HG785D对接焊接工艺研究
MAG焊HG785_D低合金高强钢的焊接试验研究

H08Mn2SiNi2MoA 实芯焊丝的化学成分和力
学性能分别见表 3 和表 4 。
标准 焊丝
C
Si
≤0. 09 0. 40~0. 80
0. 06
0. 54
表 3 H08Mn2SiNi2MoA 实芯焊丝的化学成分
Mn
P
S
Ni
0. 25~1. 80 ≤0. 020 ≤0. 020 1. 90~2. 60
5 参考文献
1 刘玉君 ,纪卓尚 ,等. 船体曲面钢板水火加工成型工艺的理 论与应用研究. 中国造船 ,1998 , (增刊) : 118
2 纪卓尚 ,刘玉君. 船体曲面钢板加工技术研究和展望. 大连 理工大学学报 ,2001 , (41) :505
3 方开泰 ,全辉 ,陈庆云. 实用回归分析. 北京 : 科学出版社 , 1998. 78~105
3. 3 实验方法及工艺参数 3. 3. 1 焊前准备
500mm ×200mm ×14mm 试板两块 , 开 V 形 坡口 ,坡口角度为 60°,钝边 2mm ,见图 1 。
陈倩清 :MA G 焊 H G785ΟD 低合金高强钢的焊接试验研究 图 1 焊接坡口
·39 ·
焊缝坡口及其两侧各 30mm 范围内 ,用砂轮打 磨 ,去除氧化皮 、锈 、油污 ,露出金属光泽 ,并认真清 理 ,不得留有任何影响焊接质量的杂物 。
缺口部位
冲击功 (J )
平均冲击功 (J )
焊缝中心
56 ;58 ;55
56. 3
热影响区
122 ;208 ;141
157
[ 下转第 23 页 ]
孙风胜 ,等 :钢板局部感应加热收缩量回归及实验分析
·23 ·
会有 7~10s 的过程 ,在这段过程中 ,钢板开始被加热 , 但在计算时间上并没有反映出来 。
实验一焊接工艺评定实验

实验一焊接工艺评定实验一、实验目的一、了解焊接工艺评定的全进程。
二、把握焊接工艺评定实验方式。
3、熟悉焊接工艺评定有关标准。
二、实验器材一、液压全能实验机 1台二、冲击实验机 1台3、直流电焊机 1台4、X射线探伤仪 1台三、实验内容及步骤在焊接工艺中,我国几年发布了多项标准。
在本次实验中执行中华人民共和国行业标准JB4708-92《钢制压力容器焊接工艺评定》标准。
具体步骤如下:(一)按JB4708-92标准填写焊接工艺指导书(见附表)。
(二)按附表二的规定施焊试件(板对接焊缝)。
(三)对焊缝进行外观检查。
主若是检查焊接接头表面有无裂纹、未焊透和未溶合。
待确信无以上缺时方可确信外观检查合格。
不然需找出缘故,从头修改附表二,直到合格。
(四)无损检测外观检查合格后,对焊件进行X射线检测。
X射线检测按GB3323-87《钢熔化焊对接接头射线照相和质量分级》标准进行。
射线探伤步骤如下:一、训机X光机工作参数有:透照距离、透照电压、透照电流、透照时刻。
本次实验参数如下:取显影药粉与定影药粉各一套,按说明书配制显影液和定影液。
3、装底片在暗室内将载好的底片连同增感屏(铝屏)装入暗袋,暗袋外装好有关标记。
4、透照将等检的焊缝置于装好的暗袋前边,调整X射线机与试件的距离。
五、冲洗底片在暗室中按相关要求冲洗底片。
六、质量标准按GB3323-87标准规定,底片的显影质量不低于AB级,符合标准的底片才能够用于评判焊缝质量。
7、焊缝质量分级依照各类缺点的种类和数量,焊缝质量分四级。
(1)一级焊缝内应无裂纹、未熔合、未焊透和条状夹渣。
(2)二级焊缝内应无裂纹、未熔合、未焊透。
(3)三级焊缝内应无裂纹、未熔合及双面焊和加垫板的单面焊中的未熔合,不加垫板的单面焊中的未焊透条状夹渣长度的三级评定。
(4)焊缝缺点超过三级的定为四级。
评定圆形缺点时将其换算成缺点点数(见表1-3)。
表1-2 评定区域大小表1-3 缺点点数换算表缺陷长颈≤1>1-2>2-3>3-4>4-6>6-8>8点数 1 2 3 6 10 15 25 观看底片,确信评定区位置,本次试样所用板厚为10mm。
780MPa级高强钢对接接头焊接工艺指导书
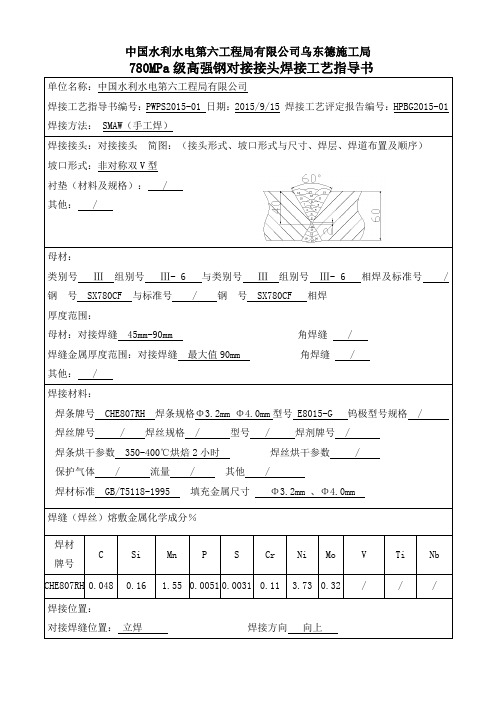
中国水利水电第六工程局有限公司乌东德施工局单位名称:中国水利水电第六工程局有限公司焊接工艺指导书编号:PWPS2015-01 日期:2015/9/15 焊接工艺评定报告编号:HPBG2015-01 焊接方法: SMAW(手工焊)焊接接头:对接接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:非对称双V型衬垫(材料及规格): /其他: /母材:类别号Ⅲ组别号Ⅲ- 6 与类别号Ⅲ组别号Ⅲ- 6 相焊及标准号 / 钢号 SX780CF 与标准号/ 钢号 SX780CF 相焊厚度范围:母材:对接焊缝 45mm-90mm 角焊缝 /焊缝金属厚度范围:对接焊缝最大值90mm 角焊缝 /其他: /焊接材料:焊条牌号CHE807RH 焊条规格Φ3.2mm Φ4.0mm型号 E8015-G 钨极型号规格 / 焊丝牌号 / 焊丝规格/ 型号 / 焊剂牌号 /焊条烘干参数350-400℃烘焙2小时焊丝烘干参数 /保护气体/ 流量/ 其他 /焊材标准GB/T5118-1995 填充金属尺寸Φ3.2mm 、Φ4.0mm焊缝(焊丝)熔敷金属化学成分%焊材C Si Mn P S Cr Ni Mo V Ti Nb牌号CHE807RH 0.048 0.16 1.55 0.0051 0.0031 0.11 3.73 0.32 / / /焊接位置:对接焊缝位置:立焊焊接方向向上编制日期审核日期批准日期780MPa级高强钢对接接头焊接工艺指导书单位名称:中国水利水电第六工程局有限公司焊接工艺指导书编号:PWPS2015-02 日期:2015/9/15 焊接工艺评定报告编号:HPBG2015-02 焊接方法: GMAW(气体保护焊)焊接接头:对接接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:非对称双V型衬垫(材料及规格): /其他: /母材:类别号Ⅲ组别号Ⅲ- 6 与类别号Ⅲ组别号Ⅲ- 6 相焊及标准号 / 钢号 SX780CF 与标准号/ 钢号 SX780CF 相焊厚度范围:母材:对接焊缝 45mm-90mm 角焊缝 /焊缝金属厚度范围:对接焊缝最大值90mm 角焊缝 /其他: /焊接材料:焊条牌号 / 焊条规格 / 型号 / 钨极型号规格 /焊丝牌号 CHW-80C1 焊丝规格Φ1.2mm 型号 ER76-G 焊剂牌号 /焊条烘干参数 / 焊丝烘干参数 /保护气体80%Ar+20%CO流量16-18L/min 其他 /2焊材标准GB/T8110-2008 填充金属尺寸Φ1.2mm焊缝(焊丝)熔敷金属化学成分%焊材C Si Mn P S Cr Ni Mo Cu Ti Nb牌号CHW-0.076 0.52 1.86 0.007 0.006 0.32 2.15 0.60 0.21 / /80C1焊接位置:编制日期审核日期批准日期中国水利水电第六工程局有限公司乌东德施工局780MPa级高强钢与Q345C低合金钢T型接头焊接工艺指导书单位名称:中国水利水电第六工程局有限公司焊接工艺指导书编号:PWPS2015-03 日期:2015/9/15 焊接工艺评定报告编号:HPBG2015-03 焊接方法: GMAW(气体保护焊)焊接接头:T型接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:角焊缝衬垫(材料及规格): /其他: /母材:类别号Ⅲ组别号Ⅲ- 6 与类别号Ⅱ组别号Ⅱ- 1 相焊及标准号 / 钢号 SX780CF 与标准号/ 钢号 Q345C 相焊厚度范围:母材:对接焊缝 / 角焊缝 5mm-72mm焊缝金属厚度范围:对接焊缝 / 角焊缝最大值72mm其他: /焊接材料:焊条牌号 / 焊条规格 / 型号 / 钨极型号规格 /焊丝牌号 CHW-80C1 焊丝规格Φ1.2mm 型号 ER76-G 焊剂牌号 /焊条烘干参数 / 焊丝烘干参数 /流量16-18L/min 其他 /保护气体80%Ar+20%CO2焊材标准GB/T8110-2008 填充金属尺寸Φ1.2mm焊缝(焊丝)熔敷金属化学成分%焊材C Si Mn P S Cr Ni Mo Cu Ti Nb牌号CHW- 0.076 0.52 1.86 0.007 0.006 0.32 2.15 0.60 0.21 / // / / / / /其他检验:金相检验(宏观)编制日期审核日期批准日期中国水利水电第六工程局有限公司乌东德施工局780MPa级高强钢对接接头焊接工艺指导书单位名称:中国水利水电第六工程局有限公司焊接工艺指导书编号:PWPS2015-04 日期:2015/9/15 焊接工艺评定报告编号:HPBG2015-04 焊接方法: SAW(埋弧焊)焊接接头:对接接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:非对称双V型衬垫(材料及规格): /其他: /母材:类别号Ⅲ组别号Ⅲ- 6 与类别号Ⅲ组别号Ⅲ- 6 相焊及标准号 / 钢号 SX780CF 与标准号/ 钢号 SX780CF 相焊厚度范围:母材:对接焊缝 45mm-90mm 角焊缝 /焊缝金属厚度范围:对接焊缝最大值90mm 角焊缝 /其他: /焊接材料:焊条牌号/ 焊条规格 / 型号 / 钨极型号规格 /焊丝牌号CHW-S80 焊丝规格Φ4.0mm型号 F76A4-H08Mn2Ni2MoA 焊剂牌号 CHF606 焊条烘干参数/ 焊丝烘干参数 /保护气体/ 流量/ 其他 /焊材标准GB/T 12470-2003 填充金属尺寸Φ4.0mm焊缝(焊丝)熔敷金属化学成分%N/mm2N/mm2(°)缺口类型缺口位置试验温度℃≥760 ≥665 180 V 焊缝及热影响区-40其他检验编制日期审核日期批准日期中国水利水电第六工程局有限公司乌东德施工局780MPa级高强钢对接接头焊接工艺指导书单位名称:中国水利水电第六工程局有限公司焊接工艺指导书编号:PWPS2015-05 日期:2015/9/15 焊接工艺评定报告编号:HPBG2015-05 焊接方法: GMAW(气体保护焊)焊接接头:对接接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:非对称双V型衬垫(材料及规格): /其他: /母材:类别号Ⅲ组别号Ⅲ- 6 与类别号Ⅲ组别号Ⅲ- 6 相焊及标准号 / 钢号 SX780CF 与标准号/ 钢号 SX780CF 相焊厚度范围:母材:对接焊缝 45mm-90mm 角焊缝 /焊缝金属厚度范围:对接焊缝最大值90mm 角焊缝 /其他: /焊接材料:焊条牌号 / 焊条规格 / 型号 / 钨极型号规格 /焊丝牌号 BHG-4M 焊丝规格Φ1.2mm 型号 ER76-G 焊剂牌号 /焊条烘干参数 / 焊丝烘干参数 /流量16-18L/min 其他 /保护气体80%Ar+20%CO2焊材标准GB/T8110-2008 填充金属尺寸Φ1.2mm对焊接接头的基本要求:1 外观检验检验评定标准 DL/T5017-20072 无损检验检验方式 MT、UT、TOFD 检验评定标准JB/T6061、GB11345-2013、TGPS-J703 力学性能抗拉强度R mN/mm2屈服强度R eL(R p0.2)N/mm2弯曲角度(°)冲击试验缺口类型缺口位置试验温度℃≥760 ≥665 180 V 焊缝及热影响区-40其他检验编制日期审核日期批准日期中国水利水电第六工程局有限公司乌东德施工局780MPa级高强钢与Q345C低合金钢T型接头焊接工艺指导书单位名称:中国水利水电第六工程局有限公司焊接工艺指导书编号:PWPS2015-06 日期:2015/9/15 焊接工艺评定报告编号:HPBG2015-06 焊接方法: GMAW(气体保护焊)焊接接头:T型接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:角焊缝衬垫(材料及规格): /其他: /母材:类别号Ⅲ组别号Ⅲ- 6 与类别号Ⅱ组别号Ⅱ- 1 相焊及标准号 / 钢号 SX780CF 与标准号/ 钢号 Q345C 相焊厚度范围:母材:对接焊缝 / 角焊缝 5mm-72mm焊缝金属厚度范围:对接焊缝 / 角焊缝最大值72mm其他: /8 GMAW BHG-4M 1.2DC+150-160 24-26 11-15 80%Ar+20%CO216-18 15-239-11 GMAW BHG-4M 1.2DC+200-240 26-28 12-15 80%Ar+20%CO216-18 20-3512-14 GMAW BHG-4M 1.2DC+200-240 26-28 12-15 80%Ar+20%CO216-18 20-35对焊接接头的基本要求:1 外观检验检验评定标准 DL/T5017-20072 无损检验检验方式 MT 检验评定标准 JB/T60613 力学性能抗拉强度R mN/mm2屈服强度R eL(R p0.2)N/mm2弯曲角度(°)冲击试验缺口类型缺口位置试验温度℃/ / / / / /其他检验:金相检验(宏观)编制日期审核日期批准日期中国水利水电第六工程局有限公司乌东德施工局单位名称:中国水利水电第六工程局有限公司焊接工艺指导书编号:PWPS2015-07 日期:2015/9/15 焊接工艺评定报告编号:HPBG2015-07 焊接方法: SAW(埋弧焊)焊接接头:对接接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:非对称双V型衬垫(材料及规格): /其他: /母材:类别号Ⅲ组别号Ⅲ- 6 与类别号Ⅲ组别号Ⅲ- 6 相焊及标准号 / 钢号 SX780CF 与标准号/ 钢号 SX780CF 相焊厚度范围:母材:对接焊缝 45mm-90mm 角焊缝 /。
HG70D低合金高强钢焊接工艺试验研究

度达 7 0 0 M P a 。 m 1 : 该 钢 种 具 有
硬 度 较 高 ,在 产 中 发现 焊 接 热
( 续)
测量部件 测点编号
① ②
ቤተ መጻሕፍቲ ባይዱ
测量值HB W
23 5 2 4 O
2 3 9
平均值HB W
2 2 8 2 4 3
2 4l
备注
气一 蒸汽瞅 合循环 f J L 组汽 水管
修复前 测 最硬 度f 直
:l 0 2 4 0HBW
【 2 J吕 一仕 ,等 . 电厂 S ¥ 3 0 4 奥 氏 体 不 锈 钢 管 裂 纹 性 质 及
原闪 分析【 J 】 . 属热 处理 ,
2 0l 5, l 0: 1 5 0— 1 5 3 .
【 3 】陈 忠 兵 ,等 。 低碳 钢 在 L NG
觇 划 构 件 强 度校 核 工作 ,并 不 断 进 行性 能 跟 踪 : 艺 灾时 调
参考文 献 :
【 1 1 沈 季 雉 ,吕一 仕 ,郑 黎 峰 . 燃
7 4
争磊 工黼工
T豪
2 . 焊接材料
( 1 )』 吐什 焊接i 式 验¨ J 钢
l 1 0C,5 0 n 1 m { : f ) I J 饭l 3 ( ) ℃。 接 参数 l 平 u 试 岭 结 女 l I 表4 所示 。 斜Y 坡 l l 】 焊 接裂纹 试验适 川 丁碳 钢 和 低 合 高强钢 - 下 F 3 接 热 影
T黧 I 技 术 研 究 与 应 用
H G 7 0 D 低合金高强钢焊接工艺
李林 杨 永强
【 插腰 】本文介绍了H a r 0 D i  ̄ 金高强度调质钢的焊接工艺试验 ,包括预热温的确定、焊接方法、 焊接材料、接头类型、焊接参数及力学性能试验.结果表明试验昕用的焊接工艺是合理可行的。
异种钢HG785D+Q345B焊接性分析

异种钢HG785D+Q345B焊接性分析作者:陈毅刚洪波李高阳来源:《中小企业管理与科技·中旬刊》2017年第08期【摘要】HG785D是我国新研发的高强度焊接结构钢,它与Q345D形成了异种钢焊接结构,并运用于海外产品上。
通过焊接性分析,设计了含有多种工艺试验的技术路线表,并按照欧洲标准(ISO15614-1)进行了焊接工艺评定(PQR),编制了经济性高的焊接工艺规程(WPS),成功地保证了焊接质量,提高了生产效率,降低了成本。
【Abstract】HG785D is a new high strength welded structural steel developed in China. It forms a welded structure of dissimilar steel with Q345D and is used in overseas products. Through weldability analysis, we design technical route containing a variety of experiments, and according to the European standard (ISO15614-1) do the welding procedure qualification (PQR), and make he welding process for high economy (WPS), to ensure the success of the welding quality, improve production efficiency and reduce cost.【关键词】HG785D ;异种钢;焊接工艺评定;大厚度;经济性【Keywords】HG785D; dissimilar steel; welding process evaluation; large thickness;economy【中图分类号】TG457.11 【文献标志码】A 【文章编号】1673-1069(2017)08-0140-031 课题背景海外某国需要一种特殊的运输设备,在一个关键部位设计选择了HG785D(厚度45mm)与Q345B(厚度12mm)形成的异种钢焊接结构。
HG785D高强钢塞焊工艺改进研究

HG785D高强钢塞焊工艺改进研究杨军良;吴海丽;李臣达;吴春德;马殿响;白晨;焦新平【摘要】针对HG785D高强钢产品塞焊质量差的问题,通过对产品结构特点及工艺进行分析,找出了导致问题出现的4个方面的因素,并通过进行塞焊孔结构改进、工艺参数优化、焊接顺序优选和环境温度改善等方面的研究,总结出了一套详细的塞焊工艺.运用改进的焊接工艺规范进行了产品塞焊缝焊接,结果焊缝外观成形良好、光滑平整.对焊缝进行磁粉检测结果表明,焊缝未出现未焊透、气孔、夹渣及未熔合等缺陷.将该技术应用于产品批量生产中,获得了满意的效果.【期刊名称】《新技术新工艺》【年(卷),期】2018(000)005【总页数】3页(P4-6)【关键词】高强钢;塞焊;焊接工艺参数【作者】杨军良;吴海丽;李臣达;吴春德;马殿响;白晨;焦新平【作者单位】山西航天清华装备有限责任公司,山西长治 046012;山西航天清华装备有限责任公司,山西长治 046012;山西航天清华装备有限责任公司,山西长治046012;山西航天清华装备有限责任公司,山西长治 046012;山西航天清华装备有限责任公司,山西长治 046012;山西航天清华装备有限责任公司,山西长治 046012;山西航天清华装备有限责任公司,山西长治 046012【正文语种】中文【中图分类】TG457在工程及武器装备领域,由于产品结构的局限性,塞焊缝在薄壁组焊中使用非常广泛,焊缝质量要求较为严格。
为了保证焊缝质量,应对焊缝表面进行磁粉检测,不允许出现裂纹、未熔合等焊接缺陷。
在实际产品焊接过程中,由于对塞焊技术研究较少,参考文献较少,焊接之后多数焊缝表面出现了大小不一、数量不等的裂纹及未熔合等缺陷,部分裂纹甚至延伸至母材,严重影响了产品的正常使用,为后期产品服役带来了安全隐患。
裂纹作为危害性最大的一种缺陷,对产品的抗拉强度有着致命的影响,这种影响随其所占截面积的增加而增大;同时,裂纹尖端还会导致应力集中,促使产品中裂纹在低应力下扩展甚至开裂。
高强度结构钢HG785D焊接工艺研究
高强度结构钢HG785D焊接工艺研究摘要:本文针对高强度结构钢HG785D材料分别使用手工电弧焊(SMAW)和熔化极气体保护焊(MIG)两个焊接工艺方法进行焊接试验,焊后对焊缝接头进行了机械性能试验分析与焊缝金相及组织的显微观测,掌握两种焊接工艺方法的焊接性。
实验结果显示,采用合理的焊缝参数、匹配的焊接材料及接头形式,可以得到焊接性能更加优异的焊缝接头,并已在实际产品的使用过程中获得了良好的效果。
关键词:高强度结构钢;HG785D;焊接HG785D属国内自主研发的新型低合金高强钢,具有高强度、低膨胀系数和稳定的弹性模量,由于它焊接前既不需要进行时效和热处理,而且焊接成型后一般又不需要做进一步的退火和热处理,为各种高强度结构焊接件的最理想材料。
然而低合金高强度钢焊接工艺由于是随着对其合金硬度等级要求标准的提高逐步地提高,冷裂纹产生的温度敏感性也逐步地增加,焊缝受热后发生破裂变形的温度倾向也随之明显逐渐地上升,所以,选择和设计出合理而可靠有效的焊接工艺参数显得至关重要[1]。
为了全面深入理解认识和准确把握HG785D钢板的主要焊接参数及工艺性能,掌握各种合理和有效组合的焊接性工艺原理和工艺参数,所进行的HG785D钢板焊接性工艺研究有着重大深远的意义。
一、试验材料和方法1.1试验材料本试验采用10mm厚HG785D钢板,V型坡口对接型式焊接,尺寸为300mmx100mm,坡口及尺寸见图1。
HG785D钢板化学成分和力学性能见表1和表2。
1.2焊接材料选择针对HG785D材料的主要成分、焊接产品力学性能要求以及焊接产品结构特点,本次在进行焊接产品工艺技术试验的研究过程中,HG785D钢板主要是通过使用手工电弧焊(SMAW)和熔化极气体保护焊(MIG)两个焊接工艺方法同时进行试件焊接[2],其中SMAW使用焊条J707,MIG焊使用焊丝ER80-G,其两种焊接材料的化学成分见下表3与表4。
1.3焊接试验由于焊接热能输入量是直接决定焊缝及接头的组织特性好坏的主要的参数,热输入量过大时,会直接使焊缝的热影响区的金属晶粒变粗大,产生更粗大晶粒的的铁素体含量,甚至会产生脆性组织,对金属韧性不好。
最新-承压设备焊接工艺研讨 精品

承压设备焊接工艺研讨1核心指导思想在承压设备制造过程中,焊接可以说是非常重要的工艺类型,焊接质量的高低,将对设备整体制造质量产生非常大的影响。
在承压设备焊接当中,其质量水平包括有焊接缺陷、应力、接头使用性能以及焊接外观等方面,其中,使用性能包括有弯曲、低温、高温以及耐腐蚀性能。
对于焊接工艺评定这项工作来说,其是指为了对焊接工艺正确性进行验证的过程以及评价,焊接基础质量为焊接接头使用性能,化学成分则为保证其具有耐蚀性的重要基础。
11接头使用性能。
在承压设备当中,其由焊接接头以及母材两方面组成,接头使用性能的高低将直接影响到压力容器质量。
评定过程方面,即根据所拟定的焊接工艺规程,根据标准规定进行试件的拟定以及检验,以此检测接头是否能够对使用性能进行满足,在现今工作中,将焊接接头性能作为对设备焊接工艺评定的目标可以说是对工艺评定标准进行制定的核心思想。
12堆焊层化学成分。
对堆焊工艺进行评定的过程,即是按照拟定规程根据规定内容进行试件的制取以及检验,检查堆焊层化学成分能够满足施工要求。
对此,堆焊层化学成分能够对规定要求进行满足,则成为了对堆焊工艺正确性进行验证的关键依据,堆焊方面,通常将焊接条件在变更情况下是否导致堆焊层化学成分变化作为进行判断的重要准则,并在此基础上实现堆焊工艺评定规则的制定。
2焊接工艺评定基础在开展焊接工艺前,首先需要做好焊接工艺规程的拟定,即由具有一定生产实践经验以及专业知识人员根据其掌握的材料性能,在同制造方焊接工艺以及产品设计要求的基础上实现供评定焊接工艺规程的拟定。
在承压设备焊接工艺评定工作中,金属材料焊接性能可以说是一项重要的前提与基础,如果没有做好钢材焊接性能的充分掌握,就很难通过完整焊接工艺规程的拟定开展评定。
在金属焊接性能试验中,其主要解决的目标就是如何对材料进行焊接,但不能对具体工艺下焊接接头性能是否满足要求的问题进行回答,即只有通过焊接工艺评定对该目标进行实现。
不仅材料焊接性能试验不能够对焊接工艺评定进行替代,相反,焊接工艺评定也不能够对材料焊接性能试验进行替代,即两者间是具有区别、且具有关联的概念,不能够互相代替。