600MW机组异常振动原因分析处理措施
600 MW机组高压调节阀振动大的原因分析及处理措施

600 MW机组高压调节阀振动大的原因分析及处理措施徐升【摘要】某600 MW超临界机组运行中高压调节阀及油管路振动大,伴随着EH 油泵电流突升及油压降低,分步排查发现是由于油站蓄能器以及高压供油管路蓄能器破裂,导致高压气体夹杂其他杂质进入油系统引起高压调节阀伺服阀卡涩。
经逐个检测,根据油动机状态确定相应的处理方法,详细介绍了在线隔离油动机更换伺服阀过程,油系统已恢复正常运行。
%Fierce high-pressure regulating valve and oil pipe vibration occur in operation of 600 MW super-critical units with current surge of EH oil pump and the oil pressure decrease. It is detected step by step that the causes are rupture of oil station accumulator and high-pressure oil supply pipeline accumulator, due to which high-pressure gas and other impurities enter into the oil system and cause jam in servo valve of high-pressure regulation valve. Through one-by-one test, the corresponding treatment methods are determined by state of oil servomotors. The paper expounds online servo valve replacement by isolating oil servomotor, after which oil system goes back into normal operation.【期刊名称】《浙江电力》【年(卷),期】2016(000)001【总页数】5页(P53-56,65)【关键词】600 MW机组;蓄能器;调节阀;管路振动;伺服阀;在线更换【作者】徐升【作者单位】浙江大唐乌沙山发电有限责任公司,浙江象山 315722【正文语种】中文【中图分类】TK267某哈尔滨汽轮机厂N600-24.2/566/566型600 MW超临界机组,安装有哈尔滨汽轮机厂配套提供的EH(抗燃油)系统,高压调节阀采用伺服型执行机构。
600MW汽轮发电机组振动问题分析与处理
分 析认 为 , 这是 由于 8 8 z、 低 速 下轴 晃 度 过 大所
引起 的 。
表 面上看 轴 振 减 小 了 , 实 际 振 动 却 变 大 了 , 但 直
接导 致瓦 振不 降反增 。
2 2 低 压 转 子 振 动 不 稳 定 .
值, 见表 1 。3号 ~ 6号轴 振 和瓦振 信 号都 是 以工 频 为主 , 因此振动过 大的主要原 因是转 子不平衡 。 表 1 2 0 m n后 各测点振动峰值 所对应转速 0r i 0 /
测点”
3 /y x3
1 调 试 阶段 轴 系动 平 衡 试 验
该 机组 是超 临界 6 0MW 汽 轮发 电机 组 , 0 由
起 一定 幅度 的振动 , 如果 不平 衡 引 起 的振 动 角 度
和 晃动 角度相 位相 反 , 会 部分 抵 消转 轴 晃 度 影 就
轴系平衡 后 , 0 ri时振动 随转速 变化趋 势平 2 0ra n O /
稳 , 00rri定速后各 点振动 明显减 小 。 3 0 / n a
很 敏感 。低 压 两 根 转 子 还 普 遍 存 在 瓦 振 与 轴 振 相等甚 至 瓦振大 于 轴振 的情况 , 这都 说 明 低压 转
子两侧 支 撑 系统 刚 度 不 足 。而 目前 不 具 备 彻 底
检 查和 调整 支撑 刚 度 ( 如检 查 和调 整 底部 台板 间 隙等 ) 的条 件 , 能 通 过 精 细 平 衡 尽 可 能 减 小 激 只 振 力 的方 法 来 降低 振 动 , 期 效 果 不 错 , 很 难 短 但 保 证振 动 长期不超 标 。 2 3 发 电机 后轴 承油 挡与转 轴发 生摩擦 .
火电厂600MW机组风机振动分析控制
火电厂600MW机组风机振动的分析与控制摘要:风机作为火力发电厂重要辅机设备之一,其良好的运行对于机组的安全性与经济性有着重要的保障作用。
然而,随着机组容量的日趋扩大,风机在运行中也会暴露出很多问题,尤以振动较为突出。
故笔者结合多年工作经验,对600mw机组的风机异常振动进行了分析,提出了控制振动的可行性措施,以供参考。
关键词:风机机械振动流体振动控制前言:火力发电厂常用的风机按用途可以分为送风机、引风机、排粉机等,对于大容量再热机组锅炉还采用了再循环风机等。
这些风机在锅炉的送风、制粉和烟气系统中担负不同的工作任务,其运行状况对电厂的安全、经济运行十分重要。
目前,风机在运行中还存在不少问题,尤其是振动现象,一直以来都是风机运行中的常见故障之一,严重时将危及风机的安全运行,甚至会影响到整个机组的正常运行。
且随着机组容量的日趋大型化,其振动问题也变得尤为突出。
故笔者将结合600mw机组的风机异常振动,对其原因与控制措施进行分析。
1.风机振动的原因鉴于引起风机振动原因的复杂性及易于察觉的特点,通常将风机的振动原因分为机械引起的振动和流体流动引起的振动。
1.1 机械原因引起的振动1.1.1 转子质量不平衡引起的振动实践表明,引起风机的振动多数属于转子质量不平衡的振动,其特征是振动频率与该风机转速的高低有关,和转速一致。
造成这种振动的原因有很多,例如运行中叶轮叶片的局部腐蚀或磨损;叶片表面不均匀积灰或有附着物(如铁锈);机翼风机叶片局部磨穿进入飞灰;轴与密封圈发生强烈的摩擦,产生局部高温使轴弯曲;叶轮上的平衡块重量与位置不对,或位置移动以及检修后未找平衡等,均会造成转子质量不平衡,从而产生剧烈振动。
1.1.2 转子中心不正引起的振动如果风机联轴器不同心,结合面平行度达不到安装要求(机械加工精度或安装不合要求),就会使联轴器间隙随轴旋转而忽大忽小,造成中心不正,因而发生和质量不平衡一样的周期性强迫振动,其主要特征是振动频率和转速成倍数关系,振幅随风机轴与电动机轴的偏心距大小而变。
600MW汽轮发电机组振动问题分析
600MW汽轮发电机组振动问题分析本文旨在针对国产的600 MW大容量汽轮发电机组进行振动分析,该发电机组有两种结构,现在将分别对不同结构的机组进行异常振动分析研究,找出振动的实质性因素,为处理振动问题提供有效的总结和一些现场处理的措施与方案。
标签:振动600 MW 蒸汽低压转子一、轴系结构类型由我国生产制造的600 MW汽轮发电机组分为两种轴系结构。
亚临界600 MW机组是早期的高压转子和低压转子分开,由11个轴承构成;另一种超临界600 MW机组轴系结构的该汽轮机组由高中压转子组合成一个转子,由9个轴承构成。
其发电机转子的轴系排列结构均是这样的顺序:高压、中压、2个低压、发电机和励磁机等转子。
若是后来投入运行的超临界600 MW机组是高压与中压组合成一个高中压转子。
两种轴系结构的机组的转子均是由刚性联轴器来连接的,转子都是双支承结构,亚临界机组的三支承结构是励磁机转子,超临界机组的却是集电小轴。
另外一个区别就是不同的厂家在生产该机组时将两低压转子间用一个连接短轴连接,大致的原理基本是一致的。
二、现场常见振动问题的分析和治理1.低压转子的振动分析和治理1.1轴承座的振动问题轴承座出现较大的振动是很多出现振动的早期国内生产的600MW机组的一个共同问题,轴承座振动不会造成轴振动的大型问题,但反映了轴承座出现了振动问题,有的还有振动超标的性质。
这样过大的振动问题缘由是因为轴承座的动刚度小的因素。
早期国产機组的低压转子的轴承座的振动原因多数是因为其坐落于低压缸凹窝之上,而该低压缸钢性弱,尺寸偏大,所以会造成轴承座的动刚度下降,由此开始出现轴承座的偏大振动问题。
后期制造的机组将低压转子的支承轴承改变成落地式的构造,轴承座就不会受到低压缸的刚度所影响,然而还是出现了轴承座的异常振动,此时的振动就与轴承座自身的支承刚度有关,表明其刚度出现了不足的问题。
当机组运行过程中,现场出现轴承座的异常振动时,其解决方案是首先对低压转子的动平衡进行调整,最大限度减小其激振力。
国产600MW超临界机组振动原因分析及消除
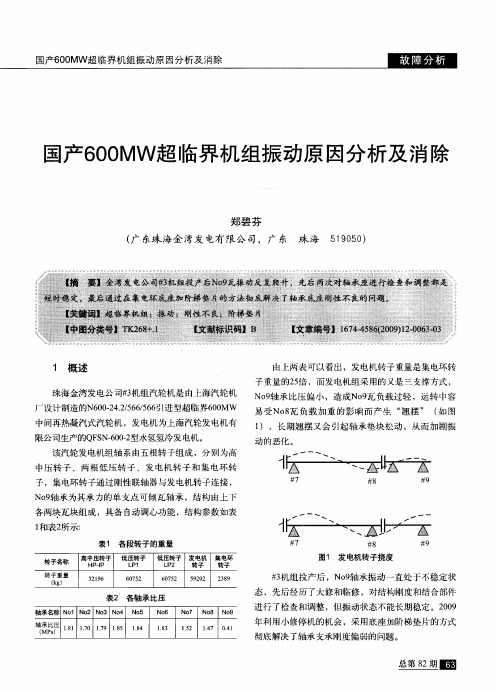
图1 发 电机转子挠度
牟 机组 投产后 ,No 轴 承振 动一直 处于不稳定状 3 9 态 ,先后 经历了大修和临修 ,对结构刚度和结合部件
表2 ‘各轴承 比压
轴承名称 o N 2 o N 4 N 5 N l o N 3 o o
轴 承 比压 1 ( a MP ) 8 l 0 17 1 l 4 1 .9 名5 7 8
动 的恶化 。
该汽轮发 电机组轴 系由五根转子组成 ,分 别为高 中压 转 子 、两根 低压 转子 、发 电机 转 子和 集 电环转
1 二
# 7 # R ≠9 ≠
子 ,集 电环转子通过 刚性联 轴器与发 电机转子连接 ,
No 轴承为其承 力的单支 点可倾瓦轴承 ,结构 由上下 9 各两块瓦块组成 ,具备 自动调心功能 ,结构参数如表 1 和表2 所示:
() 出卡在励 磁机冷却风扇 内部的碎布 条 ; 1取 () 出No 瓦下瓦炉侧 垫铁螺 丝,重新紧固 ; 2拆 9 ()重新调 整并加 大轴承盖紧力 :机f O1mm, 3 l.  ̄ O l
表1 各段转子 的重量
转子名称
转 子 重 量 (g k)
1 —
7 群8 # 9
高中压转子 低压转子 H. P1 P L1 P
3 l6 2 9 672 0 5
低压转子 发电机 集电环 L2 P 转子 转子
672 0 5 52 2 9 0 28 39
(N 9 2 o 轴承处轴颈晃度为0 8 ( ) . 伽n标准≤0 5 m ; 0 .r ) 0a () 3 上轴承盖无紧力 ( 标准紧力O-0m - . m),测量 05
结果为炉侧 间隙0 7 m,机侧 间隙为0 2 .m 0 . mm; 3
600MW超临界汽轮发电机组振动问题分析
600MW超临界汽轮发电机组振动问题分析摘要:汽轮发电机组的振动问题是电厂机组云心常见的故障现象,长时间的振动可能导致转动部件的疲劳损伤、轴承磨损、设备共振等问题,严重时可能导致设备损坏,影响电力生产的安全性和稳定性。
本文针对600MW超临界汽轮发电机组振动问题进行了深入分析。
包括转子质量不平衡、蒸汽激振力、轴系不平衡、轴承座和基础松动等。
并提出了一系列针对性的解决措施。
希望本文的研究能够为解决600MW超临界汽轮发电机组振动问题提供一些有益的思路和方法。
关键字:600MW超临界汽轮发电机组;振动问题;原因分析;解决措施在电力系统中,600MW超临界汽轮发电机组作为核心设备之一,具有较高的热效率和功率输出,其运行稳定性和可靠性对于整个系统的安全和稳定具有至关重要的作用。
然而,在实际运行中,汽轮发电机组经常会出现各种问题,其中振动问题是最为常见的问题之一。
振动问题不仅会影响设备的正常运行,还会对设备的安全性和可靠性造成威胁。
因此,对600MW超临界汽轮发电机组振动问题进行深入分析,并提出相应的解决措施,对于保障电力系统的安全和稳定具有重要意义。
一、转子质量不平衡在转子的制造过程中,材料不均匀、加工误差等因素可能导致转子质量不平衡。
此外,长期运行中的磨损、腐蚀等问题也会引起转子质量不平衡。
安装过程中,安装不到位或轴承座与转子对中不良等也会导致这种不平衡。
这种不平衡质量会在转子旋转时产生离心力,进而引起机组振动。
由于转子不平衡质量在旋转时产生的离心力是周期性的,因此机组的振动频率与转子的转速一致。
通常情况下,振动大小会随着转速的增加而增加。
这是因为随着转速的增加,不平衡质量产生的离心力也相应增加。
如果转子的不平衡质量主要集中在某一侧,那么振动的方向将与转子的旋转方向一致。
另外,由于转子的不平衡质量是固定的,因此振动的幅值和相位角通常不会随时间变化,表现出较好的稳定性。
针对由转子质量不平衡引起的振动问题,可以采取以下措施进行解决:通过在转子上添加平衡块,使转子在旋转时达到平衡状态,从而消除因转子不平衡引起的振动;改善蒸汽管道状况可以降低机组振动;调整轴系上各轴承座的相对位置使整个轴系的平衡状态达到最优;针对地基不牢固或轴承座松动引起的振动问题,可以通过加固轴承座和基础的方法来解决。
汽轮机振动特性分析及故障判断

汽轮机振动特性分析及故障判断随着经济的快速发展,汽轮机被广泛的应用在各行各业,加强汽轮机振动特性分析及故障判断,对我国汽轮机行业的的发展起着至关重要的作用。
本文将从汽轮机振动故障分析、西屋引进型600MW汽轮机振动特性分析及汽轮机振动特性分析发展趋向等几个方面进行分析。
标签:汽轮机;振动特性;故障一、前言目前由于汽轮机行业的不断壮大,汽轮机振动特性分析及故障判断的问题得到了人们的广泛关注。
虽然我国在此方面上有所完善和进步,但是仍然存在一些问题和不足需要改进。
在建设社会主义和谐社会的新时期,进一步加强汽轮机的振动特性分析技术,保证汽轮机的运行质量,是促进汽轮机发展的一个重要环节。
二、汽轮机振动故障分析1、转子故障引起的振动(1)转子质量不平衡。
在现场发生的机组振动过大,按其原因分,属于转子质量不平衡的占了绝大部分,转子质量不平衡可分为转子残余不平衡和转子部分缺损两种情况。
(2)转子中心不正。
机组各转子中心不正对轴承振动的影响很大,它是产生转子扰动力的原因之一,而影响转子中心不正的原因很多,其中有由于转子中心测量调整不精确造成的,有由于联轴器缺陷造成的。
(3)转子热弯曲。
转子热弯曲包括发电机转子热弯曲和汽轮机转子热弯曲两部分。
发电机在热态时振动较大,其原因是由于转子在径向受到不均匀的加热或冷却,使转子热弯曲。
汽轮机转子产生热弯曲的原因有些与发电机转子相同,有些则不同。
(4)转子产生裂纹。
转子轴系是大功率动力机械的重要部件,其工作环境极其恶劣,在高温、高压下的蒸汽环境中,并高速运行,不但要受到机械载荷的作用,还要承受交变热负荷。
2、转轴碰摩引起振动转轴径向碰摩是机组启动和正常运行中振动突然增大的主要故障之一,据国内汽轮机转轴事故统计表明,其中的86%是由转轴碰摩引起的,转轴碰摩严重时还会引起轴系破坏事故,因此正确地诊断机组启停和运行中转轴碰摩具有非常重大的意义。
转轴碰摩具体又可分为机组启停中碰摩和工作转速下的碰摩,下面将分别给予分析。
600MW机组汽轮机振动故障分析
2 0 1 3 年 第3 3 期l 科技创新与应用
6 0 0 MW 机 组汽 轮机 振 动故 障分析
张 建 新
Hale Waihona Puke ( 江苏大唐 国际吕四港发 电有限责任公 司, 江苏 启东 2 2 6 2 0 0 ) 摘 要: 进入 到新世纪以来, 随着我 国市场经济水平的迅速提升 , 我 国的各行各业: 郝取得 了非常快速的发展 , 作 为反应汽轮机 组 运 行 过程 中安 全性 的 最 重要 的 指标 , 汽 轮机 转子 振动 是 会 受 到很 多因素 的 影响 的 , 并且 当其 出现 故 障 时 , 要 想 对其 原 因进 行 查 明 也是较为 困难的。本文便是针对 大机组 的汽轮机 由于联轴器外罩 以及护板等脱落而导致的机组停机和振动过大等 问题 , 对发 电 厂 的 安全 性 造 成 了严 重 的影 响 , 文 中就 我 国上 海 汽轮 机 厂 所 生产 和制 造 的 6 0 0 MW 的 汽轮机 出现 的 几类 振动 故 障进 行 了分析 , 并
简述 了其 发 生 的原 因和应 采 取 的对 策 。 关键词: 6 0 0 MW 机 组 汽轮 机 ; 振 动故 障 ; 产 生原 因
1某发 电厂 3 号 机组 轴的振 动故 障分析 1 . 1振动故 障经过 的描述 在2 0 1 0年 4 月2 2日时机组 的负荷为 5 5 0 M W, 继续 增加 负荷后 , 3 号机 组 的 5 号 轴 瓦 的轴 出现 了振 动 的问 题 ,在 X方 向上 轴 振动 时从 2 4 u n开始 发生 波 动 的 , r 幅度 在 1 6 - 4 0 u n 的范 围内 , r 而 在 Y方 向上 , 振 动 时从 4 5 u m是开始 发生 波动 的 , 幅度在 3 5 - 9 0 u m的范 围内 。 并 且 随着 所受负荷的不断变化 , 5 号轴瓦的轴振动情况是不断间歇波动的, 严重 的影 响 了机 组 的稳 定性 和安全 洼 , 因此暂 停机组 的运行 。 1 - 2振动故障的原因分析 在2 0 1 0 年5 月8 好对 3 号机组开机检查 , 将其轴承盖打开, 我们 发现低压转子以及 中压转子联轴器罩壳的两侧板均脱落,并且调速板 的侧板掉落在了轴承座的内部 ,而发电机端的侧板套则是随着转子进 行转动的, 产生了4 处磨痕。在这 4处磨痕中, 最严重的为发电机端联 轴器的凸台磨痕, 磨痕的宽度约为 6 0 a r m, 而深度也达到了 1 0 mm, 并且 从调速端到发电机端是逐渐变浅的。在发电机端外缘处和螺栓调速侧 的磨 痕都 是较浅 的 , 轴颈 和联轴器 的连接 处也有 磨痕存 在 。 联轴器的罩壳侧板为什么会脱落呢?这主要是 由于联轴器罩壳 3 m m厚侧板 和中间的上 、下两个半圆形拱板 的焊接方式都是采用点 焊, 刚度较差 , 侧板也容易出现变形 , 一旦出现了触碰和摩擦 , 侧板就很 容 易脱落 。 结合 振动故 障 的具 体特 , 我们认 为导致 5 号轴 瓦轴 出现 振 动故 障 的根本原 因就是 低压转 子和 中压转子 联轴器 罩壳侧板 出现 了不 规 则的碰 磨 。 1 _ 3振动故障的解决对策 1 . 3 . 1在侧板厚度不变的前提下 , 汽轮机低压转子以及中压转子联 轴 器罩壳 的侧本 与上 、 下 两个半 圆形 的拱 板之 间不再采 用点 焊 的方 式 , 建 议选择 双面满 焊 。 1 . 2 . 2及时的更换低压转子和中压转子的联轴器罩壳, 适当的扩大 预留的间隙, 建议分别加大 4 mm, 同时选择更加合理的设计安装值。 1 . 2 . 3在整个机组的运行的过程 中,我们发现是会碰磨 5 号轴瓦 的, 由于 出现过 振动 增 大的 现象 , 随后 这种 现场 又消 失 了 , 可见 联轴 器 的凸台的整圈都受到了磨损 , 磨掉部位对转子的强度并没有产生过大 的影响 , 转 子振动 也未受 到影 响。在进行 了相关 的计算 后 , 我 们认 为虽 然 低压 转子 和中压转 子的联轴 器受 到 了磨损 ,但是 轴颈 的强 度还是 可 以满足机组的安全运行的, 所以我们只需要继续进行打磨, 逐步消除毛 刺 就可 以了 。 在采取了上述的对策后 ,机组 的运行状况恢复正 常,负荷为 6 0 0 b l W 时, 其 振动 在 4 8 u n左 右 , r 并 且看 不 到波 动 的现象 , 5 号 轴 瓦 的 金 属温度 约为 5 5 摄 氏度 , 运行 陛能 良好 。 2某发电公司的 1 号机组的振动故障分析 2 . 1 3 - 7 号轴 瓦的振 动故 障 2 . 1 . 1挡板 结构 。通 常 隋况 下 , 在 汽轮机 组 的转子 轴系 中应有 5 个 联 轴器 的螺栓 是有挡 板的 , 这5 个联 轴器螺 栓分别 是低压转 子发 电机 联轴器靠近低压转子的一侧 ,低压转子发电机联轴器靠近发电机的一 侧, I 、 I I 低压转子发电机联轴器靠近 I I 低压转子的一侧 , 低、 中联轴器 靠近低压转子 的一侧以及 I 、 I I 低压转子发电机联轴器靠近 I 低压转子 的~侧。联轴器的螺栓挡板一般会分为两个半扇形 , 宽度约为 1 6 5 m m, 厚度为 5 a r m,材料一般选用 1 C r 1 3 ,在每一个挡板上都均匀 的分布着 1 2 个直 径为 n l / n的孔 , 每个 螺栓 的长度为 4 0 mm , 直径 为 1 0 m m, 挡板将 这1 2 个 固定在 了联轴 器的螺 栓上 , 从 而避免 了联轴 器螺栓 出现高 速旋 转 鼓风 的问题 。 在2 快 挡板上 , 也 均匀 的分布 了 1 2 个半 圆形 的排气孔 , 挡 板 内的气体 就能够 被排 出。 挡 板与转 子的 间隙应为 0 . 5 m m , 与 顶部 的 间隙为不 超过 0 . 3 a r m, 拧 紧螺栓 的力矩 为 4 0 N m。 2 . 1 . 2振动 故障经 过 的描 述 。在 调试 机组 的过程 中 , 汽轮 机处 于 冲 转 的状态, 其转速约为 1 2 0 0 r / m i n , 半个小时后其转速约为 2 4 5 0 @ m i n , 3
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
600MW机组异常振动原因分析及处理措施
中图分类号:tv212
摘要:汽轮发电机组振动的原因很多,振动的大小在一定程度上不仅影响到机组的经济性,而且直接关系到机组的安全、稳定运行。
文章就某发电厂600mw机组异常振动增大的原因诊断及处理措施进行了分析,提出测量油挡间隙,重新调整油挡间隙至标准范围的方案。
关键词:600mw机组异常振动处理措施
1.机组概况
某发电厂一期工程#2机组汽轮机是国产引进型600mw亚临界,本机组为四缸、四排汽、单轴凝汽式汽轮机。
汽轮机中轴承箱位于高压缸和中压缸之间,在其中装有2号和3号径向轴承,分别支承高压转子及中压转子。
2 号和3 号轴承振动探头分别安装在中轴承箱两端,x、y方向振动探头与水平方向成45°。
2 机组振动异常变化过程
该厂#2机组单阀运行时,根据相关数据记录,机组轴承振动值良好,按照节能运行要求,#2机组进行单阀切顺序阀操作,机组负荷450 mw,主汽压力为14.4 mpa,阀切换顺序为1/4-3-2,2号轴承x方向轴振从0.083 mm 上升至0.215mm,y方向轴振从0.091mm 上升至0.238 mm,2号轴承复合振动从0.062 mm上升至0.168mm。
振动突变时,2号轴承x方向间隙电压减小1.1v,y方向间隙电压
增大1.1 v(表1),按照振动传感器输出电压与间隙值的转换关系,1 mm间隙对应8 v电压,故在x 方向,转轴表面与探头距离减小0.138mm,y方向,转轴表面与探头距离增大0.138 mm,由于x、y 方向振动探头安装位置与水平方向的夹角均为45,根据矢量合成可得,轴心位移量l=(0.1382+0.1382)1/2=0.195 mm,轴心位移方向水平向右。
为了在不停机的条件下解决2号轴承在阀切换时振动大的问题,经过咨询技术人员以及借鉴同类型机组阀切换的经验,尝试改变阀切换顺序以降低2号轴承振动。
该厂#2机组原采用的阀序为对冲进汽方式,高压调速汽门1、4阀同时开启,再开启3阀,最后开启2阀,即阀切换顺序为1/4-3-2,由于采用阀序1/4-3-2 会使2号轴承振动突升,尝试采用上海汽轮机厂提供的上半周进汽的阀切换方式:3/4-1-2 阀序(图1),机组负荷400 mw,主汽压力为14.1 mpa,2号轴承x 方向轴振从0.093 mm上升至0.201 mm,y 方向轴振从0.100 mm 上升至0.288 mm,复合振动从0.070 mm 上升至0.190 mm,阀切换过程中,2号轴承振动异常增大,阀切换操作没有顺利完成。
振动突变时,2号轴承x方向探头间隙电压减小1.6 v,y方向探头间隙电压增大2.7 v(表1),故x方向,转轴表面与探头距离减小0.2 mm,y 方向,转轴表面与探头距离增大0.338 mm,由矢量合成图可得,β=tan-1(0.20/0.338)=30.6°,故轴心位移方向与水平方向夹角α=90°-45°-30.6°=14.4°,轴心位移量l=(0.202+0.3382)1/2=0.393 mm,轴心位移方向如图2所示。
2 振动异常增大原因分析
该厂2号机组在阀切换时振动具有以下特征:
(1)振动频谱丰富,以工频分量为主,同时含有低频和高频分量;
(2)2 号轴承轴振变化量很大,振动变化量最大188 μm,相位变化最大值54°,而相邻的1、3 号轴承轴振变化量很小,相位几乎没有变化(表1);
(3)1、3 号轴承轴心轨迹与波形未发生畸变,振动波形为正弦波;2号轴承轴心轨迹发生较大畸变,波形有削波现象(图3)。
从上述振动特征判断转子上存在动静摩擦,机组采用单阀运行时,各喷嘴组由于阀位开度一致进汽均匀,转子受力均衡,高压转子前后轴承振动值良好;#2机组阀切换过程中,高压缸调节级不均匀进汽,某些喷嘴组处于关闭或部分开启的状态,在调节级附近会形成不均匀流场,同时这部分蒸汽在整机中流量最大、压力最高,汽流扰动对转子受力产生较大影响,转子的受力不均匀使转子在轴瓦中的位置发生变化,如图2 所示,当转子位移量大于动静间隙时,将会导致动静部件发生摩擦;受摩擦力冲击效应影响,振动波形和轴心轨迹上将会出现毛刺、削波等畸变,频谱丰富,含有低频、工频和高频分量。
3 动静摩擦部位判断
汽轮发电机组容易发生动静摩擦的部位包括:转轴和乌金、转轴和密封瓦、转轴与汽封、转轴与油挡、叶尖与汽缸等。
大多数情况下,摩擦点附近振动矢量的波动和变化量最为明显。
距离摩擦点越远,振动矢量变化幅度越小;由表2可以看出,2号轴承轴振变化量最大值为188μm,相位变化最大值54,与之相邻的1、3号轴承轴振只变化5~10μm,相位几乎没变,由此判断发生动静摩擦的部位靠近2号轴承,与1、3号轴承的距离较远;动静摩擦部位很有可能在2号轴承外油挡或高压缸后轴封,由于轴封结构具有弹性退让特性,轴封与转轴发生动静摩擦时轴封块能够弹性退让,一般不会使轴振产生瞬间大幅度的爬升,而2号轴承外油挡是固定油挡,外油挡与转轴发生动静摩擦时,转轴会受到瞬间的冲击力,使轴振瞬间大幅度爬升,加上2号轴承外油挡间隙小于高压缸后轴封间隙,故动静摩擦更有可能发生在2号轴承外油挡处。
4 处理情况
4.1 处理方案
(1)根据我厂《600 mw机组集控运行规程》规定,汽轮机高压缸调节级金属温度在204℃以下,若有紧急工作,可以短时间停运盘车,每停30 min,应盘车180°进行自重直轴30 min。
#2机停机后,待高压缸调节级温度降至204℃以下,间断停止电动盘车及润滑油系统,利用停运润滑油系统的时间,处理2号轴承振动大缺陷;
(2)在盘车状态下用砂纸及锉刀打磨轴振测量部位对应的轴径,使轴径表面光滑,减小轴振测量的虚假信号;
(3)根据油挡间隙测量结果调整油挡间隙至标准范围;
(4)增加高压缸端部以及轴封部位的保温层厚度,减小热辐射对轴承箱的影响;
(5)提高轴封加热器负压,减少高压轴封漏汽量,以减小高温蒸汽对轴承箱的影响。
4.2 检查处理情况
#2机停机后,检查高压缸后轴封间隙较为均匀,间隙值在0.56±0.05 mm 的标准范围内,2 号轴承外油挡间隙电侧、炉侧偏差较大,上半油挡水平方向电侧间隙只有0.15 mm,拆开2 号轴承上半油挡后,发现靠电侧油挡齿有明显的摩擦痕迹,油挡齿有翻边现象,油挡齿上附着一层焦状硬块,轴径有轻微磨痕。
外油挡水平结合面方向电侧间隙0.15 mm,炉侧间隙0.60 mm,上半油挡与下半油挡存在错口现象,下半油挡间隙基本在标准范围内。
而前后两次阀切换时,高压转子向电侧位移量分别为0.195 mm 和0.393 mm,当转子位移量大于动静间隙时,将会导致动静部件发生摩擦,阀切换时2号轴径向电侧油挡齿的位移量大于该处油挡间隙,导致2号轴径与外油挡发生摩擦。
修后#2机进行单阀切顺序阀时,2号轴承轴振最大值0.121mm,#2机满负荷运行时,2号轴承x 方向振动0.068mm,y 方向振动0.074mm,复合振动0.070 mm,2
号轴承振动恢复至优良状态。
5 原因分析
(1)高压缸后轴封漏汽量较大,高温蒸汽烘烤轴承箱,轴承箱发生轻微变形,使2号轴承外油挡间隙发生变化,最终导致油挡与
轴径发生动静摩擦。
(2)因为高温蒸汽的烘烤,油挡内残留的油液、保温泥混合物在油挡齿间变硬形成一层焦状硬块,促使油挡的间隙变小,导致机组阀切换过程中油挡与轴径发生动静摩擦。
(3)上下油挡结合面存在错口(电侧间隙:0.15 mm,炉侧间隙0.60 mm),高压转子在机组前后两次进行阀切换时,往电侧位移量分别为0.195 mm 和0.393 mm,而该处油挡间隙只有0.15 mm,阀切换时2号轴径向电侧油挡齿的位移量大于该处油挡间隙,是产生动静摩擦的根本原因。
6 结语
振动异常发生后,技术人员通过分析汽轮机振动采集系统的数据,制定出切实可行的检修方案,利用机组调停7天的机会,彻底解决了#2机阀切换过程中2号轴承振动大的技术难题,消除了设备隐患,提高机组运行的安全可靠性,同时#2机组顺序阀的投入,减少了主蒸汽的节流损失,提高了汽轮机组的效率。
注:文章内所有公式及图表请用pdf形式查看。