CNC参数一览表(精)
CNC加工中心-精加工切削参数计算表

以下仅供参考
1.一般的选择原则是中等的每刃进给量,较小的轴向切深
p ,适当的径向切深
e
,高的切削速度。
2.使用球刀的切削速度要高于平刀的切削速度。
3.刀具的伸出长度不能超过直径的4倍,刀具过长切削参数需往下调整
4.适用刀具直径:D4-D12
高速铣削加工用量的确定主要考虑加工效率、加工表面质量、刀具磨损以及加工成本。
不同刀具加工不同工件材料时,加工用量会有很大差异,目前尚无完整的加工数据,可根据实际选用的刀具和加工对象参考刀具厂商提供的加工用量选择。
二、切削速度的计算
Vc=(π*D*S)/1000
Vc:线速度(m/min) π:圆周率(3.14159) D:刀具直径(mm)
S:转速(rpm)
例题. 使用Φ25的铣刀Vc为(m/min)25 求S=?rpm
Vc=πds/1000
25=π*25*S/1000
S=1000*25/ π*25
S=320rpm
三、进给量(F值)的计算
F=S*Z*Fz
F:进给量(mm/min) S:转速(rpm) Z:刃数
Fz:(实际每刃进给)
例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F
值)为多少?(Fz=0.25mm)
F=S*Z*Fz
F=2000*2*0.25
F=1000(mm/min)
(此文档部分内容来源于网络,如有侵权请告知删除,文档可自行编辑修改内容,供参考,感谢您的
支持)。
CNC加工编程参数
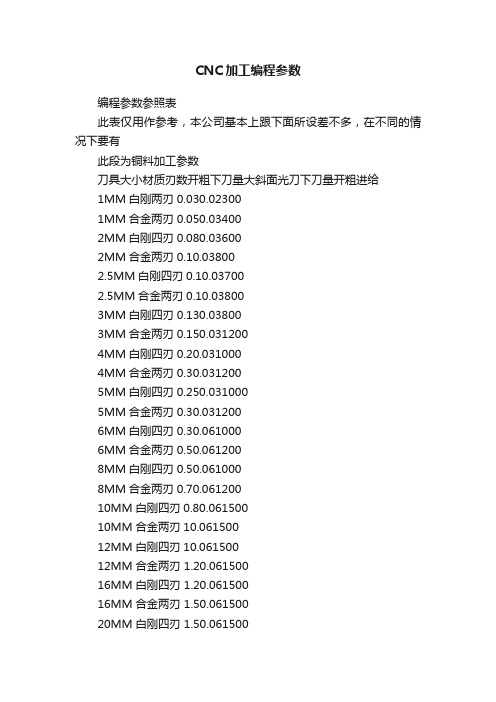
CNC加工编程参数编程参数参照表此表仅用作参考,本公司基本上跟下面所设差不多,在不同的情况下要有此段为铜料加工参数刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给1MM白刚两刃0.030.023001MM合金两刃0.050.034002MM白刚四刃0.080.036002MM合金两刃0.10.038002.5MM白刚四刃0.10.037002.5MM合金两刃0.10.038003MM白刚四刃0.130.038003MM合金两刃0.150.0312004MM白刚四刃0.20.0310004MM合金两刃0.30.0312005MM白刚四刃0.250.0310005MM合金两刃0.30.0312006MM白刚四刃0.30.0610006MM合金两刃0.50.0612008MM白刚四刃0.50.0610008MM合金两刃0.70.06120010MM白刚四刃0.80.06150010MM合金两刃10.06150012MM白刚四刃10.06150012MM合金两刃 1.20.06150016MM白刚四刃 1.20.06150016MM合金两刃 1.50.06150020MM白刚四刃 1.50.06150020MM合金两刃 1.50.06150025MM白刚四刃 1.50.06150025MM合金两刃 1.50.061500飞刀刀具刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给R6合金刀粒两刃0.450.151500R8合金刀粒两刃0.50.21500R10合金刀粒两刃0.60.2150012R0.4合金刀粒一刃0.70.1120016R0.4合金刀粒两刃0.70.1150020R0.4合金刀粒两刃0.70.1150025R0.8合金刀粒两刃10.1150030R5合金刀粒两刃0.60.31600球刀刀具刀具大小直径材质刃数开粗下刀量斜面光刀下刀量R0.51MM合金两刃0.020.02R11MM合金两刃0.040.05R1.53MM合金两刃0.060.07R24MM合金两刃0.150.1R2.55MM合金两刃0.20.1R36MM合金两刃0.30.12R48MM合金两刃0.30.12R510MM合金两刃0.50.15R612MM合金两刃0.50.15R816MM合金两刃0.60.2R1020MM合金两刃0.60.2编程参数参照表此表仅用作参考,本公司基本上跟下面所设差不多,在不同的情况下要有此段为钢料加工参数刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给2MM白刚四刃0.020.034002MM合金两刃0.040.035002.5MM白刚四刃0.020.034002.5MM合金两刃0.040.035003MM白刚四刃0.030.034003MM合金两刃0.050.036004MM白刚四刃0.050.036004MM合金两刃0.050.036005MM白刚四刃0.050.036005MM合金两刃0.050.038006MM白刚四刃0.060.066006MM合金两刃0.060.068008MM白刚四刃0.080.068008MM合金两刃0.10.06110010MM白刚四刃0.10.0680010MM合金两刃0.150.06110012MM白刚四刃0.130.07120012MM合金两刃0.150.07130016MM白刚四刃0.150.11300 16MM合金两刃0.20.11300 20MM白刚四刃0.20.11200 20MM合金两刃0.250.11200 25MM白刚四刃0.20.11200 25MM合金两刃0.250.131200飞刀刀具刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给R6合金刀粒两刃0.40.151500 R8合金刀粒两刃0.40.21500 R10合金刀粒两刃0.50.21500 12R0.4合金刀粒一刃0.20.11200 16R0.4合金刀粒两刃0.250.11500 20R0.4合金刀粒两刃0.30.11500 25R0.8合金刀粒两刃0.30.21500 30R5合金刀粒两刃0.50.31600 40R6合金刀粒两刃0.50.31500 63R5合金刀粒六刃0.60.31300球刀刀具刀具大小直径材质刃数开粗下刀量斜面光刀下刀量R11MM合金两刃0.030.03 R1.53MM合金两刃0.060.07R24MM合金两刃0.150.1 R2.55MM合金两刃0.20.1 R36MM合金两刃0.30.12 R48MM合金两刃0.30.12 R510MM合金两刃0.50.15 R612MM合金两刃0.50.15 R816MM合金两刃0.60.2 R1020MM合金两刃0.60.2下要有不同的改变光平面进给光斜面进给开粗转数光刀转数15030050006000150400550060002005004000450020050042005000200600350040002006004000450020060035004000200650400045002506003000350025065035004000250600300035003006503500400025060028003200300700300040002506002200250030080022003000300600220025004008002200300030060022002500400800220030004008001200120045010001200150040080010001000450100012001200400800800-100800450100010001000光平面进给光斜面进给开粗转数光刀转数150025003000150021002500150020002500500110022003000600120018003000600120018003000600130018002800700120016002000开粗进给光斜面进给开粗转数光刀转数300350550060006005004500450070060042004500110090040004500120080040004200150012003000380015001300300035001700150026003000180015002500300018001500250030001800150025002800下要有不同的改变光平面进给光斜面进给开粗转数光刀转数光侧面进给斜面转速2004503000320025050032003500200450300032002505003200350020045025002800250500260030002004502200250025050025003000250500180025003006502200280025050015002200300600200025002506001300230030080030080018002300300800300600120020002508004008001800200025080030080012001600250800400800150018002508004008007001200230400450100080012002504004008006001000200300450100060010002003004008005008002002504501000500800200250光平面进给光斜面进给开粗转数光刀转数15002500300015002100250015002000250050011002200300060012001800300060012001800300060013001800280070012001600200080012001600200010001200700-10001500开粗进给光斜面进给开粗转数光刀转数40040035004500 70060035004000 110090035004000 120080035004000 1500120025003000 1500130025003000 1700130022002800 1800150022002800 1800150020002600 1800150018002300。
粗、精加工参数表、平行式(CNC)

F1500 F1500 F1500 F1500
150mm 120mm 100mm 100mm
平行式 步进量0.33mm
平行式 步进量0.33mm
8 Ф20R0.5 铜料/钢料
≤8°0.25mm
S3500 F1500
100mm
9 Ф16R0.8 铜料/钢料
≤8°0.25mm
S3500 F1500
85mm
精加工参数表
一.曲面等高外形(牛鼻刀、端铣刀)
序号 刀具大小 加工材料 步进量/Z下刀量 转速 进给
1 Ф63R6
钢料
≤10°0.32mm
S1500
F1800
2 Ф40R6
铜料/钢料
≤10°0.3mm
S2800 F1800
3 Ф32R0.8 铜料/钢料
≤8°0.25mm
S3400 F1700
表一
参考加工深 度
50mm
14 Ф8R1.0
铜料/钢料
≤5°0.28mm
S4000 F1350
45mm
15 Ф8R0.5
铜料/钢料
≤5°0.24mm
S4000 F1350
45mm
16 Ф6R1
铜料/钢料
≤5°0.28mm
S4500 F1300
35mm
17 Ф6R0.5 18 Ф12 19 Ф10 20 Ф8 21 Ф6 22 Ф4 23 Ф3 24 Ф2.5 25 Ф2 26 Ф1.5
加工底平面 加工底平面 加工底平面
10 Ф16R2
铜料/钢料
≤8°0.28mm
S3500 F1300
100mm
11 Ф12R1.0 铜料/钢料
≤5°0.28mm
最全面的CNC切削参数表

≤60
≤50
≤45
≤35
≤30
≤28
≤25
≤25
≤20
≤15
≤6
≤4
开粗
S4500 S7500 S8000 S8000 S8500 S8500 S9000 S8500 S8500 S8500 S9000 S8500 S8500 S9000 S9500 S9000 S11000 S11000 S10000 S8000 S12000 S12000 S12000 S11000 S12000 S12000 S12000 S11000 S15000 S15000 S15000 S14000 S15000 S15000 S15000 S15000
≤15
R6 R5 R4 R3 R2.5 R2 R1.5 R1 R0.75 R0.5 R0.3 R0.2
中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀
F4000 F3000 F2500 F1000 F6000 F3500 F3000 F1000 F6000 F3500 F3000 F1000 F5000 F3500 F3000 F1000 F5000 F3000 F2800 F1000 F3500 F3000 F2800 F900 F3500 F3000 F2800 F900 F2800 F2500 F2000 F600 F2000 F1800 F1500 F500
Ø16R0.8
Ø12R0.3
Ø10R0.3
Ø8R0.3
Ø6R0.3
Ø4R0.2
Ø3R0.2
CNC切削参数

刀具直径种类参数切削参数粗加工精加工平面加工备注刀具悬伸长度E10R0.8 飞刀2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在50以下E10R0.8 飞刀2 ar(mm) 8 0.2 8 刀长在50以下E10R0.8 飞刀2 F(mm/min) 1000 1000 600 刀长在50以下E10R0.8 飞刀2 S(转/min) 3200 3200 3500 刀长在50以下E10R0.8 飞刀2 寿命(min) 60 \ 60 刀长在50以下E10R0.8 飞刀2 金属去除率\ \ \ 刀长在50以下E12R0.8 飞刀2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在60以下E12R0.8 飞刀2 ar(mm) 10 0.2 10 刀长在60以下E12R0.8 飞刀2 F(mm/min) 1000 1000 700 刀长在60以下E12R0.8 飞刀2 S(转/min) 3000 3000 3500 刀长在60以下E12R0.8 飞刀2 寿命(min) 60 120 60 刀长在60以下E12R0.8 飞刀2 金属去除率\ \ \ 刀长在60以下E16R0.8 飞刀2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在90以下E16R0.8 飞刀2 ar(mm) 13 0.2 13 刀长在90以下E16R0.8 飞刀2 F(mm/min) 900 1800 800 刀长在90以下E16R0.8 飞刀2 S(转/min) 2500 3000 3000 刀长在90以下E16R0.8 飞刀2 寿命(min) 60 120 60 刀长在90以下E16R0.8 飞刀2 金属去除率\ \ \ 刀长在90以下E20R0.8 飞刀2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在130以下E20R0.8 飞刀2 ar(mm) 17 0.2 17 刀长在130以下E20R0.8 飞刀2 F(mm/min) 1000 1800 900 刀长在130以下E20R0.8 飞刀2 S(转/min) 2200 2500 2500 刀长在130以下E20R0.8 飞刀2 寿命(min) 60 120 60 刀长在130以下E20R0.8 飞刀2 金属去除率\ \ \ 刀长在130以下E25R0.8 飞刀2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在150以下E25R0.8 飞刀2 ar(mm) 22 0.2 22 刀长在150以下E25R0.8 飞刀2 F(mm/min) 1200 1800 1000 刀长在150以下E25R0.8 飞刀2 S(转/min) 2000 2300 2300 刀长在150以下E25R0.8 飞刀2 寿命(min) 60 120 60 刀长在150以下E25R0.8 飞刀2 金属去除率\ \ \ 刀长在150以下E32R0.8 飞刀2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在200以下E32R0.8 飞刀2 ar(mm) 29 0.2 29 刀长在200以下E32R0.8 飞刀2 F(mm/min) 1500 2000 1000 刀长在200以下E32R0.8 飞刀2 S(转/min) 2000 2200 2200 刀长在200以下E32R0.8 飞刀2 寿命(min) 60 120 60 刀长在200以下E32R0.8 飞刀2 金属去除率\ \ \ 刀长在200以下E25R5 飞刀2 aa(mm) 0.4 0.25 0.2 粗加工参数指材料硬度在HRC30-86,对于低于此硬度的材料,切深可增大刀长在100以下E25R5 飞刀2 ar(mm) 14 0.3 14 刀长在100以下E25R5 飞刀2 F(mm/min) 2000 2000 500 刀长在100以下E25R5 飞刀2 S(转/min) 2000 2200 2000 刀长在100以下E25R5 飞刀2 寿命(min) 240 \ 刀长在100以下E25R5 飞刀2 金属去除率11.2 \ \ 刀长在100以下E32R6 飞刀普通aa(mm) 0.8 0.1-0.5 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在150以下E32R6 飞刀普通ar(mm) 25 0.1-0.5 25 刀长在150以下E32R6 飞刀普通F(mm/min) 2000 2000 700 刀长在150以下E32R6 飞刀普通S(转/min) 2000 2200 2000 刀长在150以下E32R6 飞刀普通寿命(min) 480 \ 刀长在150以下E32R6 飞刀普通金属去除率64 0.21 \ 刀长在150以下。
CNC设备具体参数

机型
TC-S2Cz(TC-S2Cz-O)
10,000min-1
16,000min-1
CNC系统
CNC-B00
移动量
X轴移动量
mm
500mm (700mm)
Y轴移动量
mm
400mm
Z轴移动量
mm
300mm
工作台上面和主轴端面间距离
mm
180mm~480mm
工作台
工作区域尺寸
mm
600mm×320mm (800mm×320mm)
最大负载(均匀负载)重量
kg
250kg
主轴
主轴旋转速度
min-1
10~10,000
16~16,000
攻丝中主轴转速
min-1
MAX.6,000min-1
锥孔
7/24 No.3速度
m/min
50m/min×50m/min×50m/min
切削进给速度
mm/min
1mm/min~10,000mm/min(X、Y)、1mm/min~20,000mm/min(Z)
精度*3
定位精度
mm
0.005mm/300mm
重复定位精度
mm
±0.003mm
正面门参数
1扇门
标准附件
1套操作说明书/4个地脚螺栓/4个水平垫板/1套保险丝
自动刀具
交换装置
刀柄类型
MAS-BT30
拉钉规格*4
MAS-P30T-2
刀具库存数
14本/21把
最大刀具长度
mm
250mm
最大刀具直径
mm
0mm~30mm/φ46mm
30mm~160mm/φ80mm
CNC加工参数表

1400 0.12 2400 1500 0.12 2500 1400 0.1 2500
1400 1500 1400
R0.4普长飞刀 1850 1500 0.4 2000 1500 0.1 1800 1500 0.25 2000 1500 0.1 2500 1500
白钢平底普长刀 700 1200 0.4 850 1200 0.1
1800 1200
R5钨钢普长刀 2000 1200 0.5 2400 1400 0.12 2000 1500 0.5 2300 1500 0.12 3000 1600
R5钨钢加长刀 2000 1100 0.4 2400 1300 0.12 2000 1400 0.5 2300 1400 0.12 3000 1400
1000 1500 1.5 1200 1200 0.1
平底钨钢刀 1200 1300 0.5 1350 1500 0.1 1000 1000 0.35 1100 1000 0.1
900 500 0.1
φ8
平底加长钨钢刀 1100 R4白钢粗刀 1600
R4钨钢加长刀 2800 R4钨钢普长刀 2800
1 1800 1500 1.2 1800 1600 0.5 2500 1600 0.8 2100 1500 0.6 3000 1500 0.6 3000 1600
1 1400 1200 1.2 1400 1300
1 2000 1400 1.2 2000 1500 0.5 2500 1400 0.6 2100 1500 0.5 3200 1800 0.4 3200 1500
Φ30R5
特长飞刀 加长飞刀
1800 1200 0.4 1800 1500 0.18 1600 1000 0.2 1650 1250 0.16 1800 1300 0.5 1800 1500 0.18 1800 1600 0.6 1800 1700 0.18 1800 1400 0.3 1800 1500 0.18 2000 1600 0.8 2200 1600 0.18
CNC加工编程参数

编程参数参照表此表仅用作参考,本公司基本上跟下面所设差不多,在不同的情况下要有此段为铜料加工参数刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给1MM白刚两刃0.030.023001MM合金两刃0.050.034002MM白刚四刃0.080.036002MM合金两刃0.10.038002.5MM白刚四刃0.10.037002.5MM合金两刃0.10.038003MM白刚四刃0.130.038003MM合金两刃0.150.0312004MM白刚四刃0.20.0310004MM合金两刃0.30.0312005MM白刚四刃0.250.0310005MM合金两刃0.30.0312006MM白刚四刃0.30.0610006MM合金两刃0.50.0612008MM白刚四刃0.50.0610008MM合金两刃0.70.06120010MM白刚四刃0.80.06150010MM合金两刃10.06150012MM白刚四刃10.06150012MM合金两刃 1.20.06150016MM白刚四刃 1.20.06150016MM合金两刃 1.50.06150020MM白刚四刃 1.50.06150020MM合金两刃 1.50.06150025MM白刚四刃 1.50.06150025MM合金两刃 1.50.061500飞刀刀具刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给R6合金刀粒两刃0.450.151500R8合金刀粒两刃0.50.21500R10合金刀粒两刃0.60.2150012R0.4合金刀粒一刃0.70.1120016R0.4合金刀粒两刃0.70.1150020R0.4合金刀粒两刃0.70.1150025R0.8合金刀粒两刃10.1150030R5合金刀粒两刃0.60.31600球刀刀具刀具大小直径材质刃数开粗下刀量斜面光刀下刀量R0.51MM合金两刃0.020.02R11MM合金两刃0.040.05R1.53MM合金两刃0.060.07R24MM合金两刃0.150.1R2.55MM合金两刃0.20.1R36MM合金两刃0.30.12R48MM合金两刃0.30.12R510MM合金两刃0.50.15R612MM合金两刃0.50.15R816MM合金两刃0.60.2R1020MM合金两刃0.60.2编程参数参照表此表仅用作参考,本公司基本上跟下面所设差不多,在不同的情况下要有此段为钢料加工参数刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给2MM白刚四刃0.020.034002MM合金两刃0.040.035002.5MM白刚四刃0.020.034002.5MM合金两刃0.040.035003MM白刚四刃0.030.034003MM合金两刃0.050.036004MM白刚四刃0.050.036004MM合金两刃0.050.036005MM白刚四刃0.050.036005MM合金两刃0.050.038006MM白刚四刃0.060.066006MM合金两刃0.060.068008MM白刚四刃0.080.068008MM合金两刃0.10.06110010MM白刚四刃0.10.0680010MM合金两刃0.150.06110012MM白刚四刃0.130.07120012MM合金两刃0.150.07130016MM白刚四刃0.150.11300 16MM合金两刃0.20.11300 20MM白刚四刃0.20.11200 20MM合金两刃0.250.11200 25MM白刚四刃0.20.11200 25MM合金两刃0.250.131200飞刀刀具刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给R6合金刀粒两刃0.40.151500 R8合金刀粒两刃0.40.21500 R10合金刀粒两刃0.50.21500 12R0.4合金刀粒一刃0.20.11200 16R0.4合金刀粒两刃0.250.11500 20R0.4合金刀粒两刃0.30.11500 25R0.8合金刀粒两刃0.30.21500 30R5合金刀粒两刃0.50.31600 40R6合金刀粒两刃0.50.31500 63R5合金刀粒六刃0.60.31300球刀刀具刀具大小直径材质刃数开粗下刀量斜面光刀下刀量R11MM合金两刃0.030.03 R1.53MM合金两刃0.060.07 R24MM合金两刃0.150.1 R2.55MM合金两刃0.20.1 R36MM合金两刃0.30.12 R48MM合金两刃0.30.12 R510MM合金两刃0.50.15 R612MM合金两刃0.50.15 R816MM合金两刃0.60.2 R1020MM合金两刃0.60.2下要有不同的改变光平面进给光斜面进给开粗转数光刀转数15030050006000150400550060002005004000450020050042005000200600350040002006004000450020060035004000200650400045002506003000350025065035004000250600300035003006503500400025060028003200300700300040002506002200250030080022003000300600220025004008002200300030060022002500400800220030004008001200120045010001200150040080010001000450100012001200400800800-100800450100010001000光平面进给光斜面进给开粗转数光刀转数150025003000150021002500150020002500500110022003000600120018003000600120018003000600130018002800700120016002000开粗进给光斜面进给开粗转数光刀转数300350550060006005004500450070060042004500110090040004500120080040004200150012003000380015001300300035001700150026003000180015002500300018001500250030001800150025002800下要有不同的改变光平面进给光斜面进给开粗转数光刀转数光侧面进给斜面转速2004503000320025050032003500200450300032002505003200350020045025002800250500260030002004502200250025050025003000250500180025003006502200280025050015002200300600200025002506001300230030080030080018002300300800300600120020002508004008001800200025080030080012001600250800400800150018002508004008007001200230400450100080012002504004008006001000200300450100060010002003004008005008002002504501000500800200250光平面进给光斜面进给开粗转数光刀转数15002500300015002100250015002000250050011002200300060012001800300060012001800300060013001800280070012001600200080012001600200010001200700-10001500开粗进给光斜面进给开粗转数光刀转数4004003500450070060035004000110090035004000120080035004000150012002500300015001300250030001700130022002800180015002200280018001500200026001800150018002300。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第二篇 CNC参数CNC参数一览表OTFP 1: 输出最高频率为512Kpps。
0: 输出最高频率为32Kpps。
RDRN 1: 空运行时,快速运动指令运行有效。
0: 空运行时,快速运动指令运行无效。
DECI 1: 在返回参考点时减速信号为"1"表示减速(回零方式B 时有效)。
0: 在返回参考点时减速信号为"0"表示减速。
IOF 1: 用MDI键入时,偏置值为增量值。
0: 用MDI键入时,偏置值为绝对值。
RS43 1: G43,G44的偏移矢量在复位时被清零。
0: G43,G44的偏移矢量在复位时保持不变。
DCS 1:MDI方式时,按【输出】键执行。
0: MDI方式时,按【循环启动】键执行。
SCW 1: 最小指令增量按英制系统(机床是英制系统)。
0: 最小指令增量按公制系统(机床是公制系统)。
NFDO 1: 恒设为1TJHD 1: 在手动示教方式中,手轮有效。
0: 在手动示教方式中,手轮无效。
PM2,PM1 :设定固定循环G76,G87中的退刀方向。
RSJG 0:按复位键时,系统自动关闭M03、M04、润滑、冷却输出。
1:按复位键时,对输出M03、M04、润滑、冷却输出没有影响。
MPOF 1:屏蔽电压低报警PPD 1: 用绝对零点编程(G92)也设置相对坐标值。
0: 用绝对零点编程(G92)不设置相对坐标值。
PCMD 1: 输出波形是脉冲。
0: 输出波形是方波。
PRGB :无意义。
TLCP1: 在与指定平面(G17,G18,G19)垂直的轴上进行刀具长度补偿。
(刀具长度补偿B )。
0: 与指定平面无关,在Z 轴上进行刀具长度补偿(刀具长度补偿A )。
GST ,OVRT ≡ 0ZMZ ,ZMY ,ZMX 当接通电源时, X ,Y ,Z 轴的参考点返回方向和原始的反向间隙方向。
1: 返回参考点方向及间隙方向为负。
0: 返回参考点方向及间隙方向为正。
注: 电源接通后,当该轴向与本参数设定的反方向运动时,最初完成反向间隙补偿。
G93N 0:刚性攻丝无加减速。
1:刚性攻丝有加减速。
SMZ0:程序段拐角处的速度控制参见编程篇的“进给功能”一章。
1:所有含运动指令的程序段速度减速到零后,才执行下个程序段。
ZCX ~ZCZ 0:返回机械零点需要减速开关及零位信号。
1:磁开关回零方式C 。
(在有机械零点时有效)若机床零点在轴"正"端(从负向往正向回零)时,需设置№006参数ZMZ-ZMX 为负向回零. 若机床零点在轴"负"端(从正向往负向回零)时,需设置№006参数ZMZ-ZMX 为正向回零.连接时,除需将接近开关连接到系统的减速信号端外,还需将其连接到系统的零位信号上.此种回零方式需设置系统零位信号为24V.NTHD 0 : 无螺纹加工主轴转速控制。
1 :有螺纹加工主轴转速控制。
DIRZ ~X 0/1 : 各轴电机旋转方向选择。
改变参数,可以改变电机旋转方向。
零点接近开关0:运行系统PC程序VRYZ~X 0/1 :各轴驱动器准备就绪信号电平选择。
DALZ~X 0/1 :各轴驱动器报警信号电平选择。
EILK :设定为零。
.1. :恒定设定为1。
否则回零不对。
CPF4,3,2,1 :螺距误差补偿及反向间隙补偿的脉冲频率(各轴共用)。
补偿频率 = (设定值+1)Kpps 设定值 = 0 ~15。
BDEC 0:反向间隙补偿方式A,以固定的频率(CPF4,3,2,1及BD8设置)输出。
1:间隙补偿方式B,补偿数据以升降速方式输出,参数(CPF4,3,2,1及BD8设置)无效。
BD8 0:反向间隙补偿以参数№010设定的频率进行补偿。
1:反向间隙补偿以参数№010设定的频率的1/8进行补偿。
RVDL 0:轴运动方向改变时,方向信号与脉冲信号同时输出。
1:轴运动方向改变时,先输出方向信号延迟一段时间后脉冲信号再输出。
SOT 0:开机后软超程限位立刻有效1:开机后软超程限位在返回参考点后有效。
KSGN 0:轴负向运动时,运动符号不保持。
1:轴负向运动时,运动符号保持。
CM98 0:无意义。
JOGS 手动方式下主轴模拟速度选择0:模拟主轴速度由参数决定。
1:模拟主轴速度取决于编入的S代码,如果开机没有S代码时,速度为0。
注:参数CP4,3,2,1,BD8设置改变后需开关机后才有效。
APRS 1: 返回参考点后作自动坐标系设定。
0: 不实现自动坐标系设定。
M30 1: M30执行时, 光标立刻返回开头(B型)。
0: M30执行后, 再次循环起动时光标返回开头(A型)。
EDTB 1: 编辑插入机能A.0: 编辑插入机能B.OFFVY 1: 即使在MRDY 信号输出之前DRDY信号为ON, 也不产生驱动器报警。
0: 在MRDY 信号输出之前DRDY信号为ON, 产生驱动器报警。
EBCL : 无意义。
ISOT 1: 在通电或急停后, 没有返回参考点, 手动快速移动起作用。
0: 在通电或急停后, 返回参考点之前, 手动快速移动不起作用。
G01 1: 电源接通时,为 G01状态。
0: 电源接通时,为G00状态。
SBKM 1: 在执行宏指令时单程序段有效0: 在执行宏指令时单程序段无效DNCB 1:DNC启动时有进行程序预存。
0:DNC启动时无进行程序预存。
EDALM 1: P/S报警时,可编辑程序或存盘。
PODI 1: 编程时,可小数点编程的地址在编程时没有编入小数点时,默认为有小数点。
例:X100自动认为是X100.即100毫米。
应当注意的是,100μ应编为X0.1而不能编为X100。
PML3,2,1 :螺距误差补偿放大率。
设定的补偿值乘以此放大率,作为输出值。
(各轴共用)当PLM3为1时,上述值×16POD 0: 小数点是否任意编入.1: 可以带小数点的地址必须编入小数点.否则会产生报警:“ 007:小数点输入错或无小数点输入.”注: 1. 虽然F100.=F100 但在POD=1时,也必须编入小数点(F100.)2. 由于Q可以代小数点,当给宏DO置1时,Q也必须编入1.或001.如给宏变量#1132置低八位全为1,G65H01P#1132Q0.255。
G84S = 0FXCO = 0FXCS = 0ZRSZ 1: Z 轴有机械零点。
(回零方式B)0: Z轴无机械零点。
(回零方式A)ZRSY 1: Y 轴有机械零点。
(回零方式B)0: Y轴无机械零点。
(回零方式A)ZRSX 1: X 轴有机械零点。
(回零方式B)0: X轴无机械零点。
(回零方式A)CMRX CMRY CMRZ :各个坐标的指令倍乘比设定范围:1~127 。
CMDX,CMDY CMDZ :各个坐标的指令分频系数。
设定范围:1~127。
CRCDL 在刀具半径补偿C方式下,刀具忽略小移动量的限制值。
设定量: 0~16383 单位: 毫米/分(毫米输出)。
0~16383 单位: 英寸/分(英寸输出)。
SCTTIM 设定从主轴指令执行到认为主轴转速到达的时间间隔。
设定量:0~255 单位:毫秒。
WLKTME:输入信号去抖动宽度。
设定范围:0~15。
0:0~16ms,1:16~32ms,2:32~48ms ……螺纹加工时,测试主轴转速的圈数。
螺纹加工时,允许主轴转速波动的范围。
默认值为50。
PLPGVL:插补中断间隔。
0-8毫秒,1-4毫秒,2-2毫秒,3-1毫秒RPDFX RPDFY RPDFZ 分别为X,Y,Z坐标快速移动速度。
设定量30~15000 单位: 毫米/分(毫米输出)。
30~6000 单位: 0.1英寸/分(英寸输出)。
LINTX LINTY LINTZ 分别为X,Y,Z坐标线性加减速时间常数值(用于快速移动G00)。
设定量: 8~4000(单位: 毫秒)PSANGN 主轴模拟输出调整数据(S 模拟输出)。
设定方法如下:1. 设定标准值 6252. 指令S 模拟代码最大输出值(10V)3. 测量输出电压4. 用下述公式重设PSANGNPSANGN = 10.00×625÷测量电压5. 设定新数据后,校验输出电压最大值是否为 10V.FEDMX 切削进给上限速度。
设定量: 0~15000 单位: 毫米/分(毫米输出)6~6000 单位: 0.1英寸/分(英寸输出)SPDLC:设定主轴速度偏置补偿值,也就是主轴速度指令电压的0偏置补偿值。
设定量: 0~+-8191 单位: VELO。
FEEDT 切削进给和手动进给时指数加减速时间常数。
设定量: 0~4000 单位: 毫秒。
此参数设"0"时,指数加减速功能无效。
FEDFL 切削进给时的指数加减速的低速(FL速度)下限值。
设定量: 0~15000 单位: 毫米/分(毫米输出)。
0~6000 单位: 英寸/分(英寸输出)。
通常此参数设"0"CYCR 固定循环G73高速深孔加工循环中的退刀量。
设定量:0~32767 单位: 毫米/分(毫米输出)6~32767 单位: 英寸/分(英寸输出)CYCD 固定循环G83高速深孔加工循环中的切削始点。
设定量:0~32767 单位: 毫米/分(毫米输出)0~32767 单位: 英寸/分(英寸输出)RPDFL 快速移动倍率最低挡速度(FO), 各轴通用。
设定量:6~15000 单位: 毫米/分(毫米输出)6~6000 单位: 0.1英寸/分(英寸输出)ZRNFL 返回参考点时的低速, FL速度(通用于各轴)。
设定量:6~15000 单位: 毫米/分(毫米输出)6~6000 单位: 0.1英寸/分(英寸输出)BKLX BKLY BKLZ 分别为X,Y,Z坐标间隙补偿量。
设定量0~2000 单位: 0.001MM(MM输出) 或 0.0001英寸(英寸输出)默认值为100。
默认值为50。
JOGFL 手动进给指令加减速低速下限(FL速度)。
设定量:0~15000 单位: MM/分(毫米输出)。
0~6000 单位: 0.1英寸/分(英寸输出)。
PFINT 电源接通时的切削进给速度初值。
SEQINC 自动插入程序顺序号时的号码增量值。
设定量:0~9999单位: 毫米/分。
BRATE0 RS232接口设定的波特率。
设定量:1200~115200(单位:BPS)。
(1200 2400 4800 9600 19200 38400 57600 1152)。
注:设定1152=115200BRATE1 RS232接口特性定义。
设定量:BCD输入,低三位的BCD码(B2--BO)分别指定串口的不同特性,B0: 奇偶校验(0-无校验,1-奇校验,2-偶校验);B1: 数据停止位(1,2);B2: 数据位 (5,6,7,8)LT1X1~LT1Z2:各轴正/负向软限位。