工业润滑油应用中的漆膜问题
润滑油使用中常遇到的五个问题
润滑油使用中常遇到的五个问题1.设备润滑的重要性机械设备失效方式主要有磨损、断裂、腐蚀、变形等,其中磨损所占比例大约60—80%以上.80%的磨损失效与润滑有关,而其中油品净化,污染度高低,又直接影响到摩擦付磨损.实践证明,设备的出厂寿命,绝大程度取决润滑条件,决大多数设备都废弃出于摩擦运动部件损坏.著名轴承公司曾指出54%的轴承失效是不良润滑造成2.怎么区分设备故障是润滑油引起的,还是配件质量不好引起的?.低档油换高档油磨损工况好转.摩擦付不正常发热、流脂、结焦.摩擦付没发现质量问题,但运行工矿不佳.润滑油出现油泥、变黑、变白、粘度变化过大,缺油、泡沫、锈蚀等.上述问题一般均发生在“油”上,而非配件和系统上3.目前设备维护中存在的问题.出现设备故障很少从"油"方面上寻找,大部分从材质、硬度、加工精度和安装等方面寻找4.润滑油的维护1)润滑油需要经常维护吗?有人讲我们不维护、设备也用很长时间,怎么理解?润滑油是可变的,应经常进行监测设备维护好,是可以长寿命的“零维修、零故障、零储备”不是遐想2)润滑油发黑、变稠、变白、沉淀、混浊是什么原因?还能不能用?维护好的油应是清澈透明的油发黑证明已变质不好用,变稠变白、沉淀、混浊都是变质表现,据情处理3)换机油为什么要清洗?怎么清洗?不清洗行不行?油箱、管路都需清洗分人工、机械二种办法将洗油加热,用清洗机效果最好只清洗油箱不清洗管路就等于混油精密液压系统,清洗后要检查污染度新安装设备及已运行设备都有清洗的问题润滑油过滤,润滑油过滤设备,润滑油过滤器,润滑油过滤机,润滑油过滤袋,润滑油粘度,润滑油检测,润滑油生产工艺,润滑油清洗剂最好用专用清洗产品5.举例轴承润滑油过滤问题清除油中2-5微米颗粒滚动轴承疲劳寿命可延长原来10-50倍。
假如润滑油中没有微小颗粒,在小于疲劳破坏载荷条件下,轴承寿命是无限的 美国XX造纸厂更换精细滤油器后原每半年必换19轴承而后8个月没换1个。
漆膜常见问题及解决办法
漆膜常见问题及解决办法汽车喷漆作业常见问题分析及处理⽅法荟萃1、细裂纹细裂纹为⾊漆层中的⼩型裂纹。
现象分析⑴⼀般原因这种现象,对⾼品质的现代⾯漆经过妥善喷涂,并不会轻易构成⼀种特殊问题。
⑵曝露于有害物中(最常发⽣)油漆表⾯长期曝露在⽇光⾥,会产⽣细裂纹。
在某种情况下,如果附近⼤⽓环境不良,来⾃⼯业污染物或化学物(或者可吸⼊颗粒)对油漆表⾯侵蚀,致使漆膜抗⼒减弱,也会产⽣细裂纹⽑病。
⑶漆料搅拌不均匀如果某些重要的油漆调和成份搅拌不均匀,导致不能全部发挥辅助作⽤,使漆膜抗⼒减弱,因⽽发⽣细裂纹。
⑷固化剂使⽤不当⾊漆使⽤⾮特别指定的固化剂,因⽽降低漆膜效⽤,使其对于⽇光的有害影响,更敏感。
⑸旧漆或以前修补的影响已经存在的损坏处、旧漆或修补处,对于新喷涂的⾊漆层,具有全⾯的抗⼒减弱作⽤,因⽽影响漆膜的性能。
⑹漆膜过厚将⾊漆层喷涂过厚,以致于超过正常漆膜的张⼒⽽造成细裂纹现象。
细裂纹补救办法:如经轻微的打磨粗蜡或抛光仍不能使其恢复适当的⾊泽及平滑,则应将受影响的表⾯砂磨打平,然后再重新喷漆,在情况极为严重处,受影响的表⾯应打磨⾄底漆处。
2、起雾拉卡漆(如亚克⼒及硝化棉)喷漆施⼯中或施⼯后,在漆表⾯上⽴即出现乳⽩⾊或雾状现象。
现象分析⑴⼀般原因因为⽔⽓凝结在未⼲漆膜上⽽使油漆中的展⾊剂沉淀所致。
快速蒸发的稀释剂、⾼压⽓、喷漆房的⽓流以及下⾬或潮湿的⽓候等原因都⾜以造成这种现象。
稀释剂快速地蒸发,会过度降低漆膜表⾯温度,温度的快速下降,会引起漆膜表⾯⽔份凝结。
⑵使⽤错误的稀释剂(最常发⽣)使⽤快速蒸发的稀释剂,会使厚漆膜冷却过度,以致于发⽣⽔⽓凝结现象。
⑶喷枪调整或稀释剂不当如果压缩空⽓的压⼒太⾼,也会对潮湿的油漆表⾯产⽣冷却效应,使⽔份凝结的速度增⼤。
⑷温度不适通常会在温度偏⾼时出现,因为在⽐较⾼温的空⽓中,含有较多的湿⽓,所以在喷漆施⼯时,容易在新漆表⾯上凝结。
⑸⼲燥不当利⽤喷枪对潮湿的漆膜进⾏空⽓喷扫,将会增加稀释剂的蒸发速度,导致⽔份凝结在漆膜表⾯。
透平机组用油的漆膜问题研究

透平机组用油的漆膜问题研究朱映林; 贺石中; 於迪; 王冰; 谢静【期刊名称】《《润滑油》》【年(卷),期】2019(034)004【总页数】6页(P30-35)【关键词】润滑油; 透平机组; 漆膜; 检测【作者】朱映林; 贺石中; 於迪; 王冰; 谢静【作者单位】广州机械科学研究院有限公司广东广州510000【正文语种】中文【中图分类】TE626.360 引言蒸汽轮机、燃气轮机、水轮机、离心式压缩机和流体泵等机械设备一般统称为透平机组,其主要的润滑摩擦部件是滑动轴承。
特点是负载高,造价高,对运行可靠性要求高,一旦出现设备故障,不但维护费用高,且对生产造成严重影响。
以水轮发电机组为例,水轮机的机械负载大,电力输出功率高,发生故障容易对电网形成较大的冲击;另外水轮机的单机造价昂贵、维修不便。
目前透平机组在火电厂、水电厂、石化、冶金、制气等行业领域中应用十分广泛。
透平油(又称涡轮机油或汽轮机油),通常包括蒸汽透平机油、燃气透平机油,水力透平机油及抗氧透平机油等,主要用于透平机和相联动机组的滑动轴承、减速齿轮、调速器和液压控制系统的润滑。
透平油主要是起润滑、冷却和调速等作用。
根据透平机油的作用特点,为确保透平机组的安全经济运行,透平机油应具有良好的氧化安定性,适宜的黏度和良好的黏温性、抗乳化性、防锈防腐性、抗泡性和空气释放性等特点。
此外,透平油也应具有良好的漆膜倾向性,不易产生漆膜。
1 漆膜的形成原因及危害透平机组因其工作工况决定了需在高温、旋转条件下工作,这样的工况条件易形成漆膜。
漆膜是一种降解产物、润滑油中的污染物,作为一种高分子烃类聚合物[1-3],典型元素比例为:C 81%~85%、H 7%~9%、O 7%~9%、N 2%~3%,颜色从浅棕色、棕色至棕褐色,在使用一段时间的机械设备油液中普遍存在,尤其是使用透平油的透平机组。
1.1 漆膜在油品中的形成原因在油品中经过一系列的化学反应最后形成漆膜,漆膜的形成原因有以下几种。
润滑油使用过程中的常用问题及其解决方案
润滑油使用过程中的常用问题及其解决方案一、油品发白是怎祥造成的?一般情况下油品发白是由于油箱进水后造成的,是乳化现象,应避免水进入润滑油箱体或避免雨水进入已开封的油桶中。
具体操作中,设备应检查油封是否损坏,换油时检查箱体内是否有水,油桶存放在避雨的地方。
二、旧设备可以用差一些的油?一般情况下,设备的磨损件是经过表面处理的,因此零件表面硬度较高,不易磨损,但零件内部较软,旧设备有的零件表面已有磨损,因此用较差润滑油更会加速零件的磨损。
我们建议不要用较低级的或较差的润滑油。
三、如何从外表判断润滑油的质量?合格的润滑油一般为淡黄色均匀透明的液体,粘度高的润滑油颜色略深.(一般粘度高于460#才有此现象)若油品发黑、有杂质或含有水份,则可视为劣质润滑油。
高级设备一定要使用有品牌的正规润滑剂公司生产的油品,无品牌产品很难有质量保证,而且市场上假油较多,一定要引起重视。
四、只要粘度相同,不同类型齿轮油可以相互替代?不可以!同是齿轮油级别有高低,重负荷齿轮油可以替代轻负荷齿轮油,相反则不可以, 目前国产普通齿轮油多属中负荷或以下齿轮油,不适合高速高负荷设备使用。
五、使用润滑油过程中油品变黑是否正常?油品发黑原因有三:①润滑油变质,②零件磨损,③杂质进入油箱,如果使用过程中无杂质进入油箱,则可以认为润滑油本身质量有问题,应更换油的品牌,润滑油使用一段时间后颜色略有加深属正常, 但不应变得很黑(发动机油另外).六、使用润滑油不重要,只要设备有油就行,市场上随便买一些就可以用?绝对要重视润滑油的使用,润滑油好比人体的血液,不良的润滑油将损坏您昂贵的设备,不同的润滑油含有不同的添如剂以满足设备不同部位的需要,例:抗氧剂防止油品氧化,防锈剂防止设备生锈,抗磨剂防止设备磨损等.七、使用期满后更换下来的润滑油是否可以再用?有的用户将换下的油经沉淀处理后重复使用,这是不妥当的,油品经使用后各项性能都会降低,使用换下的油品相当于使用不合格产品。
水性工业涂料涂料常见问题处理

水性工业涂料涂料常见问题处理水性工业涂料是一种环保型的涂料产品,相比于传统的溶剂型涂料具有许多优势,但在使用过程中常常会出现一些常见问题,如涂料不均匀、出现起皮、粘附不良等。
本文将结合这些问题为大家介绍水性工业涂料的常见问题处理方法。
首先,涂料不均匀是水性工业涂料常见的问题之一、造成涂料不均匀的原因有很多,可能是涂料使用不当、施工厚度不均匀、涂装时间不合适等。
解决这个问题的方法是应根据实际情况选择合适的施工工艺和设备,控制施工质量,确保涂料均匀覆盖在被涂物体表面。
此外,还要注意在施工之前进行充分的调洗和搅拌,保证涂料的均匀性。
其次,起皮是水性工业涂料常见的问题之一、涂料起皮可能是因为涂料与底材之间的不相容性、环境温度过高或过低、涂料厚度不均等原因造成的。
要避免起皮问题的发生,首先要确保涂料与底材的相容性,可以通过进行合适的底材处理来增强涂料与底材之间的附着力。
其次,在施工过程中要注意合适的温度控制,避免温度过高或过低对涂料的影响。
最后,要控制涂料的施工厚度,避免过度涂料堆积导致的起皮问题。
另外,粘附不良也是水性工业涂料常见的问题之一、涂料粘附不良可能是因为涂料与底材之间的不相容性、底材表面处理不当等原因造成的。
解决这个问题的方法是要保证底材表面的清洁度和粗糙度,可以通过清洗、打磨等方式进行处理,增强涂料与底材之间的附着力。
此外,施工时要控制好涂料的施工厚度,避免过厚或过薄导致的粘附问题。
此外,还有一些其他常见问题需要注意。
比如在潮湿的环境中施工水性工业涂料容易出现白化、霜化等现象,需要注意避免在高湿度的环境下进行施工。
此外,还需要合理控制施工厚度,避免涂料层过薄或过厚导致的问题。
此外,选择合适的稀释剂、调整涂料配方等也有助于解决一些问题。
总之,水性工业涂料在使用过程中常常会出现涂料不均匀、起皮、粘附不良等问题,但只要根据实际情况选择合适的施工工艺和设备,进行适当的预处理和调整,往往能够解决这些问题。
润滑油漆膜倾向指数的应用和控制
润滑油漆膜倾向指数的应用和控制发布时间:2021-05-07T16:15:13.367Z 来源:《当代电力文化》2021年1月第3期作者:陆丽花陈倩怡[导读] 本文主要阐述了我厂一台9FA燃机在油品指标检测均合格的情况下,先后造成2次跳机陆丽花陈倩怡上海上电电力运营有限公司漕泾热电项目部,上海 200240摘要:本文主要阐述了我厂一台9FA燃机在油品指标检测均合格的情况下,先后造成2次跳机。
后将漆膜倾向指数运用于润滑油的劣化原因分析,三年来跟踪分析该指标,结合油的颜色变化,随即提出换油和加强润滑油日常监督的建议,避免了跳机风险。
本文介绍了我厂对漆膜倾向指数(MPC)的经验及采取减少漆膜生成的措施,以及漆膜倾向指数在油品分析中有重要作用。
关键词:漆膜倾向指数(MPC);油分析一、本厂跳机情况说明本电厂一台GE公司的9FA燃机曾经在油品指标检测均合格的情况下,因为阀芯漆膜问题,先后造成2次跳机,给电厂造成了很大的经济损失。
9FA级燃机润滑油系统产生漆膜主要是抗氧剂的消耗和高温降解,而高温降解是主要原因,容易形成油泥,是高温燃气轮机的一个共性问题。
长时间运行后润滑油质恶化,在某些死角区域形成油泥,油泥产生并附着设备中,导致油动机动作不正常,大大增加了机组非停的可能性。
跳机后检查发现全部伺服阀阀芯被带状油泥附着、全部机械跳闸阀阀芯被油泥包裹。
新更换的机械跳闸阀与伺服阀被带状油泥附着、阀芯动作卡涩。
二、润滑油漆膜问题目前我国相关的运行中汽轮机油的监控和换油指标主要关注的是油品的酸值、黏度、水分、闪点、抗乳化性、泡沫抗性、液相锈蚀、清洁度和抗氧化性能等指标,并没有对油泥或者漆膜生成倾向提出要求。
2.1漆膜是什么油泥和漆膜是润滑油缓慢氧化的副物,是一种高分子聚合物。
油泥含有一定的水分,而漆膜更为致密、粘稠、有光泽,在较高的温度条件下经氧化、聚合形成。
润滑油漆膜是一种高分子烃类聚合物,典型元素分析如下:C 81~85%、H 7~9%、O 7~9%、N 2~3%。
工业涂料产品常见涂装问题与改善对策

(1)排除方法:用柔软的抹布沾温热水,拧干水份后将漆膜表面擦拭一遍;用干抹布揩净水的印迹,直到漆膜呈现出原来的光亮度为止;为避免重复起霜,可在擦拭后的漆膜表面涂一层憎水剂;
(2)对烘干漆应先放置一段时间,再进行烘烤;
(3)选用合适的催干剂。
慢
干
或
返
粘
(1)涂料中含有挥发性差的溶剂,如高沸点芳烃溶剂等;
(7)被涂物表面处理不当,在有油污的表面上涂装。
(1)严禁水份进入漆料中,施工工件表面多孔隙,在湿热、阴雨时应烘干后施工;
(2)适量增加高沸点溶剂的用量;
(3)调整施工粘度;
(4)施工后的工件,在常态下放置0.5h左右,烘烤时温度控制在50-60℃为宜,且最好从室温下升至50-60℃;
(5)严格控制施工粘度、喷涂压力,也有利于减少针孔。
(2)涂料的粘度不适当,由于对流引起颜料的波动,其中细的、密度小的向表层移动,大颗粒、密度大的难以移动,于是产生浮色或发花现象;湿漆膜表面受热不均,造成表面张力差,也会产生浮色发花现象;
(3)溶剂过多或选择不当,挥发速度不平衡;
(4)一次涂装过厚,漆膜上下发生对流、发花而形成六角形的小花纹;
(4)喷涂施工时调整适当的喷嘴口径和压力,喷距不应太远。
渗
色
(1)施工中,底漆未干透或涂装含有强溶剂的面漆,使底层漆膜溶解;
(2)底层中使用了干燥极慢的材料,再进行涂装时,易出现渗色;
(3)涂装底漆前,未清除物面上的油污、染料等。
(1)施工时,按照配套原则选择面漆,不能用含有强溶剂的涂料作面漆;施工应有一定的时间间隔,使底漆充分干透,喷涂不同颜色的强溶剂涂料时,应适当减少稀释剂的用量,同时宜薄涂;喷涂施工发生渗色时,应立即停止施工,对已喷涂的漆膜进行处理;
工业润滑油应用中的漆膜问题
定条件下也会降解 , 生成油泥类物质 , 如液压油 中的 Z D D P在 8 %、5 P 0 3 M a下生成含锌 的油泥 , 含锌液压油与无灰液压油高温 高压试验后油泥倾 向比较见图 4 。
2、液 “ 燃 烧 ” - 7 由 微 造成 漆膜 生 成
一
酸 、 、 等过 氧 化 酯 醇 物。这些 过氧化物进
蚕 微 区温度迅 速升 高 , 罾
有 时 甚 至 高 达
10  ̄ 10C,造 成 油 液 微 区绝 热 “ 燃 烧 ” 生 微 ,
l O
油液在使 用过程 中总要与空气和金属材料接触并处 于一定
的温 度 条件 。 究 表 明 , 度 、 、 气 和金 属 催 化 剂 是 加 速 润 滑 研 温 水 空
四、 漆膜 的去 除
油液 中易生成漆膜 和油泥 的“ 软颗粒” 占油液中颗粒 总数 约 的 8 %以上 , 0 由于 这类“ 软颗粒 ” 寸小 ( m左右 )如 果采用 尺 1 , 超微机械过滤方法很容易造成滤芯 的堵塞且过滤效果差 ,而静 电净油装置 是利用静 电场力使油液 中的颗粒污染 物被 吸附在静 图 6 滤膜上的漆膜
存在油液中。一旦液 压 油 从 低 压 区 被 泵 入高 压 区 , 些悬 浮 这 在 油 中 的小 气 泡 被
急 剧 压 缩 , 致 油 液 导 图 2 粘 更 有 利 于 油
泥 的 生成 ;2 油 泥 中 () 含 有 一定 量 的水 分 。
估漆膜倾 向。目前主
要有 两 种 方法 。
电场 的集尘体上 , 而达到油液净化 的 目的, 从 因此能有效去除油
品 氧化 是 一 个缓 慢 的 过 程 , 油 品绝 热 “ 而 微
燃烧”生成漆膜 的速 度要快得多。 三、 漆膜的检测 漆膜是油品氧化
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工业润滑油应用中的漆膜问题
周文新
(北京泰迪迈润滑科技有限公司 100073)
摘要:漆膜问题已引起工业界高度关注。
本文简要介绍了漆膜的定义和危害,并详细说明了漆膜生成机理和检测方法,最后用案例说明了静电净化不仅能有效去除油液中的漆膜不溶物,而且可冲洗沉积在金属表面上的漆膜,确保设备的安全运行,延长油品的使用寿命。
关键词:润滑油氧化漆膜静电净化
1 前言
漆膜是一种高分子烃类聚合物,典型的元素分析如下:C 81~85% 、H 7~9% 、O 7~9%%、N 2~3%,颜色从浅棕色、棕色至棕褐色。
漆膜在使用一段时间的机械设备油液中普遍存在,尤其在汽轮机油和压力较高的液压系统(如注塑机、印刷设备等)油液中更为常见。
漆膜有极性,易粘附在金属表面(见图1、图2)。
漆膜的危害如下:(1)减少间隙,增加摩擦,严重时导致阀芯粘接操作失灵;(2)堵塞过滤器造成设备润滑不良;(3)冷却器上沉积的漆膜导致散热不良、油温上升、油品氧化加速;(4)漆膜会附着固体颗粒,造成设备磨粒磨损。
图1 粘附在阀芯上的漆膜图2 粘附在轴瓦上的漆膜
2 漆膜的形成
漆膜是油品变质产物,形成机理如下:
(1)油品氧化。
烃类油品氧化遵循自由基链反应机制,氧化后生成羧酸、酯、醇等过氧化物。
这些过氧化物进一步缩聚反应生成高分子量的聚合物,如漆膜和油泥。
漆膜与油泥的区别如下:(1)相比较而言,漆膜生成温度高一些,而低温更有利于油泥的生成;(2)油泥中含有一定量的水分。
油液在使用过程中总要与空气和金属材料接触并处于一定的温度条件。
研究表明,温度、水、空气和金属催化剂是加速润滑油氧化变质的根本原因,影响规律如下:
● 油液温度每提高10℃,氧化速率增加1倍;
● 超过一定量的水分可使油品氧化速度增加10倍以上;
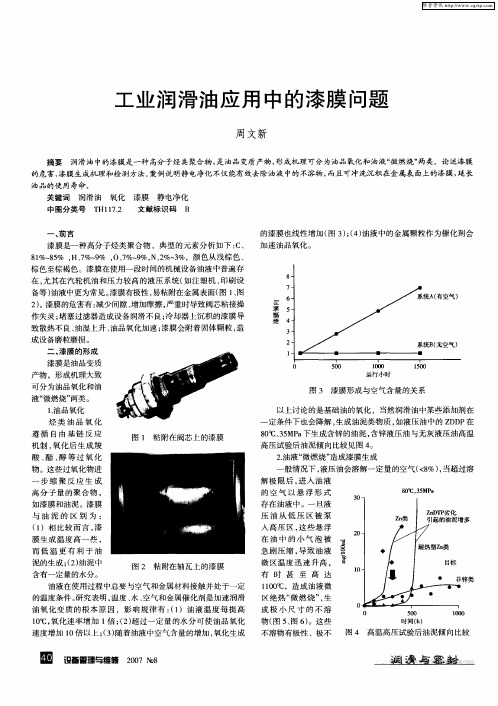
● 随着油液中空气含量的增加,氧化生成的漆膜也线性增加(见图3);
● 油液中的金属颗粒作为催化剂会加速油品氧化。
图3 漆膜形成与空气含量的关系图4 含锌液压油与无灰液压油高温高压试验后油泥倾向比较以上讨论的是基础油的氧化,当然润滑油中某些添加剂在一定条件下也会降解,生成油泥类物质,如液压油中的ZDDP在80℃、35MPa下生成含锌的油泥(见图4)。
(2)油液“微燃烧”造成漆膜生成。
一般情况下,液压油会溶解一定量的空气(<8%),当超过溶解极限后,进入油液的空气以悬浮形式存在油液中。
一旦液压油从低压区被泵入高压区,这些悬浮在油中的小气泡被急剧压缩,导致油液微区温度迅速升高,有时甚至高达1100℃,造成油液微区绝热“微燃烧”,生成极小尺寸的不溶物(见图5、图6)。
这些不溶物有极性、极不稳定,易粘附到温度低的金属表面从而形成漆膜。
相对而言,油品氧化是一个缓慢的过程,而油品绝热“微燃烧”生成漆膜的速度要快得多。
图5 滤网上的漆膜图6 滤膜上的漆膜
火花放电也是形成漆膜原因之一。
如果油液经过油液经过很小间隙如阀芯、精密滤芯时,分子间内摩擦产生静电,累积后突然放电,产生10000 ℃以上的微区高温,导致油液氧化。
因此高温是造成漆膜形成的主要原因。
3 漆膜的检测
漆膜是油品氧化或油液“微燃烧”的产物,生成的不溶物颗粒尺寸通常小于1um。
采用常规的油液分析方法如粘度、总酸值、FTIR、颗粒计数等手段很难发现漆膜的形成或存在。
但由于形成漆膜前的不溶物极性大易聚合,因此可以通过分析油液中存在的不溶物来评估漆膜倾向。
目前主要有两种方法:(1)漆膜倾向指数(简称VPR)。
美国analysts实验室开发的VPR方法流程如下:1.2um的滤膜过滤一定量的油液,然后对滤膜沉积物(见图7)的色度进行评估,计算出VPR。
VPR数值范围为0~100
(见图8),如果VPR小于40,则漆膜倾向正常;如果VPR大于40且小于 80,则应注意;如果VPR大于80,则漆膜倾向严重。
(2)超级离心指数(简称UCR)。
美孚公司开发的UCR方法过程如下:一定量的油液在17500RPM 以上转速下离心30分钟,然后观察离心管底部沉积物,评估出超级离心指数(见图9)。
UCR数值范围为1~8级,如果UCR介于1~4,则漆膜倾向正常;如果UCR为5或6级,则应注意;如果UCR大于7级,则漆膜倾向严重。
由于该方法测试复杂,费用高,一般很少采用。
图7 测试VPR后的滤膜照片
图8 不同VPR对应的滤膜外观
图9 超级离心后试管底部的沉积物
4 漆膜的去除
油液中易生成漆膜和油泥的“软颗粒”约占油液中颗粒总数的80%以上,由于这类“软颗粒”尺寸小(1um左右),如果采用超微机械过滤方法很容易造成滤芯的堵塞且过滤效果差,而静电净油装置是利
用静电场力使油液中的颗粒污染物被吸附在静电场的集尘体上,从而达到油液净化的目的,因此能有效去除油液中的微小颗粒污染物,且纳垢容量大,所以被国外广泛用于去除油液中的漆膜和油泥。
使用静电净化装置时应注意以下几点:
(1)与机械过滤相比,静电净化流量小,因此一般用于旁通过滤;
(2)水分高降低油液的绝缘性能,功率消耗增加,甚至可能发生击穿现象,因此静电净化前水分不能超过500PPM。
如果水分超出,则应采用真空或聚结法等方法脱水;
(3)静电净化不适用于含有清净剂(如发动机油)油液的过滤。
某汽轮机电液伺服阀阀芯粘接,导致设备停机,造成巨大的经济损失。
该机使用32号汽轮机油,油样外观呈浅黄色透明,底部无沉淀(见图9),油品分析表明该油样的运动粘度、微量水分、总酸值、氧化度、污染度和磨损元素等指标均正常,但漆膜倾向指数却高达87,后采用静电净化装置对油品进行旁通过滤90小时,VPR降至7(见图8),而且阀芯上的漆膜明显被清除(见图10)。
图9 油样外观图10 阀芯静电净化前后变化Saturn公司下属汽车制造厂有39台大型UBE注塑机,虽然该类设备安装了3um的绝对过滤器,但油品使用6000小时后出现严重漆膜问题,导致阀芯粘接、过滤器堵塞等故障。
安装静电净化装置后,不仅确保了设备的安全运行,而且使油液寿命从6000小时延长到25000小时,
5 结论
(1)漆膜危害极大,已引起工业界高度关注;
(2)VPR能有效表征油液漆膜倾向,因而已被广泛采用;
(3)静电净化装置不仅能有效去除油液中的漆膜不溶物,而且可冲洗已沉积在金属表面上的漆膜,确保设备的安全运行,延长油品的使用寿命。
参考文献
1 Jim Fitch. Using oil analysis to control varnish and sludge. Practicing oil analysis . May 1999
2 Brian Thompson. Using quantitative spectrophotometric analysis as a predictive tool to measure varnish potential. Analysts Inc.
3 Mark Beesley. Valve stiction problem cured by soft particle removal. Practicing oil analysis . July 2002
4 Mickey Jackson. Electrostatic filtration-How Saturn quadrupled its hydraulic oil life. www. 。