搅拌摩擦加工超细晶镁合金组织与性能研究
水下搅拌摩擦加工制备大尺度超细化镁合金的可行性研究解读
水下搅拌摩擦加工制备大尺度超细化镁合金的可行性研究一、内容提要•立项背景•搅拌摩擦加工的原理及特点•研究内容及方案•拟解决的关键技术问题•研究目标及意义•特色与创新之处•项目进度安排•项目可行性分析二、立项背景•镁合金作为轻质高强材料在航空航天、交通运输等领域具有巨大的应用潜势。
但相对于高技术工业产品的发展速度,合金强度仍需要进一步提高,才能满足承载结构应用需求。
发展高强轻合金因而成为材料行业的重要研究方向。
除了添加不同合金元素发展新型的高强合金牌号,制备超细晶(<1 m)合金也是一个重要的发展方向。
•现有制备超细晶的方法:低温球磨、等通道转角挤压(ECAP)、高压扭转(HPT)、多向度锻造(MDF)等。
•然而上述方法的共同缺点是制备的样品尺寸都受模具或设备加工能力的限制,制备大尺度超细化材料尚有一定的困难。
三、搅拌摩擦加工原理•搅拌摩擦加工的原理:搅拌摩擦加工技术(Friction Stir Processing,FSP)是在搅拌摩擦焊(Friction Stir Welding, FSW)的基础上发展而来的。
FSP原理与FSW相同,是一种固态加工技术。
通过高速旋转的搅拌头与工件摩擦产生的温升使工件软化,并带动工件材料产生高应变速率的塑性流动,使得搅拌区的组织发生动态连续和不连续再结晶过程,导致组织细化。
•搅拌摩擦焊视频演示四、搅拌摩擦加工的特点•可同时实现组织细化、均匀化和致密化,可用铸态、锻态甚至冷压实的粉末锭坯进行加工;•高效、短流程,一道次加工即可获得所需的微观组织;•不改变工件的外形尺寸,因而可以得到超细结构的厚截面零件;•通过调整工具形状尺寸和工艺参数以及外部冷却条件可以精确控制微观组织;•可局部加工,实现局部微观结构改性和性能控制;•节能无污染。
加工过程与铣削类似,不需对工件加热;•可通过多道次搭接加工实现大尺寸工件的加工。
五、研究的内容及方案(1)水下搅拌摩擦加工系统的设计及制作:设计制作水下搅拌摩擦焊接系统,初步确定试验参数范围。
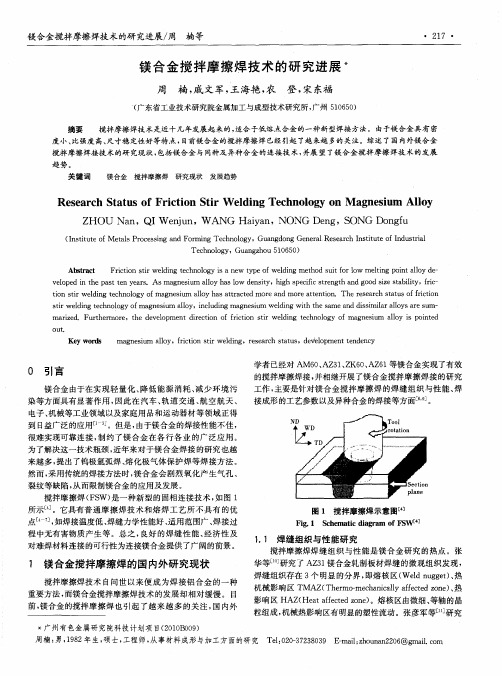
镁合金搅拌摩擦焊技术的研究进展
v lp d i h a ttny as eo e tep s e e r.Asma n su alyh slw e st ,hg p cf te g ha dg o iesa it fi— n g e im l a o d n i o y ihs ei csr n t n o dsz tb ly,f c i i i t lig tc n lg f t n si wedn e h oo yo g e im l yh satatd mo ea dmo ea tn in Th e erh sau ff c o o r ma n su al a tr ce r n r te t . o o ersa c tt so r t n i i si wedn eh oo yo g eim l y,icu igm g ei ligwi h a ea dds i lraly r u tr l igt c n lg f ma n su al o n ldn n su wedn t t esm n ismi l sa es m— a m h a o
度 小、 比强度 高、 尺寸稳定性好等特点 , 目前镁合金的搅拌摩擦焊 已经 引起 了越 来越 多的 关注 。综述 了国 内外镁合金 搅 拌摩擦焊接技术的研 究现状 , 包括镁合金与 同种及异种合金 的连接技 术 , 并展 望 了镁合 金搅拌摩 擦焊技 术的发展
细晶MGZNY合金的制备、组织、性能及强化机理(精品论文)

西安理工大学博士学位论文3CT-Mg.Zn.Y的组织与性能本章研究普通凝固条件下,Mg-Zn.Y镁合金的组织和力学性能。
3.1CT-Mg.Zn.Y合金的组织3.1.1合金的组织CToMg-Zn.Y合金的金相组织如图3-1。
组织由白色枝晶a-Mg和枝晶间层片共晶或灰白色的枝晶问化合物组成。
实验成分条件下,zIl、Y含量增加,枝晶略细化,如图3.1(a)、(c)、(c)所示。
其中,枝晶问组织形貌如图3-2所示。
翻3-1不同成分CT-Mg-Zn.Y合金的组织Fig.3-1ThemicrostructuresofCT-Mg-Zn—Yalloys(a),(b)CT-A1alloy;(c),(d)CT-B1alloy;(e),(0CT-B2alloy|芏|3-2CT-Mg·Zn·Y台金技品川组织Fig.3-2ThemicmstructurcsbetweendendriteaTlnsoftheCT-Mg-Zn—Yalloys(a)CT-A1alloy;(b)CT-B1alloyXRD衍射分析结果表明,CT-A1合金组织a-Mg和Z(M93YZn6)相组成。
CT-B1合金组织由mMg、W(M93Y27--,n3)、z和MgZn相组成。
CT-B2㈣a-Mg、z和MgZn相组成,如图3-3所示。
其中,W相为立方结构126,1581,z相为二十面体准晶结构[1591。
㈣’(toldo口.Mg△Z-phase蔓覆ndLL缺拿盖一2030405060708020/o(b)100h)口a-Mg△Z-phaseOW-phase6Mgzn,、是。
謇)甲口曾成涟l。
:烛?土l2030405060708020/o咖踟鲫伽姗懈咖鲫伽枷3CT-Mg—Zn—Y的组织与性能包括z相。
当zn与Y原子比为2:1时,完全析出w相,当Zn与Y原子比为1:2时,则形成了X(M912yzn)相‘42,蜘。
凝固过程中,是否形成金属问化合物是W相或z相主要取决于合金凝固过程中结晶前沿zII与Y的原子比。
搅拌摩擦焊工艺参数对异种镁合金接头组织和性能的影响
, 近年来对镁合金的研发、 运用 。在镁合金的应用焊接的过程
中, 由于镁合金熔点低、 线膨胀系数和导热系数高, 对 氧亲合力高, 导致镁合金的焊头显微硬度分布
%$ 结$ $ 论 ( % )当采用凹面圆台形搅拌头且将 "#$%" 置于前 进侧进行施焊时可以得到成形良好、 无焊接缺欠的异 种变形镁合金 "#(%+ , "#$%" 搅拌摩擦焊对接接头。 ( ’ )适当的工艺参数范围较窄, 接头的力学性能 对搅拌头的旋转速度和焊接速度非常敏感。当取焊接
第十二次全国焊接学术会议论文集 ! 焊接
拌区的摩擦和搅拌不足, 不能有效去除试件施焊区上 表面及端面的氧化物, 在搅拌针的搅拌带动下塑性流 ( 前进侧) 热力影响区产 动、 与夹杂物一起在 "#$%" 侧 生富集, 从而形成一个力学性能较差的薄弱区域。随 着 ! 与 ! ! " 的增大这个薄弱区域性能得到明显改善。 这主要是因为 ! 与 ! ! " 增加使得搅拌区的摩擦搅拌充 分, 施焊区上表面及端面的氧化物表面氧化膜得到去 除, 端面的氧化物和夹杂物被打碎, 经搅拌混合扩散到 焊核与机械热影响的过渡区域。同时热输入量随之增 加、 温度升高, 为扩散渗透提供有利条件, 同时热力影 响区变宽, 粗大组织在机械搅拌作用下拉长、 细化, 细 小组织回复, 使整体性能得到改善。但随着 ! 与 ! ! " 的进一步增大, 热输入量过大, 焊缝表面 过 热 氧 化 严 重, 热力影响区与热影响区晶粒严重长大, 反而使该区 域力学性能迅速下降。 热力影响区成为整个接头中应力集中最严重的地方。 !" #$ 接头硬度分布 图 $ 为接头抗拉强度值最高的 ()试样和抗拉强度 值最低的 %* ) 试样接头横截面中心线显微硬度分布。 由图 $ 可见, ()试样显微硬度分布曲线比较平缓, 焊核 区显微硬度略高于 "#(%+ 母材硬度但远低于 "#$%" 母材硬度。 "#(%+ 侧热力 影 响 区 显 微 硬 度 高 于 焊 核 区, 在热影响区略有下降; "#$%" 侧热力影响区显微硬 度与焊核区相当, 热影响区硬度由低向高过渡到母材。 %*)试样显微硬度分布曲线与 ()试样在焊核区、 热影响 区基本一致, 而在热力影响区却远远高于 () 试样。这 与当焊接参数不恰当时, 在热力影响区大量出现的、 呈 层状分布的氧化物和夹杂物富集带是相对应的, 这些 富集带类似于经过了加工硬化, 从而使硬度远远高于 母材。
镁合金搅拌摩擦焊及其研究现状

资料综述——镁合金搅拌摩擦焊研究现状学院: 航空制造工程学院专业: 焊接技术与工程班级: 090301 姓名: 钟毅2012年5月1日镁合金搅拌摩擦焊研究现状南昌航空大学航空制造工程学院090301班钟毅摘要:由于镁合金比强度高,在航空航天、汽车、电子等领域具有广阔的应用前景。
搅拌摩擦焊(Friction Stir Welding,简称FSW)是由英国焊接研究所开发的一种新型固相连接技术,可以使得以往通过传统熔焊方法无法实现焊接的材料可以通过FSW实现焊接,被誉为“继激光焊后又一次革命性的焊接技术”,并得到广泛的应用。
分析了镁合金焊接的主要问题,综述了镁合金搅拌摩擦焊,并对其研究及应用进行了展望。
关键字:搅拌摩擦焊焊头铝合金微观组织0前言镁合金是航空器、航天器和火箭导弹制造工业中使用的最轻金属结构材料。
镁合金具有较高的抗振能力,在受冲击载荷时能吸收较大的能量,还有良好的吸热性能,因而是制造飞机轮毂的理想材料。
另外镁合金用于汽车制造,可以大幅减轻汽车重量,提高燃油效率。
由于镁合金的焊接性能不好,很难实现可靠连接,镁合金结构件以及镁合金与其它材料结构件之间的连接,成为制约镁合金应用的技术瓶颈和急待解决的关键技术之一。
搅拌摩擦焊是一种新型的塑化连接工艺,它利用特殊形状的搅拌头,将其插入待焊材料的结合面进行摩擦搅拌,结合界面的金属在摩擦热的作用下处于热塑性状态,并在搅拌头的驱动下,从其前端向后部塑性流动,在压力作用下形成塑化连接。
近年来,国外对此工艺极为重视,许多研究者对多种系列铝合金用搅拌摩擦焊进行塑化连接时焊缝的显微组织、力学性能进行了研究,并已将其应用于部分航空航天结构件。
本文分析了镁合金焊接的主要问题,综述了镁合金的搅拌摩擦焊工艺,对塑化连接焊缝的成型特点、接头组织特征及力学性能进行了分析,并对研究及应用进行了展望,以推动镁合金在工程领域的进一步应用。
1 镁合金焊接性分析由于镁合金热膨胀系数大,化学活泼性很强,易氧化,密度低,熔点低,热导率和电导率大,且氧化物的熔点很高,使镁合金在传统融化焊接过程中会产生一系列的困难。
搅拌摩擦加工调控Mg-5Zn-0.6Zr合金耐蚀性的研究
搅拌摩擦加工调控Mg-5Zn-0.6Zr合金耐蚀性的研究龙飞;刘瞿;朱艺星;周梦然;陈高强;史清宇【期刊名称】《材料导报》【年(卷),期】2024(38)10【摘要】作为一种储量足、比强度和比模量高的轻质结构材料和功能材料,镁的应用前景十分广阔,然而镁的耐蚀性不佳严重限制了其应用范围,较大尺寸的沉淀相导致的电偶腐蚀是镁合金耐蚀性不佳的重要原因。
本工作选取铸态Mg-5Zn-0.6Zr 合金作为研究对象,对该合金进行了搅拌摩擦加工处理,并对搅拌摩擦加工前后合金的组织结构和电化学性能进行了检测分析。
结果表明,搅拌摩擦加工处理后的Mg-5Zn-0.6Zr合金形成了较强的(0001)基面织构,且大部分区域位错密度较低,晶粒尺寸从66.4μm细化到1.6μm,沉淀相发生了一定程度的破碎和弥散分布,在3.5%(下文如无特别说明,均指质量分数)NaCl水溶液中开路电位下的腐蚀电流密度由38.3μA/cm^(2)降至17.0μA/cm^(2),极化电阻由48.98Ω·cm^(2)提升至197.02Ω·cm^(2)。
研究表明,搅拌摩擦加工可以有效提高镁合金的耐蚀性。
【总页数】6页(P151-156)【作者】龙飞;刘瞿;朱艺星;周梦然;陈高强;史清宇【作者单位】清华大学机械工程系;先进成形制造教育部重点实验室【正文语种】中文【中图分类】TB304【相关文献】1.钛合金搅拌摩擦焊与搅拌摩擦加工研究进展2.搅拌摩擦加工的6A01铝合金表面水热合成MFI沸石涂层的微观结构及耐蚀性3.2524同质铝合金回填式搅拌摩擦点焊耐蚀性研究4.铝合金搅拌摩擦焊表面冷喷涂层的结构与耐蚀性5.搅拌摩擦加工制备Al6061/SiC复合材料的耐蚀性研究因版权原因,仅展示原文概要,查看原文内容请购买。
AZ31B镁合金搅拌摩擦焊组织性能研究及工艺优化

AZ31B镁合金搅拌摩擦焊组织性能研究及工艺优化搅拌摩擦焊(Friction Stir Welding,FSW)是一种无焊条,无熔化和减少热输入的固态焊接方法,被广泛应用于镁合金的焊接领域。
AZ31B镁合金是一种常用的镁合金材料,具有良好的强度和塑性,但由于其高反应性,使得传统的焊接方法难以实现。
搅拌摩擦焊作为一种新兴的焊接技术,为AZ31B镁合金的焊接提供了一种有效的解决方案。
本文旨在研究AZ31B镁合金搅拌摩擦焊的组织性能,并通过工艺优化提高焊接接头的性能。
首先,通过对AZ31B镁合金搅拌摩擦焊接头的显微组织观察发现,焊缝区域呈现出均匀细小的晶粒结构,晶粒尺寸比母材小。
这种组织结构的形成是由于搅拌摩擦焊的工艺特点,焊接过程中通过搅拌针的作用使得晶粒结构发生再结晶,从而提高了焊接接头的强度和塑性。
其次,通过拉伸试验和硬度测试对焊接接头的力学性能进行了评价。
结果表明,搅拌摩擦焊接头的拉伸强度和硬度均高于母材,接近母材强度的70%~90%。
这表明搅拌摩擦焊接头对AZ31B镁合金材料具有优良的焊接性能。
最后,通过对焊接参数的优化实验,发现搅拌摩擦焊转速和进给速度对焊接接头性能的影响较大。
较高的焊接转速和较低的进给速度有利于提高焊接接头的强度和硬度。
因此,在实际焊接过程中,应根据具体情况选择合适的焊接参数,以确保焊接接头具有良好的性能。
综上所述,AZ31B镁合金搅拌摩擦焊具有优异的组织性能和力学性能,在实际工程中具有广泛的应用前景。
通过对焊接参数的优化,可以进一步提高焊接接头的性能,为镁合金材料的应用提供更加可靠的焊接解决方案。
搅拌摩擦焊接与加工AZ31镁合金的组织、织构和力学性能研究

搅拌摩擦焊接与加工AZ31镁合金的组织、织构和力学性能研究搅拌摩擦焊(FSW)作为一种新型固相连接技术已被广泛证明是镁合金的理想焊接方法。
但当前对镁合金FSW的研究,尤其是对组织-性能关系仍然缺乏系统且深入的阐释。
在焊接性能优异的变形镁合金时,FSW接头的力学性能特别是抗拉强度往往难以达到母材水平。
优化焊接工艺参数、发展接头强化工艺并揭示其内在机制成为镁合金FSW的研究趋势。
另外,随着工业生产中焊接结构及工件形状的不断复杂化,新型FSW衍生技术如双轴肩搅拌摩擦焊(BTFSW)也逐渐得到应用,但是当前关于这种工艺下的镁合金接头组织及性能的研究仍十分不足。
除此之外,尽管镁合金FSW接头的组织演变及力学性能与孪生密切相关,当前对搅拌区内具体的孪生行为及机制仍缺乏足够的认识。
因此,针对这些问题开展了以下研究工作。
对挤压态AZ31板材分别沿着与板材挤压方向成0°、45°、90°夹角的方向进行FSW,以此来获得不同的接头初始织构。
研究表明,在相同焊接工艺参数下,接头初始织构的差异几乎不影响搅拌区(SZ)内微观组织及织构演变,而是会导致产生不同的热机影响区(TMAZ)织构。
在TMAZ的组织演变过程中,拉伸孪生及相伴的孪晶诱导动态再结晶是主要的影响机制。
TMAZ的织构组分表现出随位置连续梯度变化的特点。
沿不同方向焊接所得的3种接头具有相近的屈服强度(YS)与抗拉强度(UTS),但对焊接方向与挤压方向成45°的接头,所得接头具有最大延伸率(E1),其各亚区之间良好的变形协调作用能有效缓解局部应变集中。
这表明焊接时控制初始织构有助于提高接头综合力学性能。
3种接头的SZ内具有相似的硬度分布规律,硬度会随着远离SZ中部而向两侧逐渐减小,这种变化趋势是由SZ内特殊分布的强织构所导致。
3种接头的断裂位置表现出明确的倾向性,这与接头各亚区之间变形协调的差异性以及拉伸后期在SZ中部形成的压缩孪晶有关。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
搅拌摩擦加工超细晶镁合金组织与性能研究AZ31镁合金是现今应用最广泛的一种变形镁合金之一,研究超细晶镁合金的力学行为和变形特征,对推广镁合金的应用具有重要意义。
本文采用水下搅拌摩擦加工(Submerged Friction Stir Processing,SFSP)技术制备出AZ31超细晶镁合金,利用SEM、EBSD、XRD等技术对超细晶镁合金的晶粒尺寸、晶界特征、晶粒取向等微观结构进行检测,分别沿着加工方向(PD)和垂直于加工方向(TD)进行室温和高温拉伸实验,研究了超细晶镁合金的室温变形行为和高应变速率超塑性行为。
主要研究结果如下:本文采用的实验材料为热轧态AZ31镁合金,平均晶粒尺寸为16.56μm,采用三组不同参数经SFSP制备出不同晶粒尺寸的超细晶镁合金样品,搅拌区平均晶粒尺寸分别是:0.95μm、0.86μm和0.61μm。
SFSP加工后AZ31镁合金的显微硬度比母材提高了10.2 Hv,显微硬度和晶粒尺寸满足
Hall-Petch关系:Hv=50.2+22.4d-1/2。
超细晶镁合金样品的室温拉伸性能表现出明显的各项异性,与PD方向的拉伸样品相比,TD方向的拉伸样品表现出高的屈服强度和低的延伸率,超细晶镁合金(0002)织构对室温变形行为起主要作用。
超细晶AZ31镁合金样品呈现出高应变速率超塑性,在应变速率为1×10-2s-1时,超塑性延伸率最高可达888%。
与TD方向的拉伸样品相比,PD方向的样品呈现出高的延伸率和低的流变应力。
晶界滑移是超细晶镁合金高应变速率下超塑性变形的一种重要方式。