钢铁工艺流程图
冶金厂轧钢厂工艺流程图

,a click to unlimited possibilities
汇报人:
目录
01 轧 钢 工 艺 流 程 概 述 03 轧 钢 工 艺 流 程 图 应
用
05 轧 钢 工 艺 流 程 图 的
发展趋势
02 轧 钢 工 艺 流 程 图 解 析
04 轧 钢 工 艺 流 程 图 的 绘制与改进
冷却:将轧制后的钢坯进行冷却
添加标题
添加标题
添加标题
添加标题
轧制:将加热后的钢坯送入轧机进 行轧制
切割:将冷却后的钢坯进行切割, 得到所需的钢材
精整阶段
精整目的:提高钢材表面质量,改善钢材性能 精整工艺:包括矫直、剪切、打磨、抛光等 精整设备:矫直机、剪切机、打磨机、抛光机等 精整效果:提高钢材表面光洁度,改善钢材尺寸精度和性能指标
THANKS
汇报人:
降低生产成本
优化工艺流程:减少废品率,提高 生产效率
降低能源消耗:采用节能技术,减 少能源消耗
添加标题
添加标题
添加标题
添加标题
提高设备利用率:合理安排生产计 划,减少设备闲置时间
提高产品质量:减少返工率,降低 废品率,提高产品附加值
Part Four
轧钢工艺流程图的 绘制与改进
绘制轧钢工艺流程图的工具与软件
收集轧钢工 艺流程图所 需的数据和 信息
绘制轧钢工 艺流程图的 草图
修改和完善 轧钢工艺流 程图
审核和确认 轧钢工艺流 程图
发布和实施 轧钢工艺流 程图
轧钢工艺流程图的改进与优化
优化工艺流程:提高生产效率,降 低能耗
优化生产环境:改善工作环境,提 高员工工作效率
添加标题
钢铁生产流程详解图
钢铁生产工艺(附流程图)1、碳素钢的定义及钢中五元素含碳2%以下的铁碳合金称为钢。
碳素钢中的五元素是指化学-成份中的主要组成物,即 C、Si、Mn、S、P(碳、硅、锰、硫、磷)。
其次是在炼钢过程中不可避免地会混入气体,含O、H、N(氧、氢、氮)。
此外,用铝—硅脱氧镇静工艺中,必然在钢水中含有 Al,当Als(酸溶铝)≥0.020%时,还有细化晶粒的作用。
2、钢铁是怎样炼成的?炼钢的主要任务是按所炼钢种的质量要求,调整钢中碳和合金元素含量到规定范围之内,并使P、S、H、O、N等杂质的含量降至允许限量之下。
炼钢过程实质上是一个氧化过程,炉料中过剩的碳被氧化,燃烧成CO气体逸出,其它Si、P、Mn 等氧化后进入炉渣中。
S部份进入炼渣中,部份则生成SO2排出。
当钢水成份和温度达到工艺要求后,即可出钢。
为了除去钢中过剩的氧及调整化学成份,可以添加脱氧剂和铁合金或合金元素。
3、转炉炼钢简介从鱼雷车运来的铁水经过脱硫、挡渣等处理后即可倒入转炉中作为主要炉料,另加10% 以下的废钢。
然后,向转炉内吹氧燃烧,铁水中的过量碳被氧化并放出大量热量,当探头测得达到预定的低碳含量时,即停止吹氧并出钢。
一般在钢包中需进行脱氧及调整成份操作;然后在钢液表面抛上碳化稻壳防止钢水被氧化,即可送往连铸或模铸工区。
对要求高的钢种可增加底吹氩、RH真空处理、喷粉处理(喷SI—CA粉及变性石灰)可以有效降低钢中的气体与夹杂,并有进一步降碳及降硫的作用。
在这些炉外精炼措施后还可以最终微调成份,满足优质钢材的需求。
4、初轧模铸钢锭采取热装、热送新工艺,进入均热炉加热,然后通过初轧机及钢坯连轧机轧成板坯、管坯、小方坯等初轧产品,经过切头、切尾、表面清理,(火焰清理、打磨)高品质产品则还需对初轧坯进行扒皮和探伤,检验合格后入库。
目前初轧厂的产品有初轧板坯、轧制方坯、氧气瓶用钢坯、齿轮用圆管坯、铁路车辆用车轴坯及塑模用钢等。
初轧板坯主要供应热轧厂作为原料;轧制方坯除部份外供,主要送往高速线材轧机作原料。
一组图看懂钢铁生产工艺流程
⼀组图看懂钢铁⽣产⼯艺流程钢材从最初的铁矿⽯,经过不断烧结冶炼,轧制、热处理及机械加⼯,最终得到成品。
下⾯咱们⼀起来了解⼀下钢铁⽣产⼯艺流程吧:1钢铁⽣产⼯艺流程——炼钢1炼焦⽣产流程炼焦⽣产流程:炼焦作业是将焦煤经混合,破碎后加⼊炼焦炉内经⼲馏后产⽣热焦碳及粗焦炉⽓之制程。
2烧结⽣产流程烧结⽣产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加⼊烧结机,由点⽕炉点燃细焦炭,经由抽⽓风车抽风完成烧结反应,⾼热之烧结矿经破碎冷却、筛选后,送往⾼炉作为冶炼铁⽔之主要原料。
3⾼炉⽣产流程⾼炉⽣产流程:⾼炉作业是将铁矿⽯、焦炭及助熔剂由⾼炉顶部加⼊炉内,再由炉下部⿎风嘴⿎⼊⾼温热风,产⽣还原⽓体,还原铁矿⽯,产⽣熔融铁⽔与熔渣之炼铁制程。
4转炉⽣产流程转炉⽣产流程:炼钢⼚先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送⼆次精炼处理站(RH真空脱⽓处理站、Ladle Injection盛桶吹射处理站、VOD 真空吹氧脱碳处理站、STN搅拌站等)进⾏各种处理,调整钢液成份,最后送⼤钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表⾯缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢⽚等成品。
2钢铁⽣产⼯艺流程——轧钢1连铸⽣产流程连铸⽣产流程:连续铸造作业乃是将钢液转变成钢胚之过程。
上游处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注⼊特定形状之铸模内,开始冷却凝固成形,⽣成外为凝固壳、内为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经⼆次冷却继续凝固到完全凝固。
经矫直后再依订单长度切割成块,⽅块形即为⼤钢胚,板状形即为扁钢胚。
此半成品视需要经钢胚表⾯处理后,再送轧钢⼚轧延。
2⼩钢坯⽣产流程⼩钢胚⽣产流程:⼤钢胚由连铸机产出经过加热、除锈、烧除、粗轧、精轧、剪切后,⽣产成截⾯118mm*118mm⼩钢胚,其中60%的⼩钢胚再经检验、研磨去除表⾯缺陷,供应条、线⼯场轧延成条钢、线材盘元与直棒钢产品。
钢铁工艺流程图

欢迎阅读钢铁生产工艺流程炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
资源来源:台湾中钢公司网站。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
资源来源:台湾中钢公司网站。
高炉生产流程:高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部加入炉内,再由炉下部鼓风嘴鼓入高温热风,产生还原气体,还(RH钢板、或H.R BAND〔或H.R BAND〔装为成品酸洗钢卷。
资源来源:台湾中钢公司网站热轧生产流程>第二热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
资源来源:台湾中钢公司网站。
热轧生产流程>三号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL 或H.R BAND〔HR BAND 未调质轧延〕。
资源来源:台湾中钢公司网站。
热轧生产流程>四号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL 或H.R BAND〔HR BAND 未调质轧延〕。
第一酸洗冷轧线:第一酸洗冷轧线接收热轧钢卷,经过解卷、焊接、整平、盐酸酸洗、裁边之后,再经由串列式冷轧机轧延成厚度较薄之冷轧钢卷。
资源来源:台湾中钢公司网站第二酸洗冷轧线:第二酸洗冷轧线是利用张力整平机及酸洗去除热轧钢卷锈皮,清洗、烘干去除钢带表面残酸,由裁边机将钢带裁至下游产线所需宽度及经四站六重式轧延机将热轧钢卷轧至客户所需厚度,并藉自动板形控制器来改善钢带板形,是一连续式酸洗冷轧制程产线。
资源来源:台湾中钢公司网站。
热轧生产流程>热轧厚板剪切线布置图:主要功能为将原料钢卷上线解卷、切边、切片、整平、堆叠、及包装为成品钢板叠(HR PLATE)。
某钢铁集团生产工艺流程介绍(PPT 47页)
将配合好的原料运送至混合室,混合 最常用的是圆筒混合机。通过圆筒混合机 不停地转动,各种成份不同的原料逐渐混 匀变成一种化学成分均匀的烧结混合料 (混合料二),圆筒混合机的另一个作用 是通过添加适量的水,在转动作用下使烧 结混合料从粉状变成许多小粒粒状,从而 为下道工序烧结打下良好基础。由于混合 要起到混匀,造粒的作用,所以一般至少 采用二次混合作业,甚至三次、四次的。
烧结工序是整个生产环节中最重要,
最关键的一环,主要将烧结混合料通过燃 料燃烧产生的高温发生许多复杂的物理化 学反应,最终成为烧结矿。烧结过程是在 烧结机台车上进行的,但和烧结机密切配 合的是烧结主抽风机(主抽风机二),抽 风机从烧结机台车下面不间断地抽走燃烧 产生的废气,而使空气源源不断从台车表 层进入混合料,而保证台车上烧结混合料 中的燃料从上而下一直延续下去,才能像 上面说的最终生成烧结矿。烧结过程所用 的设备叫烧结机,主要是带式烧结机,还 有一种步进式平面烧结机。
第三章 球团
我厂建设有2座10平方米竖炉,设计年 产成品球团矿100万吨,于2006年1月份建 成投产,从几个生产实际来看,现已达到 年产120万吨的能力。在这里结合我厂情况, 介绍一下竖炉球团的生产工艺流程。
铁精矿
膨润土
配
料
干
燥
润
磨
高 炉 煤 气
电除尘
竖炉风机
造
球
筛
分
<8m m 烧 结 厂 或 返 回 配 料
焙烧过程通常可分为干燥、预热、焙烧、 均热、冷却(球团带冷机尾部图)5个阶段, 最后经由齿辊破碎机破碎可能粘结的大块 后排出。
钢铁生产工业流程简图
转炉炼钢
高炉液态铁送入转炉,通过吹氧等工艺,去除杂质,调整成分,得到合格的钢水。
6
连铸
钢水通过连铸机连续浇铸成坯料或铸件,如大钢胚和扁钢胚。
7
热轧
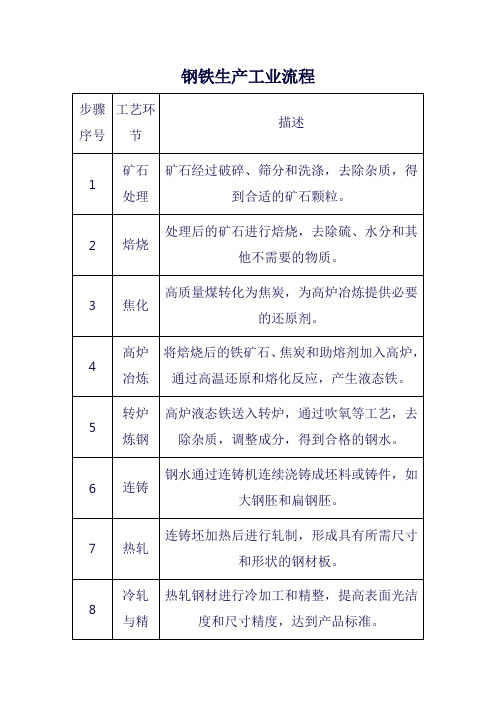
连铸坯加热后进行轧制,形成具有所需尺寸整,提高表面光洁度和尺寸精度,达到产品标准。
9
质量检测
对成品钢材进行质量检测,确保符合相关标准和客户要求。
钢铁生产工业流程
步骤序号
工艺环节
描述
1
矿石处理
矿石经过破碎、筛分和洗涤,去除杂质,得到合适的矿石颗粒。
2
焙烧
处理后的矿石进行焙烧,去除硫、水分和其他不需要的物质。
3
焦化
高质量煤转化为焦炭,为高炉冶炼提供必要的还原剂。
4
高炉冶炼
将焙烧后的铁矿石、焦炭和助熔剂加入高炉,通过高温还原和熔化反应,产生液态铁。
10
包装与发货
检测合格的钢材进行包装,并安排发货,送达客户或仓储地点。
炼钢厂基本工艺流程图
• 1:炼钢与炼铁的衔接 • 2:适时的给转炉提供合适重量、合
适成分的铁水
• 3:目前最先进的组织方式是铁水直兑,这是
节能的要求
• 4:发展趋势 : 混铁炉 鱼雷罐 直兑
二、铁水脱硫
• 1:脱硫剂:碱性氧化物(CaO,Na2O,),Mg剂 • 2:优点:还原环境,最有利的脱硫环境;成本最
低的脱硫方式;可深脱硫达到(﹤0.005%) Mg(S)+[S]=MgS(s)
• 可浇性好保证在浇铸过程中,钢水有良好流
动性.水口不堵塞、(控制含AL钢的AL含量, Ca含量,硫含量)
3. 拉速控制
• 拉速单位是m/min。拉速是连铸工艺的重要参数。
正确的拉速控制目的是:a、保证浇注顺利,力求 事故率最低;b、充分发挥连铸机生产能力;c、 改善铸坯质量。
目录
➢ 铁与钢的区别 ➢ 炼钢工艺流程介绍 ➢ 图片赏析
铁和钢的区别
➢ 化学成分
铁:C 4.1~4.3%,Si 0.25~0.50%, Mn 0.2~0.5%, P ≤0.12%,S ≤0.035%
钢:C <2.1% P ≤0.045%,S ≤0.050% 例:普通碳素结构钢Q195
C 0.06~0.12%,Si 0.12~0.30%, Mn 0.25~0.50%, P≤ 0.045%, S0.050%
钢时加入合金、复合渣
• 4:目前大转炉多采用电除尘、副枪、气动挡
渣、自动炼钢等技术
转炉冶炼
石灰、轻烧、 烧结矿、萤石
氧枪
O2 N2 炉气(CO+CO2) 副枪
氧枪喷头
氧气流股
熔池钢水 氧气流股冲击区 转炉吹炼示意图
乳浊液
(CO气泡、炉渣、铁粒)
炼钢工艺流程图

炼钢厂工艺流程与设备规格性能一、炼钢厂工艺流程图二、炼钢厂示意图1、转炉示意图及工艺参数工艺参数转炉炉体1.1炉体总高(包括炉壳支撑板):7050mm1.2炉壳高度:6820mm1.3炉壳外径:Φ4370mm1.4高宽比: H/D=1.561.5炉壳内径:Φ4290mm1.6公称容量:50t1.7有效容积:39.5m31.8熔池直径: Φ3160mm1.9炉口内径:Φ1400mm1.10出钢口直径:140mm1.11出钢口倾角(与水平):20°1.12炉膛内径:Φ3160mm1.13炉容比:0.79m3 /t.s1.14熔池深度:1133mm1.15炉衬厚度:熔池:500mm 炉身:500mm 炉底:465mm 炉帽:550mm 1.16炉壳总重:77.6t1.17炉衬重量:120t1.18炉口结构:水冷炉口1.19炉帽结构:水冷炉帽1.20挡渣板结构:双层钢板焊接式1.21托圈结构:箱式结构(水冷耳轴)倾动装置型式:四点啮合全悬挂扭力杆式(交流变频器调速)最大工作倾动力矩:100t*m最大事故倾动力矩:300t*m倾动角度:±360°倾动速度:0.2~1r/min二、方坯连铸示意图大包中包方坯弧形连铸机铸机基本参数:机型:全弧形铸机弧型半径:R6000/12000mm;机~流:5~5流间距:1250mm弯曲:连续弯曲矫直:连续矫直铸坯规格:120mm × 120mm;150mm × 150mm;100mm × 173mm;130mm × 173mm;拉速:120mm × 120mm 3.2~3.76 m/min;150mm × 150mm 2.0~3.0 m/min;100mm × 173mm; 2.8~3.4 m/min;130mm × 173mm; 2.0~3.0 m/min;冶金长度: 14.69 m(全凝固矫直);17.27 m(带液芯矫直)铸机长度:16.16m(铸机外弧基准线至固定挡板)定尺长度:3~6m铸机有效作业率:85%钢水收得率:96.8%设计年产量:80万吨/年三、板坯连铸大包中包结晶器板坯连铸机示意图铸机基本参数:机型:立弯式连铸机铸机弧型半径:6000mm;机~流:2~2流间距:4700mm弯曲:8点弯曲,R65000mm、R30600mm、R19300mm、R14000mm、R11000mm、R9000mm、R7200mm、R6000mm矫直:6点矫直,R6000mm、R7200mm、R9000mm、R11700mm、R16700mm、R31600mm 铸坯规格:150mm × 350~680mm;180mm × 350~680mm;200mm × 350~680mm;拉速:150mm × 350~680mm; V max:1.6 m/min; 180mm × 350~680mm; V max:1.5 m/min;200mm × 350~680mm; V max:1.2 m/min;冶金长度:17.43 m铸机长度:17.43 m定尺长度:6500m铸机有效作业率:82%钢水收得率:97%设计年产量:60万吨/年。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢铁生产工艺流程
炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
资源来源:台湾中钢公司网站。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
资源来源:台湾中钢公司网站。
高炉生产流程:高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部加入炉内,再由炉下部鼓风嘴鼓入高温热风,产生还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
资源来源:台湾中钢公司网站。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
资源来源:台湾中钢公司网站。
连铸生产流程:连续铸造作业乃是将钢液转变成钢胚之过程。
上游处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注入特定形状之铸模内,开始冷却凝固成形,生成外为凝固壳、内为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经二次冷却继续凝固到完全凝固。
经矫直后再依订单长度切割成块,方块形即为大钢胚,板状形即为扁钢胚。
此半成品视需要经钢胚表面处理后,再送轧钢厂轧延。
资源来源:台湾中钢公司网站。
热轧生产流程。
热轧生产流程。
资源来源:台湾中钢公司网站。
热轧生产流程>第一热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
资源来源:台湾中钢公司网站。
热轧生产流程>一号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL 或H.R BAND〔HR BAND 未调质轧延〕。
资源来源:台湾中钢公司网站。
热轧生产流程>二号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL 或H.R BAND〔HR BAND 未调质轧延〕。
资源来源:台湾中钢公司网站。
热轧生产流程>酸洗涂油线设备布置图:主要功能为将原料钢卷上线解卷、焊接、整平、酸洗、调质轧延、切边、涂油、分切及包装为成品酸洗钢卷。
资源来源:台湾中钢公司网站
热轧生产流程>第二热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
资源来源:台湾中钢公司网站。
热轧生产流程>三号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL 或H.R BAND〔HR BAND 未调质轧延〕。
资源来源:台湾中钢公司网站。
热轧生产流程>四号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL 或H.R BAND〔HR BAND 未调质轧延〕。
第一酸洗冷轧线:第一酸洗冷轧线接收热轧钢卷,经过解卷、焊接、整平、盐酸酸洗、裁边之后,再经由串列式冷轧机轧延成厚度较薄之冷轧钢卷。
资源来源:台湾中钢公司网站
第二酸洗冷轧线:第二酸洗冷轧线是利用张力整平机及酸洗去除热轧钢卷锈皮,清洗、烘干去除钢带表面残酸,由裁边机将钢带裁至下游产线所需宽度及经四站六重式轧延机将热轧钢卷轧至客户所需厚度,并藉自动板形控制器来改善钢带板形,是一连续式酸洗冷轧制程产线。
资源来源:台湾中钢公司网站。
热轧生产流程>热轧厚板剪切线布置图:主要功能为将原料钢卷上线解卷、切边、切片、整平、堆叠、及包装为成品钢板叠(HR PLATE)。
资源来源:台湾中钢公司网站。
连续热浸镀锌线:热浸镀锌线是一条连续性生产线,酸洗冷轧后钢卷送入本产线经过焊接、表面清洗及退火之后进入锌槽镀锌(GI材)或再加热产生锌铁合金(GA材),接着再经过调质轧延及张力整平,最后再依不同需求实施后处理或涂油作业。
资源来源:台湾中钢公司网站。
第一连续退火线:第一连续退火线包括清洗、退火、调质及精整等制程。
钢带经由焊接机焊接后,进入退火炉退火,而退火炉依不同钢种赋予不同退火温度,使其达到应有的机械性质,最后再依客户订单赋予钢带表面粗糙度、涂油量、分切及包装。
资源来源:台湾中钢公司网站。
第二连续退火线:第二连续退火线包括清洗、退火、调质及精整等制程。
先将冷轧后钢带表面残留之轧延油洗净,再将其加热至700~850℃,以去除钢带内部应力,并且使其再结晶及调整组织内固溶碳含量,以确保机械性质的稳定,再利用调质轧延以消除降伏点伸长,改善其材质及平坦度,并赋予钢带所需之表面粗糙度。
最后依客户订单将钢带涂防锈油、分切及包装。
资源来源:台湾中钢公司网站。
封盒退火炉:封盒退火炉之功能系将冷轧钢卷在H2或HN气氛下,进行钢卷之再结晶及光辉退火。
资源来源:台湾中钢公司网站。
电解清洗线:电解清洗线接收冷轧钢卷,经过解卷、焊接以及电解碱洗,产制电解清洗钢卷。
连续涂覆线:连续涂覆线有两项主要产品,电磁钢卷及彩色钢卷。
生产电磁钢卷的作业是接收第一连续退火线之母材后,经过清洗、水性绝缘涂料涂覆、烘焙、冷却的制程。
生产彩色钢卷作业是接收冷轧母材后,经过清洗及磷酸皮膜处理、底漆涂覆、面漆涂覆、烘焙、冷却的制程。
资源来源:台湾中钢公司网站。
电磁钢片涂覆线:电磁钢片涂覆线是设计专为生产电磁钢卷的产线。
生产电磁钢卷的作业是接收第一连续退火线之母材后经过清洗,涂上水性绝缘涂料、烘焙、冷却的制程。
资源来源:台湾中钢公司网站。
电气镀锌线:电气镀锌生产作业是将冷轧钢卷经由前段进料区、清洗与酸洗区、电镀区、后处理区、抗指纹涂覆区及后段出料区,产出电气镀锌钢卷成品。
资源来源:台湾中钢公
调质线:制程及功能:1. 改变退火后钢卷的机械性质,并消除降伏点伸长。
2. 赋与钢带表面符合订单之粗糙度。
3. 修正入料钢卷的不良板形。
资源来源:台湾中钢公司网站。
重卷线:重卷线功能系将退火及调质后冷轧钢卷施以涂油、重卷及分切制程之后,加以包装入库。
资源来源:台湾中钢公司网站。
往复式冷轧机:往复式冷轧机接收热轧酸洗钢卷(未退火与预退火),经过解卷、穿引之后,再经由六重式冷轧机轧延成厚度较薄之冷轧钢卷。
资源来源:台湾中钢公司网站
水平式退火涂覆线:水平式退火涂覆线包括清洗、退火、涂覆及切边等制程。
钢带经由焊接机焊接后,进入退火炉退火,而退火炉依不同钢种赋予不同退火温度,使其达到应有的铁损值,再依客户订单涂覆不同之水性绝缘涂料,涂膜厚度,分切及包装。
资源来源:台湾中钢公司网站。