激光切割工艺参数(铝合金和铝板)
6000w激光切割参数工艺表

6000w激光切割参数工艺表激光切割技术作为现代制造业中一种重要的材料加工方式,随着激光功率的提升,其在金属切割领域的应用也日益广泛。
本文将介绍6000瓦激光切割机的工艺参数表,帮助读者更好地了解和掌握这种先进的切割技术。
激光切割机型号:6000W激光切割机材料切割范围:•不锈钢:最大切割厚度为20mm•碳钢:最大切割厚度为25mm•铜和铜合金:最大切割厚度为12mm•铝和铝合金:最大切割厚度为10mm工艺参数表:切割材料切割厚度(mm)激光功率(W)氧气压力(MPa)切割速度(m/min)焦距(mm)不锈钢1 6000 1.8 15 120不锈钢2 6000 2.0 12 120不锈钢3 6000 2.2 10 120不锈钢5 6000 2.5 8 120 碳钢 1 6000 1.8 18 120 碳钢 2 6000 2.0 15 120 碳钢 3 6000 2.2 12 120 碳钢 5 6000 2.5 10 120 铜合金1 6000 1.5 12 120铜合金2 6000 1.8 10 120铝合金1 6000 1.2 15 120 铝合 2 6000 1.5 12 120金切割注意事项:•在切割不同材料时,需要根据实际情况调整激光功率、氧气压力、切割速度和焦距等参数,以获得最佳的切割效果。
•在切割过程中,操作人员需佩戴相关的防护装备,以确保人身安全。
•定期对激光切割设备进行维护和保养,确保设备处于良好的工作状态。
通过对6000w激光切割参数工艺表的了解,我们可以更好地应用这一先进的激光切割技术,为材料加工提供更高效、更精准的解决方案。
愿本文对您有所启发和帮助。
实用文档之激光切割工艺参数表-激光切割机工艺参数表-柏楚激光切割系统工艺参数
22
100
3000
O2
200
200
18
6
注:此参数表仅供参考,以实际设备状况及气体质量做适当调整。
切割用连续波(CW),打孔用脉冲(pulse)
90-
100
2200
O2
150
200
18
1
4
2200-
2400
1200-
1800
氮
气
15-
18
100
2200
O2
120
200
18
1
5
2300-
2400
1000-
1500
16-
20
100
2200
O2
120
200
18
1
6
2400
800-
1000
18-
20
100
2400
O2
120
200
18
2
8
2400-
3000
240
40-
60
1800
100
0.5
3
1200
3000-
5000
150-
220
30-
60
1800
80
0.5
4
1000
2500-
3500
120-
185
30-
60
2000
80
0.5
5
1200
2000-
3000
100-
160
25-
60
2000
80
0.5
6
1000
1500-
激光切割工艺参数表-激光切割机工艺参数表-柏楚激光切割系统工艺参数

1
5
2300
2400
1000
1500
16
20
100
2200
O2
120
200
18
1
6
2400
800
1000
18
20
100
2400
O2
120
200
18
2
8
2400
3000
500
800
18
20
100
2400
O2
120
200
18
3
铝板16毫米的工艺参数
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
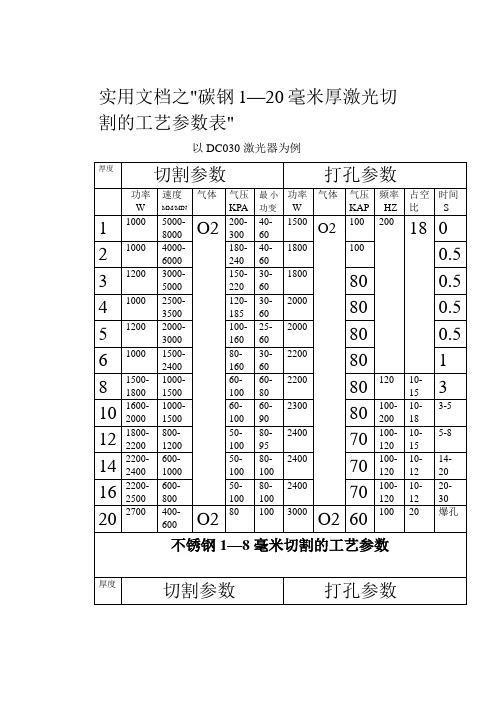
碳钢1—20毫米厚激光切割的工艺参数表
令狐采学
以DC030激光器为例
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1000
5000
8000
O2
200
300
40
60
1500
O2
100
200
18
0
2
1000
4000
6000
180
240
40
60
1800
100
60
80
2200
80
120
10
15
3
10
1600
激光切割机工艺参数表
激光切割机工艺参数表
激光切割技术是一种高效精密的材料加工方法,广泛应用于金属加工、电子器件制造、汽车零部件生产等领域。
激光切割机的工艺参数对加工效果起着至关重要的作用,不同的材料、厚度和要求都需要相应的设置工艺参数。
下面是一份典型的激光切割机工艺参数表,供参考:
工件材料分类:
•金属材料:不锈钢、铝合金、铜等
•非金属材料:有机玻璃、亚克力、木材等
工艺参数表:
参数名称参数数值
最大切割速度30 m/min
光斑直径0.15 mm
切割厚度范围0.5-25 mm
激光功率1000-6000 W
辅助气体种类氮气、氧气、氩气等
辅助气体压力0.5-2.5 Mpa
聚焦镜焦距100 mm
切割质量要求±0.1 mm
切缝宽度控制±0.05 mm
辅助气体流量5-15 L/min
工件温度要求< 60℃
切割边缘粗糙度≤ 12.5 μm
设备功耗15-50 kW
辅助气体纯度> 99.5%
光斑位置精度±0.03 mm
以上参数表仅为参考值,具体的工艺参数还需根据实际情况进行调整和优化。
在使用激光切割机进行材料加工时,操作人员应根据工件要求和材料特性来合理设置工艺参数,以达到最佳的加工效果和质量。
激光切割技术的不断发展和应用将为现代制造业带来更高效、更精密的加工解决方案,激光切割机的工艺参数表也将随之不断优化和完善,以适应各种不同材料和加工需求的应用场景。
3000w激光切割铝板参数

3000w激光切割铝板参数在当今制造业中,激光切割技术已经成为一种非常常见和重要的加工方法之一。
特别是对于铝板这种常见的金属材料,激光切割技术可以实现高效、精确的加工,得到优质的切割产品。
本文将重点探讨3000w激光切割铝板的参数设置,以及这些参数对切割效果的影响。
激光功率激光功率是影响激光切割效果的一个重要参数。
在3000w激光切割铝板时,激光功率越高,切割速度越快,但是也会增加能量密度,可能导致切割口质量下降,边缘变硬等问题。
因此,在设置激光功率时需要根据具体的铝板厚度和要求来调整,以达到最佳切割效果。
激光焦点激光焦点位置的选择也对切割质量有着重要影响。
对于3000w激光切割铝板,合适的激光焦点位置能够确保切割缝宽度和质量均衡。
通常情况下,焦点位置的选择与切割板材的厚度密切相关,需根据实际情况进行合理设置。
激光气体激光切割过程中所使用的辅助气体也是至关重要的一个参数。
针对3000w激光切割铝板,常用的气体包括氮气、氧气和氩气等。
不同气体会对切割速度、切口质量等产生不同的影响,一般情况下氮气用于不锈钢和铝等金属材料的切割,氧气则适用于碳钢等材料。
切割速度切割速度是3000w激光切割铝板过程中需要特别注意的一个参数。
切割速度过快可能导致切口不规整,切口质量下降;而切割速度过慢则会增加生产成本和工时。
因此,要根据具体的板材厚度和激光功率合理设置切割速度,以确保切割效果和效率的平衡。
其他参数除了上述几个关键参数外,还有一些其他参数也需要重视,如辐射角度、辐射时间、辐射距离等。
这些参数的设置会直接影响到切割过程中的熔池形成和清除效果,进而影响到切口质量和切割速度。
综上所述,3000w激光切割铝板的参数设置是一个复杂而重要的过程,需要综合考虑各项参数之间的相互关系,以达到最佳的切割效果和工艺要求。
只有在参数设置合理的情况下,激光切割技术才能充分发挥其优势,为金属加工行业提供更加高效、精确的加工方案。
百超6000w激光切割8mm铝板参数

激光切割技术在现代工业制造中扮演着越来越重要的角色,其应用范围涵盖了许多领域,包括金属加工、汽车制造、航空航天等。
在激光切割过程中,参数的设定对于切割效果具有至关重要的影响。
本文将以百超6000w激光切割8mm铝板为例,探讨其参数设置的最佳实践。
一、激光功率在对8mm铝板进行切割时,激光功率的选择至关重要。
一般来说,针对铝板的切割,应选择6000w以上的高功率激光设备。
较高的功率可以确保激光能够迅速将铝板切割开,保证切割速度和效率。
二、激光频率激光频率是指单位时间内激光脉冲的数量。
在切割8mm铝板时,适当的激光频率能够有效控制切割过程中的熔融区域,从而获得更加光滑的切割表面。
一般建议选择较高的激光频率,以提高切割质量。
三、氧气气压在激光切割过程中,氧气的辅助气体作用十分重要。
氧气的喷射可以有效清除切割过程中产生的熔渣,并促进熔融区域的形成和蒸发。
对于8mm铝板的切割,一般建议选择适中的氧气气压,以保证切割质量和效率。
四、焦距激光切割时焦距的选择同样至关重要。
适当的焦距可以确保激光能够在铝板上形成良好的熔融区域,从而保证切割质量。
在切割8mm铝板时,一般建议选择较短的焦距,以提高切割精度和速度。
五、切割速度切割速度是指激光在铝板上移动的速度。
针对8mm铝板的切割,一般建议选择较快的切割速度。
较快的切割速度可以保证高效率的生产,并且减少切割过程中对材料的热影响,从而保证切割质量。
六、辅助气气流量辅助气气流量直接影响着切割过程中的熔渣清除和熔融区域的形成。
在切割8mm铝板时,一般建议选择较大的辅助气气流量,以确保切割质量和效率。
对于百超6000w激光切割8mm铝板来说,参数的合理设置对于切割质量和工作效率具有至关重要的影响。
正确选择激光功率、频率、气压、焦距、切割速度和辅助气气流量,将能够确保获得高质量的切割产品,提高生产效率,满足现代工业制造的需求。
随着科技的不断发展,激光切割技术将在工业领域发挥越来越重要的作用,而寻求合适的参数设置,将成为工业制造中的关键问题之一。
激光切割工艺参数表

碳钢
以
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小 功变
功率
W
气体
气压
KAP
频率
HZ
占空
比
时间
S
1
1000
5000-
200-
W-:
1500
O2
100
200
18
0
8000
O2
300
60
2
1000
4000-
180-
40-
1800
100
0.5
6000
240
60
3
1200
3000-
150-
10-
3
1800
1500
100
80
15
10
1600-
1000-
60-
:60-:
2300
80
100-
10-1
3-5:
2000
1500
100
90
200
18
12
1800-
800-
50-
80-
2400
70
100-
10-
5-8
2200
1200
100
95
120
15
14
2200-
600-
50-
80-
2400
70
100-
200
18
3
3000
800
20
铝板1
---6毫米的工艺参数
厚度
切割参数
2mm铝板激光切割参数
2mm铝板激光切割参数
切割2mm铝板的激光切割参数包括但不限于以下几个方面:
1.激光功率:根据铝板的厚度和材质,适当调整激光功率。
通常情况下,切
割2mm铝板的激光功率范围在800W至1200W之间。
2.切割速度:根据铝板的厚度和材质,以及切割的精度要求,选择合适的切
割速度。
对于2mm厚的铝板,建议选择中速或高速进行切割。
3.焦点位置:将激光束聚焦在铝板表面,焦点位置要适中,以确保切割断面
质量。
4.辅助气体:采用高纯度氧气作为辅助气体,可以提高切割质量和速度。
5.切割精度:根据需要切割的图形和精度要求,选择适合的切割参数,如焦
距、光斑直径等。
6.铝板预处理:在切割前对铝板表面进行清洗或预处理,去除油污和氧化膜,
可以提高切割质量和速度。
需要注意的是,具体的参数设置还需要根据激光切割机的型号、性能以及实际生产条件进行调整和优化。
在实际操作中,建议多做实验,不断摸索,找到最适合的参数组合,以达到最佳的切割效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
占空比 停延时间 焦点位置 辅助气体O2 压力 % Sec mm bar 20 0.2 -0.5 1 25 0.2 -1 1 25 0.5 -2 1 小圆 激光模式 SP Hz W % mm/min 200 800 25 500 SP 750 1200 50 1300 SP 750 1200 55 1000 大圆 激光模式 激光功率 进给速度 W mm/min CW 1200 3000 CW 1500 2500 CW 1500 1800 CW 2200 1600 CW 2200 1300 CW 2200 1000 CW 2200 500 900 700 800 500 1500 1500 1800 2200 CW CW CW CW 25 1 0 2 25 1 0 1 25 1 0 1 25 2 0 1
激光频率 激光功率 占空比 进给速度
三、铝板切割的工艺参数
切割 激光模式 激光功率 进给速度 激光模式 激光功率 进给速度 激光模式 W mm/min W mm/min CW 800 1500 CW 1500 4000 CW CW 1100 2000 CW 1800 3500 CW CW 1800 2500 CW 2200 2700 CW 1800 1350 CW 2200 1600 CW 1800 1100 CW 2200 1300 CW 1500 50075 CW 1800 350 CW
四、非金属材料切割的工艺参数
模切板切割的速度与激光功率曲线图
模切板切割的工艺参数 模切板切割用辅助气体:AIR;切割气体的压力:3Bar左右;喷嘴的直径: 1.5mm;焦点离板材表面的距离:板上面2~3mm的位置;切割头选用透 镜焦距:7.5英寸。
激光功率
W
1800
2200
2200
进给速度
mm/min
5600
3750
500
激光模式
CW W 2200
激光功率
进给速度
mm/min
6000
三、铝板切割的工艺参数
注意事项:
不建议客户长期切割铝板材料。 当切割厚度≥4mm的材料时,切割φ1.5mm孔时应使用切割小孔时的参数, 氧气压力在4Bar(60Psi),或者开始切割时的速度是正常切割速度的20~30 %。 切割小孔是指孔直径≤5mm、板厚≤3mm,或者板厚>3mm、孔直径不大于 板厚尺寸的孔。 切割大孔是指孔直径>5mm、板厚≤3mm,或者板厚>3mm、孔直径大于 板厚尺寸的孔。