宝元IO转接板使用说明
宝元接对刀仪说明

宝元接对刀仪根据用户的反馈,特别编辑了对刀仪接宝元系统的说明一:硬件准备与识别1:对刀仪一个。
(通常用常闭的,不过宝元系统改常开常闭比较方便,如果实在没常闭的常开也一样使用。
)2:弄清楚对刀仪每根线的定义。
(一般由这几个定义组成:对刀信号,过行程保护信号,对刀信号输入端,过行程保护信号输入端,24V,0V)3:找到宝元系统对刀信号输入端口,宝元系统对于对刀仪端口是专用的端口。
这点比新代系统做的好一点。
一般在显示屏背面,一个标有SH1或(L-IN1)的接线端口。
如下图:4:找到上图报警接口OT1和OT2,把上面的跳线卸掉。
然后这两个接口分别接对刀仪过行程保护的两条线即可。
(这是在机床没有写对刀过行程保护PLC接口时的最简单有效的接法。
)5:以上四点都完成了,开始对刀仪信号线与宝元系统连接。
如下图:二:以上硬件准备就绪后接下来是参数设置和对刀程序的设置了。
1:对刀命令的设置如下图:上图是设定对刀变数的G码和M码。
一般G码为36,M码为06.2:设定对刀信号的常开或常闭极性,如下图:上图是对刀信号点的常开和常闭设定,NC表示常闭,NO表示常开。
3:设定对刀信号输入点的接口,是1口还是2口。
如下图:上图是接口设定窗口。
宝元对刀信号口提供了两个,可以任意选择1或者2接口。
4:对刀宏程序的导入和编辑。
上图为对刀宏程序显示窗口,宝元一般为O9004和O9010两个。
一个设定落差用,一个对刀用。
在宏程序里面可以修改对刀速度,对刀次数,对刀吹气的时间。
一般更换对刀仪不需要宏程序,如果是新装对刀仪就需要宏程序。
如果需要可以加我个人微信号(szzww314)获取下载地址。
5:开启是否使用对刀仪功能,如下图:上图是开启对刀仪是否使用的功能和对刀报警功能。
三:以上为宝元系统安装对刀仪到参数设定的全部图文内容,如果感觉还是不是很详细。
可以关注我们的微信公众号:qq28336389(国雕数控维修)。
里面有更多详细的内容可分享朋友圈。
LNC-Bend8000宝元系统说明书
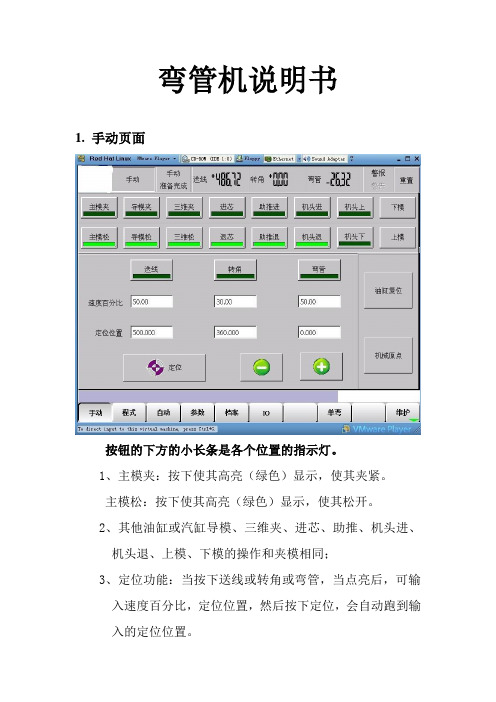
弯管机说明书1. 手动页面按钮的下方的小长条是各个位置的指示灯。
1、主模夹:按下使其高亮(绿色)显示,使其夹紧。
主模松:按下使其高亮(绿色)显示,使其松开。
2、其他油缸或汽缸导模、三维夹、进芯、助推、机头进、机头退、上模、下模的操作和夹模相同;3、定位功能:当按下送线或转角或弯管,当点亮后,可输入速度百分比,定位位置,然后按下定位,会自动跑到输入的定位位置。
4、+、-:对选中的轴做移动动作,速度由所选轴下面的速度%来决定。
5、气缸重置:按下此按键,所有的汽缸复位,回原点时,会先把所有汽缸复位掉。
6、机械原点:首次开机,需要回原点,按下此键,各个轴回依照系统设定的速度执行回原点动作,当有汽缸未复位时,会触发“气缸没有复位,不能回原点”警报,按下气缸复位键,再执行回原点动作。
7、现在位置:上面显示对应伺服轴当前的机械位置;2.程式页面模具到管前端距离:可设置模具跟管前端的距离,为了计算总长。
机械行程:可输入机台的机械行程,便于系统能自动计算出尾料长度。
管径:输入目前加工管件的直径。
1、第一点X坐标:可设定第一点X轴的坐标2、第一点Y坐标:可设定第一点Y轴的坐标3、第一点Z坐标:可设定第一点Z轴的坐标4、档案名称:显示当前加工程式的档案名5、图形预览:按下此键后,会跳到图形模拟页面6、转成YBC: 由坐标数据转换成动作数据7、转成YBC(反向弯曲): 由坐标数据转换成动作数据3. 自动页面1.档案名称:可显示当前加工的档案名称2.总数量:可显示机台加工的总数量3.设定产量:可设定预加工的产品数量4.当日数量:可显示当日加工的数量5.上料时间:在加工完一个程式后,各轴回待机点后,上料等待时间6.下料时间:在加工完一个程式后,各轴回待机点前,下料等待时间7.半自动:当进入到自动页面后,默认为半自动模式,当按下此按键后,会变成全自动模式8.单步:当按下单步按钮后,会执行单步动作9.弯曲角度、弯曲速度%:显示当前弯曲的角度,弯曲速度可按照%来调整。
宝元说明接510I线

z CAD/CAM z 網路功能
1.2 LNC-M510i 控制器
LNC-M510i 控制器採用標準的工業電腦為基礎,適用於一般工具機、產業機器與自動化機具,此構裝具有良好 的維護性,高性能的運動控制功能與多點數 I/O 點支援,可廣泛應用於各種工業應用,加上 PC 的開放式系統, 模組化的設計,使系統性能升級容易,維護更方便。 主要規格如下: 1. 傳輸介面支援 Ethernet、DNC 2. 提供 3 軸同動 Pulse / Vcmd 位置迴路控制(Vcmd 為選配) 3. 提供主軸介面 Pulse / Vcmd 介面 4. 提供一組編碼器輸入可給 MPG 使用 5. I/O 介面支援到 128 Input / 128 Output 點
1.1 一般規格及選配規格.......................................................................................................................1 1.2 LNC-M510i 控制器 ........................................................................................................................1 1.3 硬體規格.........................................................................................................................................2 1.4 LNC-M510i 電源需求 .....................................................................................................................2 1.5 軟體規格.........................................................................................................................................3
伺服增强隔离型 IO 转接板说明书
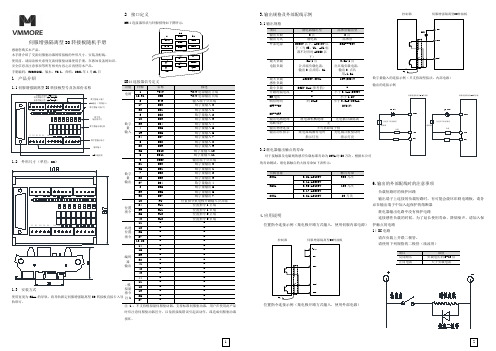
1.2 外形尺寸(单位:mm)
轨即可。
2 接口定义
DB44
DB44连接器信号定义
3.输出规格及外部配线示例
3.1输出规格
的寿命测试,继电器触点的大致寿命如下表所示:
位置指令连接示例(集电极开路方式输入,使用外部电源)
控制器伺服增强隔离型IO转接板
2)AC 电路
请与负载并联下列规格的浪涌吸收器(浪涌抑制器、电火花消除器等CR 左组合元器件)
项目 参考取值 额定电压 250V 电容 0.1uF 左右 电阻值
100 ~120欧左右
同相
请同相使用伺服增强隔离型IO 转接板的输出触点
7.使用说明
伺服增强隔离型IO 转接板与伺服驱动器连接方法如下图所示:
另一端连接伺服增强隔离型IO 转接板DB44连接器把螺丝固定好,用户根据自己需要使用的IO 端子
关于质保
对于非属本公司责任事故所造成的伤害,和由本公司产品的故障所引起的客户机会损失、利益损失以及无论本公司有否预见到的由于特别事件所造成的损害、间接损害、事故赔偿、非本公司产品以外的损伤以及对其他业务的赔偿,本公司恕不负责。
关于本手册
在本书中,并没有对工业知识产权及其他权利的执行进行保证,也没有对执行权进行承诺。
对于因使用本书中所记载的内容而引起的工业知识产权上的各种问题,本公司将不负任何责任。
请妥善保管好产品中附带的使用说明书,以便需要时可以取出阅读,并且必须将其交至需要它的最终使用者手中。
该印刷品发行于2021年4月。
基于持续发展的策略,有时可能会在不预先通知的情况下对本文档中描述的产品进行修改和改进,还请见谅。
VMMORE CTRL. & TECH. CO., LTD.。
投币器电脑转接板WF-702USB中文使用说明书_

(USB/RS232接口)脉冲式投币器与电脑连接适配器WF-702USB用户手册Version3.1-1408 1.0介绍WF-702接口板通过内置的RS232接口模块连接硬币接收器或者纸币器和PC主机的电脑的USB 接口,通过安装驱动的方式在电脑系统中生成虚拟串口。
通过WF-702,终端开发用户能比较容易地开发投币控制设备,而不需要去考虑各种投币器的控制性能和控制接口。
WF-702USB,WF-700-RELAY和WF-700USB是WF-700的升级版本,通过一个四位的拨码开关,能轻易设置相关工作参数。
WF-700具有的“Lockout”计时器功能,在主机没有按照响应的工作频率进行交互工作的时候,或者在主机遇忙或者其它意外故障时,能够禁止投币器工作,直到主机恢复工作。
.2.0主要参数波特率:-9600工作方式:-半双工通讯字符格式:1位起始位,1位停止位,8位数据位(Bits0=sent first(LSB)锁定计时器在一定的时间内,如果WF-702没有收到响应的请求,则按照硬件拨码开关的设定进行锁定投币器。
锁定时间可以通过拨码开关设置为:1秒,10秒,20秒或者不锁定数据堆栈,并行模式WF-702具有一个串行数据堆栈,堆栈是FIFO方式组成,在与主机的通信丢失的情况下,投币数据会被暂存在WF-700数据堆栈中,当数据堆栈满后,则WF-700会自动禁止硬币器,避免发生数据丢失。
WF-702的串行数据堆栈是一个硬币数据脉冲计数器,能最多记录261个脉冲数据。
每一个脉冲输入会被生成一个单一的数据。
比如我们在硬币中设置一个1元人民币输出2个脉冲,一个5角人民币输出1个脉冲的时候。
我们每投入一个1元硬币,则会向PC上传两串数据。
每投入一个5角硬币,WF-702则会向PC上传一串数据。
3.0数据格式,上传数据方式数据格式:STX,Length,MSG Type and Ack#,Data Fields…..,ETX,Checksum数据格式说明:STX-02h起始位LENGTH-单字节,代表信息中包含的数据总个数(统计数据个数时,包含起始位,结束位,校验位)MSG TYPE and ACK#-单字节MSG Type-(Bits4-7):信息类型0001–主机向WF-702发送数据0010–WF-700向主机发送数据0011to0111–保留ACK#-(Bits0-3):响应位00h或者01h在主机向WF-702发送数据中,ACK#是用于区别信息类型,可以是01或者10。
宝元操作说明新版

1.1宝元528(5800)系统面板1.2功能区群组1.3模式功能区1.4按键区等2宝元528(5800)系统操作使用2.1一般操作流程:1)开机---回机床原点---工件分中----对刀-----拷贝加工程序----选择程序进行开档---切换到自动模式(自动模式)---手轮模拟(F2)-----启动(CYCLE START)2)回原点:ZRN---启动(CYCLE START)(直到面板上HOME指示类亮为止,表示回原点完成3)分中:补偿----座标系设定----矩形中心---设X1,X2,Y1,Y2,(为四面分中)对刀:补偿---座标系设定----一般设定---设Z。
5)拷贝程序:编辑模式---PROG—档案总管---复制档案----选择E或Z盘----选择要加工的文件名----确定文件名----将加工文件进行开档。
2.2常用命令:1)移动至要加工工件的中心点(下例为:G54座标系来说明的)按下《手动输入》输入“G54G0X0Y0”--按下《登录》--按下《启动(CYCLE START)》2)输入主轴转速手动输入—输入“M3S10000”---登录----启动(CYCLE START);M3表示主轴正转,S10000表示转速值为每分钟10000转。
3)加工前座标偏移(机床重启后数值不变,应注意在加工另一工序时改为0)补偿---座标系设定----移动光标至0座标系----输入您想要偏移的轴及值---确定(按回车键)(例如:输入“Z10”,表示在G54座标系的基础上将Z轴抬高10MM。
)4)加工中偏移座标(手轮中断,机床重启后自动归0)按下程序暂停(FEED HOLD,灯亮)---F3(手轮中断)---按下座标---按下《手轮中断》----用手轮移动你想要偏移的轴和值。
注:A:未重新启动时,这偏移值仍然有效,在加工另一工序时应用手轮中断功能将该手轮移动值移动为零。
B:手轮中断有模式控制锁定的,在自动模式(自动模式)下的程序暂停的情形下,按下操作面板上的F3才能启动手轮中断功能(手轮插入功能)。
转接板的使用说明
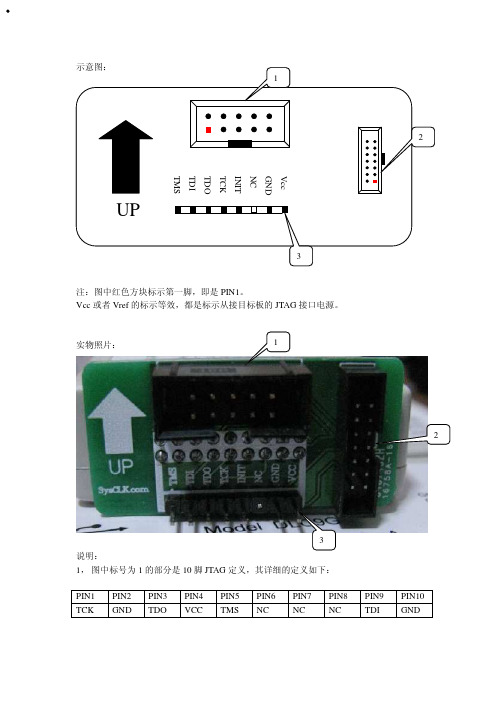
注:图中红色方块标示第一脚,即是PIN1。
Vcc 或者Vref 的标示等效,都是标示从接目标板的JTAG 接口电源。
实物照片:说明:1, 图中标号为1的部分是10脚JTAG 定义,其详细的定义如下: PIN1 PIN2 PIN3 PIN4 PIN5 PIN6 PIN7 PIN8 PIN9 PIN10 TCK GNDTDOVCCTMSNCNCNCTDIGND直观对应图如下:其中两个GND在转接板子以及仿真器内部电路板上都是连接在一起的,可以只用一个GND 。
2, 图中标号为2的部分是14脚2.0MM 针距的JTAG 定义,其引脚定义和下载器本身的14脚2.54MM 定义完全对应,都是完全对应XILINX 的原厂接口定义。
也可以直接直观参照盒子上的标签,请注意PIN1的对应,如下:GND VCC NC NC GND TCKTDOTMSNCTDI3,图中标号为3的部分是分离的单股杜邦线的JTAG定义。
这是一种最为灵活的方式,可以直接接在目标板上的插针或是JTAG座上。
如下图所示:常问问题:1,为什么下载器盒子上的接口是14针的,而转接板背面的插口却是10个孔?答:可以的,18孔左右两面各有2个不连接的孔不插在针上的,只是为了占用那个位置,起到防止接插错位的作用。
插的时候注意先从一面对其,之后悠着用力,就可以接插好。
我们之前采用过14孔的接插件,有顾客反馈容易不对其,这是我们改进后的设计。
接插的时候可能要使点巧劲,但是杜绝了接插错位带来的纠结。
发货前测试过,都是可以接插成功的。
2,在JTAG模式下INIT信号线怎么接?答:INIT只是在SPI模式作为WP(写保护),以及Serial模式下做INIT(初始)用,大多数用户使用的是JTAG模式,在JTAG模式下直接忽略此信号线。
常识附录:1,如何识别常见JTAG插座的针脚序号:我们常说的10PIN实际是10脚,也就是10根插针,同理nPIN就是n脚,n针。
下图是比较常见的10PIN JTAG座实物照片,并且标上针脚号:常见的还有14PIN,20PIN的其样式都是一样的,都会看到有个缺口,为了表示得更明白,我们做个从顶部先下看的抽象示意图,并标上针序:`。
研华宝元 M688D 总线式控制器技术手册说明书
– 完整详尽的指令使用说明
说明内容可以依客制需求编写
一键说明
G/M码即显查询功能
指令输入时实时说明 不需记忆复杂的指令格式 加快指令学习速度 除了内建指令,也提供可加入客制指令说明 不需要纸本手册
修改前
修改后
用户开发宏加密功能
仅支持宏程序加密,无法针对已加密的宏程序进行译码
加密
未加密宏 显示方式
解碼
已加密宏程序显示方式
自动刀长量测
内建自动刀长量测宏程序,无需额外开发宏程序 提供人机接口输入刀长量测相关信息,方便客户操作与使用 提供三种对刀方式:单刀单工件、单刀多任务件及多刀多任务
型
• 10.4吋LCD
• 最大控制轴数
4~6轴
• 8.4吋LCD • 最大控制轴数4轴 • 支持高光加工模式
M628A/M668A
M529A
经
• 7吋LCD
济 型
M350A
• 适合产业机械(雕刻机、 弹簧机、点胶机)
钻攻机/中心机/铣床控制器应用领域
钻攻机/中心机/铣床 控制器
中心机 钻攻机
雕铣机
钻攻机/中心机最新控制器与技术发展
研华宝元 产品经理 粘濠伟 2015/01
大纲
1 钻攻机/中心机/铣床控制器 2 全新钻攻机/中心机控制器
钻攻机/中心机/铣床产品Roadmap
~2013
2014
2015
• 8.4吋、10.4吋及
LCD/MDI/OP客制化
• 10.4吋LCD
• 最大控制轴数4~6轴
钻攻机:M688D总线式控制器
LNC I/O 通讯协议
数字式控制器主要优势:
• 支持高速加工且高分辨率回授 • 配线简洁,节省成本 • 可透过控制器直接存取及监控驱动器
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轉接板使用說明一.主旨此轉接板設計為了LNC600 系列使用, 所以在設計上考慮了電源開關, 歸原點, 過行程及緊急停止等保護電路, 其伺服系統彈性化的設計, 符合大部分的伺服系統使用, 並且提供主軸控制介面與MPG控制介面.二.轉接板元件配置圖三.轉接板接線定義表1. 運動訊號介面接腳定義( U1)註1: PB, /PB : 脈衝B相位輸出註2: PA, /PA : 脈衝A相位輸出註3: A, /A : A 相位訊號輸入註4: B, /B : B 相位訊號輸入註5: C, /C : C 相位訊號輸入註6: EGND : 外部電源接地註7: AGND : 類比訊號接地註8: HS: 歸原點輸入控制信號註9: DACO : 類比訊號輸出註10: NC : 空腳2. 伺服控制介面接腳定義( P1, P2, P3, P4)註1: PB, /PB : 脈衝B相位輸出註2: PA, /PA : 脈衝A相位輸出註3: A, /A : A 相位訊號輸入註4: B, /B : B 相位訊號輸入註5: C, /C : C 相位訊號輸入註6: EGND : 外部電源接地註7: AGND : 類比訊號接地註8: SERON : 伺服致能訊號輸入註9: SVI_CM : 伺服控制訊號輸入共點註10: DACO : 類比訊號輸出註11: ALARM : 伺服警報輸出註12: FGND : 外殼接地註13: NC : 空腳2. 主軸控制訊號介面接腳定義( P5)註1 : ALARM : 主軸警報輸出註2 : IN1V : 主軸定位輸出註3 : RESET : 主軸警報清除輸入註4 : CW : 主軸正轉訊號輸入註5 : CCW : 主軸反轉訊號輸入註6 : PB, /PB : 脈衝控制訊號B相位輸入註7 : PA, /PA : 脈衝控制訊號A相位輸入註8 : SPI_CM : 主軸控制訊號輸入共點註9 : LM0, LM1 : 主軸負載訊號輸出註10 : JOG : 主軸吋動控制訊號輸入註12 : EGND : 外部電源接地註13 : DC24V : 外部DC24V 電源註14 : AGND : 類比訊號接地註15 : DACO : 類比訊號輸出( +10V ~ 0 或+10V ~ -10V) 註16 : FGND : 外殼接地註17 : NC : 空腳3. 手輪控制訊號介面接腳定義( P6)註1 : DC24V : 外部DC24V電源註2 : DC5V : 外部DC5V 電源註3 : EGND : 外部電源接地註4 : A, /A : A 相位訊號輸入註5 : B, /B : B 相位訊號輸入註6 : MPGS1 : 手輪軸向選擇第一軸註7 : MPGS2 : 手輪軸向選擇第二軸註8 : MPGS3 : 手輪軸向選擇第三軸註9 : MPGS4 : 手輪軸向選擇第四軸註10 : MPGR1 : 手輪倍率選擇一註11 : MPGR2 : 手輪軸向選擇第二註12 : FGND : 外殼接地4. 主軸編碼訊號介面接腳定義( P7)註1 : A, /A : A 相位訊號輸入註2 : B, /B : B 相位訊號輸入註3 : C, /C : C 相位訊號輸入註4 : EGND : 外部電源接地註5 : DC5V : 外部DC5V 電源註6 : FGND : 外殼接地5. ON/OFF 控制介面接腳定義( P8 )註1 : OTR1 : 過行程解除接點1註2 : SERON : 伺服致能燈註3 : EGND : 外部電源接地註4 : OFF1 : OFF 開關接點1註5 : EPS1 : 緊急停止開關接點1註6 : ON1 : ON開關接點1註7 : OTR2 : 過行程解除接點2註8 : OFFL : OFF 開關燈接點註9 : OFF2 : OFF 開關接點2註10 : ESP2 : 緊急停止開關接點2 註11 : ON2 : ON開關接點16. I/O 控制介面接腳定義( P9 )註1 : SPI_CM : 主軸控制訊號輸入共點註2 : SPALM : 主軸警報輸出註3 : MPGS4 : 手輪軸向選擇第四軸註4 : ESPAM : 緊急停止警報輸出註5 : XALM : X軸伺服警報輸出註6 : ZALM : Z軸伺服警報輸出註7 : MPGS1 : 手輪軸向選擇第一軸註8 : MPGR1 : 手輪倍率選擇一註9 : SPCW : 主軸正轉訊號輸入註10 : SPRST : 主軸警報清除註11 : IN1V : 主軸定位輸出註12 : MPGS3 : 手輪軸向選擇第三軸註13 : NCRY : 控制器準備完成註14 : YALM : Y軸伺服警報輸出註15 : 4ALM : 第4軸伺服警報輸出註16 : MPGS2 : 手輪軸向選擇第二軸註17 : MPGR2 : 手輪軸向選擇第二註18 : SPCCW : 主軸反轉訊號輸入註19 : SPJOG : 主軸吋動控制訊號輸入註20 : EGND : 外部電源接地四. 系統接線說明 1. 系統接線圖註1 : J1 => DRIVER OUTPUT : 使用在開關伺服及主軸的電源系統, 當發生過行程或緊急停止時, 此接點動作, 關閉電源系統註2 : J2 => AC POWER INPUT : 接入AC110V 或AC220V , 可供DRIVER 和PC 使用註3 : J3 => AC POWER OUTPUT : 使用J2之電源, 可供額外需求使用 註4 : J4 => PC POWER OUTPUT : 使用J2 之電源, 當POWER ON 時, 即提供電源給PC 使用, 當POWER OFF 時, 即關閉PC 電源註5 : J5 => DC POWER INPUT : 提供外部電源系統, 包含DC24V , 5V , 給予 伺服系統, 主軸系統, MPG , 運動控制卡等電源使用.註6 : J6 => DC24V POWER OUTPUT : 使用J5之DC24V 電源, 可供額外需求使用AC POWER INPUT AC POWER OUTPUT PC POWER OUTPUT DC POWER INPUTDC24V POWER OUTPUT EGNDOVERTRA VEL LOADING METER HOME SENSOR DRIVER OUTPUT X SERVO Y SERVO Z SERVO 4 SERVO SPINDLE MPGSPINDLEPOWER ON-OFF/ I/O CONTROL註7 : J7 => EGND : 使用J5之接地, 可供額外需求使用註8 : J8 => OVERTRA VEL : 過行程信號輸入註9 : J9 => LOADING METER : 主軸負載輸出信號註10 : J10 => HOME SERSOR : 歸原點訊號輸入2. 電源開關及緊急迴路系統接線圖ON1ON2OF F1OF F2RE7RE5RE7RE7ON L OF FL+24VGN DES P1ES P2OT1OT2OT R1OT R2RE7NC RDY1NC RDY2RE6GN DSE RONSE RONLES P/OT AL ARMRE8RE6依此圖所示:步驟1 : 在P8 的連接器Pin8 ON1 和Pin15 On2 接上ON的開關,再將ON2 連接到OFF1,此OFF1 再連接到P8 的Pin6,而OFF開關的另一接腳,連接到P8的Pin13。
步驟2 : 將ON的指示燈一端接到ON2和OFF1的連接處,另一端接到P8的Pin5 外部接地。
步驟3 : 將OFF的指示燈一端接到P8的Pin12,另一端接到P8的Pin5外部接地。
步驟4 : 若有過行程的開關時,請接到J8的端子台, 依序接X軸、Y軸和Z軸,若不使用過行程保護時,必須要將此端子台短路,或任一軸不使用過程程保護時,須將那一軸短路。
步驟5 : 將緊急停止開關( 使用常閉接點)的一端EPS1 接到P8的Pin7。
另一端EPS2 接到P8的Pin14。
步驟6 : 將P9的Pin5 和 P9的Pin18 接到繼電器的接點,當數值控制器完成起動程序時,將此繼電器致能,代表數值控制器已經準備完成。
如此伺服 致能才能完成。
3. 歸原點及過行程接線圖3.1 歸原點接線圖將第一軸S1的歸原點開關接到J10的Pin 1 和 Pin 2 , 依此類推第二軸, 第三軸和第四軸, 當有歸原點開關動作時, 相對的LED 會亮, 可知歸原點開關是否動作. 如下圖接法J10CON812345678S1S2S3S43.2 過行程接線圖OT XOT YOT ZOT 1OT 2將第一軸過行程開關( 必須是常閉接點) 接到J8的Pin 1和 Pin2, 依據此原則接第二軸, 第三軸。
注意若沒有使用到的軸項必須短路, 否則無法動作, 如下圖所示4. 伺服控制信號電源特性設定 ( JP1)本轉接板, 可以依據使用者使用伺服馬達控制信號特性設定控制介面電源信號可由JP1設定伺服控制電氣特性, 例如三菱伺服馬達MR-J2S 輸入控制為不帶電接點( 乾接點), 輸出控制為外部電源輸入, 所以JP1之SVI_COM 開路, SVO_COM 短路到DC24V 。
例如使用PANASONIC A 系列伺服馬達, 輸入控制信號為GND, 輸出控制信號為VDC ( DC12~24V), 所以JP1之SVI_COM 短路到 GND, SVIO_COM 短路到DC24V .S1J8CON6123456S2S3OT Z OT Y OT 1OT X OT 2。