钳工实训课题四方体、五方体锉配工艺过程
手工加工零件工艺-锉配

三、对称度对工件互换精度的影响
如图所示,如果凹凸件都有对称度要求0.04 mm,并且在同方向位 置上锉配达到要求的间隙后,可使两侧基准面对齐,而调换180°后做 配合时就会产生两侧面基准面偏位误差,其总对称度为0.08 mm。
学习目标
1.掌握锉配四方体的方法; 2.进一步熟练掌握锉削、锯 削和錾削的技能,并能达到一 定的加工精度要求。
锉配
锉配是钳工的一项重要操作技能。本项目主要 通过凹凸体锉配、四方体锉配和六角形体锉配三个 锉配任务的练习来介绍相关的锉配工艺知识、操作 步骤及要点,从而进一步掌握并提高锉配技能。
学习目标
1.掌握锉配的相关工艺知识; 2.掌握锉配Байду номын сангаас一般加工步骤。
任务描述
根据如图所示图样锉配凹凸 体,要求达到锉配精度,并能转 位互换配合。
二、锉配方法
(2)锉配内、外六角形工件有两种加工 顺序:一种按前面锉配四方体的方法,先锉 配一组对面,然后依次将三组试配后,再做 整体修锉配入;另一种可以先锉三个邻面, 用120°样板和外六角体试配检查三面的 120°角度与等边边长的准确性,并按所划 加工线锉至接触线条,如图所示。然后再同 时锉三个面的对应面,再作整体修锉配入。
二、四方体的形状误差对锉配的影响
(3)当四方体有平行度误差, 且在一个位置锉配后取得零间隙时, 在转位180°作配入修整后,四方 体小尺寸处会产生配合间隙Δ1和Δ2, 如图(c)所示。
学习目标
1.掌握锉配六角形体的方法; 2.进一步熟练掌握锉削、锯削、 钻削的技能,并能达到一定的加 工精度要求。
任务描述
根据如图所示图样的要求锉 配四方体,要求达到锉配精度, 并能转位互换配合。
一、锉配方法
钳工中级培训-加工四方配合件
3
划线(分别以平面1、3为划线基准,划尺寸 60mm)
4
锯削(锯下多余材料,留锉削余量≤0.5mm)
锉削(锉削平面2、4。保证平面度
5
0.04mm , 与 基 准 面 A 垂 直 度 0.04mm , 与 平
面1、3垂直度和平行度0.04mm)
活动二 板类零件锉削
• 要求:锉削凸、凹件轮廓,保证平面度、
和图6-3所示凹件轮廓的加工。
图6-2 凸件轮廓
图6-3 凹件轮廓
• 【知识准备】
• 一、板类零件的锉削加工
– 面,基准先行”。
2.锉刀与锉纹
•
根据被加工平面的长度选择合适的锉
刀。
•
锉削纹路为顺向锉纹,即锉纹方向与
窄长平面的长度方向一致,如图6-4所示。
• 【任务导入】
•
孔的半精加工需要经过“先钻孔、再
扩孔”的方式才能达到要求。
•
攻螺纹前,需要进行孔口倒角,常用
锪孔钻进行加工。
•
本任务主要学习孔的“钻-扩”半精
加工和锪孔技能。
•
通过练习,完成图6-9所示凸件孔和
图6-10所示凹件孔的半精加工。
图6-9 凸件孔半精加工
图6-10 凹件孔半精加工
• (2)刀体的刚性好,能用较大的进给量。
• (3)排屑容易,加工表面质量较钻孔好。
2 3 4 5 6
Ra3.2
7
(4处)
8
文明生产
合计
配分
量具
检测结果
学生评分
教师评分
9分×2
4分 4分 4分 4分 4分
3分×4
违纪一项扣10分 50分
任务二 孔的半精加工
钳工实训与技能考核训练项目四 四方体镶配

项目四
四方体镶配
(a) (b) (c) 图 4-14 基准件误差对锉配精度的影响 (a)尺寸误差出现现象(b)垂直度误差出现现象 (c)平行度误差出现现象
项目四
四方体镶配
(2)当四方体一面有垂直度误差,且在一个位置锉配 后取得零间隙,则在转位180°作配入修正后,产生了 附加间隙 ,将使四方形成为“平行四边形”,如图414(b)所示。 (3)当四方体有平行度误差时,在一个位置锉配后 取得零间隙,则在转位180°作配入修正后,使四方体 小尺寸处产生配合间隙 和 ,如图4-14(c)所示。
项目四
四方体镶配
图4-4 孔口去毛刺工具(短钻头) 图4-5 孔口去毛刺工具(锥齿刀具)
(3)键槽去毛刺工具 键槽去毛刺工具,如图4-6所示,是将方形或三角形 硬质合金刀片用螺钉固定在圆杆上,圆杆左端的一段弯 曲约30°,右端装上手柄。使用该工具去除键槽和窄槽 边上的毛刺很方便。
项目四
四方体镶配
项目四
四方体镶配
(3)在内四方体的锉削中,为获得内棱角清角,必 须修磨好锉刀边,锉削时应使锉刀略小于90°,一边紧靠 内棱角进行直锉。 2. 四方体的形状误差对锉配的影响 (1)当锉削后的四方体各边尺寸出现误差时,如当 配合面的一边加工尺寸为25㎜,另一边加工尺寸为24.95 ㎜,且在一个位置锉配后取得零间隙,则转位90°作配入 修正后,配合面之间将引起间隙扩大,其值最小为0.05㎜, 如图4-14所示。
项目四
四方体镶配
如图4-9所示,将一块厚约18mm的聚酯橡胶粘在钢 板上,将钻头装夹在手电钻上,这样即可去掉工件钻孔 后残留的毛刺。
图4-8 利用手电钻去毛刺 图4-9 去除工件钻孔后的毛刺 (a)带毛刺工件 (b)去毛刺使用的砂轮
锉配四方体

•5 • 腹痛指发生在腹部的疼痛,由腹内或腹外器官疾病引起。按病程分为
上一页 下一页 返回
第一节 常见症状、体征的辨识
• (1 • ① 腹膜急性炎症:最常由胃肠穿孔引起。特点是有定位的持续性锐
• (一)量块 • 量块是机械中制造中长度尺寸的标准。 • 量块见图3 -4所示,是用不易变形、耐磨性好的材料(如铬锰刚)制成, • 其形状为长方形六面体,它有两个工作面和四个非工作面。 • 量块一般都做成多块一套,装在特制的术盒内。常用的有83块一套、
46块一套、10块一套和5块一套等多种,它的基本尺寸如表3一1所示
症状即可作出。轻者照常工作、学习。病情较重者应卧床休息、忌烟 、多饮水,室内保持空气流通。常用的抗病毒药物有病毒唑、抗病毒 冲剂、板蓝根、柴胡冲剂等。如有发热、头痛,可加用阿斯匹林、消 炎痛、去痛片、速效感冒胶囊等;咽痛可用各种咽含片、消炎喉片等 ;声音嘶哑者用超声雾化吸入治疗;鼻塞、流涕用1%麻黄素滴鼻等
痛,腹部加压、改变体位可使疼痛加剧,病变部位有压痛、反跳痛与 • ② 腹腔器官急性炎症:如急性胃肠炎、急性胰腺炎、急性阑尾炎等 • ③ 空腔脏器梗阻或扩张:如肠梗阻、胆道蛔虫症、泌尿道或胆道结
上一页 下一页 返回
第一节 常见症状、体征的辨识
• ④ 脏器扭转或破裂:急性扭转常见于腹内有蒂器官,如卵巢、胆囊 、肠系膜、大网膜等,疼痛呈强烈绞痛或持续性痛;肝、脾破裂,异
• ⑤ 中毒与代谢障碍:如铅中毒、急性血卟琳病,常有原发病的临床 • ⑥ 胸腔疾病的牵涉痛:如肺炎、肺梗塞、急性心肌梗塞、心包炎等
上一页 下一页 返回
电子课件-钳工与焊工实训(第二版)-B24-2209 课题五 四方体零件的锉削
课题五 四方体零件的锉削
一、四方体零件各表面的锉削顺序
锉削四方体零件各表面时必须按照一定的顺序进行,才能快速、 准确地达到规定的尺寸精度和相对位置精度要求。其一般原则如 下:
(1)选择最大的平面作为基准面并锉平(达到规定的平面度要求)。 (2)先锉大平面后锉小平面。以大面控制小面,能使测量准确、修 整方便。 (3)先锉平行面后锉垂直面,即在达到规定的平行度要求后,再 加工相关面以保证垂直度:一方面便于控制尺寸;另一方面平行 度比垂直度的测量方便,同时在保证垂直度时,可以进行平行度、 垂直度两项误差的测量比较,减小累计误差。
图5—5 千分尺的测量方法
课题五 四方体零件的锉削
三、对称度的测量方法 1.对称度的概念
对称度误差是指被测表面的对称平面与基准表面的对称平面间 的最大偏移距离Δ,如图5—6所示。
2.对称度公差带
对称度公差带是指相对基准中心表面对称配置的两个平行平面 之间的区域,两平行平面间的距离即为公差值t,如图5—7所示。
图5—6 对称度误差
图5—7 对称度公差带
课题五 四方体零件的锉削
3.对称度的测量方法 测量被测表面与基准表面的尺寸A 和B,其差值的一半即为对称度误差 值,如图5—8所示。
图5—8 对称度测量
课题五 四方体零件的锉削
1.工作任务 本任务要求学生加工如图5—1所示的工件,使其达到图样要 求。 2.任务分析 分析图样可知,该任务是综合运用锯削、锉削技能将原料加 工至达到图样要求,并能正确使用量具来保证位置公差要求。
⑤粗、精锉端面基准的对面。用游标高度尺划出相距对面30mm 的 平面加工线,先粗锉,留0.15mm 左右的精锉余量, 再精锉达到图样要求 (垂直度用直角尺检查)。
教学能力大赛钳工实训教学教案
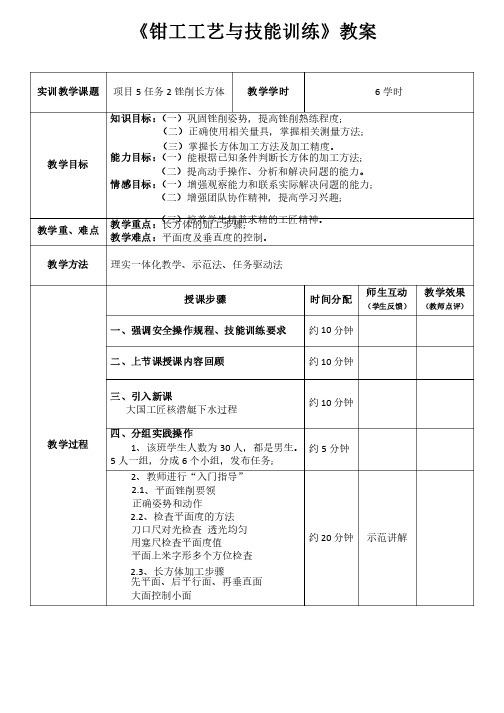
《钳工工艺与技能训练》教案实训教学课题 项目5任务2锉削长方体锉削长方体教学学时6学时学时教学目标知识目标:(一)巩固锉削姿势,提高锉削熟练程度;(一)巩固锉削姿势,提高锉削熟练程度;(二)正确使用相关量具,掌握相关测量方法;(二)正确使用相关量具,掌握相关测量方法; (三)掌握长方体加工方法及加工精度。
能力目标:(一)能根据已知条件判断长方体的加工方法;(一)能根据已知条件判断长方体的加工方法;(二)提高动手操作、分析和解决问题的能力。
情感目标:(一)增强观察能力和联系实际解决问题的能力;(一)增强观察能力和联系实际解决问题的能力; (二)增强团队协作精神,提高学习兴趣;(二)增强团队协作精神,提高学习兴趣; (三)培养学生精益求精的工匠精神。
教学重、难点教学重点:长方体的加工步骤;长方体的加工步骤;教学难点:平面度及垂直度的控制。
教学方法理实一体化教学、示范法、任务驱动法理实一体化教学、示范法、任务驱动法教学过程授课步骤时间分配 师生互动 (学生反馈) 教学效果(教师点评)一、强调安全操作规程、技能训练要求 约10分钟分钟 二、上节课授课内容回顾 约10分钟分钟三、引入新课大国工匠核潜艇下水过程大国工匠核潜艇下水过程约10分钟分钟四、分组实践操作1、该班学生人数为30人,都是男生。
5人一组,分成6个小组,发布任务;约5分钟分钟2、教师进行“入门指导”、教师进行“入门指导” 2.1、平面锉削要领、平面锉削要领 正确姿势和动作正确姿势和动作2.2、检查平面度的方法、检查平面度的方法 刀口尺对光检查刀口尺对光检查 透光均匀透光均匀 用塞尺检查平面度值用塞尺检查平面度值平面上米字形多个方位检查平面上米字形多个方位检查 2.3、长方体加工步骤、长方体加工步骤先平面、后平行面、再垂直面先平面、后平行面、再垂直面 大面控制小面约20分钟分钟 示范讲解示范讲解3、将待加工毛坯按照加工先后顺序分成7个工序,分别为:个工序,分别为:① 检查来料尺寸、去毛刺检查来料尺寸、去毛刺 约2分钟分钟学生操作,教师指导教师指导② 加工第一面、检查平面度加工第一面、检查平面度约40分钟分钟学生操作,教师指导 ③ 加工第一面的平行面、检查平面度和与第一面的平行度,保证尺寸第一面的平行度,保证尺寸约30分钟分钟学生操作,教师指导 ④ 加工已加工面的垂直面、检查平面度和与第一面的垂直度与第一面的垂直度约30分钟分钟学生操作,教师指导 ⑤ 加工第四面,检查平面度和与第一面的垂直度,并保证尺寸垂直度,并保证尺寸 约30分钟分钟学生操作,教师指导 ⑥ 修整两个端面,保证尺寸修整两个端面,保证尺寸 约15分钟分钟 学生操作,教师指导 ⑦ 全面精度复检、修棱去毛刺全面精度复检、修棱去毛刺 约5分钟分钟学生操作,教师指导4、学生自评、互评、学生自评、互评约13分钟分钟 教师点评教学反思本次教学采用理实一体化教学模式,很好地结合示范法和任务驱动法进行了项目教学。
项目六综合练习锉配四方体9课时
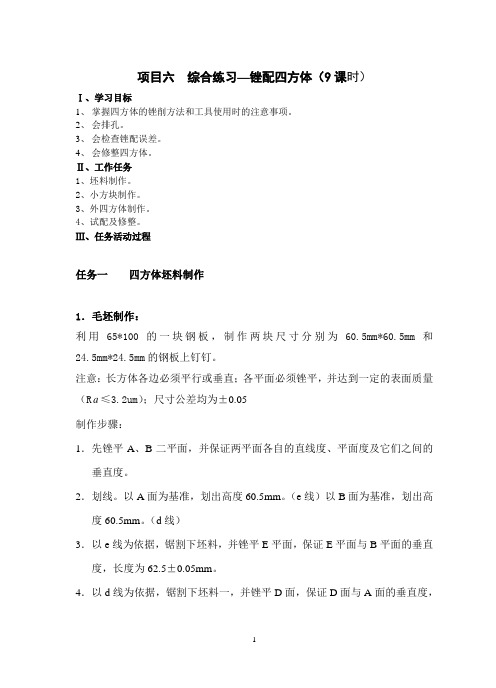
项目六综合练习—锉配四方体(9课时)Ⅰ、学习目标1、掌握四方体的锉削方法和工具使用时的注意事项。
2、会排孔。
3、会检查锉配误差。
4、会修整四方体。
Ⅱ、工作任务1、坯料制作。
2、小方块制作。
3、外四方体制作。
4、试配及修整。
Ⅲ、任务活动过程任务一四方体坯料制作1.毛坯制作:利用65*100的一块钢板,制作两块尺寸分别为60.5mm*60.5mm和24.5mm*24.5mm的钢板上钉钉。
注意:长方体各边必须平行或垂直;各平面必须锉平,并达到一定的表面质量(R a≤3.2um);尺寸公差均为±0.05制作步骤:1.先锉平A、B二平面,并保证两平面各自的直线度、平面度及它们之间的垂直度。
2.划线。
以A面为基准,划出高度60.5mm。
(e线)以B面为基准,划出高度60.5mm。
(d线)3.以e线为依据,锯割下坯料,并锉平E平面,保证E平面与B平面的垂直度,长度为62.5±0.05mm。
4.以d线为依据,锯割下坯料一,并锉平D面,保证D面与A面的垂直度,宽度尺寸为60.5±0.05mm。
5.锉平坯料二的D面,保证与A`平面的垂直度。
6.划线:以D平面基准,划出高度24.5mm。
7.以f线为依据,锯割下坯料二。
任务二小方块制作1.先检查小方块毛坯的尺寸,然后加工好其中两个相邻平面,保证这两个平面的平面度、垂直度及表面粗糙度。
2.以加工好的两平面为基准,分别锉削其余两个平面,使之达到尺寸精度mm(二处),同时,保证这两个平面的平面度及与两个基准平面的垂直24003.0度,另外还要使这两个平面达到一定的表面粗糙度(R a≤3.2um)。
任务三外四方体制作1.根据图纸要求,先制作好60±0.05*60±0.05的坯料。
2.根据图纸要求,利用高度游标尺划线。
并用已制作好小方块,来检查所划的线是否符合要求。
注意:一定要根据实际尺寸来划线,否则中间孔的尺寸可能偏差会有点大。
电子课件-《机修钳工实训(初级模块)》-A02-2004 1-6-5锉配四方体
子课题5 锉配四方体
一、教学要求
1.掌握四方体锉配的方法。 2.了解影响锉配精度的因素并掌握锉配 误差的检验和修正方法。
3.掌握锉配工、刃具的正确使用和修整。
课题6 综合技能训练
二、相关工艺知识
1.四方体锉配方法
(1)先锉准外四方体,后配锉内四方体。 内四方体锉配时,为便于控制尺寸,应 按图样要求选择有关的垂直外形面作测 量基准,锉配前必须首先保证所选定基 准面的精度。
课题6 综合技能训练
课题6 综合技能训练
三、零件实训样图
课题6 综合技能训练
四、操作准备
课题6 综合技能训练
五、操作步骤 六、注意事项 七、练习记录及 成绩评定
(2)加工过程中内四方体各表面之间的 垂直度,可采用自制量角样板(图1-6-17) 检验,此样板还可用于检查内表面直线 度。
(3)在内四方体锉削中,为获得内棱清 角,必须修磨好锉刀边,锉削时应使锉 刀略小于90°的一边紧靠内棱角进行直 锉。
课题6 综合技能训练
2.四方体的形体误差对锉配的影响
(1)当四方体各边尺寸出现误差,如配合面的一处 加工为25mm,另一处加工为24.95mm,且在一个位 置锉配后取得零间隙,则转位90°作配入修整后, 配合面之间将引起间隙扩大,其值为0.05mm(图16-18a)。 (2)当四方体的一面有垂直度误差,且在一个位置 锉配后取得零间隙,则在转位180°作配入修整后, 则产生了附加间隙Δ,将使四方形成为平行四边形 (图1-6-18b) (3)当四方体有平行度误差时,在一个位置锉配后 取得零间隙,则在转位180°作配入修整后,使四方 体小尺寸一处产生配合间隙Δ1和后则产生喇叭口。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
四方体、五方组合体
五方组合体装配图
五方组合体件1
五方组合体件2
五方组合体件3
五方组合体配分表
1.参考工艺
(1)加工件2
1)首先钻铰ø8H7,选择合适的芯轴装入孔中,使其配合间隙为最小。
及180°±2′ 20尺寸的加工方法如图10所示,将被加工平面放 2)加工200
.0
03
置于平板上,对芯轴上素线进行测量(厚度两侧要同时进行测量),旋转5次锉削该加工平面直至达到尺寸精度要求。
加工尺寸时同时要通过正弦规保证角度值。
(2)加工件1与件3外
形尺寸,不但要保证尺寸精
度及较高的位置精度,还要
保证件1与件3的80尺寸一
致,目的是配作孔时利于精
度的保证。
1)加工件1下端两孔的图10 加工示意图
其中一孔,要保证两个方向尺寸误差控制在±0.05以内。
2)配作件3的孔
①用精密平口钳对80方向上进行夹紧,用0级刀口直角尺对两件侧面进行调整,使两件的侧面对齐后紧固平口钳。
②用ø8中心钻配钻件3孔,只需将件3锪出定心锥孔即可。
③将工件从平口钳上取出,完成钻孔、铰孔。
④翻转件1,同样方法配作件3另一孔。
3)将芯轴装配进件1与件3孔中,使其相连接,然后将件1和件3整体翻转,以件3孔为基准配作件1的另一孔,方法同上。
(3)加工件3角度面角度值和对称度通过正弦规来保证。
将件2放置于件3上,对件1进行比较,当高度加工到一致时为合格。
注意此时最好是将件2、件3配合后的高度尺寸略高于件1,目的是利于装夹时能使配合间隙达到最好。
(4)将件1与件3用芯轴连接,平口钳将三件夹紧配作件1上端ø8的孔。
注意:本课件要装配好以后再对间隙进行检测。
装配不上不于检测。