直埋式全焊接球阀
全焊接球阀使用与维护的方法
全焊接球阀使用与维护的方法一、全焊接球阀的使用方法1.在安装前,应对全焊接球阀进行全面检查,保证阀门的外观完好无损。
2.安装前应查看全焊接球阀的接口尺寸是否与管道相匹配,避免接口不符导致漏气或卡阀。
3.安装时应注意全焊接球阀的流向与流量方向,确保阀门能正常开闭。
对于有方向要求的球阀,应遵循其标识的箭头方向。
4.安装后,应当对全焊接球阀进行检查,确保其开启、关闭动作正常,没有卡阻现象。
5.在操作全焊接球阀开关的同时,应留意压差和泄漏问题。
若发现有异常,应立即停止使用,并修理或更换阀门。
二、全焊接球阀的维护方法1.定期检查全焊接球阀的密封性能,确保其能够正常密封,防止泄漏。
如发现泄漏现象,应立即更换密封垫片。
2.定期对全焊接球阀进行润滑,确保阀门开启和关闭的灵活性。
在润滑过程中,应使用合适的润滑剂,并注意清洁工作。
3.定期清理全焊接球阀的内部结构,防止杂质积聚影响流体的正常流通。
清理时,应使用合适的清洗剂,并彻底清洗。
4.定期检查全焊接球阀的外观,确保其外观完好无损。
如发现损坏或磨损的部件,应及时更换,避免影响阀门的正常运行。
5.对于长期不使用的全焊接球阀,应适当存放,并定期检查其状态。
在存储时,应避免阳光直射、雨水浸泡等不良环境。
三、全焊接球阀的注意事项1.在操作全焊接球阀时,应保持平稳,并避免过大力度的开启或关闭,以免损坏阀门或造成卡阻现象。
2.使用过程中,全焊接球阀可能会产生剧烈震动或冲击,应安装合适的减震装置来降低震动和冲击对球阀的影响。
3.全焊接球阀的工作温度和压力应在所标识的范围内使用,避免超过其额定工况,以免导致设备故障或事故发生。
4.操作全焊接球阀时,应遵循正确的操作方法,确保开启和关闭的顺序正确,避免错误操作。
5.如需拆卸全焊接球阀进行维修或更换部件时,应按照相关的拆装说明进行操作,并遵循安全操作规程。
通过以上方法和注意事项,可以正确、安全地使用和维护全焊接球阀,延长其使用寿命,确保工业生产的正常运行。
全焊接球阀使用说明
全焊接球阀使用说明
一、产品说明
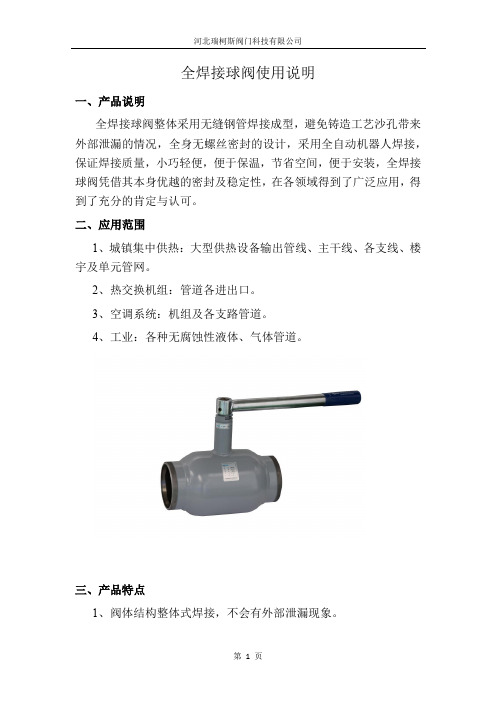
全焊接球阀整体采用无缝钢管焊接成型,避免铸造工艺沙孔带来外部泄漏的情况,全身无螺丝密封的设计,采用全自动机器人焊接,保证焊接质量,小巧轻便,便于保温,节省空间,便于安装,全焊接球阀凭借其本身优越的密封及稳定性,在各领域得到了广泛应用,得到了充分的肯定与认可。
二、应用范围
1、城镇集中供热:大型供热设备输出管线、主干线、各支线、楼宇及单元管网。
2、热交换机组:管道各进出口。
3、空调系统:机组及各支路管道。
4、工业:各种无腐蚀性液体、气体管道。
三、产品特点
1、阀体结构整体式焊接,不会有外部泄漏现象。
2、阀座由PTFE密封环及弹簧组成对压力和温度的变化适应能力强,在使用范围内不会产生任何的泄漏。
3、阀件全部采用的是数控机床加工,保证各零部件精度。
4、阀杆的防渗漏结构、多层密封,确保无泄漏。
5、阀杆操作轻便,无卡阻现象。
6、数控压装设备组装,扭矩轻,密封可靠。
四、主要零部件及材质。
全焊球阀介绍_图文

焊接方法:
全焊接球阀阀门焊接采用自动埋弧焊。
实景拍摄
装备篇
自贡高阀引进意大利新比隆全自动焊接中心
焊机总图:
焊机组成:龙门架1套,焊接机头2套,多特性电源2套,焊剂输送回收系统1套, 防窜动型可调式滚轮架1套,电器控制箱1套
焊机产地:上海
焊枪工作示意图:
焊接坡口示意图:
全焊接球阀应用现状
(1)目前,32〞以下(含32〞)高压全焊接国产球阀在中石油长输油气 管道已实现国产化;32〞以上的大口径全焊接阀门由于设计和制造技 术难度大,无实际应用业绩等,主要还是从美国喀麦(CAMERON)、 意大利格罗夫(GROVE)、德国舒克和伯马公司等引进。
(2)2005年西气东输公司采购了自贡阀门厂生产的 2台40〞class600 全焊接球阀用于金坛储气库工程(备用);2006年采购了19台24〞 class400 全焊接球阀,用于淮武支线管道工程,其中16台用于线路 截断阀室,3台用于站场工艺管线。
中缅原油管线(2009年6月16日签署备忘录)
气、油双线并行,采取先建输气管线、再建输油管线的方式进行。 中缅原油管道起于缅甸西海岸的实兑港,经云南边城瑞丽抵达昆明,全长
约1100公里,预计总投资约25亿美元。 中缅天然气管线会继续延伸至广西南宁,全长2806公里,计划将在今年9
月开工建设,并于2012年试通气,年输气能力120亿立方米。
圆筒形全焊接球阀总体结构
球形全焊接球阀采用枢轴式固定球 结构,阀体采用紧凑型的球形锻件焊接而 成。阀门的重量小。
阀杆在全压差动作过程中除受操作扭 矩外,还受到来自管线压力所产生的弯曲 载荷。
圆筒形全焊接球阀采用支撑板式固定球结构, 阀体采用圆筒形锻件焊接而成。阀门的重量较大。
全焊接球阀规格型号【大全】
不锈钢焊条规格型号内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.全焊接球阀概述:全焊接球阀在各个领域使用都非常广泛,其优越的品质和高性能的稳定性是普通铸钢球阀所无法达到的,全焊接球阀使用寿命远远大于铸钢球阀,全焊接球阀广泛应用于城市燃气、城市供热、石油化工、造船、钢铁、调压站、发电厂等各类管道设备上。
可以直埋于地下,不用建高大阀门井减少工程造价,同时也可以避免操作阀门时造成人员的伤害,能长期可靠运行使用。
全焊接球阀用途全焊接球阀城市燃气:燃气输出管道、主干线及各支线管道等。
集中供热:大型供热设备输出管线、主干线、支线。
热交换机:管道及各回路启闭。
钢铁厂:各种流体管道、废气排放管道、燃气供应管道。
各种工业设备:各种热处理管道、各种工业煤气和热力管道。
全焊接球阀的特性1、一体式全焊接球阀,不会有外部泄漏等现象。
2、采用浮球结构,斜面弹性垫圈保证密封圈紧压在球体之上,即使在压力不稳定的情况下,阀门可以保证严密。
3、由于阀体材料跟管道材质一样,不会出现应力不均,也不会由于地震及车辆经过地面时而产生变形,管道耐老化。
4、密封环本体采用含量20%Carbon(碳素)的RPTFE材质,保障完全无泄漏。
5、直埋式全焊接球阀可以直接埋于地下,不用建高大型阀门井,只需在地面上设置小型浅井,大大节省施工费用及工程时间。
6、可根据管道的施工及设计要求,调整阀体的长短和阀杆的高度。
7、球体的加工过程有先进的计算机检测仪跟踪检测,加工精密度非常精密,操作轻便。
8、不需要维护,调整及润滑,易于安装,阀体不含沉重且不可靠的铸件。
9、与同类行业的同种规格产品相比,阀体更小,而且外型美观。
10、在保证阀门正常操作、使用情况下,使用寿命在15年以上。
CAMERON-全焊接球阀-中文版
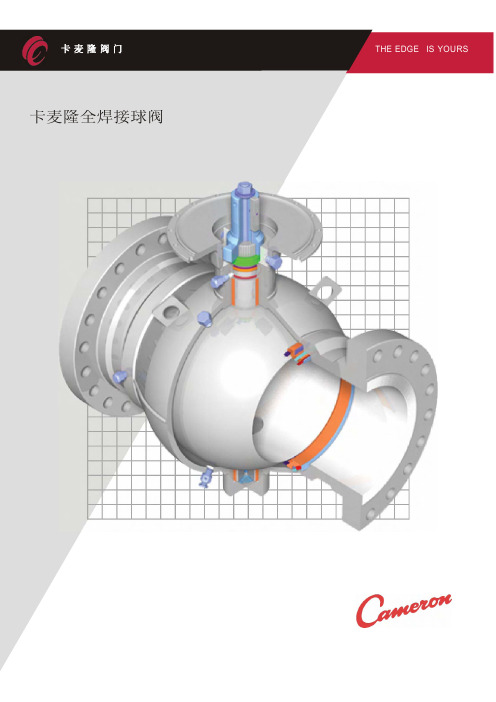
卡麦隆阀门全焊接球阀卡麦隆阀门目录全焊接球阀特点和优点2, 3, 4 & 5管线清管球发送器6附件7如何购买卡麦隆阀门标准、规范、材料8 & 9尺寸表ASME/ANSI Class 150~ 2500(PN 20 ~PN 420)全通径和缩径球阀10 ~ 22API PRESSURE CLASS 2000, 3000 & 5000 psi全通径和缩径球阀23, 24 & 25尺寸表执行器安装信息26, 27 & 28管子尺寸表29商务条款和条件30 & 31商标信息32TC145512/04 NP-5M1卡麦隆阀门全焊接球阀特点和优点石油工业中最值得新来的阀门,综合了轻型锻件的强度和紧凑式球形设计.卡麦隆全焊接球阀满足ASME/ANSI150 磅级~2500磅级(PN20~PN420)和API2000~API10000标准,锻钢制造确保了一致的良好晶粒结构和强度,阀门尺寸范围从2寸 to56寸. (50 mm to 1400 mm).作为专业为重负载设计、兼有免维护特性的顶尖球阀,卡麦隆全焊接球阀通常被许多工业应用所选用,其中包括:• 气体输送• 液化天然气厂 • 原油成品油管道 • 液化天然气管道 • 计量撬 • 压缩机战 • 脱水系统 • 二氧化碳环境 • 气体分离 • 海洋工程 • 天然气储存 • 海底管道• 干燥系统卡麦隆全焊接球阀的独特设计赋予了它在最小的重量下提供了最大的强度,同事对管道压力和应力的抵抗力最强。
紧凑的球形阀体设计取消了阀体法兰和螺栓从而减小了外部尺寸并消除了潜在的外泄漏机械主动密封阀杆密封脂注入口紧急工况下密封.紧凑式阀体设计提供了最小重量下的最大的强度浮动式阀座环提供阀座-球体密封提供不同的发作组合(参考第 4和5阀座密封脂注入口带止回阀用以安全加注密封脂 可以快速、简单的恢复紧密密封允许在阀门全关和全开位置时进行阀门密封的双阻塞和排放测试 枢轴装有PTFE 的不锈钢轴承提供免润滑的平滑操作,降低操作扭矩2TC145512/04 NP-5M全焊接球阀 卡麦隆阀门阀杆密封PTFE 三角密封和唇形密封共同组成阀杆上部区域密封,PTFE 是低摩擦不老化的材料,不会产生快速失压爆破,对于2寸以上阀门的阀杆,还将提供阀杆密封脂注入系统用以建立阀杆的二级密封枢轴固定球保证较低的操作扭矩无论尺寸大小压力等级高低,每台卡麦隆阀门均采用枢轴式固定球。
全焊接球阀的装配方法

全焊接球阀的装配方法全焊接球阀是一种常用的管道阀门,它采用焊接技术将阀体和阀座连接在一起,具有结构简单、密封性能好、耐高温高压等优点。
下面将介绍全焊接球阀的装配方法。
全焊接球阀的装配需要准备好所需的零部件,包括阀体、阀座、球体、阀杆、密封圈、弹簧等。
这些零部件在装配前应进行清洗和检查,确保无损坏和杂质。
接下来,将阀座安装在阀体上,通过螺纹连接或焊接固定。
确保阀座与阀体之间的连接紧密,并使用扳手或焊接工具进行固定。
然后,将球体放入阀座中,确保球体能够自由旋转。
球体与阀座之间的密封面应平整,无划伤或凹凸不平的情况。
如果有需要,可以更换球体或阀座以保证密封性能。
接下来,将阀杆插入球体,并通过螺纹连接或焊接固定。
确保阀杆与球体之间的连接牢固,并使用扳手或焊接工具进行固定。
阀杆的长度应适当,以确保阀门的操作灵活性和密封性能。
然后,将密封圈安装在阀座和阀体之间的密封面上。
密封圈应选用耐高温、耐高压的材料,并确保密封圈与阀座、阀体之间的接触紧密,无缺陷和松动。
根据需要,将弹簧安装在阀杆上,用于提供阀杆的弹性支撑力。
弹簧的选择应根据阀门的工作条件和要求进行,确保阀门的操作灵活性和密封性能。
在装配过程中,需要注意以下几点。
首先,要严格按照装配顺序进行操作,确保每个零部件的正确安装和连接。
其次,要注意阀门的操作方向,确保阀杆与球体的连接正确,以便实现阀门的开关功能。
此外,还要注意各个零部件的配合间隙,确保阀门的密封性能和操作灵活性。
通过以上装配方法,可以完成全焊接球阀的装配工作。
在实际操作中,还需注意安全措施,如佩戴防护手套和眼镜,避免受伤。
此外,装配过程中如遇到问题,应及时停止操作,并寻求专业人员的帮助和指导。
全焊接球阀的装配方法包括准备零部件、安装阀座和球体、连接阀杆、安装密封圈和弹簧等步骤。
在装配过程中要注意操作顺序和安全措施,以确保阀门的正常运行和使用效果。
希望以上内容能对全焊接球阀的装配方法有所帮助。
丹佛斯焊接球阀技术资料

JIP球阀(PN16,25,40)
描述
丹佛斯JIP球阀是一种关断阀门,专用于集中 供热与中央空调循环水管网系统。
球阀为钢制,全焊接结构。
阀门的结构设计完美适用于建筑安装,基于 如下特点: • 阀体的结构使其能够承受很大的轴向力,并
在同时保证合适的操作力矩。 • 阀门内部优化低阻力设计。这意味着增大了
065N0282
产品编号 FF PN 25
阀门带有 蜗轮机构
阀门带有 蜗轮法兰
065N0331
065N0332
065N0336
065N0337
065N0341
065N0342
065N0346
065N0347
065N0351
065N0352
065N0356
065N0357
065N0361
065N0362
低阀杆T型手柄
065N0900 065N0905 065N0910 065N0915 065N0920 065N0925
065N0904 065N0908 065N0914
4
VD.KD.D6 .41 © Danfoss 08/2016
DEN-SMT/SI
参数表
球阀
订货
室内安装 双阀,单管 T型手柄(DN15-25) 或L型手柄(DN32-50) JIP-WW 焊接 JIP-II内螺纹 JIP-IW内螺纹/焊接
流通能力,减小了流体阻力,从而降低了水 泵的能耗。 • 杰出的阀座设计与密封材料的选择,实现了 最合理的阀球夹紧度与长期稳定的使用寿命。 • 该型阀门免维护,除了用在主管网上,丹佛 斯同时提供其它功能的阀门,如带压开孔阀、 分支球阀、户内双球阀等。
主要数据 • DN15-600 • kvs=11-26300 m3/h • PN16,25,40 • 温度:0...180°C • 介质:循环水或浓度低于50%乙二醇溶液 • 最低贮存与运输温度:-40°C
德国伯马球阀技术

石油,天然气及石化工程处理厂,容器装置
液化气输送及储运工程 陆上或海上石油平台及海底管线, 管汇 船舶制造工程 各类发电厂 区域供热工程 固体流动介质的输送工程 其它特殊应用领域/根据客户要求特殊设计生产
球阀设计认证 CERTIFICATES
DIN EN ISO 9001 API 6D GOST CS 51 BS FIRE SAFE API607/6FA/BS6755 DIN AGA certificate (Australia) „TA-Luft“ CE marking Welding acc. ASME and DIN Customer approvels FIRE SAFE (BS 6755 ; API 6FA/ 607)
伯马工厂生产管理特点
1. 伯马球阀有限公司作为欧洲最大的专业球阀生产厂家之一, 只生产球阀,其 中70%的产品为全焊接球阀. 球阀从设计, 锻件原材料进厂, 检验入库到加工, 装配,焊接,测试. 全部通过条计算机管理. 工厂的车间,生产线安排,完全按照球 阀制造程序和工艺来设计,布置, 每一道工序最终都必须经过严格的质量检验 确认, 方可进入下一道工序.
4. 为了实现真正模拟天然气管线球阀的现实使用工况,伯马全焊接球阀可在工 厂的大型自动检测平台上完成高压气体密封试验和强度试验及其开关性能测 试.保证了全焊接天然气管线球阀的高安全性,和可操作性. 5.伯门球阀有限公司本着给客户提供优质的产品和最快交货期的理念, 在工厂 内建设了大型地下半成品储备仓库, 内部储备了大量的阀门部件, 当接到定单 时可以迅速取出装配焊接完成交货.另外仓库实现计算机管理, 可在接到询价 时, 迅速的为客户提供报价产品的准确交货时间。
谢谢您的大力支持!
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
河北同力自控阀门制造有限公司
全焊接球阀,直埋式焊接球阀应用场合及特性
全焊接球阀(直埋式全焊接球阀)应用场合及特性
城市燃气:燃气输出管道、主干线及各支线供应管道等。
集中供热:大型供热设备输出管线、主干线、支线。
热交换机:管道及各回路启闭。
钢铁厂:各种流体管道、废气排放管道、煤气和热力供应管道、燃料供应管道。
各种工业设备:各种热处理管道、各种工业煤气和热力管道。
全焊接球阀(直埋式全焊接球阀)特性:
全焊接球阀,不会有外部泄漏等现象。
、
1、全焊接球阀可以直埋于地下,不用建高大阀门井减少工程造价,同时也可以避免操作阀门时造成人员的伤害。
2、全焊接球阀打开时,阀球把阀座完全包围,尽管介质有杂质也冲刷不到阀座及球体密封面,由于这种特殊结构使阀门密闭性与管道同寿命。
3、关闭的焊接球阀介质静止对球体及密封阀座更产生了损害,打开的过程球体又把介质静止时沉积下来的杂物刮掉,阀座下有弹簧补偿对压力和温度的变化有补偿作用,保证不会产生任何泄露。
4、直接焊于管道节省了法兰、螺丝、垫片,节约大量物质资源。
5、全焊接球阀优于蝶阀,蝶阀蝶板在中间介质流动时介质中的杂物会冲刷蝶板,造成蝶板损伤,使阀门关闭不严;全焊接球阀优于闸阀,除介质杂物冲刷密封面,造成密封面损伤使关闭不严。
介质静止时介质中的杂物会囤积在
阀门闸板槽内造成闸板关闭不到位,使阀门关闭不严。
6、重量轻外型美观,且易于保温使配套设备外观更精致。
7、由于特殊结构使阀门高寿命,正常使用质保20年。