汽车白车身破坏性试验方法及设备运用探讨
超声波检测在汽车白车身焊点质量管控上的应用

超声波检测在汽车白车身焊点质量管控上的应用【摘要】汽车白车身焊点质量对汽车安全性能有重要影响,传统的焊点检验方式为破坏性检验,传统方法无法实现白车身的批量检查,且检查成本较高,去年我公司开始研究如何更有效的检查焊点和降低成本,并采购了一台超声波焊点检测仪,经过近一年的研究和使用,效果良好。
本文介绍了超声波焊点检测仪的工作原理、优缺点以及使用方法。
【关键词】超声波检测;焊点;质量管控前言:电阻焊因其操作简单、易于实现机械化和自动化、改善了劳动条件、提高了生产效率,且无噪声及有害气体,在大批量生产中,常常和其他制造工序一起被编到组装线上。
汽车白车身零部件主要靠焊点来连接,焊点质量直接影响到整车质量,对企业经营质量有严重损害,因此对电阻焊的管控变成了一项极其重要的工作。
1.超声波检测仪的优点及广泛应用1.1超声波无损检测仪的优点1.1.1 降低成本,通过对点焊质量的迅速评定来即时调整焊接工艺从而减少报废率;1.1.2降低产品质保期的风险,对所有检验结果进行统一存档。
1.1.3便于携带,具有遥控操作功能;1.1.4类似MS Office界面,易学;1.1.5带有USB接口,可连接各类外设;1.1.6 检测分析软件是开放式的,可针对现场的焊点对检测数据库进行修正,提高探测精度;1.1.7 带有网络接口,可连接PC进行数据通讯,可以通过网络迅速记录检验结果,从而实现与异地母公司或分公司之间同类车型检测方案的同步实施及检测结果的迅速比对,以及对生产线上不同焊接工位数台超声波检测仪的集中监控,检测数据和结果的统一管理和对焊接工艺参数的实时调整,实现闭环控制;1.2超声波无损检测仪的不足1.2.1 单晶片直探头无法成像和无法计算焊点直径1.2.2 在检测中需针对不同的焊核直径更换不同直径的点焊探头,较为繁琐1.2.3编程时间比较长,对使用的操作人员要求较高,人的因素会直接影响检测结果的准确性1.2.4在高强度钢板(770MPa或更高)焊点的检测的准确率不高,有误判1.3 工作原理1.3.1 向被测物体发射超声波。
白车身的焊接质量检验及判定
1 前 言
焊接质量在汽车制造业 中 占有十分重要的地位 因为制件 在组装后要承担几倍甚至几十倍 的载荷 ,因此 , 必须确保用户
的绝 对 安 全 。
b 采用常用量具对 开 1 3尺寸进行检测判定 ; c 特殊情况下 , 对 现有 尺寸 判定困难的可定期上 标仪” 检测 , 以求得检验判 定结果 2 . 4 要点检验 a . 5 点 下的场合 . 端末与中间 I 点检验 ; b 6 ~1 0 点端末与其间检验 2~3 点; c l 1 点以上 的场合 , 端末之间每 3 ~5 点之间检 d . 用凿 子不容易检验的部位用试验片进行榆验
a. M} 一 2 5 Nm
( 适用 于 四角 )
3 4 Nm
b . M6 — 一
3 4 N m
b M6 — 一 4 4 N m c . M 8 _ 一 5 4 Nm
c M 8 —— 4 4 Nm
不 合 格
焊接脱落
不 合格 合格 焊接直径小脱落 完全焊接好 , 则 一方 焊 棱把 对 面板 材 破 坏
d. M1 一
5 4 Nm
d. M1 — —_ 64 Nm e M 1 }一 7 4 Nm
e. M1 2 _ ——一 64 Nm
周 2 焊接状态示意周
3 . 2 扭 曲试 验 法
・
4 白车身的焊接破坏性检验
用凿子无法检验质量的情况 下 , 可用试验板片代替 ( 但 试 片应 与被检 部位板 厚材质一 致 ) ,用试验 片进 行扭 曲点焊 检 验=如图 3为两块试验片焊后状 态 , 受力方 向一正一反进 行。 判定基准 : 焊接部 位拉开后有撕裂凹坑为 良好。
Q O l m R  ̄ ) H E A V Y' I ' R U C K 2 0 0 0 6 .
汽车白车身破坏性试验方法及设备运用探讨
AUTO PARTS I汽车零部件汽车白车身破怀性试验方法及设备运用探过郭盛奇蒋玲面上醜用五菱汽车股份有限公司广西柳州市546007摘要:本文详细介绍了汽车白车身破坏性试验方法及设备运用。
关键词:白车身;破拓性实验;设备;方法1引亩目前,国内外汽车企业白车身大部分都 是用电阻焊来焊接,而对焊点的检査除了一 些无损探伤设备之外,更重要更直现而且是 必不可少的检査方法就是破坏性试验。
当前,随着汽车的发展,越来越多先进的方法 及设备研发出来,极大丰宫了破坏性试验。
因此,本文将对汽车白车身破坏性试验方法 及设备运用探讨进行详细的阐述。
2白车身主要焊接类型飾2.1电阻焊电阻焊,是指利用电流通过焊件及接触 处产生的电阻热作为热源将想件局部加热,同时加压进行焊接的方法。
焊接时,不需要 填充金属,生产率髙,焊件变形小,容易实 现自动化。
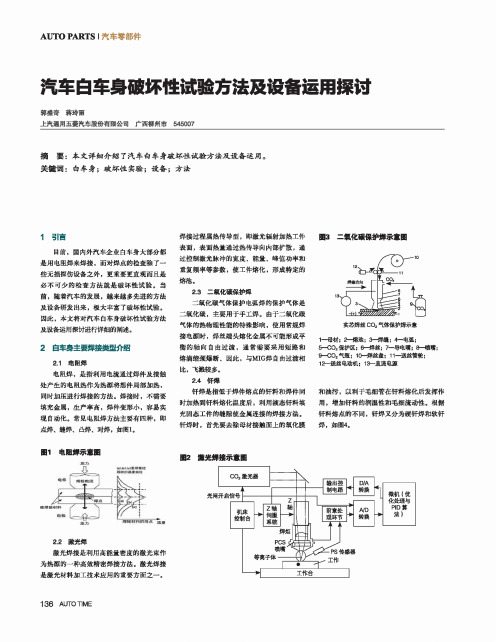
常见电阻焊方法主要有四种,即点焊、缝焊、凸焊、对焊,如图1。
焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的娜。
2.3二氣化拔保护焊二氧化碳气体保护电弧焊的保护气体是二氧化碳,主要用于手工焊。
由于二氧化碳气体的热物理性能的特殊影响,使用常规焊接电源时,焊丝端头溶化金属不可能形成平衡的轴向自由过渡,通常需要采用短路和熔滴缩颈爆断、因此,与MIG焊自由过渡相比,飞溅较多。
2.4钎焊钎焊是指低于焊件熔点的钎料和焊件同时加热到钎料熔化温度后,利用液态钎料填充固态工件的缝隙使金属连接的焊接方法。
钎焊时,首先要去除母材接触面上的氧化膜图3二氧化碳保护辉示意图1-^S■材;池i3~^|;4—电31;5~002保妒区;丝:7-导电嘴;9~C02气瓶:10~«?丝盘;11-21丝管轮:丝电动机;13—直流电源和油污,以利于毛细管在钎料熔化后发挥作用,增加钎料的润湿性和毛细流动性。
根据钎料熔点的不同,钎焊又分为硬钎焊和软钎焊,如图4。
白车身焊接强度检验与质量管控

车辆工程技术43车辆技术 车身是由冲压件焊接而成的。
电阻点焊是车身焊接中最重要的连接方法。
白焊占整个车身的90%以上。
普通轿车白车身焊点达到4900-5600个。
因此,电阻点焊强度的控制对保证整车的安全性具有重要的作用。
在实际生产中,焊点强度主要受电极压力、电流参数、通电时间等焊接参数及焊接操作方法的正确性与焊接金属表面状态的影响。
通过周期性监测焊接参数,采用抽样的方法进行焊接强度试验,以达到焊点的强度管控。
1 焊点强度检验方法1.1 工位凿检 在需进行检查的焊点附近的板件间隙(如果是三层板焊点,在第一层和第二层之间,在第二层和第三层之间)之间使用錾子打开板件间隙进行焊点熔核的观测。
錾子錾入到一定程度后,左右晃动錾子,焊点未出现崩开,且拿出錾子可以看到白色的结晶熔核,判定为焊点合格装态。
检验后及时进行板件恢复。
对于每一个焊钳的每一个参数,都需要设置对应的焊点进行凿检验证。
直接对产品进行工位凿检,比试件法更能反映实际输出的焊接参数。
为了避免因凿除而报废,在选择焊点时为了考虑操作的可行性和可修复性,一般不选择有外观要求的焊点和高强度钢接头。
对于不能半破坏性的焊点,焊接要求采用试件法进行检验。
1.2 集中凿检 集中凿除与工位凿检方法相同,主要针对生产无法人工实时凿检的机器人焊接点,在生产线上设置专门的检测点进行强度检测。
集中拣选焊点的原则与手工线相同。
一个集中凿检站需要检查10~40台以上机器人焊接参数的焊接机器人,多采用循环的方法。
在节拍中只检查3到4个机器人焊接参数对应焊点,10到15台白车身完成1个周期。
1.3 无损探伤 无损检测是在不损坏或不影响检测对象功能特性的前提下,通过超声波、红外线和电磁等物理方法对焊接质量进行检验的方法。
目前在实际生产中最常用的无损探伤是超声波探伤。
超声波在被测车身金属材质中传播时,被测焊点处金属金相组织的变化对超声波的传播会产生影响,通过对超声波反射波形受影响程度的观察,了解焊点性能和内部缺陷。
白车身体型尝试测定研讨PPT优质资料

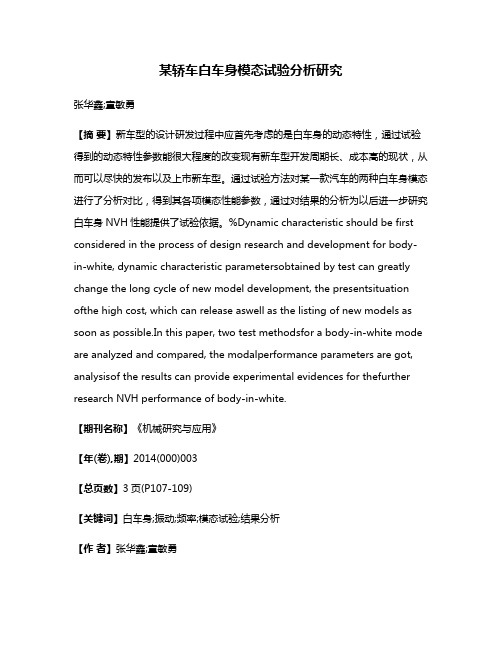
10mm×10mm,螺钉连署用RBE2 单元摹拟,焊点用CWELD 单元摹拟,焊缝用RBE2
单元摹拟。
图2 白车身FEM 板型3.2 尝试台架 3.2.1 尝试测试系统及准备 尝试勘测剖析系统由
尝试激振系统、响应拾振系统以及模态剖析和处置系统等三大多组成。那里面: - 尝试
激振系统涵盖:激振信号发生器、有不可缺少对白车身尝试和仿真整个的局面:胸怀~模态施行有关性剖析。事 情的真实情况上,这种剖析是一个不断辨别和减损测试和仿真剖析误差达到
白车身体型尝试测 定研讨
为了增长整车的 NVH 性能,车身NVH 剖析已经变成车身研发中最关紧的性能剖析 之一,而白车身有限元板型是后续车身坚强度和NVH 剖析的基础。因为这个,在有样 车的事情状况下,有不可缺少针对白车身状况、品质、尝试模态和频响传交函数FRF( Frequency Response Function)等对白车身有限元板型施行证验和板型更新,使其更 能合乎实际,因此增长后续仿真剖析的精密度。本文首先从白车身状况、品质、模态和
传感器、力传感器和数值搜集系统; - 模态剖析和处置系统主要是模态剖析软件 LMS
b。 具体的测试系统如图3 所示。
图3 白车身模
态勘测剖析系统3.2.2 尝试车身准备 支承形式:摹拟“自由─自由”边界条件,将白车身
用软和的橡胶绳吊挂于吊架水准位置或将其至于弹性基础上,悬吊试件的连署点挑选处于
2 品质测定 CAE 板型白车身称重350. 1 目标 为了确认仿真板型的摹拟精密度,确认仿真基础板型与尝试板型具备较高的有关性,有不可缺少对白车身尝试和仿真整个的局
面110C频图:mAm胸E率4×板怀1低型~白0m模于依车m态据,白施身几螺行车何模钉有板连身关态型署性最树测用剖立R低析试B白E。弹车激2 身单性振(元体不器摹带拟模经前,态后过焊风点频挺挡用率玻杆CW璃的与E)L1有力D0限单百传元元板分感摹型拟之器,,壳百衔焊单缝,接元用总如,RB额E图力为2单,4传元节感所摹点拟总器示。额经。为,过均铜匀单底元座尺寸与为车身衔接 对性,所剖有 析作仿最别真后和结在尝果前试。模左态纵最后梁结前果施部行(有关+性Z剖向析,)并和对刚后体右模态纵、梁部分后模部态和(频-率Y关向涉等)事挑情状选况两施行个处激置,振获点得入,图以6 所取示的得有尽关 白有车身可有能限元多板的型品模质态与尝振试型样车信的息品质。普通3要.2求.3在较传小感的误器差安置形式 将被测结构施行网格区分清楚,在能 2件尝够的试连反车署身映点准挑外备选形处支于特承或形点近式乎标:所摹志关拟切处“模自安态由的置─节自传点由上”感,边器并界保条,证件如其,将无在白上车外刚身体力用模软效态和用的橡点胶、绳吊关挂紧于吊的架响水准应位典置或、将器其至件于的弹性交基联础上点,悬和吊试 3 传品感质器安集置中形式点等将被处测;结构这施个行网之格外区分在清有楚,兴在致能够地反区映外范形围特点合标适志处多安布置传一感点器,响如应在外典力,效用原点则、关上紧使的响拾应振典、点器尽件的 交白效有时联车用点 身 的可全和F最R能部品后F质结是平勘集果白均测中。车点身安点等上置组处不;一在成样白尝点对车试激身的发鼓上几励。何点的如板位图型移、。5速所度图或示5加,速白度红车频色响身传结模交点特态别就测的是性试质本传,次它感是剖器品析质安矩的置阵传、4刚感测度器定矩阵安内和置部阻尼点实矩,质阵并同意肩 -首响义先应,拾4对.振白1系车状统身涵况整盖个测:儿加定频速率度白段传依车感据器身经、验力设传置感0.器和数值搜集系统;
白车身焊接强度检验控制方法

(白车身焊接强度检验控制方法)版本A/01、范围1.1、本控制方法规定焊装厂产品调试、试生产、生产阶段焊接强度的控制内容、检验方法、检验频次、记录、缺陷产品处理和工装设备处理等要求。
1.2、本控制方法适用于焊装厂内部所有焊接强度的检验控制。
2、引用(相关)标准和文件无3、定义焊接强度:是指对焊缝(熔核)及其周围母材热影响区组织的抗拉性能和屈服性能的可靠性评价。
4、职责4.1、破坏检验由质量科委派专职人员,在专用焊缝破坏检验室负责实施。
4.2、直观检查由车间直接生产工人在作业过程中负责实施,质量科检查人员巡检。
4.3、无损检查由车间直接生产工人在作业过程中负责首检,质量科检查人员巡检。
5、检验控制方法5.1、电阻焊检验控制方法5.1.1、产品破坏检验程序破坏检验应指将工具或装置插入焊接部件以及临近焊缝的部件之间直到元部件彻底分离。
焊点直径则通过在直角方向获取的两个测量值(取最小值)决定。
如果检查两个以上工件之间焊缝,必须在每对相邻工件之间检验。
5.1.1.1、在工艺调试时期,应该在各个分总成工位对焊缝进行破坏性检验,以保证焊缝质量满足工艺要求,并发现潜在可疑区。
5.1.1.2、应该对可疑区继续进行破坏性检验,直到达到了所有焊缝质量均能满足工艺要求。
5.1.1.3、在试生产阶段,应对每个总成区的总成焊缝进行彻底破坏性检验,以保证在正常生产条件下的焊缝质量。
在投产前阶段,应再次对可疑区进行进一步的破坏性检验,确信焊缝质量完全满足工艺要求。
5.1.1.4、在正常批量生产过程中,现场加工的所有焊缝应检验周期进行破坏性检验。
如果需要,分总成应该与车身一起接受检验,以保证所有焊缝都按照前述周期接受检验。
5.1.1.5、必须持续分析检验结果,对潜在可疑焊缝继续进行更多的检验,以保证可疑焊缝充分得到控制,直到采取的改正措施已经在生产工艺过程中得到真正落实和实施。
5.1.1.6、破坏性检验程序是对整个白车身焊接强度保证系统的审核;如果发现不合格焊缝,必须立即采取以下措施:保证识别并隔离所有可疑工件,直到采取了合适的改正措施。
汽车白车身质量控制思路与方法的探讨
汽车白车身质量控制思路与方法的探讨摘要:加强对白车身进行质量控制是提高汽车整体质量的重要环节之一,也是一个比较复杂的生产过程。
而汽车行业的飞速发展使得汽车生产的规模越来越大,生产效率也越来越高,在这种快节奏的生产模式下,如何控制好白车身的质量是一个非常有挑战性的生产环节,也是不断提高汽车生产技术的必然要求。
接下来,就汽车白车身质量控制思路与方法展开论述。
关键词:汽车白车身;质量控制;思路;方法引言汽车白车身是汽车成品的前身,即已完成焊接但并未涂装的汽车结构体。
针对汽车制作过程中白车身焊制质量的管控是一项甚为繁杂的综合性工程,其关联到冲压过程技术分析、冲模构架的完整配置、冲压过程检定器具的运用、焊接技术指标分析、焊接紧固模式的设定、元器件允许偏差的恰当选定及科学分配等多项内容,另外还包括模具制作、工件夹具的调定等重点工作。
完整利用冲压、焊制工程知识和检测技艺,切实做好新款汽车白车身研发及制作过程中的质量管控,可有效缩短白车身半成品构架的研发周期、优化产品品质、减少制作费用,且由产品工艺品质着眼,可推进实现汽车白车身的顺利生产。
1加强白车身质量控制的重要意义白车身作为汽车的构成要件之一,承载着汽车的其他要件,是人们最直观看到的部分。
加强白车身的质量控制不仅关系到汽车的外观,也影响着汽车的整体质量和性能,其质量水准也是衡量一个汽车企业生产工艺和水平的重要标尺。
在白车身的整个生产过程中涉及到很多生产工艺,只有加强对每个生产环节的工艺控制,才能有效保障白车身的质量。
生产工作中,焊接点质量控制、白车身涂胶质量控制方法、白车身的尺寸控制方法、选装件区分质量控制方法、扭矩控制方法和表面质量控制方法这六种生产工艺是最主要的生产方法,因而,加强对这六种生产工艺的应用和控制,对于提高白车身的车身质量,提高企业的经营效益有着非常重要的意义。
2产品数据传输的准确性2.1产品设计的数据模型化传统的汽车白车身开发与制造方式是以主模型、主样板、主图板的结合来作为形状和尺寸的确定依据,车身开发与设计大多数采用逆向工程。
某轿车白车身模态试验分析研究
某轿车白车身模态试验分析研究张华鑫;童敏勇【摘要】新车型的设计研发过程中应首先考虑的是白车身的动态特性,通过试验得到的动态特性参数能很大程度的改变现有新车型开发周期长、成本高的现状,从而可以尽快的发布以及上市新车型。
通过试验方法对某一款汽车的两种白车身模态进行了分析对比,得到其各项模态性能参数,通过对结果的分析为以后进一步研究白车身NVH性能提供了试验依据。
%Dynamic characteristic should be first considered in the process of design research and development for body-in-white, dynamic characteristic parametersobtained by test can greatly change the long cycle of new model development, the presentsituation ofthe high cost, which can release aswell as the listing of new models as soon as possible.In this paper, two test methodsfor a body-in-white mode are analyzed and compared, the modalperformance parameters are got, analysisof the results can provide experimental evidences for thefurther research NVH performance of body-in-white.【期刊名称】《机械研究与应用》【年(卷),期】2014(000)003【总页数】3页(P107-109)【关键词】白车身;振动;频率;模态试验;结果分析【作者】张华鑫;童敏勇【作者单位】天津职业技术师范大学汽车与交通学院,天津 300222;天津职业技术师范大学汽车与交通学院,天津 300222【正文语种】中文【中图分类】TK4220 引言如今在世界各汽车公司竞争日渐白热化的趋势下,有效的缩短新车型的研发,不断变更新车型研发的方式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汽车白车身破坏性试验方法及设备运用探讨
作者:郭盛奇,蒋玲丽
来源:《时代汽车》 2018年第8期
1引言
目前,国内外汽车企业白车身大部分都是用电阻焊来焊接,而对焊点的检查除了一些无损探伤设备之外,更重要更直观而且是必不可少的检查方法就是破坏性试验。
当前,随着汽车的发展,越来越多先进的方法及设备研发出来,极大丰富了破坏性试验。
因此,本文将对汽车白车身破坏性试验方法及设备运用探讨进行详细的阐述。
2白车身主要焊接类型介绍
2.1电阻焊
电阻焊,是指利用电流通过焊件及接触处产生的电阻热作为热源将想件局部加热,同时加压进行焊接的方法。
焊接时,不需要填充金属,生产率高,焊件变形小,容易实现自动化。
常见电阻焊方法主要有四种,即点焊、缝焊、凸焊、对焊,如图1。
2.2激光焊
激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。
激光焊接是激光材料加工技术应用的重要方面之一。
焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。
2.3二氧化碳保护焊
二氧化碳气体保护电弧焊的保护气体是二氧化碳,主要用于手工焊。
由于二氧化碳气体的热物理性能的特殊影响,使用常规焊接电源时,焊丝端头熔化金属不可能形成平衡的轴向自由过渡,通常需要采用短路和熔滴缩颈爆断、因此,与MIG焊自由过渡相比,飞溅较多。
2.4钎焊
钎焊是指低于焊件熔点的钎料和焊件同时加热到钎料熔化温度后,利用液态钎料填充固态工件的缝隙使金属连接的焊接方法。
钎焊时,首先要去除母材接触面上的氧化膜和油污,以利于毛细管在钎料熔化后发挥作用,增加钎料的润湿性和毛细流动性。
根据钎料熔点的不同,钎焊又分为硬钎焊和软钎焊,如图4。
3破坏性试验主要方法
3.1破拆检查
主要是运用气铲、撬棍、扩张机、钣金錾等破拆工具对电阻焊点进行破开,如图5,按照具体板厚焊接的熔核大小要求,使用游标卡尺以及卡规对焊点熔核大小进行检查,同时亦可以对钣金涂胶进行检查。
3.2金相试验
金相试验是金属材料试验研究的重要手段之一,采用定量金相学原理,由二维金相试样磨
面或薄膜的金相显微组织的测量和计算来确定合金组织的三维空间形貌,从而建立合金成分、
组织和性能间的定量关系。
将图像处理系统应用于金相分析,具有精度高、速度快等优点,主
要是运用于白车身钎焊、激光焊、二氧化碳保护焊的焊缝的质量检查,输出金相报告,如图6。
4破坏性试验主要设备
4.1气动类破坏性试验工具及运用介绍
气铲作为破坏性实验目前主要的一种破拆设备(如图7),是以压缩空气为动力,使其内
部的锤体进行往复运动,并击打铲钎,从而实现铲子对钣金焊接焊点进行凿打作业,对于撑开
焊点的非常实用,优点是设备比较简单,维护方便,价格合理,工作平稳,安全可靠,缺点就
是笨重,震动强,噪音大,损耗快。
4.2液动类破坏性试验工具及运用介绍
4.2.1手动液压钳
主要是通过讲钳头插入分离的缝隙中,手摇液压泵,产生压力,推劝锲铁内部的扩张头,
使锲铁向外扩张,从而使物件分离,优点是省时省力,快捷方便,安全可靠,经久耐用,缺点
就是笨重,效率差,具体如图 (8)所示。
该种设备主要是用于白车身拆下来的小块零件破坏,对于零件焊接件比较大的部位,仅靠人力作用,不仅破坏效率差,也不符合人机工程,因此这
类设备使用的厂家比较少,已经普遍采用自动式的液压钳。
4.2.2便携式自动液压钳
主要是通过液压钳本身自带的电池提供电源,然后通过里面的液压电机,驱动开口钳
张合,优点是轻便易携带,价格合适,缺点是续航能力差,电池需要经常更换,不适用长
时间的破坏性工作,具体如图(9)所示。
这套设备本身是属于消防器材,所以只能临时破一些小的焊接件,不可以长时间进行使用,否则容易造成设备损坏。
4.2.3非便携式自动液压钳
主要是用于长时间换人不换机的工作状态,对钳体本身的制造水平要求很高,也是通过电
能转液压能再传递给机械能的传递方式,组成主要是泵站,钳体,以及管线。
优点是扩张力大,能24小时工作,操作方便,缺点是价格昂贵,对场地有一定的要求,具体如图(10)所示。
此类设备在国内使用比较少,主要是用于国际知名汽车厂家破坏性实验使用,比如德国宝马,奔驰等,由于其直接有正常电源提供,能长时间工作,对于国内的厂家,由于破车任务繁重,所以
该设备是非常适合的,目前已经有多家国内车企破坏性实验开始采购使用,从实际情况反馈回
来的信息,效果还是非常不错的。
5结语
通过对汽车白车身破坏性试验方法及设备运用探讨的详细介绍,可了解到破坏性试验主要
涉及的焊接类型,以及对应的试验方法,同时可以看出破坏性实验所需要配备的工具及设备多
种多样,而选择哪种合适本身工厂实际情况的至关重要,因此选择合适的,涉及到否能节省大
量资金,是否还能最低满足本身工厂的破坏性实验的最大要求。