主轴伺服系统故障诊断与维修
数控机床进给伺服系统类故障诊断与处理(3篇)

数控机床进给伺服系统类故障诊断与处理数控机床进给伺服系统是数控机床中非常关键的一个组成部分,它直接影响机床加工的精度和效率。
然而,在使用过程中,由于各种原因,进给伺服系统可能会出现故障。
本文将介绍数控机床进给伺服系统的常见故障及其诊断与处理方法。
一、数控机床进给伺服系统常见故障1. 运动不平稳:机床在加工工件时,出现运动不平稳的情况,可能是由于进给伺服系统的故障引起的。
这种情况表现为运动过程中有明显的抖动或者不稳定的现象。
2. 运动失效:机床无法正常运动,不响应操作指令。
这种情况可能是由于进给伺服系统的电源故障、控制器故障或者连接线路故障引起的。
3. 位置误差过大:机床在加工过程中,位置误差超过了允许范围,导致加工工件的尺寸不准确。
这种情况可能是由于进给伺服系统的位置反馈元件(如编码器)故障引起的。
4. 加工速度过慢:机床在加工时,进给速度远低于预设值,导致加工效率低下。
这种情况可能是由于进给伺服系统的电机故障或者速度控制回路故障引起的。
二、故障诊断与处理方法1. 运动不平稳的诊断与处理:首先,检查机床的润滑系统,确保润滑油是否充足,并且清洁。
其次,检查机床的传动系统,确保螺杆和导轨的润滑良好。
如果问题还未解决,可以通过检查进给伺服系统的控制器参数是否正确、电机驱动器是否正常工作等方式进一步诊断。
2. 运动失效的诊断与处理:首先,检查进给伺服系统的电源供应情况,确保电源正常。
其次,检查进给伺服系统的连接线路,包括电源线、编码器连接线等,确保线路没有松动或者断裂。
如果问题还未解决,可以通过检查进给伺服系统的控制器和电机驱动器是否正常工作等方式进一步诊断。
3. 位置误差过大的诊断与处理:首先,检查进给伺服系统的位置反馈元件,如编码器是否损坏或者松动。
如果问题还未解决,可以通过检查进给伺服系统的控制器参数是否正确、电机驱动器是否正常工作等方式进一步诊断。
4. 加工速度过慢的诊断与处理:首先,检查进给伺服系统的电机是否正常工作,包括电机是否有异常声音或者发热等。
《数控机床故障诊断与维护》课程标准

《数控机床故障诊断与维护》课程标准课程代码:学时:64 学分:4一、课程的地位与任务《数控机床故障诊断与维护》是一门专业课程,先修课程有机械制造、气动液压、电控及PLC 技术应用等。
本课程是机电技术的综合应用,对学习机、电技术综合能力的培养有明显的促进作用。
同时也是数控的一门专业主干核心课程,具有实践性强、应用面广的特点。
通过《数控机床故障诊断与维护》的教学,使学生能够获得数控机床的基本理论和基本知识,初步掌握数控机床故障诊断与维护的基本思路、基本方法和基本原则,具有分析并排除数控机床常见故障的能力。
为今后学习后续课程和从事相关工作打下扎实的基础。
二、课程的主要内容和学时分配1.课程的主要内容第一章数控机床维修与维护基础第一节数控机床概述(1)数控机床的产生背景(2)数控机床的基本概念(3)数控机床的组成(4)数控机床的工作过程(5)数控机床的种类(6)数控机床的常用数控系统简介第二节数控机床的故障维修基础(1)数控机床的故障定义(2)数控机床常见故障的特点与规律(3)数控机床常见故障的种类(4)数控机床发生故障时的诊断方法第三节数控机床的日常维修维护与保养(1)数控机床日常维修维护工作的内容(2)数控机床机体的维护与保养(3)数控机床电气控制系统的日常维护(4)数控机床维修人员应具备的基本要求(5)数控机床的维修维护的技术资料(6)数控机床故障诊断与维护常用仪器仪表及工具第四节FANUCOi系统数控机床基本操作(1)数控机床面板介绍(2)数控机床的基本操作(3)手动进给操作第二章数控系统硬件故障诊断与维护第一节数控系统硬件概述第二节数控系统硬件的更换方法第三节数控系统硬件故障的诊断方法第四节数控机床的抗干扰措施第三章数控系统软件故障诊断与维护第一节数控系统软件的组成第二节数控系统的参数设置第三节数控系统的参数备份与恢复第四节数控系统软件故障的诊断与处理方法第四章数控机床PLC故障诊断与维护第一节数控机床PLC基础(1)数控机床中PMC的用途(2)数控机床用PLC种类(3)数控机床PLC梯形图程序(4)数控机床PLC梯形图符号第二节数控机床用PLC的操作(1)FANUCOi数控系统的PMC调试功能(2)PMC的基本操作(3)PMC编程实例第三节数控系统PMC故障诊断(1)数控系统PMC的故障类型及原因(2)通过PMC进行故障诊断的方法(3)数控机床PMC控制功能程序分析(4)典型PLC故障的分析与诊断流程第五章数控机床进给伺服系统故障诊断与维护第一节进给伺服系统的概述(1)进给伺服系统的组成(2)数控机床对进给伺服驱动系统的要求(3)进给伺服驱动系统的分类第二节步进电动机伺服系统及工作原理(1)步进进给伺服驱动系统(2)步进电动机进给伺服驱动系统的工作原理(3)步进电动机驱动系统的常见故障与维修第三节交流伺服进给驱动装置的组成及工作原理(1)交流进给伺服系统的特点(2)模拟式交流伺服控制原理(3)数字交流伺服系统控制原理(4)交流伺服系统的维护与调整第四节位置检测装置的组成及工作原理(1)位置检测装置的要求(2)位置检测方式分类(3)位置检测元件及其维护(4)位置检测故障的诊断第六章主轴驱动系统故障诊断与维护第一节数控机床主轴驱动系统基本知识(1)数控机床对主轴传动的要求(2)主轴系统分类及特点(3)主轴伺服系统故障的形式及诊断第二节交流主轴伺服系统概述(1)交流主轴伺服系统的特点(2)交流主轴调速原理(3)交流数字式主轴伺服系统(4)交流模拟式主轴伺服系统第三节交流主轴驱动系统故障诊断与维修(1)交流数字式主轴伺服系统故障的诊断与排除(2)交流模拟式主轴伺服系统故障的诊断与排除(3)主轴伺服系统故障实例及分析第七章数控机床机械结构故障诊断与维护第一节数控机床精度的检验第二节主传动机械结构的维护与维修第三节进给系统机械传动结构的维修第四节换刀装置的维护与故障诊断第五节其它辅助故障诊断与维护2.学时分配本课程在教学过程中,强调基础理论和基本概念的掌握,同时注重学生的实际动手操作,要求能把基础理论应用于实践中,让学生具备处理和排除数控机床基本故障的能力。
FANUC主轴驱动系统的故障诊断与维修

轴系统相同,但驱动器为数字式。
驱动系统在攻螺纹、定位刚性、快速性与操作性能上有了较大的改进,其余性能与模拟式交流主轴系统相似。
3)A06B-07**系列交流主轴电动机与A 06-6059系列数字式交流主轴驱动器配套组成的交流主轴驱动系统系列产品。
该系列主轴驱动系统为FANUC公司20世纪80年代中期开发的交流主轴改进型产品,主要配套的系统有FANUCll、FANUC0、FANUCl5等。
该系列产品可分为S系列(标准型)、P系列(广域恒功率调速)、H系列(高速润滑脂)、VH系列(高速油雾润滑)、HV系列(高电压输入)等几个系列。
产品一般与A06-6059系列数字式交流主轴驱动器配套使用,其中,S系列为常用产品,在数控机床上使用最广。
该系列产品主电动机采用了电磁心定子直冷的冷却型式,与早期的主轴驱动系统相比,提高了输出功率与转速,减小了系统的体积与重量;驱动器采用了更先进的控制技术和电子元器件,进一步提高了系统的性能。
驱动系统功能强、可靠性好,在数控机床上得到了广泛应用,是数控机床维修过程中常见的主轴驱动系统之一。
4)FANUC α/ai系列主轴驱动系统,它是FANUC公司的最新产品,其中αi系列主轴驱动系统为本世纪初开发的最新数控机床主轴驱动系统系列产品,是α系列的改进型。
α/αi系列产品共有标准型α/αi系列、广域恒功率输出型αP/αPi系列、经济型αC/αCi系列、中空型(αT /αTi系列、强制冷却型αL/αLi系列、高电压输入型α(HV)/α(HV)i系列、高电压输入广域恒功率输出型αP(HV)/αP(HV)i系列、高电压输入中空型αT(HV)/αT(HV)i系列、高电压输入强制冷却型αL(HV)/αL(HV)i系列等产品。
其中αLi系列最高输出转速为20000r/min、α(HV)i系列最大额定输出功率可达l00kW,可满足绝大多数数控机床的主轴要求。
该系列产品的主要特点如下:①通过绕组转换功能,进一步增加了高速输出范围,缩短了加/减速时间,对于αPi系列,其恒功率输出范围比α系列扩大了1.5倍。
伺服电机常见故障与维修
伺服电机常见故障与维修伺服电机常见故障与维修伺服电机可使控制速度,位置精度非常准确,可以将电压信号转化为转矩和转速以驱动控制对象。
伺服电机转子转速受输入信号控制,并能快速反应,在自动控制系统中,用作执行元件,且具有机电时间常数小、线性度高、始动电压等特性,可把所收到的电信号转换成电动机轴上的角位移或角速度输出。
分为直流和交流伺服电动机两大类,其主要特点是,当信号电压为零时无自转现象,转速随着转矩的增加而匀速下降。
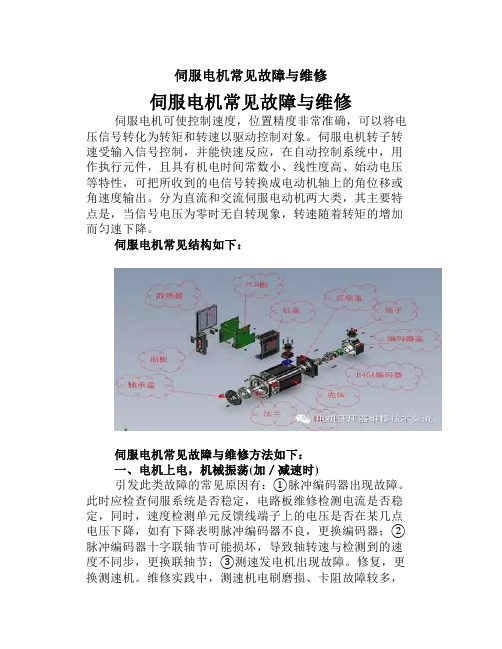
伺服电机常见结构如下:伺服电机常见故障与维修方法如下:一、电机上电,机械振荡(加/减速时)引发此类故障的常见原因有:①脉冲编码器出现故障。
此时应检查伺服系统是否稳定,电路板维修检测电流是否稳定,同时,速度检测单元反馈线端子上的电压是否在某几点电压下降,如有下降表明脉冲编码器不良,更换编码器;②脉冲编码器十字联轴节可能损坏,导致轴转速与检测到的速度不同步,更换联轴节;③测速发电机出现故障。
修复,更换测速机。
维修实践中,测速机电刷磨损、卡阻故障较多,此时应拆下测速机的电刷,用纲砂纸打磨几下,同时清扫换向器的污垢,再重新装好。
二、电机上电,机械运动异常快速(飞车)出现这种伺服整机系统故障,应在检查位置控制单元和速度控制单元的同时,还应检查:①脉冲编码器接线是否错误;②脉冲编码器联轴节是否损坏;③检查测速发电机端子是否接反和励磁信号线是否接错。
一般这类现象应由专业的电路板维修技术人员处理,负责可能会造成更严重的后果。
三、主轴不能定向移动或定向移动不到位出现这种伺服整机系统故障,应在检查定向控制电路的设置调整、检查定向板、主轴控制印刷电路板调整的同时,还应检查位置检测器(编码器)的输出波形是否正常来判断编码器的好坏(应注意在设备正常时测录编码器的正常输出波形,以便故障时查对)。
四、坐标轴进给时振动应检查电机线圈、机械进给丝杠同电机的连接、伺服系统、脉冲编码器、联轴节、测速机。
五、出现NC错误报警NC报警中因程序错误,操作错误引起的报警。
数控机床常见故障的诊断与排除(三篇)

数控机床常见故障的诊断与排除本文针对数控机床伺服系统在加工中心可能出现的如五面体加工中心零点漂移等常见故障的现象进行阐述,并对其产生原因以及解决方案等加以认真分析研究。
随着科技的进步,机床由普通机床逐渐发展为数控机床。
数控机床的伺服系统在机床中起核心作用,但在实际生产中,伺服系统较容易出现故障,占整个数控机床系统的30%以上,其通常会使机床不能正常工作或停机,造成严重后果。
因此,在实际生产过程中,应加强对设备的维护保养,规范操作,确保各项安全。
通常,数控机床的故障主要包括两方面,一是当伺服系统出现故障时,系统会及时报警,在CRT显示屏上会出现诊断程序的报警信息,查阅相关手册得出,这些故障通常发生在电动机脉冲或编码器。
另一方面是操作人员不经意间的人为操作事故,如主轴刀具号地址输送错误、刀具号呼叫信号错误、输入刀具长度错误、编译程序错误等。
伺服系统在排除这两方面故障时,难度较大。
因为有些事故是由伺服系统本身产生的,而有些事故则是受机械、液压、温度等外界因素影响,外界环境也会对伺服系统产生不同程度的影响。
目前,在我厂数控机床中,操作系统通常采用日本的FANUC系统,现对实际生产中,加工中心中出现的常见故障处理进行叙述。
五面体加工中心零点漂移故障故障现象:一台五面体加工中心,近期出现加工坐标系的零点漂移,大大降低了工件的加工精度。
在工件加工时,工件的加工精度时好时坏,有些工件往往达不到其位置度公差要求。
初步认为是机床的几何精度不够造成的,但经测试,排除这一可能性。
仔细分析研究,得到可能是由于温度以及环境的变化造成的。
经统计发现,工件加工的精度较差大多发生在早八点,开机一小时后机床稳定工作。
故障分析原因:早上机床温度较低,油温也低,这就导致了机床的热膨胀不能得到完全的释放,致使工件的加工精度降低。
解决方案:对操作工人进行工作培训,着重强调机床预热对于工件加工精度以及生产效率的重要性,确保机床每天使用前有足够的预热时间。
数控机床主轴伺服系统常见故障诊断与维护
SCIENCE &TECHNOLOGY VISION科技视界2011年8月第23期科技视界Science &Technology Vision1伺服系统简介1.1伺服系统的概念数控机床伺服系统是指以机床移动部件的位置和速度作为控制量的自动控制系统,又称随动系统。
在数控机床中,伺服系统是连接数控系统和数控机床本体的中间环节,是数控机床的“四肢”。
因为伺服系统的性能决定了数控机床的性能,所以要求伺服系统具有高精度、快速度和良好的稳定性。
1.2伺服系统的工作原理伺服系统是一种反馈控制系统,它以指令脉冲为输入给定值与输出被调量进行比较,利用比较后产生的偏差值对系统进行自动调节,以消除偏差,使被调量跟踪给定值。
所以伺服系统的运动来源于偏差信号,必须具有负反馈回路,并且始终处于过渡过程状态。
在运动过程中实现了力的放大。
伺服系统必须有一个不断输入能量的能源,外加负载可视为系统的扰动输入。
2直流主轴伺服系统从原理上说,直流主轴驱动系统与通常的直流调速系统无本质的区别,但因为数控机床高速、高效、高精度的要求,决定了直流主轴驱动系统具有以下特点:2.1调速范围宽。
2.2直流主轴电动机通常采用全封闭的结构形式,可以在有尘埃和切削液飞溅的工业环境中使用。
2.3主轴电控机通常采用特殊的热管冷却系统,能将转子产生的热量迅速向外界发散。
2.4直流主轴驱动器主回路一般采用晶闸管三相全波整流,以实现四象限的运行。
2.5主轴控制性能好。
2.6纯电气主轴定向准停控制功能。
3交流主轴伺服系统主轴驱动交流伺服化是数控机床主轴驱动控制的发展趋势,交流主轴伺服系统的特点如下:3.1振动和噪声小3.2采用了再生制动控制功能3.3交流数字式伺服系统控制精度高3.4交流数字式伺服系统用参数设定(不是改变电位器阻值)调整电路状态4主轴伺服系统的常见故障形式4.1当主轴伺服系统发生故障时,通常有三种表现形式4.1.1是在操作面板上用指示灯或CRT 显示报警信息;4.1.2是在主轴驱动装置上用指示灯或数码管显示故障状态;4.1.3是主轴工作不正常,但无任何报警信息。
数控机床FANUC伺服系统故障诊断与排除方法
数控机床FA N U C伺服系统故障诊断与排除方法刁一峰1唐进1刘红武2(1.湖南生物机电职业技术学院,长沙410126;2.郴州市第一人民医院总务科,湖南郴州423000)产品与应用摘要本文主要结合一些实际案例和经验,专门针对数控机床FA N U C伺服系统中具有代表性和常见性的疑难故障的诊断与排除方法进行了较为系统的综合叙述。
关键词:数控机床;FA N U C;伺服系统;故障诊断T he A nal ysi s of D i agnosi s and E l i m i na t i onM e t hods t o C N CF A NU C Ser vo Sys t emD i ao"f eng T ang di n Li u H on gw u(1.H unan B i ol ogi c al A nd El ect r om echani cal Pol yt echni c,C hangs ha410126:2.T he Fi r st Pe opl e’S H os pt i al of C H e nZ ho u C i t y,C henzhou,H unan423000)A bs t r act M ai l y com bi ne d w i t h s om e ac t ua l c as es and exper i ence,t hi s ar t i ca l e m a ke scom p ar at i v el y s ys t em a t i ca l l y i nt egr a t e d na rr at i on spec i a l l y i n vi e w of s om e di a gnos i s and e l i m i nat i onm et h ods t o z he com m on and r epre se nt a t i ve di f f i c ul t y and br eakdow n i n z he C N C FA N U C s er v o sy st em.K ey w or ds s C N C;FA N U C;s er vo sys t em;br e akdo w n di a gnos i sl引言数控机床故障诊断与维修技术足制造业实现自动化、柔性化、集成化生产的重要基础,是制造业提高产品质量和生产效牢的有力保障,同时埘数控技术的发展和完善也起到了巨大的推动作用。
数控机床典型故障诊断与维修
数控机床典型故障诊断与维修一、数控机床典型故障1. 伺服电机故障:伺服电机是数控机床的主要驱动元件,如伺服电机出现故障,会导致机床无法正常工作。
常见的伺服电机故障包括:电机运行异常、电机发热、电机无法正常启动等。
2. 数控系统故障:数控系统是数控机床的核心,一旦出现故障,会导致整个数控机床无法正常工作。
常见的数控系统故障包括:程序执行错误、操作界面死机、通讯故障等。
3. 传感器故障:传感器在数控机床中起着重要的作用,它能够感知机床状态并将信息反馈到数控系统。
常见的传感器故障包括:传感器信号异常、传感器损坏等。
4. 润滑系统故障:数控机床在工作过程中需要进行润滑,以减少摩擦、降低磨损。
润滑系统故障会导致机床零部件磨损加剧,影响加工精度和机床寿命。
5. 电气元件故障:数控机床中包含大量的电气元件,如断路器、接触器、继电器等。
这些元件一旦出现故障,会直接影响机床的正常运行。
1. 故障现象分析:当数控机床出现故障时,首先要对故障现象进行分析。
包括故障出现的时间、频率、程度等方面,有助于确定故障的性质和范围。
2. 信息收集:通过观察、询问、检测等方式,收集与故障相关的信息,包括数控系统显示的报警信息、机床运行时的异常声音、异味等。
3. 故障检测:根据故障现象和信息收集的结果,对机床进行检测,包括物理检测和电气检测。
物理检测可以发现机床结构的故障,电气检测可以发现电气元件的故障。
4. 故障定位:通过检测结果,确定故障发生的位置和原因,例如伺服电机故障、数控系统故障、传感器故障等。
5. 分析解决方案:根据故障定位结果,分析可能的解决方案,并进行相应的维修或调整。
1. 伺服电机维修:伺服电机故障通常需要专业的维修人员进行处理,首先要对电机进行检测和分析,确定故障原因,然后进行修复或更换。
2. 数控系统维修:数控系统故障可能是软件问题或硬件问题,软件问题可以通过重新设置参数、升级或更换软件来解决,硬件问题则需要更换故障部件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
主轴伺服系统故障诊断与维修
摘要:本文通过对数控机床主轴伺服系统的介绍,阐述了主轴伺服系统的故障所产生的形式、不同的故障点主要产生的原因,以及根据不同故障所表现形式去分析、解决问题。
通过对主轴伺服系统维修实例的讲解,为我们今后在生产一线提供一些解决问题的思路。
关键词:主轴伺服系统故障诊断主轴编码器CNC
Abstract: Based on the numerical control machine tool spindle of servo system, the author introduces the main shaft servo system fault produced form, different failure causes of the main point, and the form according to different fault to analysis, solve the problem. Through an example of spindle servo system maintenance its interpretation, for our future in production line to provide some methods to resolve problems.
Keywords: spindle servo system, fault diagnosis, main shaft encoder, CNC
主轴驱动系统就是在系统中完成主运动的动力装置部分。
它带动工件或刀具作相应的旋转运动,从而能配合进给运动,加工出理想的零件。
主轴驱动变速目前主要有两种形式:一是主轴电动机齿轮换档,目的在于降低主轴转速,增大传动比,放大主轴功率以适应切削的需要;二是主轴电动机通过同步齿形带或皮带驱动主轴,该类主轴电动机又称宽域电机或强切削电动机,具有恒功率宽的特点。
由于无需机械变速,主轴箱内省却了齿轮和离合器,主轴箱实际上成了主轴支架,简化了主传动系统,从而提高了传动链的可靠性。
1 主轴伺服系统故障诊断
数控机床对主轴要求在很宽范围内转速可调,恒功率范围宽。
当要求机床有螺纹加工功能、准停功能和恒功率加工等功能时,就要对主轴提出相应的进给控制和位置控制要求。
此时,主轴驱动系统也可称为主轴伺服系统,相应的主轴电动机装配有编码器作为主轴位置检测;另一种方法就是在主轴上直接安装外置式的编码器,这在机床改造和经济型数控车床中用得较多。
当主轴伺服系统发生故障时,通常有三种表现形式:一是在CRT或操作面板上显示报警内容或报警信息;二是在主轴驱动装置上用报警灯或数码管显示主轴驱动装置的故障;三是主轴工作不正常,但无任何报警信息。
主轴伺服系统常见故障有:
1.1过载
原因:切削用量过大,频繁正、反转等均可引起过载报警。
具体表现为:主轴电动机过热主轴驱动装置显示过电流报警等。
1.2主轴不能转动
电气系统原因:
1)检查CNC系统是否有速度控制信号输出。
2)检查使能信号是否接通。
通过CNC显示器观察I/O状态,分析机床PLC 梯形图(或流程图),以确定主轴的启动条件,如润滑、冷却等是否满足。
3)主轴电动机动力线断裂或主轴控制单元连接不良。
4)机床负载过大。
5)主轴驱动装置故障。
6)主轴电机故障。
机械故障原因,在机械方面,主轴不转常发生在强力切削下,可能原因有:
1)主轴与电机连接皮带过松或皮带表面有油,造成打滑。
2)主轴中的拉杆未拉紧夹持刀具的拉钉(在车床上就是卡盘未夹紧工件)。
1.3 主轴转速异常或转速不稳定
当主轴转速超过技术要求所规定的范围时,要考虑:
1)CNC系统输出的主轴转速模拟量(通常为0~±10v)没有达到与转速指令对应的值,或速度指令错误。
2)CNC系统中D/A变换器故障。
3)主轴转速模拟量中有干扰噪声。
4)测速装置有故障或速度反馈信号断线。
5)电动机过载。
6)电动机不良(包括励磁丧失)。
7)主轴驱动装置故障。
1.4 主轴转动时振动或噪声太大
首先要区别噪声及振动发生在主轴机械部分还是电器部分。
检查方法有:1)在减速过程中发生,一般是由驱动装置造成的,如交流驱动中的再生回路故障。
2)在恒转速时,可通过观察主轴电动机自由停车过程中是否有噪声和振动来区别,如存在,则主轴机械部分有问题。
3)检查振动的周期是否与转速有关,如无关,一般是主轴驱动装置未调整好;如有关,应检查主轴机械部分是否良好,测速装置是否不良。
电器方面可能的原因:
1)电源缺相或电源电压不正常。
2)控制单元上的电源开关设定(50/60Hz切换)错误。
3)伺服单元上的增益电路和颤抖电路调整不好(或设置不当)。
4)电流反馈回路未调整好。
5)三相输入的相序不对。
机械方面的原因
1)主轴箱与床身的连接螺钉松动。
2)轴承预紧力不够或预紧螺钉松动,游隙过大,使之产生轴向窜动,应重新调查。
3)轴承损坏,应更换轴承。
4)主轴部件上动平衡不好,应重新调整动平衡。
5)此轮有严重损伤,或此轮啮合间隙过大,应更换此轮或调整啮合间隙。
6)润滑不良,因油不足,应改善润滑条件,使润滑油充足。
7)主轴与主轴电机的连接皮带过紧,应移动电机座调整皮带使松紧度合适。
8)连接主轴与电机的连轴器故障。
9)主轴负荷太大。
1.5主轴加/减速时工作不正常
造成此故障的原因有下述几种:
1)减速极限电路调整不良。
2)电流反馈回路不良。
3)加/减速回路时间常数设定和负载贯量不匹配。
4)驱动器再生制动电路故障。
5)传动带连接不良。
1.6 外界干扰
主轴转速出现随机和无规律性的波动。
由于受电磁干扰,屏蔽或接地措施不良,主轴转速指令信号或反馈信号受到干扰,使主轴驱动出现随机和无规律性的波动。
判别有无干扰的方法是:当主轴转速指令为零时,主轴仍往复摆动,调整零速平衡和漂移补偿也不能消除故障。
1.7 主轴速度指令无效,转速仅有1 ~2r/min
原因:1)CNC模拟量输出(D/A)转换电路故障。
2)CNC速度输出模拟量与驱动器连接不良或断线。
3)主轴转向控制信号极性与主轴转向输入信号不一致。
4)主轴驱动器参数设定不当。
1.8 主轴不能进行变速
造成主轴不能转速主要有以下原因:
1)CNC参数设置不当或编程错误造成主轴转速控制信号输出为某一固定值。
2)D/A转换电路故障。
3)主轴驱动器速度模拟量输入电路故障。
1.9 螺纹加工出现“乱牙”故障。