浅谈SYSWELD在焊接中的应用
基于SYSWELD的激光复合焊焊接变形数值模拟
基于SYSWELD的激光复合焊焊接变形数值模拟0 序言地铁作为一种重要的交通工具,在城市生活中起着越来越重要的作用,它不仅不阻碍地面交通,而且还具有绿色无污染、准时、运载能力强等优点.牵引梁作为地铁底架重要组成部分,由于焊缝多且长,因此在焊接过程中,容易形成应力集中,从而使焊接结构变形,不利于地铁车辆的运行安全,成为制约地铁发展的一个关键因素[1].由于牵引梁属于大型构件,通过试验的方法来研究焊接变形不仅耗时,而且成本高昂,因此采用数值模拟的方法逐步发展起来. 日本学者Ogaiva等人[2]最先提出了固有应变法,它不同于热弹塑性法,固有应变法专注于焊后结果而不考虑焊接过程中复杂的瞬态过程,从而大大缩短了计算量,是现在大型构件焊接变形模拟的主要方法[3-5]. 文中采用有限元软件SYSWELD,通过固有应变法对某型号地铁牵引梁在不同约束条件下的焊接变形进行了模拟计算,并与实测结果相比较,验证了焊接变形模拟的可靠性,通过优化约束条件,减小了焊接变形.河流和陆上融化的冰川给北冰洋带来的源源不断的淡水加剧了这一区域的脆弱性,因为淡水更难中和二氧化碳酸化效应。
有研究者指出,北欧的海洋酸化范围非常广,其表层的海水酸化最快,深层的海水则更慢一些。
科学家表示,流入北冰洋地区的大型河流因其流量大会形成巨大的集水区域。
由于淡水和海水的混合较慢,因此在一些地方产生了淡水覆盖在海水上层的情况。
淡水降低了能够缓和PH值变化的离子的浓度。
海洋冰川相当于是北冰洋面的一个盖子,所以冰的融化将加速海水吸收二氧化碳。
1)链路的稳定性评估.考虑到道路的宽度是可以忽略的,所以拓扑的变化很多时候是由于速度以及方向的变化所引起的,严重影响了链路的稳定性.本文利用相对位移的变化量来衡量节点间链路的稳定性.节点周期性的广播信标数据包,使得节点间的距离很容易利用以下公式得到1 热源模型建立牵引梁材料为304不锈钢,为使模拟结果更准确,在对牵引梁整体进行模拟计算前,需要对构件的T形接头和对接接头进行热源校核. 实际生产中采用的是激光−MIG复合焊接工艺,为使模拟结果与实际吻合,在不考虑熔池流动的情况下,选用3D高斯+双椭球热源[6-8]. 将模拟结果与实际焊接接头比较,得到模拟熔池与实际焊缝截面基本一致,如图1和图2所示,证明了所选热源模型的正确性.图 1 T形接头焊缝截面对比Fig. 1 Cross section comparison of T-joint welds图 2 对接接头焊缝截面对比Fig. 2 Cross section comparison of T-joint welds2 数值模拟过程2.1 有限元模型如图3所示,该型号牵引梁长约2 m,由4块上盖板、1块下盖板、2块腹板、2块筋板和1块端板构成,包括32条不同类型的焊缝,最长约1 800 mm,最短约105 mm.为了保证计算精度,同时又尽量减少计算量,采用渐变的六面体网格对模型进行离散化处理. 在焊缝及其附近区域尺寸约为1 mm,远离焊缝区单元尺寸增大,约为10 ~18 mm.最终得到总的单元约为490 000个,如图4所示.图 3 牵引梁实物图Fig. 3 Traction beam图 4 牵引梁整体网格模型Fig. 4 Mesh model of traction beam2.2 固有应变的提取和施加当校核焊缝截面与实际焊缝截面一致后,进行力学计算,并提取焊缝附近节点的固有应变. 该牵引梁焊接接头主要分为3种,即T形接头、插接接头和对接接头.根据不同板厚,将8 mm × 8 mm 和8 mm × 4 mm 的 T 形接头分别命名为 T01和 T02;6 mm × 8 mm 和 6 mm × 4 mm 的插接接头命名为C01和 C02;8 mm × 8 mm 对接接头命名为D01,如图5所示. 焊接时,C01,C02和D01直接使用激光–MIG复合焊焊接,而T01和T02需先用激光焊打底,各焊接工艺参数如表1所示,提取各焊接接头长度方向中间截面的应变,计算得到的平均值如表2所示.图 5 接头形式及编号(mm)Fig. 5 Forms and numbering of welded joints表 1 焊接工艺参数Table 1 Welding process parameters接头编号焊接方法电流I/A电压U/V 速度v/(m·min–1)功率P/kW T01和T02激光焊——17复合焊22527.51.33 C01复合焊28329.71.685 C02复合焊 22529.71.684 D01复合焊 28329.71.685 表 2 平均应变值Table 2 Average strain of welded joints接头编号平均值ε/mm T010.084 T02 0.064 C010.060 C020.075 D010.060现有的有限元软件一般不能直接将固有应变作为载荷进行加载,需要对固有应变进行转化才能施加到构件中进行变形的计算.根据提取和施加方式的不同,主要分为等效载荷法和温度载荷法.2.2.1 等效载荷法万科董事会主席郁亮表示,万科非常重视此次与太古的业务合作,借此不仅希望能够向太古学习借鉴、取长补短,更希望双方未来在更广泛领域加强合作交流,包括在粤港澳大湾区建设等国家战略规划中共同寻找合作契机、发挥重要作用。
焊接工艺模拟分析软件SYSWELD

变形
© UFC Corp. 2009. All rights reserved.
温度场及金相
温度场
马氏体的转换
温度梯度
贝氏体的转换
© UFC Corp. 2009. All rights reserved.
应力场
热应变
塑性应变
屈服应力
应力
© UFC Corp. 2009. All rights reserved.
应力结果
σz
© UFC Corp. 2009. All rights reserved.
适当修改焊接参数可以减少应力热裂纹 的产生
σz
© UFC Corp. 2009. All rights reserved.
2. 列车转向架电弧焊变形控制
•采用手工电弧焊 •焊接速度5mm/s,电 压26V,电流280A,热 输入效率80% •4道焊缝 •焊缝总长达到近8m •采用混合网格 •焊接时两端装卡 •焊接完后释放装卡
焊接工艺模拟分析软件SYSWELD
© UFC Corp. 2009. All rights reserved.
主要内容
SYSWELD介绍 软件特色 软件功能及应用实例
热处理 焊接 焊接装配
总结
© UFC Corp. 2009. All rights reserved.
应用领域
3D
5.焊后热处理
回火前
回火后
500℃回火 一段时间 拉应力减少
© UFC Corp. 2009. All rights reserved.
焊接装配高级模块 PAM-ASSEMBLY
独特的“local-global”方法,用局部模型进行完整的焊接 模拟,结果映射到整体模型上,节省大量计算时间
课程设计——基于sysweld软件的T型接头焊接仿真模拟
——焊接基于sysweld软件的T型接头焊接仿真模拟姓名:000班级:材料000班学号:00000000指导老师:000日期:2011年09月SYSWELD——法国ESI公司的焊接仿真分析软件,经20多年发展,已成为热处理、焊接和焊接装配过程模拟的领先模拟软件,能够全面考虑材料特性、设计和过程的各种情况。
随着科学技术的发展,机械制造行业也随之不断的革新和进步。
人们对铸件的质量要求也越来越高,而SYSWELD为其提供了一个良好的工具,对提高铸件的质量有未雨绸缪的作用。
SYSWELD热过程模拟软件对铸件的制造起着非常关键的作用,为解决铸件缺陷问题提供了一个平台。
利用SYSWELD软件对焊缝进行计算机仿真模拟来提高焊缝的质量,本文主要对焊接的热过程模拟来分析T形接头焊焊接热过程,主要通过T形建模、热源校核、焊接向导、求解计算及结果后处理的操作步骤对焊接热过程进行数值模拟。
与测试并修正的传统方法相比,SYSWELD使得成本降低、周期缩短。
另外还能够显著减少物理样机,产生高的投资回报率。
界面友好,轻松易学。
SYSWELD 是用于引导工程师发现关于变形、残余应力和塑性应变的影响因素,然后优化过程参数的专业模拟软件。
2011-09-091、T型接头模型的建立1.1创建Points (1)1.2由Points生成Lines (1)1.3由Lines生成Edges (2)1.4由Edges生成Domains (2)1.5离散化操作 (3)1.6划分2D网格 (5)1.7生成Volumes (6)1.8离散Volumes (8)1.9生成体网格 (10)1.10划分换热面 (11)1.11划分1D网格 (12)1.12合并节点 (13)1.13保存模型 (14)1.14组的定义操作 (15)1.15保存 (17)1.16小结 (17)2、焊接热源校核2.1网格的建立 (18)2.2材料的导入及定义 (20)2.3热源过程参数的定义 (20)2.4求解 (21)2.5热源显示 (21)2.6修改参数 (22)2.7热源校核 (22)2.8检查显示结果 (23)2.9保存函数 (24)2.10热源查看 (24)2.11保存热源 (25)2.12小结 (25)3、焊接模拟向导设置3.1材料的导入 (26)3.2热源的导入 (26)3.3材料的定义 (27)3.4焊接过程的定义 (27)3.5热交换的定义 (28)3.6约束条件的定义 (28)3.7焊接过程求解定义 (28)3.8冷却过程求解定义 (29)3.9检查 (29)3.10小结 (31)4、后处理与结果显示分析4.1计算求解 (32)4 .2导入后处理文件 (32)4.3结果显示与分析 (33)4.4小结 (36)1、T型接头模型的建立1.1创建Points根据所设计T型接头模型的规格,选定原点,然后分别计算出各节点的坐标,按照Geom./Mesh.→geometry→point步骤,建立以下13个点:P1(-25,0,-10)、P2(7,0,-10)、P3(10,0,-10)、P4(13,0,-10)、P5(35,0,-10)、P6(35,0,0)、P7(10,0,0)、P8(10,0,30)、P9(0,0,30)、P10(0,0,3)、P11(-1.5,0,1.5)、P12(-3,0,0)、P13(-25,0,0)如下图所示:1.2由Points生成Lines按照Geom./Mesh.→geometry→1Dentities步骤,按照一定的方向性将各点连接成如下图所示的Lines:1.3由Lines生成Edges按照Geom./Mesh.→geometry→EDGE步骤,点击选择各边,依次生成如下图所示各Edges:1.4由Edges生成Domains按照Geom./Mesh.→geometry→Domains步骤,依次生成如下六个Domains:1.5离散化操作离散化操作是针对由Points所生成的Lines而言,由于除了有这些点生成的线以外,软件本身也会自动产生一些辅助的线条,为了方便清晰地对所生成的主要线条进行选取及其他操作,可以通过“隐藏→显示”处理,只显示如下图所示的十八条线:通过以下操作为后面的离散操作做好准备:→通过Meshing→Definition→Discretisation启动离散化操作界面,将L2、L4、L8、L10四条线均匀离散成3段,将其他十四条线非均匀离散,离散单元数为5,系数为3.5。
有限元软件SYSWELD在焊接数值模拟中的作用

有限元软件SYSWELD在焊接数值模拟中的作用
华鹏;孙俊生
【期刊名称】《现代制造技术与装备》
【年(卷),期】2005(000)001
【摘要】本文对数值模拟技术的应用和发展作了展望.介绍了大型有限元软件SYSWELD在焊接数值模拟中的应用.
【总页数】3页(P10-12)
【作者】华鹏;孙俊生
【作者单位】山东大学,材料科学与工程学院,济南,250061;山东大学,材料科学与工程学院,济南,250061
【正文语种】中文
【中图分类】TG4
【相关文献】
1.焊接变形与基于SYSWELD的焊接力学数值模拟 [J], 熊建坤;陈达平;张从平;徐健;伍敏
2.基于SYSWELD压滤机滤框焊接变形数值模拟 [J], 周三平; 王恒; 郑宏涛
3.基于SYSWELD软件T型接头焊接温度场的数值模拟分析 [J], 陈俊安;崔建峰;李峰超;王乐;赵宏伟
4.基于SYSWELD的X80管线钢焊接接头温度场的数值模拟 [J], 田万鹏
5.基于SYSWELD的铝合金厚板多层多道焊焊接温度场和焊接变形的数值模拟 [J], 杨仲林;王陆钊;鲁二敬;李充;于岩
因版权原因,仅展示原文概要,查看原文内容请购买。
基于SYSWELD的焊接模拟仿真

拟分析 , 为实际焊接生产 中控制焊接 变形提供 了 理 论依 据 .
参考 文献 :
[ 1 ] 郭艳 , 凌泽 民, 齐喜岑 , 等. 基于 S Y S WE L D铝 合金管点 焊温度场数值 模拟 [ J ] . 热加工工艺 , 2 0 1 0 , 1 9 : 4 5 49 .
E- ma i l : s u h 2 2 1 @1 6 3 . 1 2 0 1 1 1 .
8 2
大 连 交 通 大 学 学 报
第3 4卷 Leabharlann ( 3 ) 应力 分 析
程 中大 体上 不发 生变化 ;
( 2 ) 由 于焊 缝 的纵 向收 缩 , 底 板 在 各 道 焊 缝
源模 型. 本 文所 选 构件 采 用 自动 钨 极 氩 弧焊 工 艺
1 构 件 模 型 分 析
( 1 ) 三维 网格 划分 钛合金 目前应用 广泛 r z j , 本 文所选构件 材料为 钛合金 T A 1 5 , 底 板 为 2 . 0 m m, 立筋 6为 2 . 5 a r m, 共 7道焊 缝 , 采用 自动 钨极 氩 弧 焊工 艺 进行 焊 接 . 首先对该 构件进 行 了网格 划分 , 网格 划分 直接影 响
基于 S Y S WE L D 的 焊 接 模 拟 仿 真
苏杭 , 常荣辉 , 倪 家强
( 中国航 空工 业集 团 沈 阳飞机工 业( 集 团) 有 限公 司,辽宁 沈 阳 1 1 0 8 5 0 ) 米
摘
要: 针对典型焊接构件 , 采用 S Y S WE L D焊接模 拟软件 进行模 拟 , 建立 了三维模 型并 进行 了 网格 划
第3 4卷 第 2期 2 0 1 3年 4月
Sysweld在焊接工艺仿真中的应用

Sysweld在控制焊接变形方面的应用
1.Sysweld在设计中的应用 (1)选择合理的焊缝形状和尺寸 (2)合理安排焊缝位置 2.Sysweld在工艺中的应用 (1)留余量法:主要用于控制角变形和弯曲变形 (2)刚性固定法: (3)合理地选择焊接方法和焊接参数: (4)热平衡法: (5)散热法: 3.Sysweld在矫正焊接变形中的应用: 火焰加热降低焊接变形量
Copyright © ESI Group, 2011. All rights reserved.
16
Sysweld工作流程 -材料热学参数数据库的建立
Thermal conductivity (KX) :热导率,各相之间都不一 样;从室温到固相线温度间取值; Specific Heat(C):比热;从室温到熔点间取值; Density (RHO) :密度,各相之间都不一样;从室温到 熔点间取值; Reaction :定义的加热、冷却过程的冶金材料行为,即 材料的CCT曲线;
热力学 (温度场)
力学 (应力和变形 场)
相变引起相变 相变应力
金相学
(显微组织状态 场)
图中箭头表示的是相互影响;实线箭头表示强烈的影响;虚线箭头表 示较弱的影响。
Copyright © ESI Group, 2009. All rights reserved.
5
绪论-SYSWELD理论基础
计算方法
Copyright © ESI Group, 2011. All rights reserved.
13
Sysweld工作流程 -网格的建立
Sysweld前处理软件可以快速便捷的生成焊接求解中需要 用到的各种类型网格。 提供了和其他软件之间的丰富数据接口,可以导入Proe、 UG、Catia、Solidworks、autocad等软件中生成的模型文 件进行网格处理。对Hypermesh、Ansys等软件中生成的网 格也可以导入进行再处理。 可以方便的进行换热、材料属性赋予、焊接线等计算中需 要用的网格组的划分。 通过SYSWELD的前处理网格软件,可以用用户 节省大量宝贵的时间。
基于SYSWELD的T型接头GMAW焊接热过程模拟及其应用
焊接热过程贯穿整个焊接过程,一切焊接物理化学过 程都是在热过程中发生和发展的。焊接温度场决定了焊接 应力场和应变场,还与冶金、结晶、相变过程以及焊缝成 型有着不可分割的联系。因此,焊接热过程是影响焊接质 量和生产效率的主要因素之一,焊接热过程的准确计算和 测量是进行焊接冶金分析、焊接应力应变分析和对焊接过 程控制的前提。
焊接速度 /(mm/s)
4.5 3.6 3.0 2.6 2.25 2.0
焊接线能量 /(kJ/cm)
9.90 12.37 14.84 17.13 19.79 22.26
根据上述方法确定的焊接线能量对热源参数影响规律
如图 4 所示。图 4(a)、(b)分别为焊接线能量对热源深 度 b 和半宽 a 的影响,由焊接速度和半宽 a 就可以根据图 4 (c)、4(d)确定出热源长度方向的尺寸 c1 和 c2。
设计 与 研 究
1
基于 SYSWELD 的 T 型接头 GMAW 焊接热过程模拟及其应用
卢庆亮 1 曹永华 1 杨 云 1 栾守成 1 左增民 2 华 鹏 3 孙俊生 3
(1. 济南重工股份有限公司,济南 250109;2. 菏泽广泰耐磨制品股份有限公司,菏泽 274600; 3. 山东大学 材料学院,济南 250061)
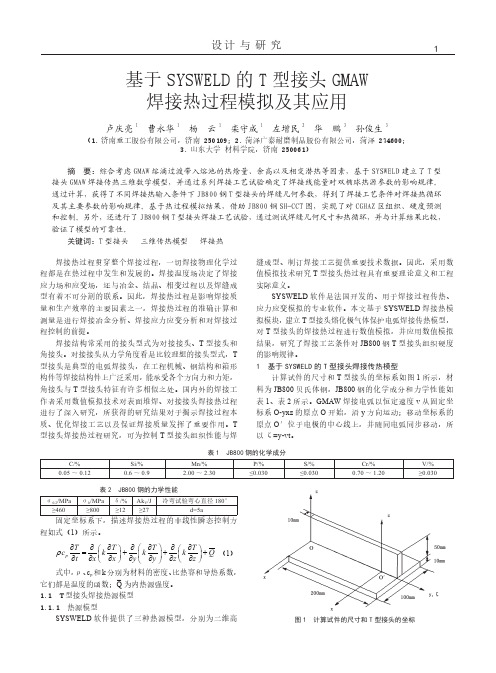
三维双椭球热源模型把熔池设为两个半椭球的组合体, 其尺寸和形状由参数 c1、c2、a 和 b 来限定,如图 2 所示, 而这些参数根据实际焊缝横截面和焊缝表面波纹的实测数 据确定。
而使得熔池的尺寸变小。因此,计算时“设定”熔池的尺
寸应该比实测大。计算和试验测试结果表明,由实际焊缝
横截面和焊缝表面波纹测得的实际熔池尺寸增加 5% ~ 10%
计算试件的尺寸和 T 型接头的坐标系如图 1 所示,材 料为 JB800 贝氏体钢,JB800 钢的化学成分和力学性能如 表 1、表 2 所示。GMAW 焊接电弧以恒定速度 v 从固定坐 标系 O-yxz 的原点 O 开始,沿 y 方向运动;移动坐标系的 原点 O′位于电极的中心线上,并随同电弧同步移动,所 以 ζ=y-vt。
SYSWELD_HT_中文资料
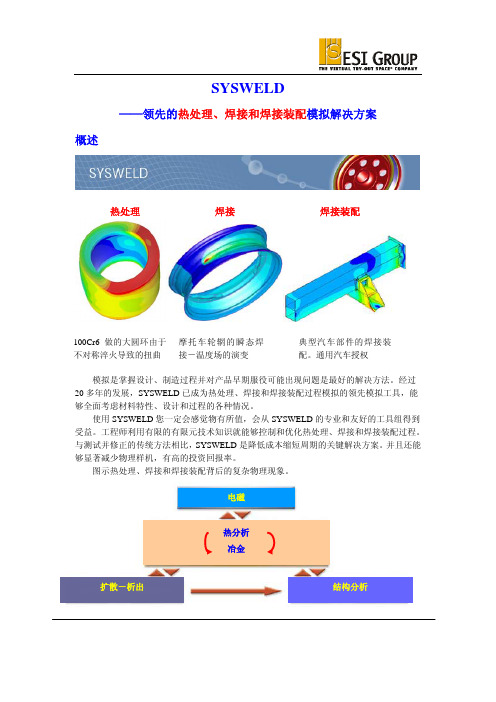
SYSWELD——领先的热处理、焊接和焊接装配模拟解决方案概述热处理 焊接 焊接装配100Cr6做的大圆环由于不对称淬火导致的扭曲 典型汽车部件的焊接装配。
通用汽车授权 摩托车轮辋的瞬态焊接-温度场的演变 模拟是掌握设计、制造过程并对产品早期服役可能出现问题是最好的解决方法。
经过20多年的发展,SYSWELD 已成为热处理、焊接和焊接装配过程模拟的领先模拟工具,能够全面考虑材料特性、设计和过程的各种情况。
使用SYSWELD 您一定会感觉物有所值,会从SYSWELD 的专业和友好的工具组得到受益。
工程师利用有限的有限元技术知识就能够控制和优化热处理、焊接和焊接装配过程。
与测试并修正的传统方法相比,SYSWELD 是降低成本缩短周期的关键解决方案。
并且还能够显著减少物理样机,有高的投资回报率。
图示热处理、焊接和焊接装配背后的复杂物理现象。
PAPERS TO DOWNLOADSYSWELD 2004 is a fast and solid simulat gineering tool that covers a combination of t ion en电磁 热分析 冶金 扩散-析出 结构分析SYSWELD是快速和可靠的工程模拟工具,以多场分析构架解决热处理、焊接相关问题。
特点及规格曲轴的六面体网格。
分层网格生成器专门用于从表面穿过厚度的热处理分析SYSWELD/GEOMESH CAD数据输入/输出SYSWELD/GEOMESH提供了建立有限元网格的图形建模功能。
导入CAD本体数据,自动清除并准备有限元分析。
网格划分功能及分组概念SYSWELD/GEOMESH给工程师提供了产生有限元网格模型的强大算法。
Patch independent表面网格及自动体网格划分(六面体,四面体),用于焊接及热处理分析。
分组概念能够简化并完善对任何现有网格划分工具的接口,数值问题的定义阶段相当简短和容易。
变形结构上的压应力显示曲轴的表面热处理综合的材料数据库SYSWELD的综合材料数据库也是一大特色。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浅谈SYSWELD在焊接中的应用摘要:SYSWELD是由法国法码通公司和ESI公司共同开发的一款大型的有限元应用软件。
随着应用的发展,SYSWELD系统逐渐扩大了其应用范围,并迅速被汽车工业、航空航天、国防和重型工业所采用。
本文简单介绍了大型有限元软件SYSWELD在焊接中的应用。
关键词:焊接 SYSWELD 有限元应用1 引言焊接是被焊工件的材质(同种或异种),通过加热或加压或两者并用,并且用或不用填充材料,使工件的材质达到原子间的结合而形成永久性连接的工艺过程。
焊接是一个复杂的物理-化学过程,描述焊接过程的变量数目繁多,凭积累工艺实验数据了解和控制焊接过程,既不切实际又成本昂贵和费时费力。
随着计算机技术的发展,计算机模拟方法为焊接科学技术的发展创造了有利条件。
焊接热过程贯穿整个焊接过程的始终,可以说一切焊接物理化学过程都是在热过程中发生和发展的。
焊接热过程是局部的,加热极不均匀,具有瞬时性,复杂性和不稳定性等特点。
焊接温度场决定了焊接应力场和应变场,它还与冶金,结晶,相变有着不可分割的联系,使之成为影响焊接质量和生产率的主要因素之一。
焊接热过程的准确计算和测量是进行焊接冶金分析,焊接应力应变分析和对焊接过程进行控制的前提。
SYSWELD的开发最初源于核工业领域的焊接工艺模拟,当时核工业需要揭示焊接工艺中的复杂物理现象,以便提前预测裂纹等重大危险。
随着应用的发展,SYSWELD 逐渐扩大了其应用范围,并迅速被汽车工业、航空航天、国防和重型工业所采用。
2 SYSWELD简介SYSWELD完全实现了机械、热传导和金属冶金的耦合计算,允许考虑晶相转变及同一时间晶相转变潜热和晶相组织对温度的影响。
在具体计算中,分两步进行,首先实现温度和晶相组织的计算,然后进行机械力的计算。
在机械的力计算中,已经充分考虑了第一步计算的结果,如残余应力和应变的影响。
SYSWELD的电磁模型允许模拟点焊和感应加热,并可实现能量损失和热源加载的计算模拟。
SYSWELD扩散与析出模型可实现渗碳、渗氮、碳氮共渗模拟,先计算化学元素的扩散和沉积,然后再考虑对热和机械性能的影响。
SYSWELD的氢扩散模型能计算模拟氢的浓度,预测冷裂纹的严重危害。
焊接残余应力是焊接过程中影响构件强度和寿命的主要因素之一,通过计算机仿真分析可准确分析焊接时温度场、应力场的变化规律,焊接时构件的变形情况[10-11]。
利用SYSWELD 对某零件进行激光焊接仿真分析可得出一些结果云图,由这些云图能够判断构件在焊接过程中瞬态温度场的变化情况、构件中的应力以及焊接完成后残余应力的分布情况。
最重要的是利用SYSWELD 软件能够方便准确地分析焊接过程中材料金相组织的转化情况,为激光动态焊接过程数值仿真提供理论基础。
3 SYSWELD的发展历程法国的J.B.Leblcn对相变时的钢的塑性行为进行了理论和数值研究,在研究的基础上发展了SYSWELD软件。
SYSWELD的开发最初源于核工业领域的焊接工艺模拟,当时核工业需要揭示焊接工艺中的复杂物理现象,以便提前预测裂纹等重大危险,在这种背景下,1980年,法国法码通公司和ESI公司共同开展了SYSWELD 的开发工作.由于热处理工艺中同样存在和焊接工艺相类似的多相物理现象,所以SYSWELD很快也被应用到热处理领域中并不断增强和完善。
随着应用的发展,SYSWELD逐渐扩大了其应用范围,并迅速被汽车工业、航空航天、国防和重型工业所采用。
1997年,SYSWELD正式加入ESI集团,法码通成为SYSWELD在法国最大的用户并继续承担软件的理论开发与工业验证工作。
4 SYSWELD的应用的广泛性在焊接中,热膨胀与收缩伴随着金相转变而发生,从而导致焊接过程和焊后焊件的结构变形。
在SYSWELD 中这些因素都可以进行模拟;焊接过程的热效应引发热应力(结构膨胀与收缩),同样可以利用SYSWELD 进行评估;通过SYSWELD,可以对焊接的内应力和金相结构进行预测,并将这些结果直接应用于产品寿命计算与分析。
在许多工业上,经常将等厚或不等厚的材料焊接在一起后进行冲压,这些材料可以相同也可以不同。
采用SYSWELD 把焊接模拟的内应力和冶金特性作为初始条件加载到冲压模拟软件中,如PAM-STAMP 就是专业的冲压模拟软件。
5 SYSWELD的数据导入SYSWELD的操作环境SYSWORLD也可直接建立几何模型和生成各种网格。
配合GEOMESH几何网格工具,SYSWELD可以直接读取UG、CATIA的数据和接受各种标准交换文件(STL、IGES、VDA、STEP、ACIS等)。
SYSWELD能兼容大部分CAE系统的数据模型。
如NASTRAN、IDEAS、PAM-SYSTEM、HYPERMESH等。
6 SYSWELD的工艺向导独有的向导技术是SYSWELD迅速工业化的成功秘诀。
简洁、易用而有条理的向导指示,一步一步地引导用户完成复杂的热物理模拟过程。
模拟向导能根据不同的工艺特征,自动智能化的选择求解器进行物理分析,系统主要功能模块和模拟向导:热处理向导、焊接向导、装配模拟向导。
7 SYSWELD的模拟工具和模型设置SYSWELD内置了一系列非常有效的工具软件,用于获取和校验热物理模拟的物理数据,如热传导系数校验工具,焊接热源校验工具,材料CCT曲线校验工具,材料冷却曲线校验工具等等。
采用工具软件,能准确地获取模拟所需要的物理数据。
高效友好的用户界面,用户能将精力集中于物理问题,而非耗散在软件使用上;独特的工艺向导技术(Advisor)将复杂的物理问题简单化,条理化,事半功倍;对于工业用户,向导模板可以解决超过95%的工业问题;对于高级用户,高级模块(Expert User)可以满足各种独特的需求,内置的SIL语言可实现无限的用户接口和软件客户化。
8 SYSWELD的模拟仿真功能热处理是金属产品制造必不可少的一个步骤,尤其是在汽车和航空航天工业领域。
热处理成功的关键因素在于过程安全、部件变形最小并且能够改善耐久性。
SYSWELD是一个强大的工具,能够用于评价真实几何部件的热处理工艺,可以快速提供下列基本问题的答案:热处理工艺是否可行?所选择的钢种是否可行?淬火介质是否合适?与工艺容差相比,工艺视窗是否安全。
部件何处硬度需要更高?在工艺过程中是否有出现裂纹的危险?获得的变形是否可以接受?残余压应力是否足够高并且位置分布合理?热处理钢的热、冶金、机械性能相当复杂, 且依赖于温度、相和碳含量。
SYSWELD有一个热处理顾问,能够帮助用户快速进行数值计算。
但这并不意味着仿真是简单的, 实际上热处理背后的物理现象是非常复杂的。
利用SYSWELD可以非常直观而高效地进行热处理仿真。
SYSWELD的综合材料数据库包括了主要的钢种, 可用于渗碳、表面硬化处理和穿透硬化。
SYSWELD可以计算并优化下列热处理工艺:表面硬化处理的奥氏体化、穿透硬化的奥氏体化、淬火、等温淬火、麻回火处理和回火。
SYSWELD能够模拟下列热处理工艺:(1)表面硬化、感应、激光、电子束等;(2)穿透硬化、直接、等温淬火、麻回火处理等;(3)热化学热处理、渗碳、渗氮、碳氮共渗等;(4)回火。
热处理的主要作用包括:(1)使成本、重量和变形最小化;(2)防止裂纹、疲劳失效和硬度不足;(3)在早期使产品安全性最大化;(4)优化产品设计和制造过程;(5)理解加热、冷却、转变和结构特性;(6)理解并可视化物理效应对硬化、变形和残余应力的影响, 包括加热特性、冷却特性、转变特性和结构特性;(7)产品和工艺相关控制, 包括部件的形状、加热过程及加热介质、冷却过程及冷却介质、回火过程和增加碳的含量;(8)工程驱动的敏感性分析。
9 SYSWELD用于焊接数值模拟技术的发展展望现今焊接数值模拟技术正进入到温度场、电场、流场、应力应变场、组织模拟的耦合集成阶段,它可以解决现在难度较大的专用特性问题,解决焊接缺陷问题。
SYSWELD软件正是体现了这些特点的应用软件。
数值模拟技术在焊接领域已经得到广泛应用,各有特点,应在不同场合发挥其优点。
焊接数值模拟技术的发展使焊接技术正在发生着由经验到科学、由定性到定量的飞跃。
焊接值模拟技术及进一步发展的虚拟制造技术必将广泛地应用到焊接技术的研究及生产中,促进了国民经济建设,推动生产制造的科学化、现代化、自动化进程。
经过多年的研究,中国已经形成了一批比较成熟的准商业化软件,但与发达国家相比,有较大的差距。
应尽量学习国外的技术,加快数值模拟软件的开发%。
要重视与物理模拟和测试技术的配合使用,提高数值模拟的精度和速度,要加强焊接数值模拟基础理论及缺陷形成原理的研究;另外,中国目前有些领域的研究工作已接近或达到国际先进水平,如焊接凝固裂纹精度评价技术及开裂判据等。
应该瞄准目标,集中优势力量,争取做出更大的成绩。
参考文献:【1】陈翠欣,李午申,王庆鹏,高保雷。
焊接温度场的三维动态有限元模拟。
天津大学材料科学与工程学院,河北工业大学材料科学与工程学院。
【2】林尚扬。
我国焊接生产现状与焊接技术的发展。
哈尔滨焊接研究所。
【3】王青春,王勇。
焊接应力与变形问题的探讨。
华北科技学院。
【4】任军,李五坡。
现代焊接技术的新发展.商丘职业技术学院。
【5】王中辉,王玉。
焊接数据模拟方法。
北京石油化工学院机械工程学院。
【6】ESI中国。
高效的焊接热处理模拟软件。