压力管道焊接工艺指令卡
工艺管线管道焊接工艺卡
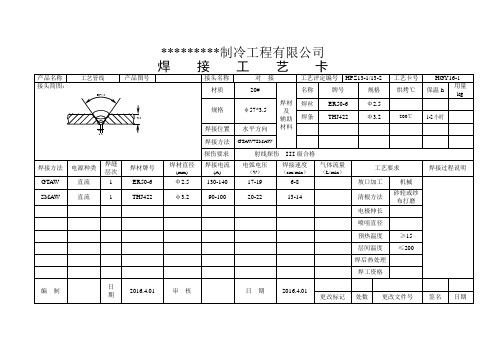
*********制冷工程有限公司焊接工艺卡产品名称工艺管线产品图号接头名称对接工艺评定编号HPZ13-1/13-2 工艺卡号HGY16-1接头简图:材质20#焊材及辅助材料名称牌号规格烘烤℃保温h用量kg规格φ57*3.5 焊丝ER50-6 Φ2.5焊条THJ422 Φ3.2 200℃1-2小时焊接位置水平方向焊接方法GTAW+SMAW探伤要求射线探伤III级合格焊接方法电源种类焊缝层次焊材牌号焊材直径(mm)焊接电流(A)电弧电压(V)焊接速度(cm/min)气体流量(L/min)工艺要求焊接过程说明GTAW 直流 1 ER50-6 Φ2.5 130-140 17-19 6-8 坡口加工机械SMAW 直流 1 THJ422 φ3.2 90-100 20-22 13-14 清根方法砂轮或纱布打磨电极伸长喷咀直径预热温度≥15 层间温度≤200 焊后热处理焊工资格编制日期2016.4.01 审核日期2016.4.01更改标记处数更改文件号签名日期1-2600±53.5******制冷工程有限公司焊接工艺卡产品名称工艺管线产品图号接头名称对接工艺评定编号HPZ13-1/13-2 工艺卡号HGY16-2接头简图:材质20#焊材及辅助材料名称牌号规格烘烤℃保温h用量kg规格Φ76*3.5 焊丝ER50-6 Φ2.5焊条THJ422 Φ3.2 200℃1-2小时焊接位置平焊方向焊接方法GTAW+SMAW探伤要求射线探伤III级合格焊接方法电源极性焊缝层次焊材牌号焊材直径(mm)焊接电流(A)电弧电压(V)焊接速度(cm/min)气体流量(L/min)工艺要求焊接过程说明GTAW 直流 1 ER50-6 Φ2.5 130-140 17-19 6-8 坡口加工机械SMAW 直流 1 THJ422 φ3.2 90-105 20-23 13-14 清根方法砂轮或纱布打磨电极伸长喷咀直径预热温度≥15 层间温度≤200 焊后热处理焊工资格编制日期2016.4.01 审核日期2016.4.01更改标记处数更改文件号签名日期1-2600±54********制冷工程有限公司焊接工艺卡产品名称工艺管线产品图号接头名称对接工艺评定编号HPZ13-1/13-2 工艺卡号HGY16-3接头简图:材质20#焊材及辅助材料名称牌号规格烘烤℃保温h用量kg规格Φ89*4.0 焊丝ER50-6 Φ2.5焊条THJ422 Φ3.2 200℃1-2小时焊接位置平焊方向焊接方法GTAW+SMAW探伤要求射线探伤III级合格焊接方法电源极性焊缝层次焊材牌号焊材直径(mm)焊接电流(A)电弧电压(V)焊接速度(cm/min)气体流量(L/min)工艺要求焊接过程说明GTAW 直流 1 ER50-6 Φ2.5 135-145 18-21 6-8 坡口加工机械SMAW 直流 2 THJ422 φ3.2 95-110 20-23 13-14 清根方法砂轮或纱布打磨电极伸长喷咀直径预热温度≥15 层间温度≤200 焊后热处理焊工资格编制日期2016.4.01 审核日期2016.4.01更改标记处数更改文件号签名日期1-2600±54.5********制冷工程有限公司焊接工艺卡产品名称工艺管线产品图号接头名称对接工艺评定编号HPZ13-1/13-2 工艺卡号HGY16-4接头简图:材质20#焊材及辅助材料名称牌号规格烘烤℃保温h用量kg规格Φ108*4.5 焊丝ER50-6 Φ2.5焊条THJ422 Φ3.2 200℃1-2小时焊接位置平焊方向焊接方法GTAW+SMAW探伤要求射线探伤III级合格焊接方法电源极性焊缝层次焊材牌号焊材直径(mm)焊接电流(A)电弧电压(V)焊接速度(cm/min)气体流量(L/min)工艺要求焊接过程说明GTAW 直流 1 ER50-6 Φ2.5 140-155 19-22 6-8 坡口加工机械SMAW 直流 2 THJ422 φ3.2 100-110 21-23 13-14 清根方法砂轮或纱布打磨电极伸长喷咀直径预热温度≥15 层间温度≤200 焊后热处理焊工资格编制日期2016.4.01 审核日期2016.4.01更改标记处数更改文件号签名日期2~3600±54.5济南*****工程有限公司焊接工艺卡产品名称工艺管线产品图号接头名称对接工艺评定编号HPZ13-1/13-2 工艺卡号HGY16-5接头简图:材质20#焊材及辅助材料名称牌号规格烘烤℃保温h用量kg规格Φ133*5 焊丝ER50-6 Φ2.5焊条THJ422 Φ3.2 200℃1-2小时焊接位置平焊方向焊接方法GTAW+SMAW探伤要求射线探伤III级合格焊接方法电源极性焊缝层次焊材牌号焊材直径(mm)焊接电流(A)电弧电压(V)焊接速度(cm/min)气体流量(L/min)工艺要求焊接过程说明GTAW 直流 1 ER50-6 Φ2.5 145-155 20-23 6-8 坡口加工机械SMAW 直流 2 THJ422 φ3.2 105-120 21-24 13-14 清根方法砂轮或纱布打磨电极伸长喷咀直径预热温度≥15 层间温度≤250 焊后热处理焊工资格编制日期2016.4.01 审核日期2016.4.01更改标记处数更改文件号签名日期2~3600±55济南*****工程有限公司焊接工艺卡产品名称工艺管线产品图号接头名称对接工艺评定编号HPZ13-1/13-2 工艺卡号HGY16-6接头简图:材质20#焊材及辅助材料名称牌号规格烘烤℃保温h用量kg规格Φ159*6 焊丝ER50-6 Φ2.5焊条THJ422 Φ3.2 200℃1-2小时焊接位置平焊方向焊接方法GTAW+SMAW探伤要求射线探伤III级合格焊接方法电源极性焊缝层次焊材牌号焊材直径(mm)焊接电流(A)电弧电压(V)焊接速度(cm/min)气体流量(L/min)工艺要求焊接过程说明GTAW 直流 1 ER50-6 Φ2.5 150-160 21-24 6-8 坡口加工机械SMAW 直流 2 THJ422 φ3.2 110-120 21-25 13-14 清根方法砂轮或纱布打磨电极伸长喷咀直径预热温度≥15 层间温度≤250 焊后热处理焊工资格编制日期2016.4.01 审核日期2016.4.01更改标记处数更改文件号签名日期2~3600±56济南*****工程有限公司焊接工艺卡产品名称工艺管线产品图号接头名称对接工艺评定编号HPZ13-1/13-2 工艺卡号7接头简图:材质20#焊材及辅助材料名称牌号规格烘烤℃保温h用量kg规格Φ219*8 焊丝ER50-6 Φ2.5焊条THJ422 Φ3.2 200℃1-2小时焊接位置平焊方向焊接方法GTAW+SMAW探伤要求射线探伤III级合格焊接方法电源极性焊缝层次焊材牌号焊材直径(mm)焊接电流(A)电弧电压(V)焊接速度(cm/min)气体流量(L/min)工艺要求焊接过程说明GTAW 直流 1 ER50-6 Φ2.5 155-170 21-25 6-8 坡口加工机械SMAW 直流 2 THJ422 φ3.2 115-125 22-25 13-14 清根方法砂轮或纱布打磨电极伸长喷咀直径预热温度≥15 层间温度≤250 焊后热处理焊工资格编制日期2016.4.01 审核日期2016.4.01更改标记处数更改文件号签名日期2~3600±57济南*****工程有限公司焊接工艺卡产品名称工艺管线产品图号接头名称对接工艺评定编号HPZ13-1/13-2 工艺卡号8接头简图:材质20#焊材及辅助材料名称牌号规格烘烤℃保温h用量kg规格Φ273*8 焊丝ER50-6 Φ2.5焊条THJ422 Φ3.2 200℃1-2小时焊接位置平焊方向焊接方法GTAW+SMAW探伤要求射线探伤III级合格焊接方法电源极性焊缝层次焊材牌号焊材直径(mm)焊接电流(A)电弧电压(V)焊接速度(cm/min)气体流量(L/min)工艺要求焊接过程说明GTAW 直流 1 ER50-6 Φ2.5 160-185 22-25 6-8 坡口加工机械SMAW 直流 2 THJ422 φ3.2 120-130 22-25 13-14 清根方法砂轮或纱布打磨电极伸长喷咀直径预热温度≥15 层间温度≤250 焊后热处理焊工资格编制日期2016.4.01 审核日期2016.4.01更改标记处数更改文件号签名日期3-4600±510济南*****工程有限公司焊接工艺卡产品名称工艺管线产品图号接头名称对接工艺评定编号HPZ13-1/13-2 工艺卡号9接头简图:材质20#焊材及辅助材料名称牌号规格烘烤℃保温h用量kg规格Φ325*9 焊丝ER50-6 Φ2.5焊条THJ422 Φ3.2 200℃1-2小时焊接位置平焊方向焊接方法GTAW+SMAW探伤要求射线探伤III级合格焊接方法电源极性焊缝层次焊材牌号焊材直径(mm)焊接电流(A)电弧电压(V)焊接速度(cm/min)气体流量(L/min)工艺要求焊接过程说明GTAW 直流 1 ER50-6 Φ2.5 160-185 22-25 6-8 坡口加工机械SMAW 直流 2 THJ422 φ3.2 120-130 22-25 13-14 清根方法砂轮或纱布打磨电极伸长喷咀直径预热温度≥15 层间温度≤250 焊后热处理焊工资格编制日期2016.4.01 审核日期2016.4.01更改标记处数更改文件号签名日期3-4600±511。
管道焊接工艺卡
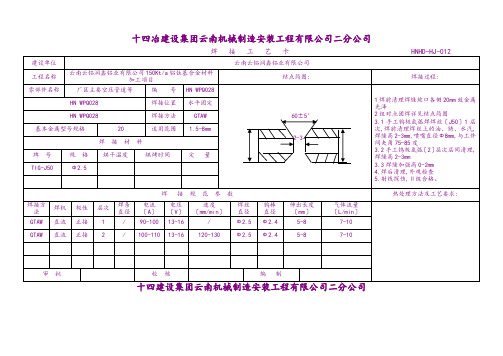
十四冶建设集团云南机械制造安装工程有限公司二分公司焊接工艺卡 HNHD-HJ-014十四建设集团云南机械制造安装工程有限公司二分公司焊接工艺卡 HNHD-HJ-012十四建设集团云南机械制造安装工程有限公司二分公司焊接工艺卡 HNHD-HJ-016十四建设集团云南机械制造安装工程有限公司二分公司十四建设集团云南机械制造安装工程有限公司二分公司十四建设集团云南机械制造安装工程有限公司二分公司十四建设集团云南机械制造安装工程有限公司二分公司十四建设集团云南机械制造安装工程有限公司二分公司十四建设集团云南机械制造安装工程有限公司二分公司十四建设集团云南机械制造安装工程有限公司二分公司焊接工艺卡 HNHD-HJ-018焊 接 工 艺 卡 HNHD-HJ-022建设单位 云南云铝润鑫铝业有限公司工程名称 云南云铝润鑫铝业有限公司150Kt/a 铝钛基合金材料加工项目 结点简图:焊接过程:零部件名称厂区主要空压管道等 编 号 HN WPQ0061焊前清理焊缝坡口各侧20mm 致金属光泽2组对点固焊详见结点简图3.1手工电弧焊焊条〔1〕层次,焊前清理焊丝上的油、锈、水汽,焊缝高2-3mm,喷嘴直径Ф8mm,与工件间夹角75-85度3.2手工电弧焊焊条〔2〕层次层间清理,焊缝高2-3mm3.3焊缝加强高0-2mm4.焊后清理,外观检查5.射线探伤,Ⅱ级合格HN WPQ006 焊接位置 水平固定 HN WPQ006焊接方法 SMAW 基本金属型号规格Q235A 适用范围1.5-8.5mm焊 接 材 料牌 号 规 格 烘干温度 烘烤时间 定 量J507 Ф2.5 400℃ 2h J422Ф3.2400℃2h焊 接 规 范 参 数热处理方法及工艺要求:焊接方法 焊机 极性 层次 焊条直径 电流 〔A 〕 电压 〔V 〕 速度 〔mm/min 〕焊丝 直径 钨棒 直径 伸出长度〔mm 〕气体流量 〔L/min 〕SMAW直流 反接1Ф2.580-8521-22// / / /SMAW直流 正接2 Ф3.2120-13022-2370-90// //审 批校 核编 制焊 接 工 艺 卡 HNHD-HJ-015建设单位 云南云铝润鑫铝业有限公司工程名称 云南云铝润鑫铝业有限公司150Kt/a 铝钛基合金材料加工项目 结点简图:焊接过程:零部件名称厂区主要空压管道等 编 号 HN WPQ0061焊前清理焊缝坡口各侧20mm 致金属光泽2组对点固焊详见结点简图3.1手工电弧焊焊条〔1〕层次,焊前清理焊丝上的油、锈、水汽,焊缝高2-3mm3.2手工电弧焊焊条〔2〕层次层间清理,焊脚高度不得小于薄的母材厚度4.焊后清理,外观检查5.焊后做着色检查,Ⅰ级合格HN WPQ006 焊接位置 水平固定 HN WPQ006焊接方法 SMAW 基本金属型号规格Q235A 适用范围1.5-8.5mm焊 接 材 料牌 号 规 格 烘干温度 烘烤时间 定 量J507 Ф2.5 400℃ 2h J507Ф3.2400℃2h焊 接 规 范 参 数热处理方法及工艺要求:焊接方法 焊机 极性 层次 焊条直径 电流 〔A 〕 电压 〔V 〕 速度 〔mm/min 〕焊丝 直径 钨棒 直径 伸出长度〔mm 〕气体流量 〔L/min 〕SMAW直流 反接1Ф2.580-8521-22// / / /SMAW直流 正接2-3Ф3.2120-13022-2370-90// //审 批校 核编 制。
管道焊接施工工艺卡003
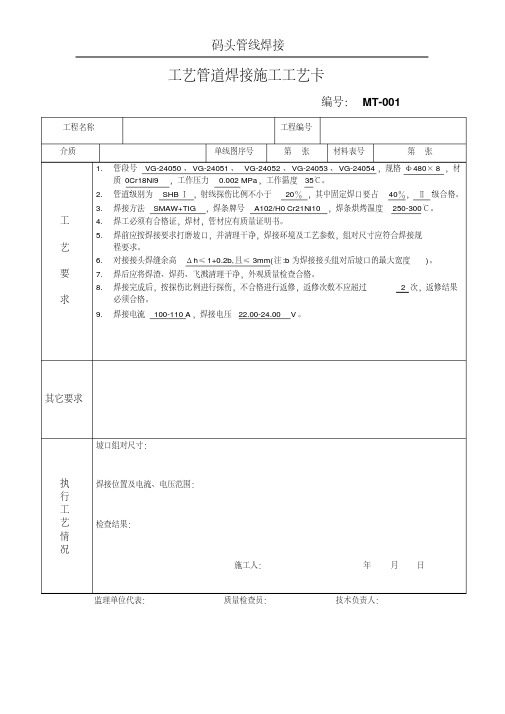
编号:MT-001工程名称工程编号介质单线图序号第张材料表号第张工艺要求1.管段号VG-24050、VG-24051、VG-24052、VG-24053、VG-24054,规格Φ480×8 ,材质0Cr18Ni9,工作压力0.002 MPa,工作温度35℃。
2.管道级别为SHBⅠ,射线探伤比例不小于20%,其中固定焊口要占40%,Ⅱ级合格。
3.焊接方法SMAW+TIG ,焊条牌号A102/H0Cr21Ni10,焊条烘烤温度250-300℃。
4.焊工必须有合格证,焊材,管材应有质量证明书。
5.焊前应按焊接要求打磨坡口,并清理干净,焊接环境及工艺参数,组对尺寸应符合焊接规程要求。
6.对接接头焊缝余高Δh≤1+0.2b,且≤3mm(注:b为焊接接头组对后坡口的最大宽度)。
7.焊后应将焊渣、焊药、飞溅清理干净,外观质量检查合格。
8.焊接完成后,按探伤比例进行探伤,不合格进行返修,返修次数不应超过 2 次,返修结果必须合格。
9.焊接电流100-110 A,焊接电压22.00-24.00 V。
其它要求执行工艺情况坡口组对尺寸:焊接位置及电流、电压范围:检查结果:施工人:年月日监理单位代表:质量检查员:技术负责人:编号:MT-002工程名称工程编号介质PE颗粒+空气单线图序号第张材料表号第张工艺要求1.管段号VG-24057 ,规格Φ480×8 ,材质20#,工作压力0.002 MPa,工作温度350C ℃。
2.管道级别为SHBⅠ,射线探伤比例不小于20%,其中固定焊口要占40%,Ⅱ级合格。
3.焊接方法SMAW+TIG ,焊条牌号J427/H08Mn2Si,焊条烘烤温度250-300 ℃。
4.焊工必须有合格证,焊材,管材应有质量证明书。
5.焊前应按焊接要求打磨坡口,并清理干净,焊接环境及工艺参数,组对尺寸应符合焊接规程要求。
6.对接接头焊缝余高Δh≤1+0.2b,且≤3mm(注:b为焊接接头组对后坡口的最大宽度)。
压力容器-焊接工艺指令卡

压力容器焊接工艺指令卡冀PV焊09产品名称BCC纤维过滤器制造编号JG11-25-03 容器类别位置示意图:焊缝代号材料牌号、规格接头及坡口型式通用焊接工艺卡编号焊工合格项目1-3B 1-4A Q235-B δ=12 对接I型T-1 5-6A Q235-B δ=10 V型坡口T-2 7A Q235-B δ=12 V型坡口T-3 D5-8.D10-13.D20 Φ89.×4 T型插入T-5 D4 Φ273×8 T型插入T-4D9. D18.19 D14-17 Φ35×3 Φ38.×3 Φ133.×4T型插入T-6D1 .D3 Φ530/630.×10 T型插入T-7D2 Φ480.×12 T型插入T-8C1-4 管壁厚度8-12 T型插入T-9C5-17 管壁厚度3-8 T型插入T-10:当无通用焊接工艺卡时,亦应填写焊缝代号等栏目,并根据相应的焊接工艺评定,编制压力容器焊接工艺卡。
编制:审核: 监检员:日期:日期: 日期:产品名称 蒸汽冷凝液回收罐 制造编号 091706R- 容器类别 Ⅰ位置示意图:C 10C 9C 8C 7C 6C 5C 4C 3C 2C 1D 11D 10D 9D 8D 7D 6D 5D 4D 3D 2D 15B4B3B2B1B3A2A1A焊缝代号 材料牌号、规格 接头及坡口型式通用焊接 工艺卡编号焊工合格项目注:当无通用焊接工艺卡时,亦应填写焊缝代号等栏目,并根据相应的焊接工艺评定,编制压力容器焊接工艺卡。
编制: 审核: 监检员:日期: 日期: 日期:产品名称压缩空气缓冲罐制造编号RQ111702R-0006 容器类别Ⅰ位置示意图:焊缝代号材料牌号、规格接头及坡口型式通用焊接工艺卡编号焊工合格项目注:当无通用焊接工艺卡时,亦应填写焊缝代号等栏目,并根据相应的焊接工艺评定,编制压力容器焊接工艺卡。
编制:审核: 监检员:日期:日期: 日期:产品名称连续排污扩容器制造编号RQ111702-0007 容器类别Ⅱ位置示意图:焊缝代号材料牌号、规格接头及坡口型式通用焊接工艺卡编号焊工合格项目注:当无通用焊接工艺卡时,亦应填写焊缝代号等栏目,并根据相应的焊接工艺评定,编制压力容器焊接工艺卡。
压力管道焊接工艺卡
——
焊接工艺参数
焊层
焊材
牌号
焊材
直径(mm)
焊接
电流
(A)
电弧
电压
(V)
焊接速度(cm/min)
保护气体
流量
(L/min)
1
J422
φ3.2
90
23
4
——
2
J422
φ3.2
110
23
7
——
3
J422
φ3.2
115
23.5
7
——
4
J422
φ3.2
120
24
7
——
5
J422
φ3.2
120
24
7
——
——
保温时间
——
加热方式
——
冷却方式
——
温度范围
——
测温方法
——
焊接工艺参数
焊层
焊材
牌号
焊材
直径(mm)
焊接
电流
(A)
电弧
电压
ቤተ መጻሕፍቲ ባይዱ(V)
焊接速度(cm/min)
保护气体
流量
(L/min)
1
H08Mn2SiA
φ2.0
110
15
4
8
2
J422
φ3.2
110
21
7
——
压力管道焊接工艺卡
产品名称
制造编号
管道类别
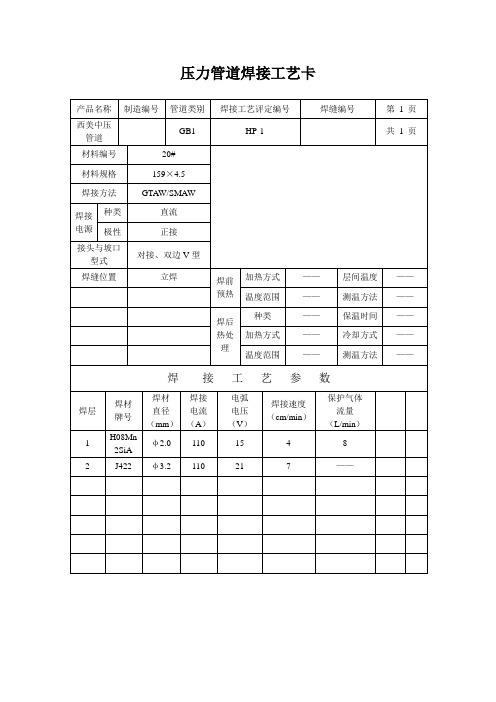
压力管道焊接工艺卡
产品名称
制造编号
管道类别
焊接工艺评定编号
焊缝编号
第1页
西美中压管道
GB1
压力容器焊接工艺卡样本
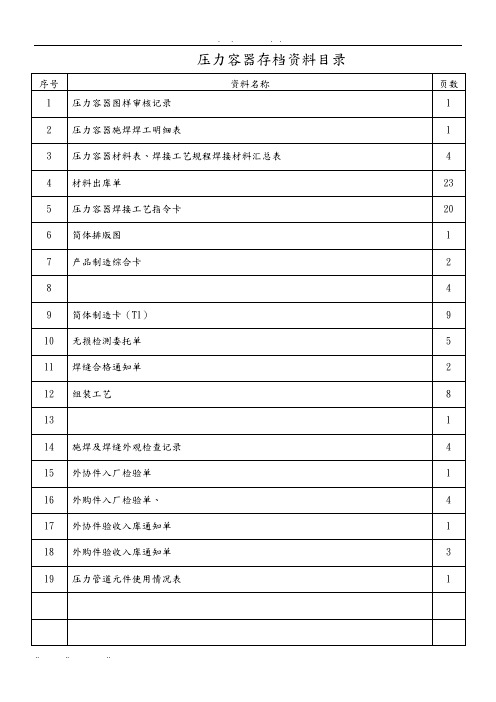
压力容器存档资料目录压力容器外来图样审核记录 DM/JS07压力容器施焊焊工明细表编制日期审核日期 C检监员日期压力容器材料明细表第1页共2页.. .. ..焊接材料汇总表共20页第2页.. .. .... .. ..焊接工艺指令卡.. .. ..焊接工艺指令卡接头焊接工艺卡共20页第5页接头焊接工艺卡共20页第6页坡口角度(℃) 60°焊接工艺评定报告编号HPSMAW-II-1G-6钝边(mm) 1~2 焊缝余高(mm)焊工持证项目SMAW-II-3G-12-F3J组装间隙(mm) 2~3 备注:焊接位置焊接层次焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)气体流量(L/min)线能量KJ/min预热温度(℃)型(牌)号直径(mm) 极性电流(A)层间温度(℃) ≤150焊后热处理消除应力正1 焊条焊电弧焊J507 ф3.2 直反90~120 20~22 8~9 12~19.8 后热正2 焊条焊电弧焊J507 ф4.0 直反160~180 20~22 10~12 16~23.8 钨极直径(mm) 反1 焊条焊电弧焊J507 ф3.2 直反90~120 20~22 8~9 12~19.8 喷嘴直径(mm)气体成份接头焊接工艺卡共20页第7页焊接层次顺序示意图:母材1 Q345R 厚度(mm) 8 焊接工艺卡编号DMH-Ⅱ-1-3-8母材2 Q345R 厚度(mm) 8 图号SB25-83-1母材3 厚度(mm) 接头名称管箱筒体纵缝、与封头环缝焊接顺序正1、正2、正3 接头型式对接坡口型式V 接头编号C2坡口角度(℃) 60°焊接工艺评定报告编号2011HP-25钝边(mm) 1~2 焊缝余高(mm)焊工持证项目SMAW-II-3G-12-F3J组装间隙(mm) 2~3 备注:焊接位置焊接层次焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)气体流量(L/min)线能量KJ/min预热温度(℃)型(牌)号直径(mm) 极性电流(A)层间温度(℃) ≤150焊后热处理正1 焊条焊电弧焊J507 ф3.2 直反90~120 20~22 8~9 12~19.8 后热正2 焊条焊电弧焊J507 ф4.0 直反160~180 20~22 10~12 16~23.8 钨极直径(mm) 反1 焊条焊电弧焊J507 ф3.2 直反90~120 20~22 8~9 12~19.8 喷嘴直径(mm)气体成份接头焊接工艺卡共20页第8页焊接层次顺序示意图:母材100Cr17Ni14Mo2 厚度(mm)焊接工艺卡编号DMH-Ⅶ2-1-5-4母材200Cr17Ni14Mo2Ⅱ厚度(mm) 3.5~4.5 图号SB25-83-1 母材3 厚度(mm) 接头名称接管与法兰焊接顺序正1、正2 接头型式对接接头坡口型式V 接头编号C3、C4坡口角度(℃) 60 焊接工艺评2011 HP -14接头焊接工艺卡共20页第9页母材2 20# 厚度(mm)3.54.5图号SB25-83-1母材3 厚度(mm) 接头名称接管与法兰焊接顺序正1、反1、正2 接头型式角接坡口型式接头编号C5~C12坡口角度(℃) 50°焊接工艺评定报告编号2011 HP -10钝边(mm) 焊缝余高(mm) 4 焊工持证项目SMAW-Ⅱ-6FG-9/18-F3J组装间隙(mm) 0.5~1 备注:焊接位置焊接层次焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)气体流量(L/min)线能量KJ/min预热温度(℃)型(牌)号直径(mm) 极性电流(A)层间温度(℃) ≤50焊后热处理消除应力正1 焊条电弧焊J427 ф3.2直流反接90~120 20~22 8~9 12~19.8接头焊接工艺卡共20页第10页坡口角度(℃) 50°焊接工艺评定报告编号2010 HP -05钝边(mm) 焊缝余高(mm) 4 焊工持证项目SMAW-Ⅱ-6FG-9/18-F3J组装间隙(mm) 0.5~1 备注:焊接位置焊接层次焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)气体流量(L/min)线能量KJ/min预热温度(℃)型(牌)号直径(mm) 极性电流(A)层间温度(℃) ≤50焊后热处理正1 焊条电弧焊J427 ф3.2直流反接90~120 20~22 8~9 12~19.8 后热正2 焊条电弧焊J427 ф3.2直流反接90~120 20~22 8~9 12~19.8 钨极直径(mm) 反1 焊条电弧焊J427 ф3.2直流反接90~120 0~22 8~9 12~19.8喷嘴直径(mm) 反2 焊条电弧焊J427 ф3.2直流反接90~120 0~22 8~9 12~19.8 气体成份接头焊接工艺卡共20页第11页焊接层次顺序示意图:母材1 Q345R 厚度(mm) 8 焊接工艺卡编号DMH-Ⅰ/Ⅱ-2-3-4/8母材2 20# 厚度(mm)3.54.5图号SB25-83-1母材3 厚度(mm) 接头名称接管与封头焊接顺序正1、正2、正3、反1 接头型式角接坡口型式V 接头编号D6坡口角度(℃) 50±5°焊接工艺评定报告编号2011 HP -10 2010HP-08钝边(mm) 0.5~1.5 焊缝余高(mm)焊工持证项目SMAW-Ⅱ-6FG-9/18-F3J 组装间隙(mm) 2~2.5 备注:接头焊接工艺卡共20页第12页母材2 20# 厚度(mm)3.54.5图号SB25-83-1 母材3 厚度(mm) 接头名称接管与封头焊接顺序正1、正2、反1 接头型式角接坡口型式V 接头编号D9坡口角度(℃) 50±5°焊接工艺评定报告编号2010HP-13 2010HP-08钝边(mm) 0.5~1.5 焊缝余高(mm)焊工持证项目SMAW-Ⅱ-6FG-9/18-F3J组装间隙(mm) 2~2.5 备注:焊接位置焊接层次焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)气体流量(L/min)线能量KJ/min预热温度(℃)型(牌)号直径(mm) 极性电流(A)层间温度(℃) ≤50焊后热处理正1 焊条电弧焊J427 ф3.2直流反接90~120 20~22 8~9 12~19.8 后热正2、3 焊条电弧焊J427 ф4.0 直流160~180 20~22 10~12 16~23.8反接钨极直径(mm) 反1 焊条电弧焊J427 ф4.0直流反接160~180 20~22 10~12 16~23.8 喷嘴直径(mm)气体成份接头焊接工艺卡共20页第13焊接层次顺序示意图:母材1Q345R 厚度(mm) 8焊接工艺卡编号DMH-Ⅰ/Ⅱ-2-3-8/30母材2 20#厚度(mm) 图号SB25-83-1母材3 厚度(mm) 接头名称设备法兰与筒体焊接顺序正1、正2、正3、反1、接头型式角接坡口型式V 接头编号D3~D4坡口角度(℃) 50±5°焊接工艺评定报告编号2011HP-10 2010HP-08接头焊接工艺卡共20页第14页焊接层次顺序示意图:母材1 Q345R 厚度(mm) 8焊接工艺卡编号DMH-Ⅰ/Ⅱ-2-3-8/30母材2 20#厚度(mm) 图号SB25-83-1母材3 厚度(mm) 接头名称设备法兰与筒体焊接顺序正1、正2、正3、反1、接头型式角接坡口型式V 接头编号D10~17坡口角度(℃) 50±5°焊接工艺评定报告编号2010HP-13 2010HP-08钝边(mm) 0.5~1.5 焊缝余高(mm)焊工持证项目SMAW-Ⅱ-6FG-12/18-F3J组装间隙(mm) 2~2.5 备注:焊接位置焊接层次焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)气体流量(L/min)线能量KJ/min预热温度(℃)型(牌)号直径(mm) 极性电流(A)层间温度(℃) ≤50焊后热处理正1 焊条电弧焊J427 ф3.2 直流90~120 20~22 8~9 12~19.8接头焊接工艺卡共20页第15页焊接顺序正1、正2、正3、反1、接头型式角接坡口型式V 接头编号D1、D2坡口角度(℃) 50±5°焊接工艺评定报告编号HP 2011-12 2011HP-232010HP-05钝边(mm) 0.5~1.5 焊缝余高(mm)焊工持证项目SMAW-IV-6FG(K)-9/18-F4组装间隙(mm) 2~2.5 备注:焊接位置焊接层次焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)气体流量(L/min)线能量KJ/min预热温度(℃)型(牌)号直径(mm) 极性电流(A)层间温度(℃) ≤50焊后热处理正1 焊条电弧焊A022 ф3.2直流反接90~120 20~22 8~9 12~19.8 后热正2 焊条电弧焊A022 ф4.0直流反接160~180 20~22 10~12 16~23.8 钨极直径(mm) 正3 焊条电弧焊A022 ф4.0直流反接160~180 20~22 10~12 16~23.8喷嘴直径(mm) 正4 焊条电弧焊A022 ф4.0直流反接160~180 20~22 10~12 16~23.8 气体成份接头焊接工艺卡共20页第16页焊接层次顺序示意图:母材100Cr17Ni14Mo2厚度(mm) 8 焊接工艺卡编号DMH-Ⅶ2-2-3-4/6母材200Cr17Ni14Mo2Ⅱ厚度(mm)3.54图号SB25-83-1母材3 厚度(mm) 接头名称接管与筒体焊接顺序正1、正2、正3、反1 接头型式角接坡口型式V 接头编号D3、D4、D5、D6坡口角度(℃) 50±5°焊接工艺评定报告编号2011 HP-12 2010HP-05钝边(mm) 0.5~1.5 焊缝余高(mm)焊工持证项目SMAW-Ⅱ-6FG-9/18-F3J接头焊接工艺卡共20页第17页Mo2母材200Cr17Ni14Mo2Ⅱ厚度(mm) 2.5 图号SB25-83-1母材3 厚度(mm) 接头名称换热管与管板焊接顺序正1、正2 接头型式角接坡口型式接头编号D17~18坡口角度(℃)焊接工艺评定报告编号2011 HP -15钝边(mm) 焊缝余高(mm) 4 GTAW-Ⅳ-6FG-3/18-02组装间隙(mm) 备注:焊接位置平位焊接层次焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)气体流量(L/min)线能量KJ/min预热温度(℃)型(牌)号直径(mm) 极性电流(A)层间温度(℃) ≤50焊后热处理正1 钨极氩弧焊ER316L ф2.5直流正接80~100 12~13 10~13 6~7 4.4~7.8直流后热正2 钨极氩弧焊ER316L ф2.580~100 12~13 10~13 6~7 4.4~7.8正接钨极直径(mm) Φ2.5喷嘴直径(mm) Φ8.0气体成份接头焊接工艺卡共20页第18页-焊接层次顺序示意图:母材1 Q345R 厚度(mm) 焊接工艺卡编号DMH-Ⅱ-2-3-10/8母材2 Q345R 厚度(mm) 图号SB25-83-1母材3 厚度(mm) 接头名称隔板与封头焊接顺序1、2、3 接头型式角接坡口型式接头编号D12焊接工艺评坡口角度(℃)2011HP-10定报告编号接头焊接工艺卡共20页第19页Mo2母材200Cr17Ni14Mo2Ⅱ厚度(mm) 图号SB25-83-1母材3 厚度(mm) 接头名称底座板与筒体焊接顺序1、2、3 接头型式角接坡口型式接头编号D13、D14坡口角度(℃)焊接工艺评定报告编号2011 HP -12钝边(mm) 焊缝余高(mm)焊工持证项目SMAW-IV-6FG(K)-9/18-F4组装间隙(mm) 0~1 备注:焊接位置焊接层次焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)气体流量(L/min)线能量KJ/min预热温度(℃)型(牌)号直径(mm) 极性电流(A)层间温度(℃) ≤50焊后热处理 1 焊条电弧焊A022 ф3.2 直流90~120 20~22 8~9 14.5~20.8接头焊接工艺卡共20页第20页。
P11管道焊接工艺卡

焊接层道示意图:单位:mm
母材
A侧
B侧
母材材质牌号:
SA-106GrB
A335-P11
母材类别:
AⅠ
BⅠ
母材直径范围(mm):≥109.5
母材厚度范围(mm):9~24
填充材料
类别(焊丝或焊条等)
标准、型号
制造商牌号
焊丝
R30
CHG-55B2
焊条
E5515-B2
背面:
/
L/min
注:不锈钢材料在焊缝厚度≤5mm前不能停止背面气体保护。
预热后热热处理
预热温度:GTAW100-200℃,SMAW150-250℃
预热加热方式:电加热
温度测量方式:热电偶
层间温度:≤350℃
后热温度:℃
保温时间:min
热处理温度:670-700℃
保温时间:60min
焊接工艺参数
焊接
焊接工艺评定编号:
焊接方法:GTAW+SMAW
焊接位置:全位置
接头型式:对接
衬垫材料:无
接头型式、坡口和组装尺寸示意图:单位:mm
焊接层道示意图:单位:mm
母材
A侧
B侧
母材材质牌号:
SA-106GrB
A335-P11
母材类别:
AⅠ
BⅠ
母材直径范围(mm):≥109.5
母材厚度范围(mm):9~24
填充材料
Φ4.0
反接
84~161
21~23
50~70
表面
SMAW
CHH307
Φ3.2
反接
86~149
21~23
50~70
蒸汽管道焊接工艺指令卡
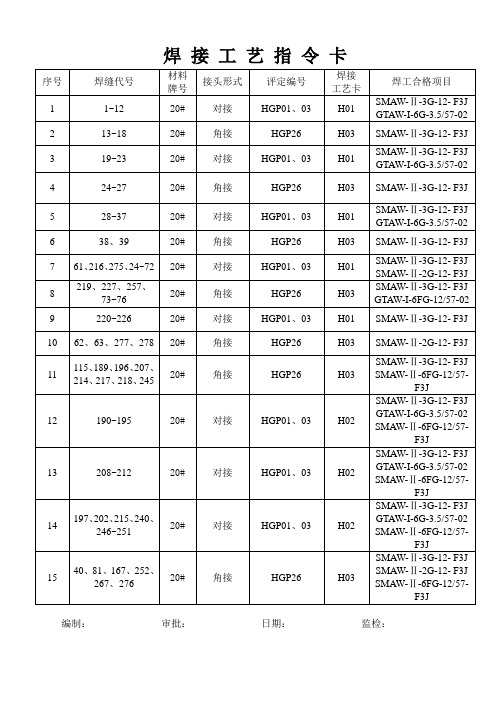
41~60
20#
对接
HGP01、03
H02
SMAW-Ⅱ-2G-12- F3J
GTAW-I-6FC-12/57-02
SMAW-Ⅱ-6FG-12/57- F3J
20
116、117、124、125、126、142
20#
角接
HGP26
H03
SMAW-Ⅱ-2G-12- F3J
SMAW-Ⅱ-6FG-12/57- F3J
H01
SMAW-Ⅱ-3G-12- F3J
10
62、63、277、278
20#
角接
HGP26
H03
SMAW-Ⅱ-2G-12- F3J
11
115、189、196、207、214、217、218、245
20#
角接
HGP26
H03
SMAW-Ⅱ-3G-12- F3J
SMAW-Ⅱ-6FG-12/57- F3J
12
21
118~123
20#
对接
HGP01、03
H02
SMAW-Ⅱ-2G-12- F3J
GTAW-I-6FC-12/57-02
SMAW-Ⅱ-6FG-12/57- F3J
22
127~129
20#
对接
HGP01、03
H02
SMAW-Ⅱ-2G-12- F3J
GTAW-I-6FC-12/57-02
SMAW-Ⅱ-6FG-12/57- F3J
17
82~86
20#
对接
HGP01、03
H02
SMAW-Ⅱ-3G-12- F3J
GTAW-I-6G-3.5/57-02
SMAW-Ⅱ-6FG-12/57- F3J
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:-3G1
编制:日期:2006.10.9 审批:日期:2006.10.9
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:-3G3
编制: 日期:2006.10.9 审批:
日期:2006.10.9
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:-3G2
编制:日期:2006.10.9 审批:日期:2006.10.9
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:-4G1
编制:日期:2006.10.9 审批:日期:2006.10.9
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:-4G3
编制:日期:2006.10.9 审批:日期:2006.10.9
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:-4G2
编制:日期:2006.10.9 审批:日期:2006.10.9
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:-5G1
编制:日期:2006.10.9 审批:日期:2006.10.9
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:-5G3
编制:日期:2006.10.9 审批:日期:2006.10.9
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:-5G2
编制:日期:2006.10.9 审批:日期:2006.10.9
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:D9-10G1
编制:日期:2006.5.10 审批:日期:2006.5.10
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:D9-10G3
编制:日期:2006.5.10 审批:日期:2006.5.10
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:D9-10G2
编制:日期:2006.5.10 审批:日期:2006.5.10
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:5-7G2
编制:日期:2006.5.10 审批:日期:2006.5.10
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:
-7G3
编制:日期:2006.5.10 审批:日期:
2006.5.10
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:-7G1
编制:日期:2006.5.10 审批:日期:2006.5.10
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:-7G2
编制:日期:2006.5.10 审批:日期:2006.5.10
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:-8G1
编制:日期:2007.5.10 审批:日期:2007.5.10
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:-8G3
编制:日期:2007.5.10 审批:日期:2007.5.10
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:-8G2
编制:日期:2007.5.10 审批:日期:
2007.5.10
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:-8G1
编制:日期:2006.5.10 审批:日期:2006.5.10
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:-8G3
编制:日期:2006.5.10 审批:日期:2006.5.10
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:-8G2
编制:日期:2006.5.10 审批:日期:2006.5.10
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:9-12G1
编制:日期:2007.5.10 审批:日期:2007.5.10
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:9-12G3
编制:日期:2007.5.10 审批:日期:2007.5.10
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:9-12G2
编制:日期:2007.5.10 审批:日期:2007.5.10
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:-10G1
编制:日期:2006.5.10 审批:日期:2006.5.10
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:-10G3
编制:日期:2006.5.10 审批:日期:2006.5.10
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:-10G2
编制:日期:2006.5.10 审批:日期:2006.5.10
通用焊接工艺卡
编制单位:河北省安装工程公司第二分公司编号:-1-3G1
编制:日期:2006.5.10 审批:日期:2006.5.10
通用焊接工艺卡。