,激光熔化区宽度和深度随激光功率的增大而增大,马氏体的粗细也随之改变;若激光功率和光斑直径保持不变,则激光熔化区宽度和深度随扫描速度的增加而降低,马氏体的相对大小则变化较小.同时,激光光束与材料之间的交互作用时间也是一个重要因素.表1 铸铁和表面喷涂材料的化学成分(质量分数) T ab.1 Chemical composition for materials under test %材料C B Si P S NiCr Fe镍基合金015~110315~415310~410--余量15~1814~17原始铸铁310-21201080110-014余量图1 铸铁基体组织形貌Fig.1 Structure of cast iron Matrix图2 铸铁经激光处理后横截面形貌Fig.2 The cross2section morphology of cast iron afterlaser treatment 灰铸铁表面喷涂35%WC和不含WC颗粒的镍基合金粉末,经激光处理后,表层到心部硬度分布如图3所示(d为由表层至心部的距离),可以看到,从表层至114mm深处显微硬度比基体高很多,比仅喷涂而未经激光处理的镍基涂层(HV241)也高许多,且硬度最高处不在涂层表面,而在距表面012mm处.经扫描电镜合金元素分析(表2),认为造成这一现象的主要原因是WC相在涂层中分布不均匀,表层WC分布较少,这可能与喷涂和激光处理中WC颗粒的沉降作用有关.图3 激光处理后两种涂层材料的硬度分布Fig.3 Variation of sprayed sample hardness・53・第3期李艳芳,等:铸铁表面激光熔敷镍基合金涂层的耐磨性研究表2 表层合金元素含量(原子分数)T ab.2 Distribution of alloying elements distribution insurface %Cr Mn Ni Fe W Si 9.770.8468.817.880.612.10212 铸铁经不同方式处理后表层的耐磨性灰铸铁表层经不同方式处理,加工成耐磨试样测试其耐磨性,结果见表3.由表3可以看出,表层喷涂后的试样比未经喷涂试样的耐磨性好,经激光处理的试样要比同样基体不处理的好.普通灰铸铁磨损后的失重率为6172%,而经喷涂含WC 的Ni 基粉并经激光处理后,磨损失重率仅为0112%,耐磨性提高了50多倍.图4为不同材料经磨损处理后的表面划痕照片,可以看出,同等磨损条件下,铸铁基体和未经激光处理的涂层都有同一方向大量成排的犁沟切削,而经激光处理的涂层则呈现不规则的硬相质点剥落时的划痕和数量很少的微切削磨损;而且从划痕百分比可明显看到,经激光处理的涂层比未经激光处理的涂层的切削深度和切削量明显减少和降低.含WC 硬质相的复合涂层的耐磨性能明显高于不含WC 质点的涂层和铸铁基体,这可归因于涂层中弥散分布的WC 质点增大了复合材料的整体硬度,因而对微切削过程起到抑制的作用,同时由于部分磨粒被挤碎或磨损而降低了其切削能力,从而大大提高了材料表层的耐磨性能.表3 铸铁表面处理后耐磨性测试结果T ab.3 Frictional test results of some samples试样编号处理方式试样原始质量/g磨损后质量/g平均失重率/%1灰口铸铁21369421210661722灰铸铁激光处理21143821060631953灰铸铁+表面喷涂1#21124521116001404灰铸铁+喷涂1#+激光处理21132821126601295灰铸铁+喷涂2#21132521127601236灰铸铁+喷涂2#+激光处理2108422108170112 注:1#镍基自熔合金,2#镍基自熔合金+35%WC 颗粒图4 不同材料磨损处理后的表面划痕(a )铸铁基体磨损表面 (b )铸铁+激光处理磨损表面 (c )铸铁+喷涂(无WC )磨损表面 (d )铸铁+喷涂(无WC )+激光处理磨损表面 (e )铸铁+喷涂(含35%WC )磨损表面 (f )铸铁+喷涂(含35%WC )+激光处理磨损表面Fig.4 Bumps in different worn materials surfaces213 喷涂+激光处理试样高硬度区的形成机理21311过渡区尺寸的影响由图2可知,喷涂+激光处理后试样的高硬度区包括涂层熔化区和过渡区.铸铁过渡区的几何尺寸约为0113mm ,它与激光作用下基体的熔点及合金粉与基体的熔点差有关.从热力学物质扩散理论可知:基体的熔点、基体与熔敷材料的熔点差以及不同的导热系数都不同程度地影响过渡区尺寸的大小.图5为Ni 元素分布图,可以明显看到界面处Ni 元素含量的逐渐过渡.图6为其过渡区的传热传质示意图.・603・材 料 科 学 与 工 艺 第11卷 图5 镍元素在界面处的含量分布Fig.5 Distribution of Nielements图6 过渡区的传热传质示意图Fig.6 Transfer of transition zones A alloying zone Btransition zone Csubstrate zone21312 熔化界面分析在熔覆过程中,由熔化理论[5]可知,界面层的成分和组织都发生了变化,生成了新的化合物,并使界面层的合金组织比原有合金组织的共晶点降低.当激光参数合理选择时,由于基体和涂层合金化材料间存在熔点差,致使熔化的发生往往存在两种情况:①基体熔点高于合金化层熔点时,熔化首先从表面开始;②基体熔点低于合金化层熔点时,熔化首先发生在界面处.镍的熔点为1430℃,但由于镍合金粉内B 、Si 和Co 的存在使合金粉末的熔点下降(形成较低的共晶温度)为950~1200℃,而基体灰铸铁的熔点则在1200~1300℃.喷涂时在界面与涂层之间形成新的低熔点化合物(低于复合粉和基体的熔点),因此激光熔覆时熔化先从结合界面处开始.在涂层内,已知WC 颗粒的熔点为2755~2800℃,且WC 颗粒与镍基合金粉有良好的浸润性,因此在激光熔覆时,由于镍基合金的低熔点而形成一个个包覆良好的WC 颗粒,图7即为熔覆后WC 颗粒的扫描照片.先从结合界面处熔化,有利于形成牢固的界面结合,磨损时涂层不易剥落,使材料的耐磨性得到提高.3 结论 (1)经同样条件激光处理后,添加WC 颗粒比未加WC 颗粒试样表面的硬度和耐磨性均明显提高,其中原始铸铁基体的硬度和耐磨性均为最低,添加WC 颗粒的镍基合金涂层经激光处理后,其最高硬度值处于次表面;(2)干摩擦介质条件下,软基体表现为同一方向大量成排的犁沟切削,硬基体则呈现不规则的硬相质点剥落时的划痕和数量很少的微切削磨损,且经激光处理的涂层比未经激光处理的涂层的切削深度和切削量明显减少和降低;(3)从共晶的角度可以认为,由于熔点差的存在,熔化的发生存在两种情况:①基体熔点高于合金化层熔点时,熔化首先从表面开始;②基体熔点低于合金化层熔点时,熔化首先发生在界面处.图7 激光熔覆后WC 颗粒形貌Fig.7 M orphology of WC particles after laser cladding参考文献:[1]王 慧,夏为民,金元生.含碳化钨硬相镍基涂层耐磨粒磨损性能研究[J ].摩擦学学报,1995,15(3):211-217.[2]黄金亮,马云庆.添加WC 对镍基合金熔覆层硬度及腐蚀磨损行为的影响[J ].金属热处理,1994,8:23-27.[3]吴新伟,曾晓雁,朱蓓蒂,等.激光熔覆镍基WC 合金组织与硬度变化规律[J ].热加工工艺,1997,3:14-17.[4]刘江龙,罗启泉,欧中心.激光扫描速度对灰铸铁的Cr表面合金化成分和组织结构的影响[J ].金属热处理学报,1993,3(14):33-37.[5]L IU J L ,LUO Q Q ,ZOU Z ser alloying on a castiron surface with W -V -Co -Cr alloying powder [J ].Surface and Coatings Technology ,1992(56):47-50.[6]WAN G M C ,WU W T.Microstructure of laser 2surface 2alloyed cast iron with Cr -Al -Y alloy[J ].Surface and Coatings Tech ,1995,72:181-188.[7]PANA G OPOULOS C N ,MAR K A KI E ,A G A THO 2CL EOUS.Excimer laser treatment of nickel 2coated cast iron [J ].Materials Science and Engineering ,1998,A241:226-232.[8]单际国,任家烈.金铸铁光束相变硬化层的组织和硬度[J ].应用激光,1999,19(5):265-268.(编辑 吕雪梅)・703・第3期李艳芳,等:铸铁表面激光熔敷镍基合金涂层的耐磨性研究。
重熔处理过程对镍基合金复合涂层的组织变化影响
科技信息SCIENCE&TECHNOLOGYINFORMATION2013年第5期作者简介:刘铎(1980—),男,汉族,工程师,主要从事特种设备型式试验、检测及复合材料制造、电阻焊和堆焊的研究。
0前言磨损是导致工程材料失效的最主要因素之一,如何通过改善材料的耐磨损性能来降低材料的损耗,一直是材料科学工作者非常关注的问题。
镍基自熔性合金(NiCrBSi )具有较好的力学性能和耐蚀性,是一种常用的耐滑动磨损材料,其形成的NiCr 、Cr 2B 、Cr 5B 3、CrB 及一些碳化物有助于提高结合强度和硬度。
用其制备的NiCrBSi/WC 复合涂层,对于汽车气缸摩擦副的耐磨损性提高有很大作用[1-2]。
近年来,很多研究集中在添加元素对镍基合金的性能变化作用,例如Mo 的加入可以改善涂层的抗咬死性,减少熔覆层的开裂敏感性[3];Ce 或La 2O 3可以促进硬质相和棒状第二相均匀分布,减少气孔和夹杂[4];Al 2O 3提高复合材料涂层的整体抗冲蚀性[5];六方BN 具有和石墨一样的润滑机制,具有更好的热稳定性,对涂层自润滑性的提高有显著影响[6];CrC 促进硬质相形成,延长涂层在磨损过程中的使用寿命[7]。
相应的涂层制备方法有很多种,常见的有激光熔覆、火焰喷涂、等离子喷涂、高频感应熔覆、喷焊等等。
其中等离子喷涂方法使用较为普遍,其具有参数调整方便灵活,沉积效率高的优点,在耐磨耐蚀涂层制备方面应用广泛。
本文主要探讨利用超音速等离子喷涂技术制备NiCrBSi/20%WC 复合涂层,并对喷涂后的涂层进行火焰重熔处理,通过对复合涂层火焰重熔处理前后的显微组织进行检测分析,了解其微观结构变化对复合涂层机械性能的影响。
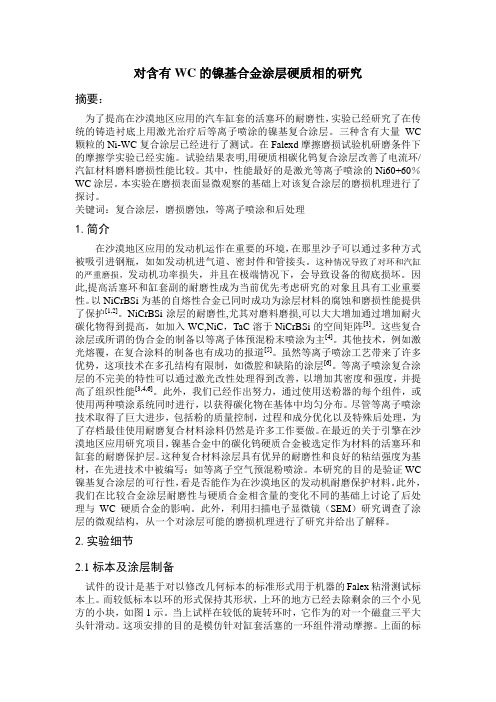
1试验方法所选用基体材料为碳素结构钢Q235A ,试样尺寸为80×40×5mm ,表面经喷砂处理后粗糙度达到R a =3.2μm ,并用丙酮清洗。
喷涂材料选用镍基碳化钨粉末(含20%WC ),粒子尺寸在50-150μm ,形貌见图1,其中不规则块状物质即为碳化钨。
镍基碳化钨合金粉末组织及性能

具有更高的硬度、弹性模量,组织更均匀、细密。但随着碳化钨质量分比的提高,熔覆过程中出现了微裂纹,在实际应
用中应根据实际需求选择合适质量配比。
关键词 :激光熔覆 ;镍基碳化钨 ;能谱分析 ;纳米压痕分析
中图分类号 :TG174.4
文献标识码 :A
文章编号 :1002-5065(2021)19-0002-3
C
3.67
8.51
Total
93.62
95.07
2.3 纳米压痕实验及分析
(1)分 图 2 熔覆涂层组织的 EDS 分析结果
图 4 两种镍基 WC 合金熔覆层弹性模量实验
微观结构中取若干个块状小块,选取组织颗粒,由涂层 表面到基体均匀取多个点,进行纳米压痕实验测试,计算多 个点的压入深度的、弹性模型、硬度平均值。
[6] C.T.Kunioshi,O.V.Correa,and L.V.Ramanathan,“High temperature oxidation and erosion-oxidation behaviour of HVOF sprayed Ni-20Cr,WC-20Cr-7Ni and Cr3C2-Ni-20Cr coatings,”Surface Engineering,vol.22,no.2,pp.121–127,2006.
2021年 10月上 世界有色金属 3
Copyright©博看网 . All Rights Reserved.
M 冶金冶炼 etallurgical smelting
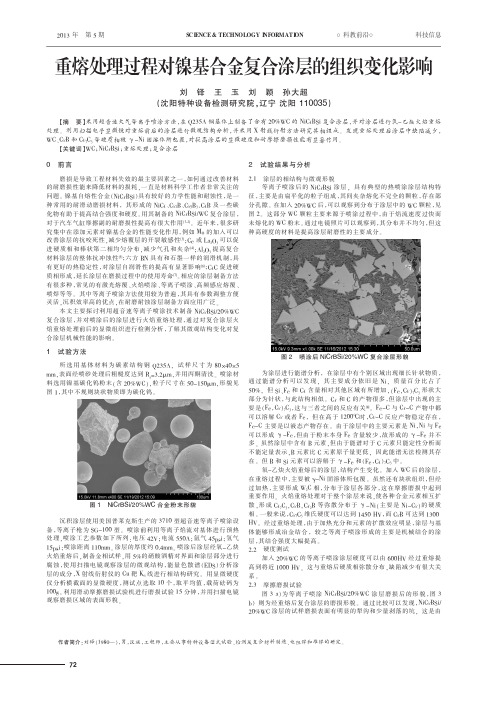
图 1 两种镍基合金激光熔覆着色实验
2.2 能谱分析 两种镍基复合材料微观组织面扫描能谱图见图 2 和图
(1)镍基 +60%WC 涂层组织
(2)镍基 +60%WC 涂层组织成分
激光-感应复合熔覆Ni基WC复合层的工艺研究

激光-感应复合熔覆Ni基WC复合层的工艺研究周圣丰;曾晓雁;胡乾午;黄永俊【摘要】为了提高熔覆效率与消除熔覆层的裂纹,采用激光-感应复合熔覆的方法在A3表面获得了无气孔与裂纹的Ni基WC复合层.研究了不同的加工参量对复合层质量的影响,结果表明,随着激光比能的增加,粉末面密度增加;在相同的激光比能条件下,随着粉末面密度增加,熔覆层的高度增加,稀释率减小;在相同的粉末面密度条件下,随着激光比能的增加,熔覆层的宽度略有增加.此外,相对于单纯的激光熔覆技术,激光-感应复合熔覆的效率约可以提高5倍.在激光-感应复合熔覆过程中,熔覆层与基材间的温度梯度大大降低,这是Ni基WC复合层无裂纹的关键原因.【期刊名称】《激光技术》【年(卷),期】2009(033)002【总页数】4页(P124-126,137)【关键词】激光技术;激光-感应复合熔覆;激光熔覆;激光比能;加工参量;Ni基WC 复合层【作者】周圣丰;曾晓雁;胡乾午;黄永俊【作者单位】南昌航空大学,材料科学与工程学院,南昌,330063;华中科技大学,光电子科学与工程学院,武汉,430074;华中科技大学,光电子科学与工程学院,武汉,430074;华中科技大学,光电子科学与工程学院,武汉,430074【正文语种】中文【中图分类】TG156.99引言激光熔覆效率低以及熔覆层极易产生裂纹,是阻碍激光熔覆技术工业化应用的主要障碍[1-3]。
采用加热炉或气体火焰等预热基材,被认为是消除裂纹的最有利方法[4-5]。
但是长时间的保温极易导致关键零部件的表面氧化,降低熔覆效率以及恶化加工条件。
为了克服这些不足,在以前的论文中,作者提出了激光-感应复合熔覆的方法,激光熔覆效率相对于单纯激光熔覆技术明显提高,获得了无气孔与裂纹的Ni基WC复合层[6-7]。
但是,激光加工工艺参量对熔覆层质量的影响;采用激光-感应复合熔覆技术,为什么获得的金属陶瓷复合层无气孔与裂纹?这些在论文中并没有详细讨论。
Ni基-WC合金粉末激光熔覆层形貌的预测
[ 7] 杨林 , 钟敏霖 , 黄婷 , 等. 激光直接制造镍基 高温合金零件成 形工艺 的研究 [ J ] . 应用激光 , 2 0 0 4, 2 4 ( 6 ) : 3 4 5— 3 4 9 .
编辑
傅 冬 梅
( 上接第 3 2页 )
的时 间 ; 在 与 日本 J S P公 司合作 的宝 钢 2 3 0 0 m m 连铸项 目中 , 采 用 在机 床 打 表 检 查方 法 再 加 调 整
1 2I .
[ 4 ] 朱大奇 , 史慧. 人工 神经 网络原理及 应用 [ M] . 第 一版. 北
通过 对人 工 神 经 网 络 的 学 习 , 建立 B P神 经 网络模 型 , 分 析 了熔 覆层 形 貌 尺 寸 ( 高度 和 宽 度 ) 与 激光熔 覆 主要 工 艺参 数 之 间 的关 系 , 并 利用 工 艺 参数 预测 形貌 尺寸 。结果 表 明 , B P神 经 网络 的
参 考 文 献
[ 1 ] 洪蕾 , 吴钢. 激光制造技术 基础 [ M] . 第 1版. 北京 : 人民交
通 出版 社 , 2 0 0 8 .
n q m, 平均 相 对 误 差 值 0 . 6 1 % 。这 些 数 据 说 明 利 用B P神经 网络预 测本 次 实 验 的熔 覆 层 高度 和 宽
最 少 也得 两个 班 左 右 。现 在 , 采 用此 种 检 测 方 法
点上 , 保存 数 据 。将 经 纬仪移 到另 一侧 , 按设 立 的 两个 固定 点定 标安装 经 纬仪 。
( 8 ) 按 照第 一 面测 量 的步 骤 对 另一 侧 进行 测
在正 常情况 ( 没 有停 工 ) 下, 一 个班 就 能 完成 测 量 和调 整 , 大大缩 短 了生产 周期 , 提 高 了工 作效 率 。
WC增强镍基复合喷焊层的组织与磨粒磨损性能研究
第27卷 第3期2006年 6月材 料 热 处 理 学 报TRANS ACTIONS OF M ATERIA LS AND HE AT TRE AT ME NTV ol .27 N o .3June2006WC 增强镍基复合喷焊层的组织与磨粒磨损性能研究于美杰1, 王成国1, 孙宏飞2, 徐 勇3, 朱 波1(1.山东大学材料科学与工程学院,山东济南 250061;2.山东科技大学材料科学与工程学院,山东青岛 266510;3.北京科技大学新金属材料国家重点实验室,北京 100083)摘 要:采用扫描电镜、电子探针、X 射线衍射和透射电镜技术分析了氧乙炔火焰喷焊WC 增强镍基自熔性合金复合涂层的组织结构,并采用湿砂橡胶轮式磨粒磨损试验机对该涂层与等离子喷涂NiCr ΠCr 3C 2涂层的磨损性能进行了实验比较。
结果表明,复合喷焊层内形成了γ2Ni 固溶体基体,其中弥散分布着大量细小的碳化物硬质相Cr 3C 2、B 4C 、Cr 7C 3、Cr 23C 6等。
WC 颗粒仅在边缘处发生部分溶解,与涂层基体形成了冶金结合,周围生成针状的碳化铬枝晶。
该组织决定了喷焊层基体具有较高的硬度,WC 增强颗粒与基体之间具有很高的结合强度。
复合喷焊层具有很好的耐磨粒磨损性能,其磨损失重量仅为NiCr ΠCr 3C 2涂层的57%。
关键词:磨损; 喷焊; 涂层; 镍基自熔性合金中图分类号:TG 13516; TG 113 文献标识码:A 文章编号:100926264(2006)0320116205收稿日期: 2005208209; 修订日期: 2006203216作者简介: 于美杰(1979—),女,山东大学材料学院、山东省碳纤维工程技术研究中心博士研究生,目前主要从事聚丙烯腈基碳纤维制备工艺的研究,T el :0531283953362802,E 2mail :ym j -79@ 。
磨粒磨损是工业中最常见、磨损率极高的磨损形式,据统计大约有50%的机械零件损坏是由于磨粒磨损所致[1]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
对镍基WC复合材料熔覆的研究
自从20世纪80年代开始,随着激光器技术的发展,新型高功率激光器的不断出现,激光熔覆技术在工业应用上不断深入,激光熔覆技术得到了迅猛的发展,目前已成为国内外激光表面改性研究的热点。
其应用领域不断拓宽,它可以用于机械制造与维修、汽车制造、纺织机械、航海与航天和石油化工等领域。
在刀具、模具、阀体等机械部件已获得了广泛的应用。
激光熔覆技术是随着激光器技术的发展而不断壮大,因此对于激光熔覆设备中所使用的激光器就是其关键部件。
目前国内多数的生产企业主要使用的有CO2气体激光器,灯泵YAG 固体激光器。
其中CO2气体激光器,功率大,一般数千瓦甚至更高,但体积庞大,维护成本高;且CO2激光器由于结构庞大,其波长为10.6um 的激光不能通过光纤传导,灵活性受到极大限制,不容易实现三维零件复杂曲面的熔覆加工。
国内传统灯泵YAG 固体激光器,功率较小,都是百瓦级别,价格便宜,体积也相对较小,维护相对简单,但每隔段工作时间需要更换泵浦灯。
由于功率不大,其加工的效率和应用范围都受限。
目前国外流行大功率光纤耦合输出半导体激光和整形聚焦直接输出的半导体激光器
来做激光熔覆工艺,其具有电光转换效率高、体积小等优势。
但存在技术门槛高,激光器成本价位昂贵等局限。
而高功率的全固态激光器是采用半导体激光阵列作为泵浦源,以YAG
晶体为工作物质,综合半导体激光的高效率与YAG激光成熟技术优势,具有输出功率大
(1~5kW)、光束质量好(BP值8~40mm*mrad)、输出稳定性好,电光转换效率好(~20%),柔性好,光纤传输可灵活匹配机器人与数控加工机床实现三维加工等诸多优点(如图1所示)。
3kW全固态激光器机器人熔覆加工系统
图1、3kW全固态激光器机器人加工系统装备
激光熔覆由于其极高的能量密度,几乎能够熔化所有的合金和陶瓷。
为进一步提高零件表面的耐磨耐蚀性能,目前国内外广泛开展了在铁、镍、钴基合金溶剂熔镶WC、TiC、SiC及B4C等陶瓷硬质相的复合涂层研究。
WC是耐磨性极佳的硬质材料,镍基合金对WC 有很好的润湿性。
因此,采用激光熔覆表面改性技术制备耐磨性能优良的Ni/WC陶瓷涂层
具有一定的学术价值和应用价值。
但合金溶剂与陶瓷硬质相之间存在明显的界面和较大的性能差异,容易出现陶瓷颗粒脱落、应力集中及产生裂纹等问题。
对此在熔覆工艺中裂纹、气孔等出现问题要从工艺优化上着手解决,如优化激光参数工艺、采用预热与后热处理等。
江苏中科四象激光科技有限公司激光加工中心采用高功率全固态激光器针对镍基WC 复合材料熔覆难题开展工艺试验研究,采用3kW高功率全固态激光器,选取800um芯径光纤传输,配合机器人实现轨迹运动,配合光束积分镜得到均匀的矩形光斑,光斑大小8×2mm2,
热,拓宽了工业应用的范围。
宽带积分镜光束整形(圆形高斯到矩形平顶)
图2、激光光束整形系统
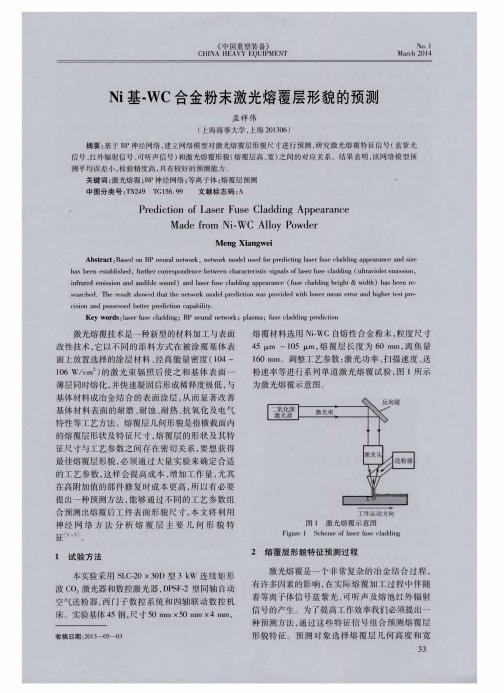
倍数:40X 倍数:40X
熔覆层与基体冶金结合倍数:100X 熔覆层与基体冶金结合倍数:100X
块状WC颗粒弥散分布倍数:200X 球形WC颗粒弥散分布倍数:200X。