球墨铸铁球化处理方法
球墨铸铁的球化与孕育处理工艺
( )。 5 S
c 强烈促进形成碳化物, r 稳定珠光体 。 r c 的 加 入能提 高强 度 和硬 度 , 加 入量 以不 出现 游离 但
碳 化物 为 限 , 于高 韧性铁 素 体球 墨铸 铁要 严 格 对
限 制 ( r 量 。对 于珠 光 体 球 墨 铸 铁 , C) 当加 入 ( r量 02 03 C ) .%~ . %时 , 即可起 到 显 著 的稳 定 珠
10 2 ) 10 2
摘要 : 综述 了球墨铸铁各种化学元素的作 用和成分 的控制范 围, 细介绍 了球墨铸铁 的球化与孕育处理工艺 。 详 分析 了单 加 纯 Mg R 或 E合金作为球化剂的缺点 , 明球化剂应 以 Mg为主 、 R 说 以 E为辅 的原 因 ; 对冲入法 、 盖包法 、 喂丝法等球化 处理工 艺的优缺点进行 了比较 。 出了孕育处理对球墨铸铁生产的重要性 , 指 列举 了球墨铸铁 常用孕育剂的成分范围, 并 介绍 了炉前一次孕育和多次孕育 、 瞬时孕育 、 随流孕育的特点 。 关键词 : 球墨铸铁 ; 球化处理工艺 ; 孕育处理工艺 中图分类号 :G 5 T 25 文献标 识码 : A 文章编号 :0 3 84 (0 2 0 — 0 7 0 10 — 3 5 2 1 )4 0 3 — 6
往需要 进行脱 S处理 ;感 应 电炉熔 炼 由于不用焦 炭, 原铁液 州 S量一般在 0 1% ̄ . %。 () . 5 0 3 不需要进 0 0
R E元 素 中和 , 则会 引起球 化不 良。 E与 s 否 R b并
用 还可 以改 善大 断面件 的球 化 。
( 1微量 干扰 元素 。 1) 球 墨铸 铁 中常存 在 一 些 非 特 意加 入 的微 量
球 墨 铸 铁

图1-11 球墨铸铁高温正火工艺曲线
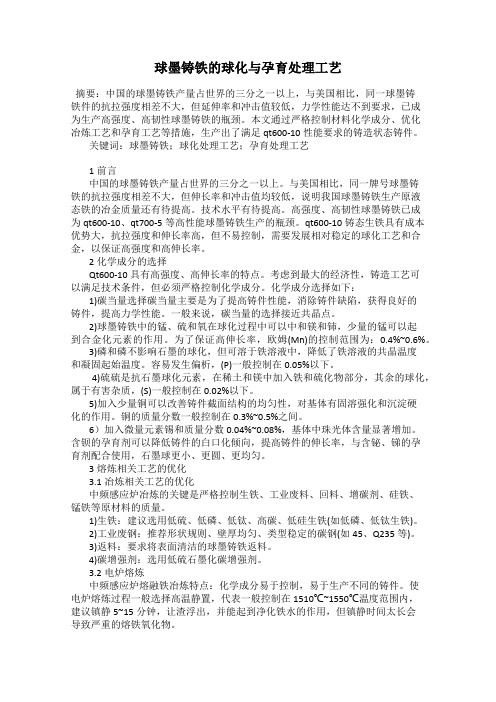
2)低温正火
球墨铸铁
一般将铸件加热到820 ℃~860 ℃,保温1~4 h, 然后出炉空冷,获得珠光体 和分散铁素体的球墨铸铁。 低温正火后的铸件的塑性和 韧性提高了,但强度比高温 正火略低,其工艺曲线如图 1-12所示。
图1-12 球墨铸铁低温正火工艺曲线
球墨铸铁
球墨铸铁
图1-9 球墨铸铁低温石墨化退火工艺曲线
球墨铸铁
3)高温石墨化退火
由于球墨铸铁白口倾向较大,因而铸态组织中往往 出现自由渗碳体,为了获得铁素体球墨铸铁,需要进行 高温石墨化退火。
高温石墨化退火工艺是将铸件加热到900 ℃~950 ℃,保温2~4 h,使自由渗碳体石墨化,然后炉冷至 600 ℃,再出炉空冷,其工艺曲线如图1-10所示。
球墨铸铁
2)低温石墨化退火
当铸态基体组织为珠光体+铁素体而无自由渗 碳体存在时,为了获得塑性、韧性较高的铁素体球 墨铸铁,可进行低温石墨化退火。
低温石墨化退火工艺是将铸件加热到共析温度 范围附近,即720 ℃~760 ℃,保温2~8 h,使铸 件发生第三阶段石墨化,然后炉冷至600 ℃,再出 炉空冷,其工艺曲线如图1-9所示。
球墨铸铁的化学成分为ωC=3.6%~3.9%,ωSi=2.0% ~2.8%,ωMn=0.6%~0.8%,ωS<0.04%,ωP<0.1%, ωMg=0.03%~0.05%。与灰铸铁相比,球墨铸铁的碳、硅 含量较高,有利于石墨球化。
球墨铸铁
2. 球墨铸铁的显微组织
球墨铸铁按其基体组 织不同,可分为铁素体球 墨铸铁、铁素体+珠光体 球墨铸铁和珠光体球墨铸 铁三种,它们的显微组织 如图1-8所示。
球墨铸铁除了能采用上述热处理工艺外,还可以采用表面强化处 理,如表面淬火和渗氮等。
球墨铸铁的球化与孕育处理工艺
球墨铸铁的球化与孕育处理工艺摘要:中国的球墨铸铁产量占世界的三分之一以上,与美国相比,同一球墨铸铁件的抗拉强度相差不大,但延伸率和冲击值较低,力学性能达不到要求,已成为生产高强度、高韧性球墨铸铁的瓶颈。
本文通过严格控制材料化学成分、优化冶炼工艺和孕育工艺等措施,生产出了满足qt600-10性能要求的铸造状态铸件。
关键词:球墨铸铁;球化处理工艺;孕育处理工艺1前言中国的球墨铸铁产量占世界的三分之一以上。
与美国相比,同一牌号球墨铸铁的抗拉强度相差不大,但伸长率和冲击值均较低,说明我国球墨铸铁生产原液态铁的冶金质量还有待提高。
技术水平有待提高。
高强度、高韧性球墨铸铁已成为qt600-10、qt700-5等高性能球墨铸铁生产的瓶颈。
qt600-10铸态生铁具有成本优势大,抗拉强度和伸长率高,但不易控制,需要发展相对稳定的球化工艺和合金,以保证高强度和高伸长率。
2化学成分的选择Qt600-10具有高强度、高伸长率的特点。
考虑到最大的经济性,铸造工艺可以满足技术条件,但必须严格控制化学成分。
化学成分选择如下:1)碳当量选择碳当量主要是为了提高铸件性能,消除铸件缺陷,获得良好的铸件,提高力学性能。
一般来说,碳当量的选择接近共晶点。
2)球墨铸铁中的锰、硫和氧在球化过程中可以中和镁和铈,少量的锰可以起到合金化元素的作用。
为了保证高伸长率,欧姆(Mn)的控制范围为:0.4%~0.6%。
3)磷和磷不影响石墨的球化,但可溶于铁溶液中,降低了铁溶液的共晶温度和凝固起始温度。
容易发生偏析,(P)一般控制在0.05%以下。
4)硫硫是抗石墨球化元素,在稀土和镁中加入铁和硫化物部分,其余的球化,属于有害杂质,(S)一般控制在0.02%以下。
5)加入少量铜可以改善铸件截面结构的均匀性,对基体有固溶强化和沉淀硬化的作用。
铜的质量分数一般控制在0.3%~0.5%之间。
6)加入微量元素锡和质量分数0.04%~0.08%,基体中珠光体含量显著增加。
球墨铸铁管的生产工艺

球墨铸铁管的生产工艺
1. 材料准备:球墨铸铁管的原料是铸铁和球墨铸铁毛坯,需要进行配料和熔炼。
配料需要按照一定比例和质量要求将铸铁和球墨铸铁毛坯混合。
2. 熔炼:将配好的原料放入炉中加热熔化,熔炼过程需要加入一定量的稀土镁等元素来提高球墨铸铁的性能。
3. 球化处理:将熔化的铁水倒入球化炉中,通过加入球化剂,将熔体中的碳素球化,生成球墨铸铁毛坯。
4. 浇铸:将球墨铸铁毛坯倒入模型中进行铸造,这个过程需要注意保持炉温、模型温度等因素的控制。
5. 除毛刺:球墨铸铁管铸造完毕后,需要进行质量控制,包括对漏铁、毛刺等进行处理。
6. 机械加工和热处理:球墨铸铁管进行机械加工,包括车、铣、钻、打磨等工艺,并经过热处理使其获得一定的力学性能和耐腐蚀性。
7. 涂层处理:球墨铸铁管可以进行涂层处理,如环氧、沥青、聚氨酯等处理,提高其使用寿命和防腐能力。
8. 包装:球墨铸铁管加工完毕后,进行包装,直至出厂。
球墨铸铁铸造工艺流程
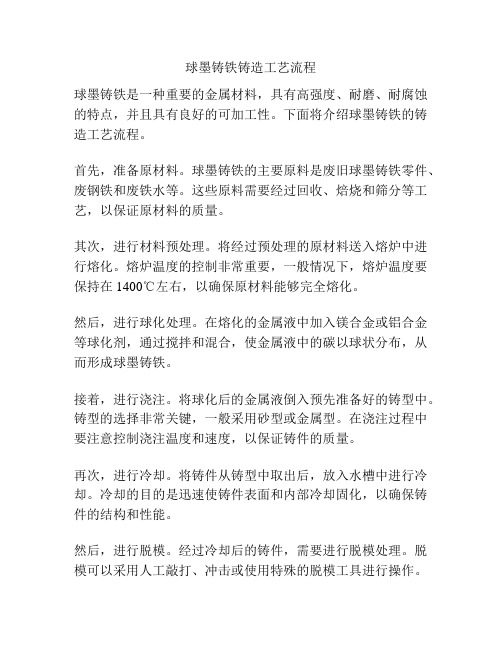
球墨铸铁铸造工艺流程球墨铸铁是一种重要的金属材料,具有高强度、耐磨、耐腐蚀的特点,并且具有良好的可加工性。
下面将介绍球墨铸铁的铸造工艺流程。
首先,准备原材料。
球墨铸铁的主要原料是废旧球墨铸铁零件、废钢铁和废铁水等。
这些原料需要经过回收、焙烧和筛分等工艺,以保证原材料的质量。
其次,进行材料预处理。
将经过预处理的原材料送入熔炉中进行熔化。
熔炉温度的控制非常重要,一般情况下,熔炉温度要保持在1400℃左右,以确保原材料能够完全熔化。
然后,进行球化处理。
在熔化的金属液中加入镁合金或铝合金等球化剂,通过搅拌和混合,使金属液中的碳以球状分布,从而形成球墨铸铁。
接着,进行浇注。
将球化后的金属液倒入预先准备好的铸型中。
铸型的选择非常关键,一般采用砂型或金属型。
在浇注过程中要注意控制浇注温度和速度,以保证铸件的质量。
再次,进行冷却。
将铸件从铸型中取出后,放入水槽中进行冷却。
冷却的目的是迅速使铸件表面和内部冷却固化,以确保铸件的结构和性能。
然后,进行脱模。
经过冷却后的铸件,需要进行脱模处理。
脱模可以采用人工敲打、冲击或使用特殊的脱模工具进行操作。
最后,进行后处理。
包括切割、磨削、修整、喷漆等工艺。
切割是将铸件切割成所需的形状和尺寸,磨削是为了提高表面光洁度和精度,修整是为了去除铸件上的缺陷,喷漆是为了保护铸件表面并提高外观质量。
综上所述,球墨铸铁的铸造工艺流程包括原材料准备、材料预处理、球化处理、浇注、冷却、脱模和后处理等环节。
每一个环节都需要经过严格的控制和操作,以确保最终得到优质的球墨铸铁铸件。
铸铁的球化处理
铸铁的球化处理球化处理是在浇注前向铁液中加入少量的某种添加物,以改变石墨的结晶特性,使其以球状析出,最终获得球墨铸铁的一种工艺。
本章着重介绍铸铁球化处理的理论基础及工艺方法。
第一节球化处理的理论基础在第二章第三节我们介绍了球墨铸铁的凝固过程及石墨球化的机理。
虽然对石墨球化机理的认识至今还很不一致,但是如果把这些理论归纳起来可以看出石墨球化的本质在于石墨与铁液界面能的变化。
这使我们认识到,对于界面控制生长的石墨析出过程而言,铸铁溶液中球状石墨的生长是一个非稳定生长,其生长过程除与其本身晶体结构特性有关外,主要受影响石墨与铁液界面行为的因素控制。
球化处理就是通过影响石墨与铁液的界面行为来改变石墨结晶过程,从而得到理想的石墨形态。
本节主要介绍影响石墨界面稳定性的因素及其与石墨结晶过程的关系。
一、强吸附元素的概念原子在界面上的吸附被认为是影响界面稳定性的最主要因素之一。
彻诺维(Chernov)使用原子在晶体界面上停留时间与台阶推进时间的关系来定义强吸附元素。
设台阶的距离为l,台阶推进的速度为V,原子在晶体界面上停留的时间为τ,如果τ<<1/V,则原子在界面上停留时间短;如果τ>>1/V,则原子停留时间长。
原子的停留时间可按下式计算τ=υ-1exp(U/kT)式中υ──原子的振动频率;υ≈1012s-1U──原子在晶体表面的吸附能例如某原子在晶体表面的吸附能U≈20J/mol,则可由上式计算出其室温下在晶体表面的停留时间τ≈10-8s,此时原子的吸附能是弱的,原子在晶体表面的停留时间很短,该原子被认为是弱吸附原子。
根据彻诺维的计算,强吸附原子的U值在50~60J/mol 之间。
二、强吸附元素引起的动力学过冷卡布雷拉(Cabrera)认为,强吸附元素吸附在晶体表面上时会在晶体表面形成一个网络,形成网络的原子之间的距离影响着晶体长大所要求的过冷度。
如图4-1所示,如果形成网络的原子之间的距离小于晶体中台阶在所处温度下的临界形核尺寸2ρc,则台阶向前推移受到网络的阻碍。
球墨铸铁管的工艺特点

球墨铸铁管的工艺特点
球墨铸铁管是一种由铸铁球墨化而成的管道材料,具有以下工艺特点:
1. 球墨化处理工艺:球墨铸铁管是通过将铸铁中的碳球化处理,使铸铁变成球状石墨微晶体的管道材料。
球墨化可以提高铸铁的韧性和强度,使其具有更好的抗拉伸能力。
2. 硫化镁球墨化:球墨化处理通常使用硫化镁作为球化剂,通过在铸铁中加入适量的硫化镁,经过一定的热处理过程,将碳变成球状石墨。
这种处理方法可以有效降低碳球化过程中的温度和时间要求,提高生产效率。
3. 球墨铸铁管的铸造工艺:球墨铸铁管的铸造工艺一般采用连续铸造法或者离心浇铸法。
连续铸造法是将炉中的熔融铁液连续注入球墨铸铁管模具中进行铸造,离心浇铸法是将铁液在高速旋转的模具中进行离心铸造。
这些铸造工艺都可以获得高质量的球墨铸铁管。
4. 其他特点:球墨铸铁管具有良好的耐腐蚀性、耐压性和耐磨性,适用于输送各种介质。
此外,球墨铸铁管具有较高的密度和硬度,可以防止管道内部的渗漏和裂纹。
总之,球墨铸铁管的工艺特点主要包括球墨化处理、硫化镁球墨化、铸造工艺的选择等,这些特点使得球墨铸铁管具有优异的性能和广泛的应用领域。
球墨铸铁球化处理方法
2.1 炉料选择
球铁球化剂的加入效果条件是:高碳、低硅、大孕育量。
为了稳定化学成分和有效地控制促进白口化元素和反球化元素,保证熔炼铁水的质量,选用张钢Z14生铁,其化学成分:C>3.3%,Si 1.25%~1.60%,P≤0.06%,
S≤0.04%。
2.2 球化剂的选择
球化剂的选用应根据熔炼设备的不同,即出铁温度及铁液的纯净度(如含硫量、氧化程度等)而定。
我国最常用的是稀土镁硅铁球化剂,采用这种球化剂处理时,由于合金中含硅量较高,可显著降低镁处理时反应的剧烈程度。
同时也能因增硅而有些孕育作用。
电炉生产时,因温度相对较高,所用球化剂的化学成分见表1。
表1 球化剂FeSiMg8Re7化学成分
项目
出铁温度
/℃S %
球化剂成分/%
Mg Re Si
电炉1420~1480≤0.047.0~9.0 6.0~8.0≤44.0
3 炉前控制
3.1 化学成分选择
球铁原铁液应高碳、低硅、低硫、低磷。
控制好硫的含量,是生产球铁的一个重要条件。
几种牌号的球铁的化学成分见表2。
3.2 球化和孕育处理
球化剂加入量应根据铁液成分、铸件壁厚、球化剂成分和球化处理过程的吸收率等因素分析比较确定。
一般为1.6%~2.0%,若球化剂放置时间较。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
球墨铸铁球化处理方法
●●●
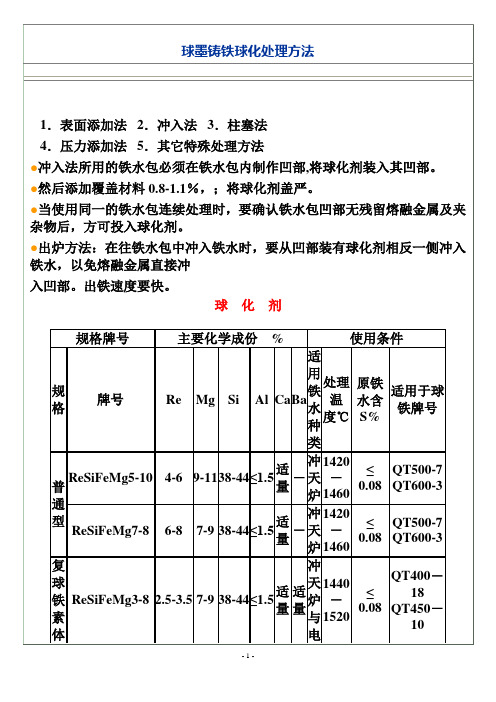
1.表面添加法 2.冲入法 3.柱塞法
4.压力添加法5.其它特殊处理方法
●冲入法所用的铁水包必须在铁水包内制作凹部,将球化剂装入其凹部。
●然后添加覆盖材料0.8-1.1%,;将球化剂盖严。
●当使用同一的铁水包连续处理时,要确认铁水包凹部无残留熔融金属及夹杂物后,方可投入球化剂。
●出炉方法:在往铁水包中冲入铁水时,要从凹部装有球化剂相反一侧冲入铁水,以免熔融金属直接冲
入凹部。
出铁速度要快。
球化剂
注:☆YCeSiFeMg3-8主要用于球铁件生产流水线上,球化处理后在保温浇注炉中存放30-60分钟场合;Ca、Ba与Re、Mg含量可按用户要求特殊加工。
产品料度与包装:通常粒度5-25mm,也可按用户要求特殊加工,包装25 Kg。