ic厌氧反应器的工艺及设备计算实例
IC内循环厌氧反应器

一、构造原理(一)构造原理。
IC 反应器高度可达16~25m,高径比一般为4~8,由混合区、颗粒污泥膨胀床区、精处理区、内循环系统和出水区5 个基本部分组成。
核心部分是内循环系统,由一级三相分离器、沼气提升管、气液分离器和泥水下降管等组成。
经pH 值、温度调节及预酸化处理后的废水,首先进入反应器底部的混合区与厌氧颗粒污泥充分混合后,进入颗粒污泥膨胀床区进行生化降解,该处理区容积负荷很高,大部分COD 在此处被降解,产生的沼气由一级三相分离器收集。
IC 反应器构造原理图1.气液分离器2.集气管3.二级三相分离器4.沼气提升管5.论内循环(IC)厌氧反应器的设计工艺思想一级三相分离器6.泥水下降管7.进水8.出水区9.精处理区10.颗粒污泥膨胀床区11.混合区沼气气泡在形成过程中会对液体做膨胀功产生气提作用,使得沼气、污泥和水的混合液沿沼气提升管上升至反应器顶部的气液分离器。
沼气与泥水分离被导出处理系统,泥水混合物沿着泥水下降管进入反应器底部的污泥膨胀床区,形成内循环系统。
经颗粒污泥膨胀床区处理后的污水一部分参与内循环,另一部分进入精处理区进行剩余COD 的降解,提高并保证了出水水质。
由于大部分COD 已被降解,所以精处理区的COD负荷较低,产气量也小。
产生的沼气由二级三相分离器收集,通过集气管进入气液分离器被导出处理系统。
泥水经二级三相分离器作用后,上清液由出水区排走,颗粒污泥返回精处理区。
二、设计工艺思想厌氧反应器发展至今已有100 多年的历史,目前大部分研究基于高效厌氧反应器必须满足两个基本条件(保持大量活性污泥和良好传质)这一角度将厌氧反应器划分为三代,把IC 反应器作为第三代厌氧反应器的代表之一对其设计工艺和特点进行研究。
笔者认为仅从这一角度理解IC 反应器的设计工艺思想有所偏颇,并从污泥龄及水力停留时间、水力流态、微生物体的聚合状态这三个角度来看IC 反应器的设计工艺。
ic厌氧反应器的工艺及设备计算实例
ic厌氧反应器的⼯艺及设备计算实例⼀、厌氧反应器的⼯艺设计1、⽔质指标原废⽔⽔质:流量:Q=9000m3/d;COD=6000mg/l;SS=2000mg/l。
凯⽒氮TKN= NH3-N= PH=7;SO42- =2、处理效果⽔质衡算废⽔经IC反应器处理后,COD=6000*(1-70%)=1800mg/l。
厌氧反应器产污泥量为2100kg/d。
⼆、IC反应器的设计计算1、有效容积计算厌氧反应器有效容积的常⽤参数是进⽔容积负荷率和⽔利停留时间;本设计采⽤容积负荷率法,按中温消化(35~37°C)、污泥为颗粒污泥等情况进⾏计算。
=Q(C0-Ce)/Nv式中V----反应器有效容积m3,Q---废⽔的设计流量m3/d,Nv—容积负荷率kgCOD/m3.d,C0---进⽔COD浓度,kg/m3,Ce---出⽔的COD浓度,kg/m3.本设计采⽤IC反应器处理⾼浓度造纸废⽔,⽽IC反应器第⼀反应室和第⼆反应室由于内部流态及处理效率的不同⽽结构有较⼤差异。
这⾥分别介绍⼀、⼆反应室的容积。
IC反应器的第⼀反应室(相当于EGSB)去除总COD的80%左右,⽽第⼆反应室去除总COD的20%左右。
取第⼀反应室的容积负荷率Nv=25kgCOD/(m3.d),第⼆反应室的容积负荷率Nv=8kgCOD/(m3.d)。
第⼀反应室有效容积V1=Q(C0-Ce)80%/Nv1=9000*(6-1.8)*80%/22=1347m3,第⼆反应室有效容积V2=Q(C0-Ce)20%/Nv1=10000*(6-1.8)*20%/7=2727m3,IC反应器的总有效容积:V=V1+V2=1527+1200=2727m3取V=2800m3.2、IC反应器的⼏何尺⼨取IC反应器的⾼径⽐为2.1(⼀般为2~4),V=AH=πD2H/4,D=(4V/2.1π)1/3=(4╳2800/2.1╳3.14)1/3=11.93,取C=12m;H=2.1╳12=25.2 ,取H=26m。
内循环5.5(IC)厌氧反应器

(2)与IC反应器相比 本反应器在处理高浓度有机废水时,处理出水不循 环,可进一步节省能耗,大多数情况下厌氧废水处理系 统能够做到净产能,为厂方节煤、节电,创造良好的经 济效益。 EGSB厌氧处理中的精髓是厌氧颗粒污泥,厌氧颗 粒污泥具有良好的沉降性能,而且具有以下的优点。
Hale Waihona Puke 1) 细菌形成颗粒污泥的聚集体是一个微生物系统,其 中不同类型的种群组成了共生或互生体系,有利于细菌 生长并有利于有机物的降解。 2) 颗粒使发酵菌的中间产物的扩散距离大大缩短,这 对复杂有机物的降解是非常重要的 3) 当废水性质突然变化时(例如:pH值、毒性物的浓 度),颗粒污泥能维持一个稳定的微环境,使代谢过程 继续进行。 4) 采用颗粒污泥接种新的反应器,可以大大缩短生物 启动时间
二、内循环(IC)厌氧反应器的基本构造与原理 内循环( ) 1、内循环(IC)厌氧反应器的基本构造 、内循环( )
内 循 环 ( IC ) 厌 氧 反 应 器 的 基 本 结 构
IC反应器基本构造 2 UASB反应器 反应器 5 、 氧 、 1厌氧 、 2厌
2、内循环(IC)厌氧反应器原理 、内循环( ) (1)混合区:反应器底部进水、颗粒污泥和气液分离 区回流的泥水混合物有效地在此区混合。 (2)第1厌氧区:混合区形成的泥水混合物进入该区, 在高浓度污泥作用下,大部分有机物转化为沼气。混合 液上升流和沼气的剧烈扰动使该反应区内污泥呈膨胀和 流化状态,加强了泥水表面接触,污泥由此而保持着高 的活性。
(4)抗低温能力强 温度对厌氧消化的影响主要是对消化速率的影响。 IC反应器由于含有大量的微生物,温度对厌氧消化的影 响变得不再显著和严重。通常IC反应器厌氧消化可在常 温条件(20~25 ℃)下进行,这样减少了消化保温的困 难,节省了能量。
IC厌氧反应器_改良型氧化沟_浅层气浮工艺处理制浆造纸废水
工艺选择及流程 以废旧瓦楞箱纸板为原料的制浆造纸废水中悬浮 物含量高, 主要含有无机盐、 细小纤维、 无机填料 等,废水处理技术难度大。针对该类型废水特点和工 好氧深度处理工艺作为 程具体情况,确定采用厌氧《中国造纸》 2012 年第 31 卷第 1 期
作者简介: 张安龙先生,教 授; 主要研究方向: 造纸工 业废水生物处理技术 。
mg / L 时,出水 COD Cr ≤60 mg / L、BOD5 ≤20 mg / L、SS≤30 mg / L,达到 GB3544 —2008 造纸工业水污 染物排放标准的污染物排放限值。 关键词: IC 厌氧反应器; 改良型氧化沟; 浅层气浮; 制浆造纸废水; 调试 中图分类号: X793 文献标识码: A 文章编号: 0254-508X( 2012 ) 01-0037-05
· 38·
[3 ]2. 1 预酸化调节池 3 预酸化调节池为 12000 m / d 的生产废水提供约 5 h的预酸化时间,5 h 的停留时间起到稳定废水有机 负荷、调节各指标波动的作用,同时向预酸化池投加 约 10 g / L 的活性污泥, 给废水创造了一定的兼氧环 境进行水解酸化, 将大量高分子有机物水解为甲酸、 乙酸等挥发性脂肪酸和易降解的有机底物 ,提高了废 水的可生化性并达到工艺要求的预酸化度 。为确保废 水进入 IC 厌氧反应器所需要的 pH 值条件, 设置在 线 pH 值监测仪, 随时反馈池内的 pH 值情况。 同时 在该工序投加整个工艺所需的营养盐 ,一方面用以刺 激产酸菌的生长,另一方面为后续厌氧和好氧微生物 提供所需要的营养盐,投加比例为 COD∶ N∶ P = 500∶ 5 ∶ 1 。合理的预酸化速度对于后续 IC 厌氧反应器能否 高效运转至关重要 。 运行表明 , 预酸化度太低 , 则 会导致废 水 在 IC 厌 氧 反 应 器 内 酸 化 , 预 酸 化 度 太 高 , 又不利于 IC 厌 氧 反 应 器 内 颗 粒 污 泥 的 保 持 , 本工程将 预 酸 化 度 控 制 在 40% 左 右 可 取 得 良 好 的 效果 。 2. 2 IC 厌氧反应器 IC 厌氧反应器启动速度慢是限制厌氧技术推广 的主要因素之一,在查阅大量文献和考察诸多工程实
IC反应器的计算

IC反应器的计算IC反应器的设计计算1.设计说明IC反应器,即内循环厌氧反应器,相似由2层UASB反应器串联而成。
其由上下两个反应室组成。
在处理高浓度有机废水时,其进水负荷可提高至35~50kgCOD/(m3·d)。
与UASB反应器相比,在获得相同处理速率的条件下,IC反应器具有更高的进水容积负荷率和污泥负荷率,IC反应器的平均升流速度可达处理同类废水UASB反应器的20倍左右。
设计参数(1)参数选取设计参数选取如下:第一反应室的容积负荷NV1=35kgCOD/(m3·d),:第二反应室的容积负荷NV2=12kgCOD/(m3·d);污泥产率0.03kgMLSS/kgCOD;产气率0.35m3/kgCOD(2)设计水质设计参数CODcr BOD5SS进水水质/ (mg/L) 24074 12513 1890去除率/ % 85 90 30出水水质/ (mg/L) 3611 1251 1323(3)设计水量Q=3000m3/d=125m3/h=0.035m3/s2.反应器所需容积及主要尺寸的确定(见附图6-4)(1)有效容积本设计采用进水负荷率法,按中温消化(35~37℃)、污泥为颗粒污泥等情况进行计算。
V=v eN CCQ)(式中 V-反应器有效容积,m3;Q-废水的设计流量,m3/d;Nv-容积负荷率,kgCOD/(m3·d);C 0-进水COD 浓度,kg/m 3; C e -出水COD 浓度,kg/m 3。
IC 反应器的第一反应室去除总COD 的80%左右,第二反应室去除总COD的20%。
第一反应室的有效容积 V 1=ve N C C Q %80)(0?-=3580)611.3074.24(3600%-?=1684m 3第二反应室的有效容积 V 1=ve N C C Q %20)(0?-=3520)611.3074.24(3600%-?=1228m 3IC 反应器的总有效容积为V =1684+1228=2912m 3,这里取3000m 3 本设计设置两个相同的IC 反应器,则每个反应器容积为V ’=3000/2=1500m 3 (2) IC 反应器几何尺寸本设计的IC 反应器的高径比为2.5 V =AH =42HD π=45.23D π则D =3/1)5.24(πV =8.2m ,取9m , H =2.5×9=22.5m ,取23m 。
厌氧反应器设备参数
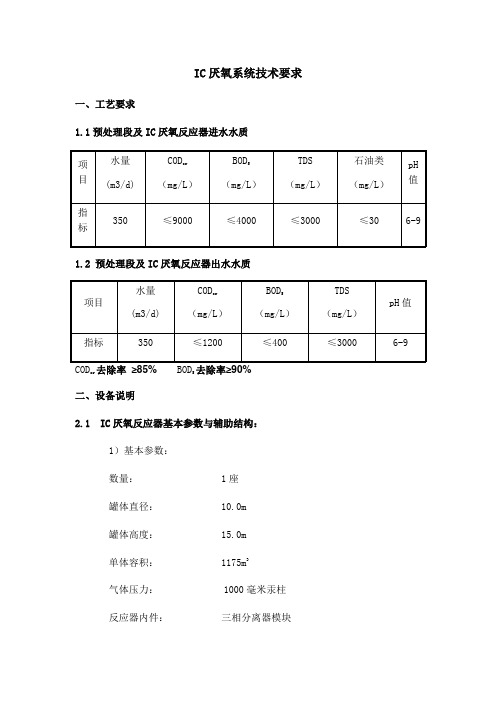
IC厌氧系统技术要求一、工艺要求1.1预处理段及IC厌氧反应器进水水质1.2 预处理段及IC厌氧反应器出水水质CODcr 去除率≥85% BOD5去除率≥90%二、设备说明2.1 IC厌氧反应器基本参数与辅助结构:1)基本参数:数量:1座罐体直径:10.0m罐体高度:15.0m单体容积:1175m3气体压力: 1000毫米汞柱反应器内件:三相分离器模块模块支撑系统进水布水系统(含分水包)内部管道系统管道与人孔气液分离器螺栓、螺母、垫片等辅助连接材料2)交界面:进水管:材质碳钢,管径DN80,至分水包法兰片;出水管:出水管均引至距离地面1米处,材质不锈钢304,管径DN80;沼气管:从水封器顶部连接至距离地面4米高处,每个水封器设置一路沼气管,碳钢防腐,管径DN65;污泥管:每一个罐底部的污泥管配备1个优质碳钢球阀;取样管:每个反应罐至少配置5个取样口,每个取样管配置1个优质碳钢球阀外循环管:外循环管引至距离地面1米处,材质碳钢防腐,管径DN250,保温厚度50㎜,保温材质为玻璃丝棉,满足相关规范要求。
3.排除内容:土建基础:钢筋混凝土、表面敷设沥青砂垫层2.2 反应器壳体材料要求:•底板: Q235 *12mm•1-2层板: Q235 *12mm•3-6层板: Q235 *10mm•7-10层板: Q235 *8mm•出水堰:碳钢防腐材质4mm•旋梯、护栏及顶部平台:碳钢防腐,踏步板采用花纹板,栏杆扶手包括所有支架,材质碳钢防腐;•壳体除锈:罐体内外采用St2.0级标准机械打磨除锈。
•壳体防腐:外壁采用铁红防锈漆两道,内壁采用环氧煤沥青漆三道,罐顶板采用环氧煤沥青漆两道。
漆膜厚度符合防腐涂漆施工验收规范。
•罐体保温:采用5cm厚岩棉,0.5mm白色瓦楞板。
2.3 IC反应器的内件描述:1)分水包数量: 2个位于IC厌氧反应器进水端,材质为碳钢防腐,包含:•母体所属一次法兰•母体所属管道及阀门2)布水系统布水系统包括:•布水管•导流罩/布水罩(δ=4mm)•支撑3)三相分离器模块•IC三相分离系统由上部和下部三相分离器模块组成,模块由优质聚丙烯(PP)材料制成,三相分离器模块使用插接模式,保证整体牢固、使用寿命。
IC反应器设计计算书

IC反应器设计计算书确定根据IC反应器的构造示意图,可以确定反应器的几何尺寸。
首先确定反应器的高度,根据进水负荷率法,反应器的高度一般为6-8m。
本设计选择7m作为反应器的高度。
其次,确定反应器的直径,根据反应器的容积和高度可以计算出反应器的直径。
本设计选择直径为18m。
最后,确定反应器的进水口和出水口的位置和尺寸。
反应器的进水口和出水口应该设置在反应器的不同侧面,以避免水流直接穿过反应器。
进水口和出水口的尺寸应该根据设计流量和水质确定。
3、反应器内部构造设计反应器内部构造设计主要包括气液分离器、沉淀区、集气管等。
气液分离器的作用是将沼气和液态废水分离,沉淀区的作用是使污泥沉淀并进行回流,集气管的作用是收集沼气并将其排出反应器。
本设计采用双层气液分离器,以提高气液分离效果。
沉淀区的设计应该保证污泥的沉淀时间,本设计选择沉淀区的深度为2m。
集气管应该设置在反应器的中央位置,以保证沼气能够充分收集并排出反应器。
4、反应器运行控制反应器的运行控制主要包括进水流量、进水COD浓度、进水pH值等参数的控制。
进水流量应该根据反应器的设计流量进行控制,进水COD浓度应该控制在反应器的处理范围内,进水pH值应该控制在6.5-8.5之间。
同时,反应器的温度应该保持在35-37℃之间,以保证反应器内部的微生物能够正常运行。
在运行过程中,应该定期对反应器的污泥进行处理和回流,以保证反应器的稳定运行。
IC反应器是一种高效的废水处理设备,其处理效果稳定、运行成本低,因此在废水处理领域得到了广泛的应用。
本设计基于IC反应器的设计原理和实际情况,对反应器的主要设计参数和运行控制进行了详细的分析和说明,为实际工程应用提供了参考。
计算相邻两个上挡板之间的距离需要先计算B-B'之间的负荷。
根据水流上升速度小于20m/h的一般规则,B-B'之间的总面积S可以通过以下公式计算得出:S=Q256/2020,其中Q为IC反应器循环泵的流量。
IC厌氧反应器设计计算

IC厌氧反应器设计计算IC 厌氧反应器作为一种高效的厌氧处理技术,在废水处理领域得到了广泛的应用。
其独特的结构和运行原理,使其能够在处理高浓度有机废水时展现出出色的性能。
下面我们就来详细探讨一下 IC 厌氧反应器的设计计算。
一、设计基础数据在进行 IC 厌氧反应器的设计计算之前,首先需要明确一些基础数据,包括废水的水质水量、进水有机物浓度、温度、pH 值等。
这些数据将直接影响反应器的尺寸、容积和运行参数的确定。
例如,废水的流量决定了反应器的处理能力,进水有机物浓度则关系到反应器内微生物的负荷以及产气率。
一般来说,IC 厌氧反应器适用于处理高浓度有机废水,有机物浓度通常在数千毫克每升以上。
温度对厌氧反应的速率和微生物的活性有着重要影响,通常在 30 38℃之间较为适宜。
pH 值也需要控制在一定范围内,一般为 65 80 ,以保证微生物的正常生长和代谢。
二、IC 厌氧反应器的结构IC 厌氧反应器主要由两个反应区组成,即下部的第一反应区(也称流化床反应区)和上部的第二反应区(也称固液分离区)。
第一反应区是一个高负荷的反应区域,废水和颗粒污泥在此充分混合,有机物被快速降解。
这一区域通常具有较大的上升流速,以保证良好的传质效果。
第二反应区则主要用于泥水分离,使处理后的废水和污泥得以分离。
其结构相对较为简单,通常采用沉淀或过滤的方式实现泥水分离。
此外,IC 厌氧反应器还包括进水系统、出水系统、沼气收集系统和排泥系统等附属设施。
三、设计计算步骤1、确定反应器的容积负荷容积负荷是指单位容积反应器每天所能承受的有机物量,通常以千克 COD/(立方米·天)表示。
容积负荷的取值需要根据废水的水质、温度和处理要求等因素综合确定。
一般来说,对于高浓度有机废水,容积负荷可以取 10 20 千克 COD/(立方米·天)。
2、计算反应器的有效容积根据进水流量和容积负荷,可以计算出反应器的有效容积:有效容积=进水流量 ×进水有机物浓度 ÷容积负荷例如,假设进水流量为 100 立方米/天,进水有机物浓度为 10000 毫克/升(即 10 千克/立方米),容积负荷取 15 千克 COD/(立方米·天),则有效容积为:100 × 10 ÷ 15 ≈ 667(立方米)3、确定反应器的尺寸根据有效容积和反应器的高径比(一般为 2 5),可以确定反应器的直径和高度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、厌氧反应器的工艺设计
1、水质指标
原废水水质:
流量:Q=9000m3/d;COD=6000mg/l;SS=2000mg/l。
凯氏氮TKN= NH3-N= PH=7;
SO42- =
2、处理效果
水质衡算废水经IC反应器处理后,COD=6000*(1-70%)=1800mg/l。
厌氧反应器产污泥量为2100kg/d。
二、IC反应器的设计计算
1、有效容积计算厌氧反应器有效容积的常用参数是进水容积负荷率和水利停留时间;本设计采用容积负荷率法,按中温消化(35~37°C)、污泥为颗粒污泥等情况进行计算。
=Q(C0-Ce)/Nv
式中V----反应器有效容积m3,
Q---废水的设计流量m3/d,
Nv—容积负荷率kgCOD/m3.d,
C0---进水COD浓度,kg/m3,
Ce---出水的COD浓度,kg/m3.
本设计采用IC反应器处理高浓度造纸废水,而IC反应器第一反应室和第二反应室由于内部流态及处理效率的不同而结构有较大差异。
这里分别介绍一、二反应室的容积。
IC反应器的第一反应室(相当于EGSB)去除总COD的80%左右,而第二反应室去除总COD的20%左右。
取第一反应室的容积负荷率Nv=25kgCOD/(m3.d),
第二反应室的容积负荷率Nv=8kgCOD/(m3.d)。
第一反应室有效容积
V1=Q(C0-Ce)80%/Nv1=9000*(6-1.8)*80%/22=1347m3,
第二反应室有效容积
V2=Q(C0-Ce)20%/Nv1=10000*(6-1.8)*20%/7=2727m3,
IC反应器的总有效容积:V=V1+V2=1527+1200=2727m3
取V=2800m3.
2、IC反应器的几何尺寸
取IC反应器的高径比为2.1(一般为2~4),V=AH=πD2H/4,
D=(4V/2.1π)1/3=(4╳2800/2.1╳3.14)1/3=11.93,取C=12m;
H=2.1╳12=25.2 ,取H=26m。
3、IC反应器总容积负荷率
Nv=Q(C0-Ce)/V=10000(6-1.8)/2800=15kgCOD/(m3.d),
IC反应器底面积A=πD2/4=3.14╳122/4=113m2,
第二反应室高度H2=1200/113=10.6m,取11m,H1=26-11=15m。
4、IC反应器的循环量总停留时间T=V/Q=2800/420=6.7h,
第二反应室内液体升流速度420/113=3.72m/h,(一般为2~10m),
第一反应室内液体升流速度一般为10~20m/h,主要由厌氧反应产生的气体推动的液流循环所带动。
第一反应室产生的沼气量为(每千克去除的COD转化为0.35m3的沼气)Q
沼气=Q(C0-Ce)╳0.8╳0.35
=9000(6-1.8)╳0.8╳0.35=10584(m3/d)
每立方米沼气上升时携带1~2m3左右的废水上升至反应器的顶部,顶部气水分离后,废水从中心管回流至反应器底部,与进水充分混合。
由于产气量为10584m/d,则回流废水量为10584m3/d~21168m3/d,即441m3/d~882m3/h,加上IC反应器进水量375m3/h,则在第一反应室中总的上升水量达到了816m3~1257m3/h,上升流速可达8.0~12.4m3/h(IC反应器第一反应室的上升流速为10~20m3/h),可见IC反应器设计符合运行要求。
5、进水管径设进水流速为1.6m3/秒, D=0.057~0.04 取DN65变DN45管道
6、一级提升管
4根提升管流速为0.8~1.5m/S,管径=0.200m,取提升管径为DN200.
7、取回流管流速为0.5m/s
4根回流管径=0.345m,取DN350。
8、沼气收集管
沼气产量V=0.4╳[10000╳(6-1.8)-1.42╳10000╳1.2]/0.7=14262m3/d,
水封罐高度取1.5米,直径为1米,进气管DN300一根,出气管DN300一根,每个分离包出气管均为DN200管道。