铅酸蓄电池内部短路原因以及处理办法
电瓶内部短路修复方法
电瓶内部短路修复方法
电瓶内部短路通常是由于电瓶内部的正负极之间的隔离膜损坏或污染导致的,修复方法如下:
1. 首先,断开电瓶与电源之间的连接,确保电瓶与电源完全分离。
2. 将电瓶取下并放置在安全的地方,然后检查电瓶的外部是否有明显的损坏。
3. 使用电瓶温度计检查电瓶的温度,确保电瓶没有过热或其它异常情况。
4. 将电瓶分解成各个组件,包括正负极和隔离膜。
5. 检查隔离膜的状况,如果发现有损坏或污染,可以尝试修复或更换隔离膜。
6. 使用绝缘胶带或其它隔离材料将正负极之间隔离,确保它们不会直接接触。
7. 重新组装电瓶并将其连接到电源,确认连接正确无误。
8. 使用测试仪器检查电瓶的工作状态,包括电压和电流等参数,确保短路问题已修复。
请注意,修复电瓶内部短路需要具备一定的电子知识和技巧,
如果您不确定操作步骤或担心安全问题,建议寻求专业人士的帮助。
此外,请确保在正确的工作环境下进行修复,并遵循相关的安全操作规范。
最全面铅酸蓄电池常见故障和机理分析快点动力
最全面铅酸蓄电池常见故障和机理分析快点动力新能源1、反极的现象及原因铅酸蓄电池的反极系指蓄电池的正负极发生了改变,反极现象反映在两个方面,一是由于铅蓄电池在装配组装时某单格电池极群组接反或整个电池极群组接反。
这种情况下会出现铅酸蓄电池灌完酸用电压表测量端电压时其端电压值小于各单体蓄电池额定电压之和的现象或出现端电压为负的现象。
另一方面是铅蓄电池在容量放电时在多个串联使用中,由于某个蓄电池(或某单体蓄电池)容量较低或完全丧失容量。
在放电时这个电池很快被放完电被其它电池进行反充电,使原来的负极变成正极,原来的正极变成负极,端电压出现负值的现象。
对于前一种反极故障,在测量蓄电池端电压时(多个单体电池组成的蓄电池)都可发现,若有一个单体电池反极,不仅失去该电池的2 V电压,而且还要增加2 V反电压,端电压要降低4V左右。
例如,对于额定电压为12 V的电池,如测量其端电压为8 V左右,说明有1个单格电池反极。
如测量其端电压为4 V左右说明有2个单格反极,如测量其端电压为-4 V左右说明有4个单格反极,如测量其端电压为-12 V说明6个单格均反极。
对于后一种反极故障,其端电压值(负值)随放电情况而不同。
一般在检测时,对于这种情况要及时将蓄电池从放电线路中摘除下来,以免对蓄电池有所损坏。
2、短路现象及原因铅酸蓄电池的短路是指铅酸蓄电池内部正负极群相连。
铅酸蓄电池短路现象主要表现在以下几个方面:(1)开路电压低,闭路电压(放电)很快达到终止电压。
(2)大电流放电时,端电压迅速下降到零。
(3)开路时,电解液密度很低,在低温环境中电解液会出现结冰现象。
(4)充电时,电压上升很慢,始终保持低值(有时降为零)。
(5)充电时,电解液温度上升很高很快。
(6)充电时,电解液密度上升很慢或几乎无变化。
(7)充电时不冒气泡或冒气出现很晚。
造成铅酸蓄电池内部短路的原因主要有以下几个方面:(1)隔板质量不好或缺损,使极板活性物质穿过,致使正、负极板虚接触或直接接触。
铅酸蓄电池的常见缺陷分析及责任

铅酸蓄电池的常见缺陷分析及责任一、铅酸蓄电池的常见缺陷:蓄电池质量原因:1.隔板上窜:隔板位置上移造成底部短路。
2.隔板下陷:隔板位置下移损坏造成短路。
3.隔板裂纹:隔板中部微裂造成短路。
4.隔板穿孔:隔板基体存在杂质形成不规则孔洞造成短路。
5.隔板损坏:隔板边部开裂,局部缺损,沿中部或边部划伤造成短路。
6.隔板渗透:隔板对应面有红色或灰色物质,与极板有对应关系。
7.隔板不齐:极群中部分隔板面面不相对偏差大造成短路。
8.缺少隔板。
9.掉极拄:极拄与汇流排焊接部位断裂。
10.极拄中间断。
11.汇流排断。
12.极拄无螺纹,或螺纹细,铅螺帽无法拧紧。
13.掉板:板耳与汇流牌结合部位断裂。
14.极板断裂:极板板耳或大边框断。
15.焊接短路:汇流排或板耳焊接过程中由于毛刺,漏铅等原因造成短路。
16.极板不平:由于铅膏疙瘩蹭破隔板造成短路。
17.极板弯曲:极板大框或板脚严重弯曲,磨破隔板造成短路。
18.板脚毛刺:板脚有毛刺刺破隔板造成短路。
19.热封粘合不严:槽盖热封,粘合部位漏液,漏气,造成溢酸。
20.反极:整只电池未按规定极性装配或安装时装反。
21.极板不齐:极群中极板面面不相对偏差大造成短路。
22、正极漏粉:管状正极板封底掉落或涤纶排管,玻璃丝管空率大。
负极板硫酸盐化:正极板正常,负极板有硫酸盐化现象。
22.块状脱落:正,负物质过早大面积脱落。
23.无可视外伤损坏情况下渗液。
24.虚焊:接线端,连接板接合不牢固。
25.极拄腐蚀。
26.容量低:化成不透。
27.电压不齐。
(二)用户原因:1.电解液不纯:电解液有异味,活性物质及电解液颜色异常,隔板严重腐蚀穿透形成明显断面,电解液化验不合格等。
2.充反极性:正负端子或汇流排有相反极性颜色。
3.过充电:壳体内部或注液盖篓颜色明显变黄或暗红色,隔板扭曲变形,外壳变形,极柱橡胶套管老化开裂,蓄电池底部有浆状脱落物,正极爆管。
4.电解液密度高:负极板软化膨胀,正极板严重腐蚀,板栅断。
浅谈铅酸蓄电池的内部短路及处理
2 铅酸蓄 电池 内部短 路原 因
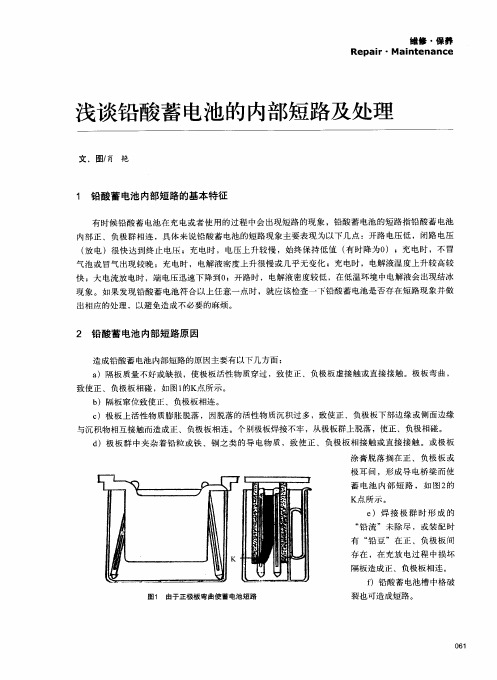
造 成 铅酸 蓄 电池 内部 短 路 的原 因主要 有 以下 几方 面 : a )隔板 质量 不好 或 缺 损 ,使 极 板 活 性物 质穿过 ,致 使 正 、负 极板 虚 接触 或 直接 接 触 。极 板 弯 曲 , 致使 正 、负极 板相 碰 ,如 图1 的K点所 示 。 b )隔 板窜 位 致使 正 、 负极板 相 连 。 C )极 板上 活 性 物 质膨 胀 脱 落 ,因脱 落 的活 性 物 质沉 积 过 多 ,致 使正 、负极 板 下部 边 缘 或侧 面 边缘 与沉 积 物相 互 接 触而 造 成正 、负极 板 相连 。个 别极板 焊接 不 牢 ,从极 板 群上 脱落 ,使正 、负极相 碰 。 d )极 板 群 中 夹 杂 着 铅 粒 或 铁 、铜 之 类 的 导 电物 质 ,致 使正 、 负极 板 相 接 触 或 直 接 接 触 。 或 极板 涂 膏 脱 落 搁 在 正 、负 极 板或
极 耳 间 ,形 成 导 电桥 梁 而 使
蓄 电 池 内 部 短 路 ,如 图 2 的
K点所 示 。
e ) 焊 接 极 群 时 形 成 的 “ 铅 流 ”未 除 尽 ,或 装 配 时
有 “ 铅 豆 ”在 正 、负 极 板 间 存在 ,在 充 放 电过 程 中损 坏
隔板造成正、负极板相连 。
开 ,观察壁焊连接处有无虚焊、假焊及断裂情况 ,及极柱与端柱连接情况后 ,用铁锯将壁焊处锯开 ,
方 ,分 别 进 行 处 理 。发 现 有 短 路 的 特 征 后 ,先 找 出短 路 的 部 分 在 哪 个单 格
的 极 板 内 ,然 后 拆 散 铅 酸 蓄 电 池 ,取
铅酸蓄电池常见故障分析及处理方法

铅酸蓄电池常见故障分析与处理方法常见故障不良现象故障产生的原因故障的处理方法蓄电池充电不足1.静止电压低2.密度低,充电完毕后达不到规定要求3.工作时间短4.工作时仪表显示容量下降快1.充电器电压、电流设置过低2.初充电不足3.充电机故障1.调整,检修充电器2.蓄电池补充充电3.严重时需更换新电池蓄电池过充电1.注液盖篓色泽变黄,变红2.外壳变形3.隔板炭化、变形4.正极腐蚀、断裂5.极柱橡胶套管上升、老化、开裂6.经常补水,充电时电解液浑浊7.极板活性物质均匀脱落8.正极板爆管1.充电器电压,电流设置过高2.充电时间过长3.频繁充电4.放电量小而充电量大5.充电机故障1.调整,检修充电器2.调整充电制度3.严重时需更换新电池蓄电池过放电1.蓄电池静止电压低2.充电后电解液密度低3.正、负极板弯曲,断裂1.蓄电池充电不足而继续使用2.蓄电池组短路3.小电流长时间放电1.补充充电2.检修车辆3.严重时需更换新电池蓄电池短路1.静止电压在2V以下2.电解液密度过低3.充电时温度高4.叉车工作时间短1.极板弯曲变形短路2.隔板缺少或装配中破损3.正极活性物质脱落、底部短路需更换新电池断路1.外接负载通路时电压异常,不稳定2.充电时电流无法输入1.极柱或极板组装时焊接不良2.外部短路3.大电流放电4.连线接触不良或断开5.极板腐蚀1.需修理蓄电池2.必要时需更换新电池蓄电池添加电解液不当密度高时:1.充电后电解液密度≥1.300g/cm31.初加液密度过高或过低2.液面降低补液错误,没有按规定加入纯水,而是1.蓄电池换电解液2.严重时需更换新电池铅酸蓄电池热失控故障分析当电池处于充电状态时,电池温度发生一种积累性的增强作用。
当增温过程的热量积累到一定程度,电池端电压会突然出现降低,迫使电流骤然增大,电池温度高升而损坏蓄电池的现象称之为热失控。
1.故障现象充电时特别到了末期,充电器不转绿灯,同时电池严重发热,如果测量充电电流会发现电流很高可达到2A或2A以上。
铅酸蓄电池常见故障和机理分析

铅酸蓄电池常见故障和机理分析一、铅酸蓄电池故障和一般机理1、反极的现象及原因铅酸蓄电池的反极系指蓄电池的正负极发生了改变,反极现象反映在两个方面,一是由于铅蓄电池在装配组装时某单格电池极群组接反或整个电池极群组接反。
这种情况下会出现铅酸蓄电池灌完酸用电压表测量端电压时其端电压值小于各单体蓄电池额定电压之和的现象或出现端电压为负的现象。
另一方面是铅蓄电池在容量放电时在多个串联使用中,由于某个蓄电池(或某单体蓄电池)容量较低或完全丧失容量。
在放电时这个电池很快被放完电被其它电池进行反充电,使原来的负极变成正极,原来的正极变成负极,端电压出现负值的现象。
对于前一种反极故障,在测量蓄电池端电压时(多个单体电池组成的蓄电池)都可发现,若有一个单体电池反极,不仅失去该电池的2 V电压,而且还要增加2 V反电压,端电压要降低4V左右。
例如,对于额定电压为12 V的电池,如测量其端电压为8 V左右,说明有1个单格电池反极。
如测量其端电压为4 V左右说明有2个单格反极,如测量其端电压为-4 V左右说明有4个单格反极,如测量其端电压为-12 V说明6个单格均反极。
对于后一种反极故障,其端电压值(负值)随放电情况而不同。
一般在检测时,对于这种情况要及时将蓄电池从放电线路中摘除下来,以免对蓄电池有所损坏。
2、短路现象及原因铅酸蓄电池的短路是指铅酸蓄电池内部正负极群相连。
铅酸蓄电池短路现象主要表现在以下几个方面:(1)开路电压低,闭路电压(放电)很快达到终止电压。
(2)大电流放电时,端电压迅速下降到零。
(3)开路时,电解液密度很低,在低温环境中电解液会出现结冰现象。
(4)充电时,电压上升很慢,始终保持低值(有时降为零)。
(5)充电时,电解液温度上升很高很快。
(6)充电时,电解液密度上升很慢或几乎无变化。
(7)充电时不冒气泡或冒气出现很晚。
造成铅酸蓄电池内部短路的原因主要有以下几个方面:(1)隔板质量不好或缺损,使极板活性物质穿过,致使正、负极板虚接触或直接接触。
阀控式铅酸蓄电池的故障原因分析

1. 电池内部断路 特征:电池有电压,但不能放电,也不能充电。 故障原因: ①电池制造质量问题,极柱设计过小,使用合金机械强度差,极柱铸 造有缺陷,极柱在焊接时存在隐患等因素而引起的极柱本身或极柱相连接 的部位以及极柱与汇流排连接处机械强度不足。 ②错误的使用合金,使用含锑合金制造极柱和焊条来焊接铅钙合金极 板,使得极柱与汇流排快速腐烂,而形成断路,故最好焊接的合金与板栅 合金相同。 ③使用的原因:电池充电电压过高,电池使用过程中产生高温促成快 速电化腐蚀而是极柱或焊接薄弱处机械强度日益减小以至行车时振断。
1 充电时电压不足(充电电压过低)。 2 长期充电不足或处于半放电状态。 3 过量放电或放电后不及时充电。 4 电池内部短路。 5 电解液密度过高。 6 电池使用温度过高。 7 极板外露。
8 电池自放电会加速极板硫酸盐化, 极板硫酸盐化又会加速自放电。 9 负极板活性物质比正极板多,易引起正板硫酸盐化,并能引起电池
2 充电电压过高是造成这种弊病的主要原因。 3 电池在严重缺水的情况下,继续使用或存放,致使正板栅上部严
重腐蚀。 4. 极板严重硫酸盐化,电池容量下降。 特征:滇池开路电压偏低,大电流放电迅速达到终止电压,时发现:正负极板 颜色淡黄或浅褐色,负极板颜色发白,用手指触摸时感觉有粗大颗粒,正负极 板都很脆硬,严重时表面有白色结晶,在光线照射下闪闪发光。 产生原因:主要是使用不当。
③压力偏大,如开阀压力偏高。 8. 电池槽破裂 原因:
①材料强度不够,低于设计强度,如使用了较多的回补,材料老化, 材料被有机溶剂腐蚀,注塑工艺不佳导致较大的回应力。 ②电池槽结构不好,使局部回应力过度集中。 ③装配压力过大,阀控式为紧装置,装配压力一般为 40-60Kpa。 4 电池内部压力过大,比如气密性试验压力过大易损伤电池槽,表面
车用蓄电池常见故障及排除方法
车用蓄电池常见故障及排除方法2014-04-22 06:59:45来源: 作者: 【大中小】浏览:335次评论:0条蓄电池是汽车用电设备的动力源,是一种可逆的低压直流电源。
车用蓄电池可分为铅酸蓄电池和镍碱蓄电池2大类,铅酸蓄电池因其内阻小、安全稳定等特点,在现代汽车上被广泛采用。
如果使用保养不当,蓄电池容易出现极板短路、极板活性物质大量脱落、极板硫化、自行放电等故障,直接影响车辆的正常使用。
一、极板短路蓄电池正、负极板间直接接触或被其它导体搭接而短路的故障称为极板短路。
1.故障现象充电时,电解液温度很快上升,而蓄电池端电压与电解液密度上升较慢;放电时,蓄电池电压下降很快。
2.故障原因(1)隔板破损使正、负极板直接接触。
(2)脱落的活性物质沉积在极板组底部或粘附在负极板上缘,将正、负极板导通。
(3)极板组严重弯曲。
蓄电池过量放电或极板活性物质大量脱落,或蓄电池中含有杂质,均会造成极板弯曲,从而导致极板短路。
(4)金属杂质落入电解液内,使正、负极板接通。
3.排除方法对于内部短路的蓄电池,必须将其拆开,查明原因,视情排除故障。
比如清除沉积的活性物质,隔板破损的需更换,极板组弯曲的需校正或更换。
二、活性物质大量脱落1.故障现象充电时,电解液中有褐色混浊物,单格蓄电池端电压迅速上升,电解液过早出现“沸腾”现象,而电解液密度达不到规定值;放电时,蓄电池容量明显下降。
2.故障原因(1)充电电流过大,电解液温度过高,使活性物质膨胀、松软而脱落。
(2)蓄电池经常过充电,使大量的水电解,产生的气体在极板孔隙内造成压力,使活性物质脱落。
(3)蓄电池经常低温长时间大电流放电,使极板弯曲变形,导致活性物质脱落。
3.排除方法活性物质脱落较少时,可清除后继续使用;活性物质脱落较多时,可倒出全部电解液,用蒸馏水冲洗后重新加注电解液,充电后再使用。
三、极板硫化极板硫化是蓄电池最常见故障之一。
蓄电池长期充电不足或放电后长时间未充电,极板上会生成一层白色大晶粒硫酸铅。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铅酸蓄电池内部短路原因以及处理办法电池内部短路是常见的故障之一,本文将详细分析短路原因及处理方法,铅酸蓄电池短路现象主要以下几个方面:
1、开路电压低,闭路电压(放电)很快达到终止电压。
2、大电流放电时,端电压迅速下降到零。
3、开路时,电解液密度很低,在低温环境中电解液会出现结冰现象。
4、充电时,电压上升很慢,始终保持低值(有时降为零)。
5、充电时,电解液温度上升很高很快。
6、充电时,电解液密度上升很慢或几乎无变化。
7、充电时不冒气泡或冒气出现很晚。
造成铅酸蓄电池内部短路的原因有:
1、隔板质量不好或缺损,使极板活性物质穿过,致使正、负极板虚接触或直接接触。
2、隔板窜位致使正负极板相连。
3、极板上活性物质膨胀脱落,因脱落的活性物质沉积过多,致使正、负极板下部边缘或侧面边缘与沉积物相互接触而造成正负极板相连。
4、导电物体落入电池内造成正、负极板相连。
5、焊接极群时形成的"铅流"未除尽,或装配时有"铅豆"在正负极板间存在,在充放电过程中损坏隔板造成正负极板相连。
铅酸蓄电池短路的处理方法
下面主要就充电电流过大,单只电池充电电压超过了2.4V,内部有短路或局部放电、温升超标、阀控失灵现象造成的铅酸蓄电池短路进行分析,总结出如下铅酸蓄电池短路的处理方法。
1、减小充电电流,降低充电电压,检查安全阀体是否堵死。
定期充电放电。
UPS电源系统中的铅酸蓄电池浮充电压和放电电压,很多在出厂时均已调试到额定值,而放电电流的大小是随着负载的增大而增加的,使用中应合理调节负载,比如控制计算机等电子设备的使用台数。
一般情况下,负载不宜超过UPS额定负载的60%.在这个范围内,蓄电池就不会出现过度放电。
铅酸蓄电池存放会因自放电而失去部分容量,因此,铅酸蓄电池在安装后投入使用前,应根据电池的开路电压判断电池的剩余容量,然后采用不同的方法对蓄电池进行补充充电。
对备用搁置的蓄电池,每3个月应进行一次补充充电。
可以通过测量松下蓄电池开路电压来判断电池的好坏。
2、以12V电池为例,若开路电压高于12.5V,则表示电池储能还有80%以上,若开路电压低于12.5V,则应该立刻进行补充充电。
若开路电压低于12V,则表示电池存储电能不到20%,电池不堪使用。
蓄电池在短路状态时,其短路电流可达数百安培。
短路接触越牢,短路电流越大,因此所有连接部分都会产生大量热量,在薄弱环节发热量更大,会将连接处熔断,产生短路现象。
蓄电池局部可能产生可爆气体(或充电时集存的可爆气体),在连接处熔断时产生火花,会引起蓄电池爆炸;若蓄电池短路时间较短或电流不是特别大时,可能不会引起连接处熔断现象,但短路仍会有过热现象,会损坏连接条周围的粘结剂,使其留下漏液等隐患。
在安装铅酸蓄电池时,应使用的工具应采取绝缘措施,连线时应先将电池以外的电器连好,经检查无短路,最后连上蓄电池,布线规范应良好绝缘,防止重叠受压产生破裂。
通过这些细致的工作,才能更好的预防铅酸蓄电池短路,使铅
酸蓄电池更安全的使用,寿命也更长。