津田驹数控转台
经纬津田驹:创新是公司的使命
经纬津田驹:创新是公司的使命作者:梁瑞丽来源:《中国纺织》2018年第09期经纬津田驹纺织机械(咸阳)有限公司(以下简称“JT”公司)的前身是咸阳纺织机厂,1958年建厂,是纺织部直属骨干织机制造企业,1985年经中国纺织工业部批准,与日本津田驹工业株式会社采用技贸合作,引进了先进的ZA系列喷气织机生产技术,1993年,国家定点咸阳纺机厂为国家“两机项目”喷气织机生产基地。
目前企业累计生产销售喷气织机3万多台,其中出口印尼、印度等国家3000多台,受到了国外用户的充分认可,处于国内喷气织机技术水平的领先地位。
经纬津田驹纺织机械(咸阳)有限公司是经纬纺织机械股份有限公司与日本津田驹工业株式会社共同出资,于2013年8月成立的合资企业。
公司地处陕西省咸阳市秦都区玉泉西路,占地面积21823平方米,项目总投资为3.78亿元人民币,一期项目投资1.26亿人民币,其中经纬股份占51%股份,津田驹占49%股份。
企业主导产品ZAX-GS系列喷气织机,具有高速、稳定、通用性、高附加值、节省能源等优异性能。
产品优势突出国内外市场兼修喷气织机制造难度很大,需要所有零部件高度一致,这些年,国产加工配套件虽然取得了不少进步,但同国外织机部件相比,差距依然明显,JT公司为保证产品稳定性和可靠性,关键零件全部采用日本津田驹原装进口。
目前经过广大用户几年的使用,用户对ZAX-GS系列产品的稳定性、可靠性、品种适应性等高度认可。
JT公司依托津田驹品牌优势和技术优势,以及经纬股份和津田驹两个上市公司的资源优势,使织机质量达到了日本津田驹的质量标准。
因此,进入2018年以来,JT公司开局不错,产品订单充足,生产量也逐渐加大,销售呈现出后劲加大的势头,目前产品订单已排到了明年一季度。
纺织行业向外转移是大趋势,海外市场是JT公司今后市场销售的增长点,在立足国内市场的前提下,加大海外市场销售力度。
JT公司定会抓住国家“一带一路”这个机遇,积极开拓海外市场。
津田驹整经机(tw—n)张力控制系统的基本原理
津田驹整经机(tw—n)张力控制系统的基
本原理
津田驹整经机(TW-N)张力控制系统是一种特殊的机械设备,它可以改变纱线的张力,以此控制纱线的纬度。
它的基本原理是:纱线经过津田驹整经机的经筒,经筒内部装有一个齿轮减速机,齿轮减速机的输入端与经筒的顶部相连,输出端与经筒底部相连,当经筒转动时,齿轮减速机也会随之转动,由于齿轮减速机的减速作用,纱线运行速度会变慢,从而改变纱线的张力。
另外,津田驹整经机(TW-N)张力控制系统还配备了一个
液压换向阀,它可以按照一定的时间间隔自动切换经筒的转向,从而改变经筒的转向,达到控制纱线的张力的目的。
总的来说,津田驹整经机(TW-N)张力控制系统是一种高
精度、高可靠性的机械设备,它可以有效地控制纱线的张力,从而满足纱线的制造要求。
它不仅可以提高织物的质量,而且还可以节约能源,起到保护环境的作用。
津田驹机械制造(常熟)有限公司介绍企业发展分析报告模板
Enterprise Development专业品质权威Analysis Report企业发展分析报告津田驹机械制造(常熟)有限公司免责声明:本报告通过对该企业公开数据进行分析生成,并不完全代表我方对该企业的意见,如有错误请及时联系;本报告出于对企业发展研究目的产生,仅供参考,在任何情况下,使用本报告所引起的一切后果,我方不承担任何责任:本报告不得用于一切商业用途,如需引用或合作,请与我方联系:津田驹机械制造(常熟)有限公司1企业发展分析结果1.1 企业发展指数得分企业发展指数得分津田驹机械制造(常熟)有限公司综合得分说明:企业发展指数根据企业规模、企业创新、企业风险、企业活力四个维度对企业发展情况进行评价。
该企业的综合评价得分需要您得到该公司授权后,我们将协助您分析给出。
1.2 企业画像类别内容行业空资质增值税一般纳税人产品服务及相关零部件的生产、加工及销售自产产品;从1.3 发展历程2工商2.1工商信息2.2工商变更2.3股东结构2.4主要人员2.5分支机构2.6对外投资2.7企业年报2.8股权出质2.9动产抵押2.10司法协助2.11清算2.12注销3投融资3.1融资历史3.2投资事件3.3核心团队3.4企业业务4企业信用4.1企业信用4.2行政许可-工商局4.3行政处罚-信用中国4.4行政处罚-工商局4.5税务评级4.6税务处罚4.7经营异常4.8经营异常-工商局4.9采购不良行为4.10产品抽查4.11产品抽查-工商局4.12欠税公告4.13环保处罚4.14被执行人5司法文书5.1法律诉讼(当事人)5.2法律诉讼(相关人)5.3开庭公告5.4被执行人5.5法院公告5.6破产暂无破产数据6企业资质6.1资质许可6.2人员资质6.3产品许可6.4特殊许可7知识产权7.1商标7.2专利7.3软件著作权7.4作品著作权7.5网站备案7.6应用APP7.7微信公众号8招标中标8.1政府招标8.2政府中标8.3央企招标8.4央企中标9标准9.1国家标准9.2行业标准9.3团体标准9.4地方标准10成果奖励10.1国家奖励10.2省部奖励10.3社会奖励10.4科技成果11土地11.1大块土地出让11.2出让公告11.3土地抵押11.4地块公示11.5大企业购地11.6土地出租11.7土地结果11.8土地转让12基金12.1国家自然基金12.2国家自然基金成果12.3国家社科基金13招聘13.1招聘信息感谢阅读:感谢您耐心地阅读这份企业调查分析报告。
侧隙可调式蜗杆传动综述
侧隙可调式蜗杆传动综述王进戈;陈永洪;邓星桥;柳在鑫【摘要】根据调整原理对侧隙可调式蜗杆传动进行分类,论述每种侧隙可调式蜗杆传动的调整关系及其优缺点.从国内外蜗杆传动的发展和现状的分析出发,根据我国工业发展的特点和对侧隙可调式蜗杆传动的需求,预测侧隙可调式蜗杆传动的研究热点和发展趋势.研究内容对选用现有侧隙可调式蜗杆传动和研发新型侧隙可调式蜗杆传动具有一定的指导作用.【期刊名称】《西华大学学报(自然科学版)》【年(卷),期】2014(033)004【总页数】5页(P15-19)【关键词】蜗杆传动;侧隙;调整原理;特点【作者】王进戈;陈永洪;邓星桥;柳在鑫【作者单位】西华大学机械工程与自动化学院,四川成都610039;西华大学机械工程与自动化学院,四川成都610039;西华大学机械工程与自动化学院,四川成都610039;西华大学机械工程与自动化学院,四川成都610039【正文语种】中文【中图分类】TH132.44蜗杆传动是机械传动的一种主要形式,具有传动比范围宽(通常一级传动比即可达5~100,传递运动时最大可达1 500)、结构紧凑、体积小、运动平稳、噪声低等优点,除被广泛应用于动力传动外,也是精密圆分度机构的首选部件[1-2]。
蜗杆传动副的侧隙是指一对蜗轮蜗杆啮合时非工作齿面间的间隙。
侧隙的存在主要是防止由于误差和热变形而导致的传动副卡死,并给齿面间润滑油膜预留空间;但是给机构在反转时带来空回程,进而使机构不能准确定位。
特别是在频繁正反转的蜗杆传动中,侧隙引起的累积误差会严重影响系统的传动精度、位置精度和动态响应特性。
此外,传动副齿面磨损导致的侧隙增大,也将降低传动系统的精度和寿命。
精密机电系统如工业机器人、数控机床、自动火炮、雷达系统等[3],要求其蜗杆传动副的侧隙具有可调性,以达到系统小侧隙或无侧隙的目的,进而提高系统跟踪精度和稳定性。
本文就目前具有侧隙可调功能的蜗杆传动副进行综述,论述各自的侧隙调整原理及其优缺点,并预测侧隙可调式蜗杆传动的研究热点和发展趋势,对选用现有侧隙可调式蜗杆传动和研发新型侧隙可调式蜗杆传动具有一定的指导作用。
DD Motor转台设计技术综述
DD Motor(Direct Drive Motor,直接驱动电机)是伺服电机技术发展的产物,由其驱动的转台是直接驱动技术在加工中心上的又一次革命性应用。
其结构特点是,电机转子直接与旋转工作台连接,电机定子则与安装基座固定在一起,直接驱动转台实现旋转运动。
它省却了齿轮、蜗轮蜗杆等复杂的传动件,具有如下多项优点:结构简单、输出扭矩大、噪声低、速度和精确度高、控制容易、维护方便,可靠性高等。
由于电机结构的特殊设计,可实现低速大扭矩输出,满足加工中心用转台切削进给的需要;电机具有很好的伺服刚性和动态特性,可使转台加速度增大,回转速度大幅度提高。
由于DD Motor电机直接与转动负载相连,因此在电机和负载之间实现了“零”传动。
基于此,DD Motor转台应用于加工中心将是一种较好的选择。
目前,国外已有许多厂家生产和销售此类电机和转台,如德国SIEMENS、Cytec;日本FANUC、津田驹等,中国也有部分单位购买了配置有类似转台的机床,主要用于齿轮加工等。
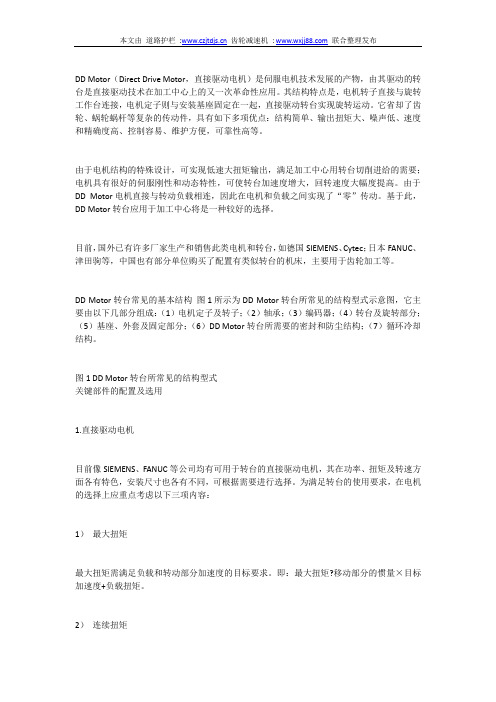
DD Motor转台常见的基本结构图1所示为DD Motor转台所常见的结构型式示意图,它主要由以下几部分组成:(1)电机定子及转子;(2)轴承;(3)编码器;(4)转台及旋转部分;(5)基座、外套及固定部分;(6)DD Motor转台所需要的密封和防尘结构;(7)循环冷却结构。
图1 DD Motor转台所常见的结构型式关键部件的配置及选用1.直接驱动电机目前像SIEMENS、FANUC等公司均有可用于转台的直接驱动电机,其在功率、扭矩及转速方面各有特色,安装尺寸也各有不同,可根据需要进行选择。
为满足转台的使用要求,在电机的选择上应重点考虑以下三项内容:1)最大扭矩最大扭矩需满足负载和转动部分加速度的目标要求。
即:最大扭矩?移动部分的惯量×目标加速度+负载扭矩。
2)连续扭矩连续扭矩为转台在不过热的情况下连续旋转的扭矩,计算连续扭矩时应考虑摩擦扭矩和切削扭矩。
津田驹ZAX系列喷气织机电子减速箱失效原因及装配研究

a s s e mb l y . I t i s p o i n t e d o u t t h a t p o o r a s s e mb l y o f t h e g e a r b o x h a s a d v e r s e e f f e c t o n we a v i n g . Us e o f t h e e l e c t r o n i c g e a r b o x wi t h wo r m g e a r s p i n d l e a n d wo r m ma n d r e l r e a l i z e s a s i mp l e a n d e f f i c i e n t c o mp l e —
W A N G We i
( S h a a n x i Ch a n g l i n g Te x t i l e Me c h t r o n i c a l Te c h n o l o g y Co . , Lt d . , B a o j i 7 2 1 0 1 3 , Ch i n a )
t i o n o f t he wo r m g e a r a s s e mbl y, e n s u r i n g a s s e mbl y q u a l i t y a n d we a v i n g q u a l i t y .
Ke y Wo r d s : a i r - j e t l o o m; e l e c t r o n i c g e a r b o x; f a i l u r e c a u s e ; wo r m g e a r s p i n d l e ; wo r m ma n d r e l ;
ma, i n t r o d u c t i o n i s ma d e t o t h e e f f e c t o f t h e e l e c t r o n i c g e a r b o x f a i l u r e o n we a v i n g e f f i c i e n c y a n d f a b r i c
10、津田驹纺织设备上机操作标准
上机操作标准一、了机前准备1、经轴准备:a.根据生产计划,准备待了机机台经轴,将经轴从扒综车间用运轴车运送至待了机机台前或后一机台位置,卸下经轴;b.将待上机经轴装上上轴车,运轴车停放归位;2、工具准备:准备工具车,检查工具符合了机及上机所需;如需改机,准备好改机所用配件。
二、了机作业1、停机,锁定停止按钮,综框调平,点击键盘“储纬器设定”画面,点击“联动正转”按键,待布匹织口转至卷取罗拉前约1cm左右,停止点击,切断布匹,将布匹运走;2、切断经丝,解开停止按钮,缓慢调节‘正转’键,将钢筘调至180°,依次松开钢筘紧固螺丝,装手轮缓动调节至90°,锁定停止按钮,取下钢筘并将钢筘送入洗筘处;3、松开经轴压盖螺丝,送经罗拉紧固盖螺丝,两人同时操作合力抬高送经罗拉,放于后梁支架上,退除经轴废丝,将废丝放置于废丝桶,退出经轴,取下经轴轴承,放置于工具车;4、用手轮将综框打平,将综丝两头用铁丝串起来,防止综丝脱落,取下综丝龙骨,取下综夹,将综丝送入洗筘处,关闭电源;三、机台保养1、机台清洁:a.清洁储纬器鼓筒、挡纱板脏污、卷布罗拉两侧、以及CC纱装置及齿轮等位置废丝;b.清洁供水、脱水部位,去除脏污、水锈、废丝及其他杂物;c.清洁夹纱器、喷觜、张力器及机台下首内脏污及废丝;d.清洁综框、筘座、偏心轴、机台底下、防护罩等机台其他部位,确保机台整体清洁无废丝、脏污;e.清洁挡水板赃污、浆、耳丝挡水板赃污、机台下面前后挡水板赃污f.清洁气水分离器脏污﹡清洁前确保关闭电源,并对电气箱、储纬器、卷曲罗拉、布边加以防护、防止溅湿。
四、机台加油:1.全机油嘴(集中供油除外)全部加注2#黄油,以加油部位看到出新油为标准;2.全机加油部位说明,油嘴加油及开放加油说明(平机84个,凸轮50个):详细见附件《加油明细表单》3.全机开放手涂敷部分:综框导轨、送经罗拉、脚踏板连杆、卷取链条、经轴制动器等各开放齿轮面均需涂抹黄油;﹡加油完毕,检查确保加油符合润滑标准;F:\工作\加油明细表.xls五、机台调整1.钢筘应对准筘槽上首刻印,护筘片应与钢筘装饰齿对齐,钢筘必须贴实筘座,从左至右依次紧固钢筘螺丝,钢筘螺丝力矩15N.m2.上首剪刀应距钢筘装饰齿1~2mm,下首剪刀距筘齿2mm;3. 光探处于小筘筘洞中心;4. 耳组与传动齿轮必须对齐,耳组闭合角度:上首 280°,下首 20°电脑屏幕为上首;耳丝感应器必须装好,插头必须插好;右耳组罩距经纱边丝5~10mm;5. 储纬器鼓筒必须调整规范,停纬销在销控中间位置,停纬销与鼓筒间距0.5~0.8mm,停纬销电线必须扎紧;6. 综框前后间隙1~2mm(平机1~1.5mm,凸轮2mm),左右间隙0.5~1mm;综框、综夹、龙骨等无磨损松动;7.泵冲程应符合相应织物,泵弹簧P尺寸、喷针、设定到达时间要符合对应织物设定(按工艺调整);8.马达皮带和同步皮带,确认皮带松紧及磨损状况,皮带太松及太紧必须中心调整;皮带损坏必须跟换(马达皮带断2根,同步皮带破损1/3需跟换);﹡调整完毕检查,确认调整各项符合织物设定标准;检查机台无其他零配件异常;六、调整后检查1 .检查确认上机调整改动部分符合标准,检查钢筘、钢筘螺丝、边撑、纱端处理部分;2. 检查确认机台润滑符合标准,检查各油嘴注油及手动涂油部分,操作面板、挡水板、防护罩、机架、龙头;3. 检查确认机台清洁符合标准,检查各部位无废丝、油污及其他脏污,操作面板、挡水板、防护罩、机架、龙头;4. 检查确认机台水装置符合标准,各装置无磨损,锈蚀,脏污堵塞,无漏水,分水阀下水管是否漏水、堵塞,是否管头在水沟里,水箱内过滤网是否存在脏污;5. 检查确认机台所有部分无磨损,螺丝、螺母无异常,所有机构件无磨损缺少,水箱内壁是否干净无赃污;七、上机操作流程1.班长确认上机品种,对照生产工艺单,单号、品名、经批,确认无误后,让上轴工上机2.关闭机台制动器,安装上刻度手轮,利用手轮转动,将筘座运转至180°,打开制动器;3.安装好经轴轴承,用上轴车将经轴放置于经轴托架,退出上轴车,帮机协助扶稳经轴边盘,防止经盘打转;4.三人操作,一人站在机器前,准备接综丝及钢筘;另二人分别持好两端,帮机站左侧扶好边盘,待站在机台前人员准备OK后,两持综丝及钢筘人员将综丝及钢筘从机台后递至机台前;站在机器前人员接好钢筘及综丝;5.站机台右侧人员绕前协助固定综丝及钢筘,帮机站机台左侧协助扶好经轴边盘,防止经轴滑动造成断经及经丝绞缠;6. 将综丝及钢筘放置于综框,并用布条将龙骨固定于综框上;7.将钢筘固定于筘槽,对准筘印,并注意锁定护筘片在第一颗钢筘螺丝上,护筘片必须要与钢筘上首装饰筘齿呈水平状,并就下首剪刀位置和光探位置调整;8.经轴推进送经齿轮与经轴稳定在齿轮之间夹持器内,并锁定紧固螺丝3-5圈即可;两人上下首各一合力抬下送经罗拉放于定位槽内,一人安装好压盖并用橡胶锤子压实,用13的套筒扳手锁定上下首各4颗螺丝,必须用力矩扳手,力矩为13N,第一次紧固后,再用同等力矩检查一遍,另一人在机器前方紧固钢筘(从左到右)必须以同样的力矩,力矩为15N;9.依次卡入龙骨,龙骨从前面第一片向后顺序插入龙骨座,理顺经丝,依据综座间距,综夹必须用钢尺量,与综夹座刻印垂直90°,分开综丝,卡入综夹(必须卡到位),将经丝扎好,经丝5-8cm一个结并检查经丝与下首耳组间距0.5-1cm;10.上机完毕,按照《上机标准检查记录表》项目检查并填写OK;装好所有防护装置,清洁机台及周围工作现场;11.所有使用工具、车辆、空轴归位并摆放好。
TSUDAKOMA_408_A201_(操作手册)

A201-1,1998 年 3 月发行
在运转中 及 APR 红 色灯闪亮 中,不要 将手放入 此罩盖的 内侧。
3
11) FDP 传感器的激光射线
注意
· 不要窥视激光射线的射出口。 · 不要用镜子等类使激光射线反射。
FDP 传感器是放射不可视激光射线。 · 当发生故障的时候,不要进行拆卸分解。
FDP 传感器的修理,应该委托我公司进行。
6
2-2 操作按钮盘
No.
名称
功能
停止按钮 · 当需要使织机停止的时候使用。
1
(STOP)
在运转中按下此按钮时,可以使织机在钢筘后退的位置上停止。
准备按钮 · 为进行连续运转的准备时使用此按钮。
2 (ARRANGE) 当按下此按钮时,即可以使测长· 储纬用的鼓风机和除水用的鼓风机转动,