钢结构焊接工程质量检验评定表
钢结构焊接(钢构件焊接)工程检验批

1 2 3
4
5 6
检验方法:观察检查。
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每种焊缝按数量各抽查5%,总抽查处不应少于5处。
检验方法:观察检查。
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每种焊缝按条数各抽查5%,但不应少于1条;每条检查1处,总抽查数不应少于10处。
检验方法:用焊缝量规检查。
检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查。
检查数量:按量抽查 1%,且不应少于 10 包。
检验方法:观察检查。
检查数量:全数检查。
检验方法:检查预、后热施工记录和工艺试验报告。
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%,且不应少于1条;每条检查1处,总抽查数不应少于10处。
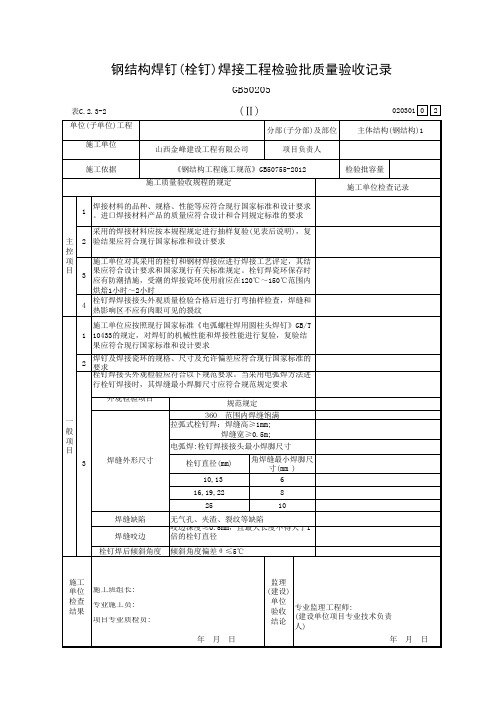
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
一 般 项 目
施工 单位 施工班组长: 检查 专业施工员: 结果 项目专业质检员: 年 月 日
监理 (建设) 单位 专业监理工程师: 验收 (建设单位项目专业技术负责 结论 人) 年 月 日
施工单位检查记录
1
焊接材料的品种、规格、性能等应符合现行国家标准和设计要求 。进口焊接材料产品的质量应符合设计和合同规定标准的要求
主 控 项 目
采用的焊接材料应按本规程规定进行抽样复验(见表后说明),复 2 验结果应符合现行国家标准和设计要求 施工单位对其采用的栓钉和钢材焊接应进行焊接工艺评定,其结 3 果应符合设计要求和国家现行有关标准规定。栓钉焊瓷环保存时 应有防潮措施,受潮的焊接瓷环使用前应在120℃~150℃范围内 烘焙1小时~2小时 栓钉焊焊接接头外观质量检验合格后进行打弯抽样检查,焊缝和 4 热影响区不应有肉眼可见的裂纹 施工单位应按照现行国家标准《电弧螺柱焊用圆柱头焊钉》GB/T 1 10433的规定,对焊钉的机械性能和焊接性能进行复验,复验结 果应符合现行国家标准和设计要求 2 焊钉及焊接瓷环的规格、尺寸及允许偏差应符合现行国家标准的 要求 栓钉焊接头外观检验应符合以下规范要求。当采用电弧焊方法进 行栓钉焊接时,其焊缝最小焊脚尺寸应符合规范规定要求 外观检验项目 规范规定 360范围内焊缝饱满 拉弧式栓钉焊:焊缝高≥1mm; 焊缝宽≥0.5m; 电弧焊:栓钉焊接接头最小焊脚尺寸 3 焊缝外形尺寸 栓钉直径(mm) 10,13 16,19,22 25 焊缝缺陷 焊缝咬边 栓钉焊后倾斜角度 无气孔、夹渣、裂纹等缺陷 咬边深度≤0.5mm,且最大长度不得大于1 倍的栓钉直径 倾斜角度偏差θ ≤5℃ 角焊缝最小焊脚尺 寸(mm ) 6 8 10
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
钢结构(钢构件焊接)分项工程检验批质量验收记录

钢结构(钢构件焊接)分项工程检验批质量验收记录工程名称分项工程名称避雷标志针项目经理施工单位验收部位 A 楼顶层监理单位施工执行标准名称及编号分包单位《钢结构工程施工质量验收规范》 (GB50205-2001 )分包项目经理主控项目12345678123456质量验收规范的规定施工单位自检记录合格合格合格合格合格合格合格合格合格合格合格合格合格完整完整焊接材料进场焊接材料复验条)材料匹配条)焊工证书焊接工艺评定条)内部缺陷(5.2。
4 条)组合焊缝尺寸焊缝表面缺陷条)焊接材料进场条)预热和后热处理条)焊缝外观质量条)焊缝尺寸偏差条)凹形角焊缝条)焊缝感观条)(4。
3.1 条)(4.3 。
2(5.2 。
1(5.2.2 条)(5.2 。
3(5.2.5 条)(5.2 。
6(4.3 。
4(5.2.7(5 。
2.8(5.2 。
9(5.2 。
10(5 。
2 。
11施工操作依据质量检查记录(质量证明文件)专业工长(施工员)施工班组长监理(建设)单位验收记录施工单位检查结果评定项目专业质量检查员:项目专业技术负责人:年月日一般项目专业监理工程师:(建设单位项目专业技术负责人)年 月 日监理(建设) 单位验收结论钢结构(焊钉焊接)分项工程检验批质量验收记录(GB50205—2001)表 J.O 。
2 编号: 010902/020402□□□分项工程名称 验收部位 总监理工程师专业工长 (施工员)分包项目经理质量验收规范的规定1 焊接材料进场。
2 焊接材料复验.3 焊接工艺评定.4 焊后弯曲试验。
焊钉和瓷环尺寸。
条)焊缝外观质量。
施 工 操 作 依 据质量检查记录(质量证明文件)施工单位检查 结 果 评 定监理(建设) 单位验收结论钢结构(普通紧固件连接)分项工程检验批质量验收记录工程名称施工单位监理单位施工执行标准 名称及编号分包单位(4。
3.1 条)(4。
3。
2 条)(5.3.1 条)(5。
3.2 条)施工班组长监理(建设)单位验收记录专业监理工程师:(建设单位项目专业技术负责人)(4 。
钢结构工程检验批质量验收记录表
钢结构工程检验批质量验收记录表旁站监理方案本文介绍了钢结构零部件加工工程的检验批质量验收记录表,以及钢构件组装工程检验批质量验收记录表。
其中,钢结构天桥和吊车梁(桁架)是本文中需要进行验收的两个部位。
钢结构零部件加工工程检验批质量验收记录表中,需要检验的内容包括材料品种、规格、钢材复验、切面质量、矫正和成型、边缘加工和制孔等方面。
具体的验收标准和规定在表格中有详细说明。
钢构件组装工程检验批质量验收记录表中,需要检验的内容包括焊接H型钢接缝、焊接H型钢精度、焊接组装精度、顶紧接触面、轴线交点错位、焊缝坡口精度、铣平面保护和外形尺寸等方面。
同样,具体的验收标准和规定在表格中有详细说明。
在进行验收时,需要由专业工长(施工员)进行检查评定,并由施工单位进行检查评定记录。
如果符合验收标准和规定,则为合格,否则为不合格。
最后,本文提供了监理(建设)单位验收结论的空白表格,需要由专业监理工程师进行填写,并由建设单位项目专业技术负责人进行签字确认。
总之,本文提供了一份完整的钢结构零部件加工工程和钢构件组装工程的验收记录表格,有助于确保工程质量的合格性。
项目经理XXX加强分包项目经理施工执行标准名称及编号为《钢结构工程施工质量验收规范》(GB-2001)。
其中,多层板叠螺栓孔第9.2.1条规定施工单位检查评定记录监理(建设)单位验收记录通过率应达标。
经检查,主控项目符合要求,一般项目抽样检查均符合设计及规范要求。
针对涂料性能第4.9.1条,涂装基层验收、涂层厚度、涂料质量、表面质量、附着力测试、标志等方面的验收,施工单位检查评定记录应符合设计标准要求。
经检验,涂层符合要求,无结皮、结块、误涂、漏涂,标志清晰。
施工班组长表示主控项目检验合格,一般项目抽样检验符合设计及规范要求。
针对钢结构防火涂料涂装工程的验收,施工单位检查评定记录应符合《钢结构工程施工质量验收规范》(GB-2001)的规定。
涂层表面质量的验收应符合第14.3.6条。
钢结构验收表格(通用)全套表格
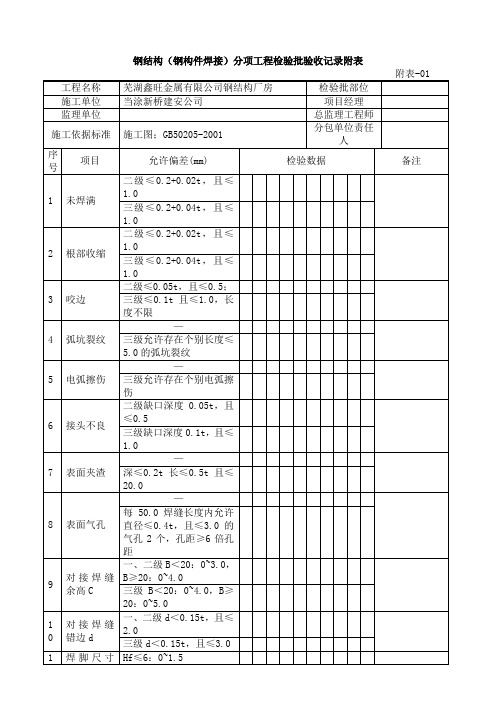
钢结构(钢构件焊接)分项工程检验批验收记录附表
钢结构(
高强度螺栓连接
普通紧固件连接
)分项工程检验批验收记录附表
钢结构(零件及部件加工)分项工程检验批验收记录附表(一)
钢结构(零件及部件加工)分项工程检验批验收记录附表(二)
钢结构(零件及部件加工)分项工程检验批验收记录附表(二)
钢结构(构件组装)分项工程检验批验收记录附表(一)
钢结构(构件组装)分项工程检验批验收记录附表(二)
钢结构(构件组装)分项工程检验批验收记录附表(三)
钢结构(构件组装)分项工程检验批验收记录附表(四)
钢结构(构件组装)分项工程检验批验收记录附表(五)
钢结构(构件组装)分项工程检验批验收记录附表(六)
钢结构(构件组装)分项工程检验批验收记录附表(七)
钢结构(预拼装)分项工程检验批质量验收记录附表
钢结构(单层结构安装)分项工程检验批质量验收记录附表(一)
钢结构(单层结构安装)分项工程检验批质量验收记录附表(二)
钢结构(单层构件安装)分项工程检验批质量验收记录附表(三)
钢结构(多层及高层结构安装)分项工程检验批质量验收记录附表(一)
钢结构(
防火涂料涂装
防腐涂料涂装
)分项工程检验批质量验收记录。
钢结构检验批验收记录表(全)
2
钢材表面质量
第7.2.5条
10/12
抽查12处,合格12处
100%
3
切割精度
第7.2.2条
第7.2.3条
全/10
抽查10处,合格10处
100%
4
矫正质量
第7.3.3条
第7.3.4条
第7.3.5条
10/10
抽查10处,合格10处
100%
5
边缘加工精度
第7.2.4条
10/10
抽查10处,合格10处
/
检验批部位
1轴~10轴
施工依据
《钢结构工程施工规范》GB50755-2012
验收依据
《钢结构工程施工质量验收规范》GB50205-2020
主控项目
验收项目
设计要求及规范规定
最小/实际
抽样数量
检查记录
检查结果
1
基础验收
第10.2.1条、
第10.2.2条、
第10.2.3条、
第10.2.4条
10/10
抽查10处,合格10处
验收依据
《钢结构工程施工质量验收规范》GB50205-2020
主控项目
验收项目
设计要求及规范规定
最小/实际
抽样数量
检查记录
检查结果
1
焊接材料进场
第4.6.1条
/
质量证明文件齐全
√
2
焊接材料复验
第4.6.2条
/
/
3
材料匹配
第5.2.1条
/
质量证明文件齐全,资料齐全
√
4
焊工证书
第5.2.2条
/
文件符合规定,资料齐全
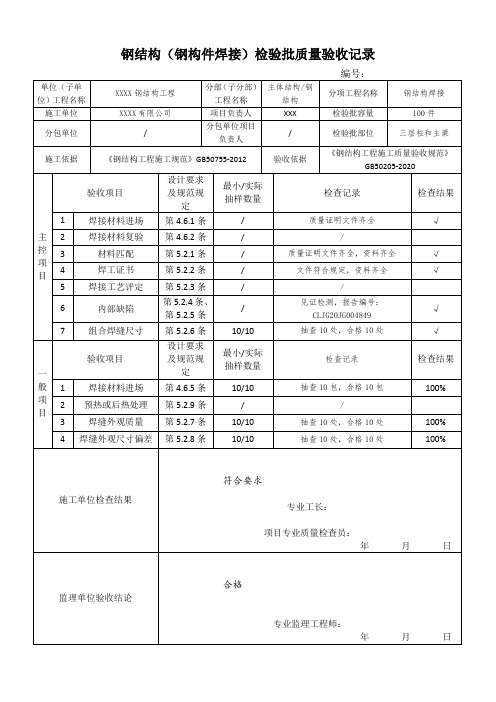
钢结构制作(安装)焊接工程检验批质量验收记录表
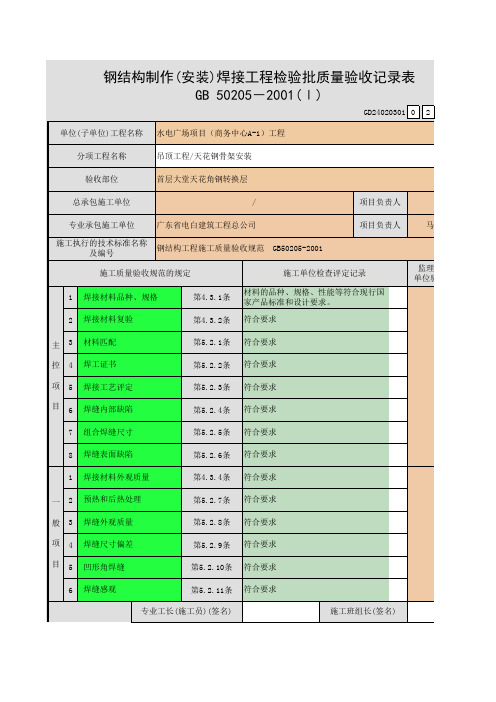
GD24020301 0 单位(子单位)工程名称 分项工程名称 验收部位 总承包施工单位 专业承包施工单位 施工执行的技术标准名称 及编号 水电广场项目(商务中心A-1)工程 吊顶工程/天花钢骨架安装 首层大堂天花角钢转换层 / 广东省电白建筑工程总公司 钢结构工程施工质量验收规范 GB50205-2001 施工单位检查评定记录 第4.3.1条 第4.3.2条 第5.2.1条 第5.2.2条 第5.2.3条 第5.2.4条 第5.2.5条 第5.2.6条 第4.3.4条 第5.2.7条 第5.2.8条 第5.2.9条 第5.2.10条 第5.2.11条 专业工长(施工员)(签名) 专业承包施工单位 检查评定结果 材料的品种、规格、性能等符合现行国 家产品标准和设计要求。 符合要求 符合要求 符合要求 符合要求 符合要求 符合要求 符合要求 符合要求 符合要求 符合要求 符合要求 符合要求 符合要求 施工班组长(签名) 监理(建设) 单位验收记录 项目负责人 项目负责人 / 马骁琳 2
施工质量验收规范的规定 1 2 主 控 项 目 3 4 5 6 7 8 1 一 般 项 目 2 3 4 5 6 焊接材料品种、规格 焊接材料复验 材料匹配 焊工证书 焊接工艺评定 焊缝内部缺陷 组合焊缝尺寸 焊缝表面缺陷 焊接材料外观质量 预热和后热处理 焊缝外观质量 焊缝尺寸偏差 凹形角焊缝 焊缝感观
专业包施工单位 检查评定结果
符合设计及施工规范要求 项目专业质量检查员(签名): 年 月 日
监理(建设)单位 验收结论
专业监理工程师(签名): (建设单位项目专业技术负责人签名):
年
月 日
录表
/ 马骁琳
钢结构工程质量检查表
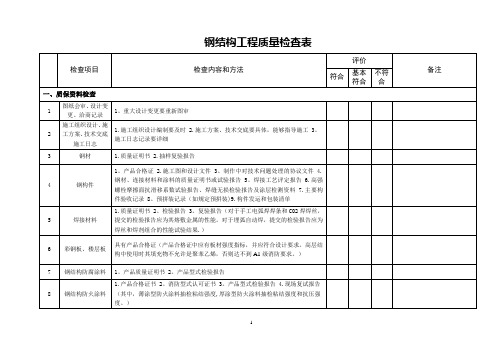
钢结构防腐涂料
1。产品质量证明书 2。产品型式检验报告
8
钢结构防火涂料
1.产品合格证书 2。消防型式认可证书 3。产品型式检验报告 4.现场复试报告(其中,薄涂型防火涂料抽检粘结强度,厚涂型防火涂料抽检粘结强度和抗压强度。)
9
高强度大六角螺栓连接副
1.出场检验报告 2。复试报告(检验其扭矩系数)
10
墙板的搭接长度不小于120mm,底端应留出20mm以上的间隙,以防雨水对墙板的锈蚀。
12
普通螺栓
1。产品合格证 2.出厂检验报告 3。复试报告(其中,普通螺栓作为永久性连接螺栓时,当设计有要求或者对其质量有疑义时应进行螺栓实物最小拉力载荷试验.)
13
网架节点
1.承载力复试报告 2。高强螺栓的硬度测试(其中,对建筑结构安全等级为一级,跨度40m及以上的公共建筑钢网架结构且设计有要求时,应进行节点承载力试验.)
14
地脚螺旋
力学性能
地脚螺旋力学性能检测报告
15
一、二级焊缝超声波无损探伤报告(在厂内制作的有探伤要求的构件要提供探伤报告)
1。焊缝无损检测报告签发人员必须持有相应探伤方法的Ⅱ级或Ⅱ级以上资格证书.2.焊接球焊缝(网架结构)必须进行无损检验;3。设计要求全焊透的焊缝,其内部缺陷的检验应符合下列要求:①一级焊缝应进行100%的检验,其合格等级应为B级检验的Ⅱ级及Ⅱ级以上;②二级焊缝应进行抽检,抽检比例应不小于20%,其合格等级应为B级检验的Ⅲ级及Ⅲ级以上;③全焊透的三级焊缝可不进行无损检测。
扭剪型高强螺栓连接副
1。复试报告(检验其轴力)
11
高强度螺栓
1.产品合格证 2。出厂检验报告 3.复试报告(其中,应检查高强度螺栓连接摩擦面的抗滑移系数试验和复验(除设计上采用摩擦系数小于等于0。3,并明确提出可不进行抗滑移系数试验外),现场处理的构建摩擦面应单独进行摩擦面抗滑移系数试验。产品出厂后应在6个月内使用完,否则应返厂重新测试。)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.4
0.6
0.5
0.4
0.7
0.8
0.6
0.5
0.7
0.6
5
焊缝余高
0~3.0
2.4
2.6
2.7
2.8
2.9
2.7
2.8
2.9
2.9
2.3
6
2.4
2.6
2.4
2.6
2.7
2.5
2.5
2.5
7
角焊缝焊脚尺寸
0~3.0
2.9
2.3
2.7
2.5
1.7
1.6
1,5
2.6
2.7
2.7
2.4
1.9
1.5
6
焊缝错边量
≤3
2.6
2.7
2.5
2.4
2.5
2.4
2.7
2.6
2.5
2.4
7
角焊缝焊脚尺寸
0~3.0
2.7
2.6
2.7
2.4
2.8
1.9
2.5
2.4
2.6
2.3
检查结果
保证项目
全部符合设计要求和施工规范规定
检查项目
检查6项,其中优良6项,优良率100%
实测项目
实测70点,其中合格70点,合格率100%
符合标准和设计要求
2
焊材与母材的匹配应符合设计要求及规范的规定
符合设计要求及规范规定
3
焊工应有焊接项目的合格证书
符合设计要求
4
焊缝表面不得有裂纹、焊瘤等缺陷。二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷
符合设计要求
检验项目
项目
质量情况
等级
1
2
3
4
5
6
7
8
9
10
1
焊条外观不应有药皮脱落、焊芯生锈等缺陷焊剂不应受潮结块
实测值(mm)
1
2
3
4
5
6
7
8
9
10
1
未焊满(每100.0焊缝内缺陷总长≤25.0)
≤1.0
0.7
0.5
0.8
0.5
0.7
0.3
0.9
0.5
0.4
0.4
2
咬边深度(连续长度≤100.0)
≤0.5
0.4
0.2
0.4
0.3
0.3
0.2
0.4
0.4
0.3
0.5
3
接头不良:缺口深度
≤0.5
0.3
0.3
0.4
√
√
√
√
√
√
√
√
√
√
优良
6
不允许有电弧擦伤
√
√
√
√
√
√
√
√
√
√
优良
实测项目
项目
允许公差(mm)
实测值(mm)
1
2
3
4
5
6
7
8
9
10
1
未焊满(每100.0焊缝内缺陷总长≤25.0)
≤1.0
0.3
0.7
0.6
0.3
0.8
0.6
0.7
0.2
0.5
0.7
2
咬边深度(连续长度≤100.0)
≤0.5
0.3
0.2
0.1
0.3
0.2
0.2
0.4
0.3
0.3
0.4
3
接头不良:缺口深度
≤0.5
0.4
0.3
0.4
0.3
0.3
0.4
0.3
0.4
0.2
0.2
4
根部收缩(每1000.0焊缝不应超过一处)
≤1.0
0.8
0.5
0.3
0.6
0.6
0.5
0.8
0.7
0.7
0.3
5
焊缝余高
0~3.0
2.2
2.3
2.4
2.7
2.4
2.5
2.5
检查结果
保证项目
全部符合设计要求和施工规范规定
检查项目
检查6项,其中优良6项,优良率100%
实测项目
实测70点,其中合格70点,合格率100%
评定等级
合格
工程负责人:
工长:
班组长:
专职质量检查员:
年月日
工程质量监理:
年月日
安装科:
年月日
钢结构(钢构件焊接)分项工程质量检验评定表
工程名称:山西信发化工原料磨安装部位:1#2#磨机平台制作安装文件编号:AG-015-007
符合设计要求
4
焊缝表面不得有裂纹、焊瘤等缺陷。二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷
符合设计要求
检验项目
项目
质量情况
等级
1
2
3
4
5
6
7
8
9
10
1
焊条外观不应有药皮脱落、焊芯生锈等缺陷焊剂不应受潮结块
√
√
√
√
√
√
√
√
√
√
优良
2
焊缝感观质量:外形均匀、成型较好,焊渣和飞溅物基本清除干净
√
≤1.0
0.5
0.3
0.6
0.6
0.4
0.7
0.5
0.7
0.4
0.3
2
咬边深度(连续长度≤100.0)
≤0.5
0.4
0.1
0.2
0.4
0.5
0.1
0.2
0.2
0.3
0.4
3
接头不良:缺口深度
≤0.5
0.3
0.3
0.2
0.1
0.5
0.3
0.2
0.4
0.4
0.3
4
根部收缩(每1000.0焊缝不应超过一处)
检验项目
项目
质量情况
等级
1
2
3
4
5
6
7
8
9
10
1
焊条外观不应有药皮脱落、焊芯生锈等缺陷焊剂不应受潮结块
√
√
√
√
√
√
√
√
√
√
优良
2
焊缝感观质量:外形均匀、成型较好,焊渣和飞溅物基本清除干净
√
√
√
√
√
√
√
√
√
√
优良
3
焊缝不得有表面气孔
√
√
√
√
√
√
√
√
√
√
优良
4
焊缝不得有夹渣
√
√
√
√
√
√
√
√
√
优良
5
不允许有弧坑裂纹
0.2
0.2
0.2
0.3
0.5
0.3
0.2
4
根部收缩(每1000.0焊缝不应超过一处)
≤1.0
0.7
0.4
0.8
0.6
0.8
0.7
0.8
0.4
0.9
0.6
5
焊缝余高
0~3.0
2.6
2.7
2.6
2.3
2.6
2.4
2.6
2.8
2.7
2.3
6
焊缝错边量
≤3
2.7
2.5
2.9
2.5
2.8
2.4
2.8
2.8
2.5
2.6
7
角焊缝焊脚尺寸
0~3.0
2.6
2.3
2.5
2.6
2.6
1.6
2.6
2.5
2.8
2.3
检查结果
保证项目
全部符合设计要求和施工规范规定
检查项目
检查6项,其中优良6项,优良率100%
实测项目
实测70点,其中合格70点,合格率100%
评定等级
合格
工程负责人:
工长:
班组长:
专职质量检查员:
年月日
工程质量监理:
保证项目
项目
质量情况
1
焊材的品种、规格、性能等应符合现行国家产品标准和设计要求
符合标准和设计要求
2
焊材与母材的匹配应符合设计要求及规范的规定
符合设计要求及规范规定
3
焊工应有焊接项目的合格证书
符合设计要求
4
焊缝表面不得有裂纹、焊瘤等缺陷。二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷
符合设计要求
年月日
安装科:
年月日
评定等级
合格
工程负责人:
工长:
班组长:
专职质量检查员:
年月日
工程质量监理:
年月日
安装科:
年月日
钢结构(钢构件焊接)分项工程质量检验评定表
工程名称:山西信发化工原料磨安装部位:3#-6#磨机平台制作安装文件编号:AG-015-007
保证项目
项目
质量情况
1
焊材的品种、规格、性能等应符合现行国家产品标准和设计要求
√
√
√
√
√
√
√
√
√
√
优良
2
焊缝感观质量:外形均匀、成型较好,焊渣和飞溅物基本清除干净
√
√
√