型钢柱详图(十字形)
十字柱
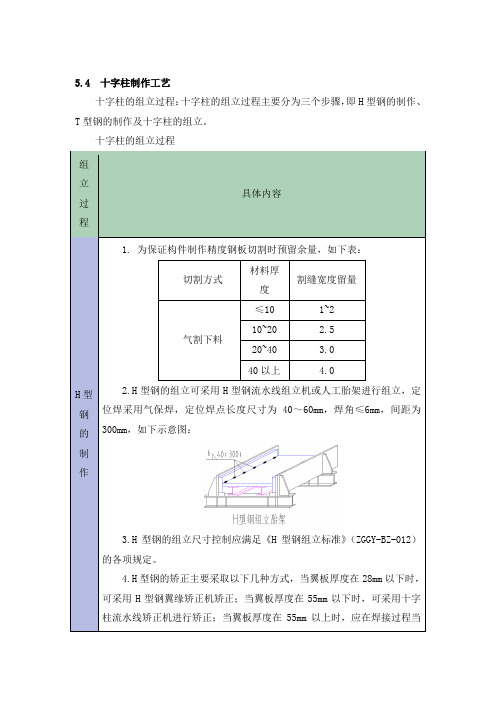
5.4 十字柱制作工艺十字柱的组立过程:十字柱的组立过程主要分为三个步骤,即H型钢的制作、T型钢的制作及十字柱的组立。
十字柱的组立过程组立过程具体内容H型钢的制作1. 为保证构件制作精度钢板切割时预留余量,如下表:切割方式材料厚度割缝宽度留量气割下料≤10 1~210~20 2.520~40 3.040以上 4.02.H型钢的组立可采用H型钢流水线组立机或人工胎架进行组立,定位焊采用气保焊,定位焊点长度尺寸为40~60mm,焊角≤6mm,间距为300mm,如下示意图:3.H型钢的组立尺寸控制应满足《H型钢组立标准》(ZGGY-BZ-012)的各项规定。
4.H型钢的矫正主要采取以下几种方式,当翼板厚度在28mm以下时,可采用H型钢翼缘矫正机矫正;当翼板厚度在55mm以下时,可采用十字柱流水线矫正机进行矫正;当翼板厚度在55mm以上时,应在焊接过程当立过程具体内容中采用合理的焊接工艺顺序辅以手工火焰矫正。
5. H型钢的焊接采用门型埋弧焊机,焊前应按标准要求设置引、熄弧板。
对于坡口焊缝,先采用气保焊打底(熔透焊缝需反面清根)。
T型钢制作1.对于T型钢的制作采取先制作H型钢,再将H型钢拆分成两支T型钢的方法;因此,在进行H型钢腹板下料时,其腹板宽度为两块T型钢腹板宽度之和,并对该H型钢腹板在直条切割时断续割开,外形上仍是一个整体,切割起始处可用手枪钻加工一直径为φ8-10mm的小孔作为起始端;待H型钢的组焊、矫正完毕后,再利用数控切割机将预留处割开,使之成为两个T型钢;2.T型钢的组焊、矫正等工序与H型钢制作方法相同。
3.为保证T型钢翼缘板与腹板角度,在翼缘板与腹板之间焊接临时支撑。
减小构件在吊装过程中变形。
4. T型钢的翼缘板拼接缝和腹板拼接缝两者错开的间距应不小于200mm。
翼缘板拼接长度不应小于2倍板宽,腹板拼接宽度不应小于300mm,立过程具体内容长度不应小于600mm。
十字柱组立1.确定装配基准线:在H型钢及T型钢(已组立成H型)组焊完毕并校正合格后,在其端头腹板上确立装配基准线,并用记号笔标记、打样冲眼。
大截面超长十字型钢柱制作安装技术

2 适用 范围及工艺流程
1 ) 适用 于十字柱钢结构制作 、 工 艺选择 、 钢板 放样下料 、 组对 、 焊接、 矫正等工序的要求。 2 ) 工 艺 流程如 图 1所示 。
于 T形 钢 焊接 后 翼 缘 板 和腹 板 垂 直 度 出现 偏 差 时
很难校正 , 故将 2根 T形钢先做成 1 根 H型钢, 焊
第1 1 期
庞
忠: 大截面超长十字型钢柱制作安装技术
1 2 7
接引弧 板及 引 出板 , 引弧 板及 引 出板 要 与母 材 材质 、
厚度及 坡 口形 式 相 同 , 引 弧 板 和 引 出板 的长 度应 大
于或等于 1 5 0 a r m, 宽度应大 于或等 于 1 0 0 m m, 焊缝 引出长度应大于或等于 8 0 m m, 保证引弧及收弧处
接校正 后再 剖成 2根 T形钢 。
4 ) 预留焊接收缩量。十字柱下 料时腹 板开双 边坡 口, 宽度方 向留 4 m m收缩余量 , 长度方向留 3 O 5 0 m m切割余量 ; 具体如下 :
3 施工技术及操作要点
3 . 1 钢 板放样 及 下料
~
第一种 H 1 1 0 0 X 4 5 0 X 1 6 X 2 5 : 主部 分 H1 1 0 0× 1 ) 下料前对钢材进行几何尺寸、 表 面质量等方 4 5 0×1 6 X 2 5腹 板 下 料 尺 寸 为 1 6 mm ×1 0 5 0 am; r 副 面的检 查 。钢材 端 边 或 断 口处 不 得有 分 层 、 夹 渣 等 部分 因要 剖成 2根 T型 钢 , 要加 切 割量 ; 故 H1 0 8 4× 缺陷。钢材表面损伤 、 锈蚀 , 经打磨修整后 , 其厚度 4 5 0×1 6× 2 5腹 板 下 料 尺 寸 为 1 6 m m X 1 0 8 6 a r m, 腹 削减量不应大于该钢材厚度负偏差值的 1 / 2 。 板坡 口型式如 图 2所 示 。
浅谈十字型钢柱的制作工艺及现场安装

及时清除切 口边缘上 的熔瘤 、飞溅物等 ,剪切切割后及 时磨除切 口边缘 的冷却硬化层和毛刺 。板条 由于切割引 起变形采用火焰矫形 。 2 3编 号 由于工程属于高层结构 ,构件 比较复杂, . 所有 工料 必须统 一编 号 。十字 形钢柱 在钻 孔前 钢板 要 统一编号 。顺 时针标 出东 ( )、南 ( )、西 ( )北 E S w ( )。确 定钢 柱的现 场安装方 向。 N
附 图 一
1 )两端最外侧孔 间距偏差为 ±3 0 . 毫米 。
2 )孔 的 圆 度 为 10 .。 3 )同 一 组 内相 邻 两 孔 间距 ±0 7 米 。 .毫 4 同一 组 内任 意 两 孔 间 距 ± 10 米 。 ) .毫
为了满足 工艺要求必须加工一些常用模具来保证加工
喷砂处理高强度螺栓 摩擦 面的表 面粗糙度 :喷砂压 力约6g c2 K /m ,石英砂的粒度1 5 m ,加工后的钢材表 .  ̄4m 面呈现灰 白色 ;用 电动砂轮机打磨钢板的表面 ,砂轮打 磨 的方向与受力方 向垂直,打磨范围不应小于4 倍螺栓直 径 ,打磨 时不应在钢材表面磨 出明显的凹坑;
贴。方法用0 3 m . m 塞尺检查 ,其塞入面积应 小于2% 5 ,边
缘 问 隙 不应 大 于0 8 m .m 。
有大型矫形机的用设备矫形,没有 的就采用火焰顶
推来矫 形。
附 图 二
2 1 打钢 印号 ( .O 柱的编号 )柱的编号标在指北 的
2 5 开 坡 口 设计 要求所有 的熔透焊缝为一级 ,这 .
的精度 ( 附图二) 模具的选材必须是高硬度 的材料。 见 ,
ISA L IN N T L AT O
59
连接板 固定 ,防止变
现代式柱详图 (6)

十字柱制作流程

01、十字柱端部坡口作业示意图0101、将端部铣已经完成的十字柱放置于工位上;(此时腹板已经开好坡口)0102、以铣平面为基准,按图画线,定出构件的长度,再根据设计及工艺要求的坡口角度,划出坡口线;0103、调整切割机轨道并根据坡口调整好割咀;0104、调整好切割参数进行坡口切割,切割时注意控制好坡口钝边和角度(钝边小于2mm,坡口角度一般为35°)切割完一面后翻转构件切割其他面;0105、清除割渣,并对坡口面进行打磨。
确保割纹深度小于0.3mm,局部缺口深度小于1.0mm,切割面平面度小于0.05 t(t为板厚),且不大于2.0mm;02、十字柱端面铣削工序作业示意图0201、在矫正好的十字柱上划出翼缘中心线、铣削基准线并敲上样冲点;0202、将十字柱吊至铣削滚轮架上,调整构件的长度方向上的四个面都垂直于铣刀面,利用辊轮架上前后两个靠山顶紧;0203、然后利用顶杆顶紧固定构件,防止构件窜动摇晃;0204、调整刀头进行铣削,铣削掉半个样冲点为止;铣削时可先粗铣,再精铣,精铣时进刀量要调小;铣削结束后将构件吊离工作平台;要求铣削过程中不能停刀,逐层铣削且进刀量逐层减小;03、十字柱腹板坡口作业示意图0301、清除操作平台上的杂物,将下料合格的钢板吊至平台,并划出坡口基准线;0302、常用的坡口尺寸见图,对于设计或工艺有特殊要求的按特殊工艺执行;0303、摆放并调整切割轨道,以保证小车的行走轨道与板料平行和距离适当;0304、对切割机进行调试后切割;0305、钢板宽度<1000mm时,按图示的方法进行切割;0306、钢板宽度≥1000mm时,按图示的方法进行切割;0307、铲除割渣;0308、对坡口以及坡口两侧20mm范围内的钢板进行打磨,确保割纹深度小于0.3mm,局部缺口深度小于1.0mm,切割面平面度0.05t,且不大于2.0mm,不得有油污、铁锈及其它污物;对超标缺陷进行焊补打磨;0309、切割完毕后规范堆放。
超高层钢结构制作工艺介绍(h型柱、十字型钢骨柱、箱形柱、十字柱与箱型柱、钢柱牛腿)_secret
超高层钢结构制作工艺介绍(H型柱、十字型钢骨柱、箱形柱、十字柱与箱型柱、钢柱牛腿)1、H型柱制作工艺2、十字型钢骨柱制作工艺3、箱形柱制作工艺4、十字柱与箱型柱的拼接5、钢柱牛腿的制作6、材料质量控制7、除锈、涂装、编号8、包装、运输与交接1、H型柱制作工艺1)放样:各施工过程如钢板下料切割、H型钢组合、各部件和零件的组装,构件预拼件组装都需有专业放样工在加工面上和组装大样板上进行精确放样。
放样后须经检验员检验,以确保零件、部件、构件加工的几何尺寸,形位分差、角度、安装接触面等的准确无误。
2)划线和号料:对尺寸较小的板、杆材在不必要数控切割的情况下,采用人工划线、号料。
划线、号料人员应做到熟练制作样板、样杆,熟悉样板、样杆上标注的符号和文字含意,搞清号料数量。
3)下料切割(含坡口):包括气割、剪切和坡口。
本公司下料切割的主要设备有伊萨—汉考克等离子、火焰多头数控切割机、小车式火焰切割机、卧式带锯床、坡口机、剪板机等。
切割前应用矫正机对钢板或型材进行矫正。
对焊接钢板或型钢还必须进行检验和探伤,确认合格后才准切割。
加工的要求应按公司内控标准检验切割面、几何尺寸、形状公差、切口截面、飞溅物等,检验合格后进行合理堆放,做上合格标识和零件编口4)H型钢组立:组立主要是指H型钢埋弧焊前的点焊定位固定,组立是在自动组立机上进行,组立前应对翼缘板和腹板去除毛刺、割渣,并应进行矫正,由放样人员划出中心线、定位线,待检验合格后才准上组立机进行组立点焊固定。
5)埋弧焊:埋弧焊主要是对钢柱、钢梁类的H型钢的焊接。
柱、钢梁的埋弧焊一般采用门式埋弧焊机电焊,量大而较规则的H型钢则采用H型钢自动生产线制作。
埋弧焊时必须根据钢板的厚度和品种按工艺文件采用相应的焊丝、电流、电压以及焊接速度,同时必须注意焊剂质量,特别是焊剂干燥度,H型钢焊随后应进行矫正。
6)锁口和端头加工:H型柱与主梁一般设计选用高强度螺栓连接,待H型钢加工及检验合格后,用端头铣进行端头铣平加工。
十字型钢柱制作工艺
十字型钢柱制作工艺十字型钢柱制作工艺(地产大厦)补充文件1 使用范围本工程使用于低碳钢、高强度钢及普通铸钢的焊接,适用于建筑钢结构十字型构件的加工制作工序,包括工艺流程的选择、放样、下料、制作H型钢、制作T型钢、矫正、边缘加工、组装十字柱、焊接十字柱、装焊顶板和地脚板、矫正调直、清理挂牌、验收出厂等工序。
2 工艺原理采用H 型钢生产自动流水线先加工制作成H 型钢,然后再加工成T型钢,最后组装成十字柱,此十字型钢柱作为型钢混凝土柱的型钢。
其中钢板采用多头切割机下料后,将腹板与翼缘板组立后,采用自动船形位置焊接,然后进行矫正、切割,组装成十字柱,十字型钢柱中间的十字焊缝采用CO2气体保护焊焊接而成。
3 施工工艺流程和操作要点3.1 工艺流程放样、下料→H型钢的制作→T型钢的制作→十字柱组立→十字柱的焊接→十字柱矫正→组装十字柱上零件板。
3.2 操作要点3.2.1 操作工艺十字型钢柱的组立过程分为3个步骤,即H 型钢的制作、T 型钢的制作及十字柱的组立。
(1)放样、下料①零件下料采用火焰直条切割机进行切割加工。
②对十字柱的翼板、腹板采用直条切割机两面同时垂直下料,对不规则件采用半自动切割机进行下料,但应注意对首件进行跟踪检查。
③对十字柱的翼板、腹板其长度放50mm,宽度不放余量。
④当十字柱主体因钢板长度不够而需对接时,其面板的最小长度应在600mm以上,同一零件中接头的数量不超过两个;同时,在进行套料时必须注意保证腹板与翼板的对接焊缝错开距离满足500mm 以上。
⑤下料完成后,施工人员应按材质进行色标移植,同时对下料后的零件标注工程名称、钢板规格、零件编号,并归类存放。
(2)H 型钢的制作①H 型钢的组立可采用H 型钢流水线组立机进行组立,定位焊采用气保焊,定位焊点长度尺寸为40~60mm,焊角≤6mm,间距为300~400mm。
②H 型钢的组立尺寸控制应满足设计规定。
③H 型钢的焊接采用门型埋弧焊机,焊前应按标准要求设置引、熄弧板。
十字形型钢柱安装施工工法_十字形型钢柱安装施工

十字形型钢柱安装施工工法工法编号:RJGF(闽)—09—2010完成单位:中建七局第三建筑有限公司福建省中大建设工程有限公司主要完成人:张书锋高洁琦王耀郑立敏1 前言十字形型钢混凝土柱是型钢混凝土(SRC)结构中常用的一种形式,由于该种结构形式具有承载能力高、刚度大及抗震性能好等优点,已越来越多地应用于大跨度结构和地震区的高层建筑以及超高层建筑。
莆田电力调度大楼十六层(楼层标高63.14m)以下框架柱采用型钢混凝土结构,在型钢柱的安装实践过程中形成本工法,工法中采用的螺杆式顶拉精调器已申报国家专利。
2 特点2.0.1 可准确控制型钢柱安装的轴线及垂直度。
2.0.2安装施工简便,施工安全、快速,对施工环境要求低。
3 适用范围本工法适用于非地震区和抗震设防烈度为6度至9度的多、高层建筑和一般构筑物的十字形型钢柱安装施工。
4 工艺原理利用杠杆原理,通过钢楔及螺杆式顶拉精调器对型钢柱安装的轴线及垂直度进行调整,使型钢柱安装达到设计及施工验收规范要求。
5 施工工艺流程及操作要点5.1 施工工艺流程型钢柱安装施工工艺流程如图5.1所示。
图5.1 施工工艺流程图5.2 操作要点5.2.1测量定位型钢柱安装前,安装现场应测设并标识出所安装的每个型钢柱的十字轴线,做为型钢柱安装定位及控制安装参数的依据。
5.2.2 钢柱吊装前检查、核对成品型钢柱进场后,技术人员应按照规范及图纸要求进行复核,并检查型钢柱的外形尺寸及运输过程中的变形情况,对变形部位进行修复处理。
吊装前,技术人员应根据拟吊装的部位核对型钢柱型号。
5.2.3 钢柱吊装就位用起重机械(如:塔吊等)将核对无误的型钢柱垂直起吊至拟安装的部位,并在型钢柱对接部位放置一圈φ6钢筋,预留出调整空间,方便后续的型钢柱校正等施工,如图5.2.3所示。
图5.2.3 对接部位钢筋放置示意图5.2.4 钢柱临时固定型钢柱吊装就位后,四周耳板用连接钢板夹紧并用螺栓临时固定,如图5.2.4所示。