挤压造粒机切粒水压力改造
聚丙烯二期挤压造粒机典型控制剖析

聚丙烯二期挤压造粒机典型控制剖析摘要:聚丙烯二期挤压造粒机通过西门子PCS7控制系统,实现了整套装置的逻辑运算和控制。
其中主要包括:聚丙烯粉料的下料控制、筒体的温度控制、切粒电机的转速控制、切粒水的流量控制、切粒水箱的液位控制、挤压机模板处的压力控制等。
关键词:聚丙烯、挤压机、PCS7、控制、下料、转速1 聚丙烯二期挤压造粒机工艺控制流程简介料仓2D801A/B中的聚丙烯粉料分别通过2SF810A/B螺杆输送机送到主计量秤,通过对主计量秤给料值的设定,对下料量进行控制。
在PCS7上位机上进行下料量设定,这个设定值通讯到申克秤控制器,来控制两个变频螺杆输送机2SF810A/B,实现下料量测量值与给定值的跟踪。
其中,两个螺杆输送机2SF810A/B是同启同停的,但是可以改变他们的转速比来实现两个料仓的下料比。
例如:如果2W810的设定值为30吨/小时,2SF810A的比率设定值为40%,2SF810B的比率设定值为60%,那么通过2SF810A的下料量为12吨/小时,通过2SF810B的下料量为18吨/小时。
主电机带动齿轮箱,经过齿轮箱减速后,带动双螺杆对聚丙烯粉料进行融化挤压。
先后经过1至7段筒体,在筒体加热板的加热作用下(大约250摄氏度),变成熔融状态的聚丙烯。
每段筒体的温度控制都是由PCS7自带的PID调节模块来完成的,当测量值比设定值高时,调节器输出一个负的0-100%的数值,驱动筒体冷冻水补水电磁阀,对筒体进行降温;当测量值比设定值低时,调节器输出一个正的0-100%的数值,驱动可控硅电加热器,对筒体进行升温。
熔融状态的聚丙烯在切粒电机的切割作用下,在模板处被切割成均匀的聚丙烯颗粒。
在切粒水的带动作用下,先后经过水粒分离器2S891、2S890、离心干燥器2D890、振动筛2S891,最后到达粒料缓冲料斗2D891。
2 聚丙烯粉料下料控制2.1 控制方案2W810为主计量秤,用来测量聚丙烯粉料的下料速度。
聚丙烯挤压机运行不稳及切粒质量改进
241概述:某石化厂35万吨/年聚丙烯装置挤压机使用德国Coperion公司制造的ZSK350型机组,机组加热全部使用热油。
此类机组保护联锁多,生产过程中容易触发联锁导致停车。
装置自2020年9月投产以来,对机组在运行过程中多次出现的问题进行了诊断,并给出了相应的优化措施。
1 机械问题对颗粒外观及机组运行的影响1.1 模板安装模板安装必须按照安装要求执行。
模板与筒体由内外两圈螺栓连接,螺栓紧固顺序是先内后外圈,防止内外部应力造成模板变形。
按规定扭矩均匀紧固后加热到操作温度然后热紧。
在预紧和热紧之后,都要检查模板表面的平整度,将其严格控制在质量标准之内。
安装好模板后开始对模板与切刀盘进行对中找正,使模板与刀轴的垂直度控制在0.02mm以内。
1.2 模板加热温度均匀性及模孔通畅状态熔融的树脂流动性对温度比较敏感,而模板是熔融树脂的最后一道加热工序。
本装置使用的模板是热通道型模板,高温热油从内部进行加热,使树脂保持良好的熔融状态。
模板上均匀分布2220个直径2.7mm的模孔。
当各个模孔的出料速度均匀时,才能切出形态合格的树脂颗粒,温度不均匀会造成模孔物料的流速不均匀,在切刀盘的定速转动下,会出现大小不一的颗粒,严重影响产品的质量。
因此温度的稳定与均匀直接影响物料的外观形态。
此外,随着机组的长期运行,使得一些碳化物积累导致个别模孔不畅甚至被完全堵塞,因此必须对模孔进行清理。
以此石化公司为例,其中LPBO为2220孔,M为36把刀,n假定为500r/min,G假定38000000g/h。
通过公式计算得58,采样口取出1g粒料假如50粒,得13%。
最后,随着机组的长周期运行,模板切粒带不可避免得出现磨损。
当其平整度严重不够时,不管如何调整,切粒形态很难得到保证,严重时影响机组正常运行。
此时需将模板拆下送到专业厂家进行修复。
模板切粒带为金属陶瓷材料,一般厚度只有3-4mm。
经研磨修复的切粒带应当平整、光滑,模孔呈圆形,平面度在0.02 mm以内。
219405456_煤化工聚烯烃挤压造粒机组常见故障及处理
加工设备与应用CHINA SYNTHETIC RESIN AND PLASTICS合 成 树 脂 及 塑 料 , 2022, 39(5): 45DOI:10.19825/j.issn.1002-1396.2022.05.11CIM460型挤压造粒机组是某煤化工公司的大型机组,该机组由日本制钢所制造,整台机组的布置呈L型。
机组总长约21.5 m,宽约10.0 m。
该机组自2010年投入使用后,运行过程中出现了各种故障,影响机组长周期运行。
本工作结合生产实践,对该挤压造粒机组运行中的常见故障、故障原因及故障处理措施进行研究,并制定相应的操作指导,以保证机组长周期运行。
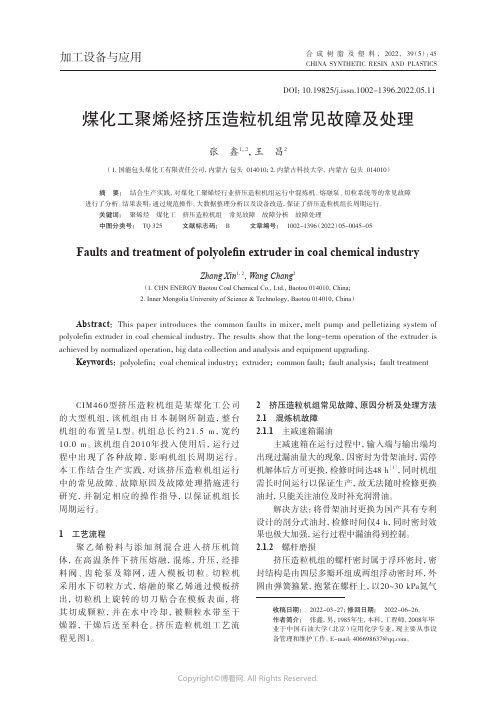
1 工艺流程聚乙烯粉料与添加剂混合进入挤压机筒体,在高温条件下挤压熔融,混炼,升压,经排料阀、齿轮泵及筛网,进入模板切粒。
切粒机采用水下切粒方式,熔融的聚乙烯通过模板挤出,切粒机上旋转的切刀贴合在模板表面,将其切成颗粒,并在水中冷却,被颗粒水带至干燥器,干燥后送至料仓。
挤压造粒机组工艺流程见图1。
2 挤压造粒机组常见故障、原因分析及处理方法2.1 混炼机故障2.1.1 主减速箱漏油主减速箱在运行过程中,输入端与输出端均出现过漏油量大的现象,因密封为骨架油封,需停机解体后方可更换,检修时间达48 h[1],同时机组需长时间运行以保证生产,故无法随时检修更换油封,只能关注油位及时补充润滑油。
解决方法:将骨架油封更换为国产具有专利设计的剖分式油封,检修时间仅4 h,同时密封效果也极大加强,运行过程中漏油得到控制。
2.1.2 螺杆磨损挤压造粒机组的螺杆密封属于浮环密封,密封结构是由四层多瓣环组成两组浮动密封环,外圆由弹簧箍紧,抱紧在螺杆上,以20~30 kPa氮气煤化工聚烯烃挤压造粒机组常见故障及处理张 鑫1,2,王 昌2(1. 国能包头煤化工有限责任公司,内蒙古 包头 014010;2. 内蒙古科技大学, 内蒙古 包头 014010)摘要:结合生产实践,对煤化工聚烯烃行业挤压造粒机组运行中混炼机、熔融泵、切粒系统等的常见故障进行了分析。
浅谈挤压机改造后切粒机操作参数的优化

浅谈挤压机改造后切粒机操作参数的优化朱力;宫迎婵【摘要】聚丙烯在挤压造粒生产中,切粒机的正确操作,即保证颗粒质量又保证设备不受损害及延长设备使用寿命,减少各种恶性事故发生,最大限度地提高经济效益.通过技术改进和设备改造,摸索出切粒机在高负荷下切粒速度与切刀对模板的一个最佳进刀风压与转速对应值.【期刊名称】《内蒙古石油化工》【年(卷),期】2013(000)024【总页数】2页(P66-67)【关键词】挤压机;切粒机;操作参数;优化【作者】朱力;宫迎婵【作者单位】中海石油天野化工股份有限公司,内蒙古呼和浩特010010;中海石油天野化工股份有限公司,内蒙古呼和浩特010010【正文语种】中文【中图分类】TQ051.9+31 切粒机在挤压造粒机组的作用通常切粒机有两种工作模式:一种是"间隙式"切粒,切刀与模板之间间隙是固定的;即不管切刀的磨损和刀速如何其始终保持原有间隙,此种切粒模式的特点是操作简单切刀和模板磨损小使用寿命长,但切出的颗粒形状不规则产生的碎屑相对较多.第二种是"接触式"切粒,切刀始终与模扳保持接触,一旦切粒速度和空气压力被设定切刀磨损部分可以通过进刀压力自动前进得到补偿,使切刀始终与模板接触.这种模式的特点是切出的颗粒外观良好、整齐,不易产生碎屑,但比较费刀,操作起来也相对复杂一些.2 切刀对模板压力探讨2.1 切刀受力分析接触式切粒主要在于始终有一个向前的推力作用于切粒机轴上,克服其他反向力,使切刀刃面始终与模板接触,这里所讲的向前的推力有三个:一是进刀压力;二是切粒机在热水中转动所产生的推力(螺旋桨原理);三是切刀轴受热胀冷缩时对模板方向的压力.应用日本JSW厂家提供的作用于切刀轴上的力fx=f1+f2-(f3+f4+f5)指导生产. 式中:fx-切刀面对模板的压力;f1——-进刀油压力;f2——-切刀在热水中旋转产生的前进力;f3——-退刀风压力;f4——-热水对切刀向后的压力;f5——-磨擦产生的向后的压力.通过一段时间在实际生产运用过程中发现切刀磨损较快,后来通过在实践中不断摸索和总结发现fx=(f1+f2+f7)-(f3+f4+f5+f6)式中:fx-切刀面对模板的压力;f1——-进刀油压力;f2——-切刀在热水中旋转产生的前进力;f3——-退刀风压力;f4——-热水对切刀向后的压力;f5——-磨擦产生的向后的压力;f6——-树脂向后的压力;f7——-切刀轴受温度影响热胀冷缩时对切刀的压力.fx是f1——-f7及其它一些不太重要且作用不十分明显的作用力.fx过小会使切刀面与模面间隙增大,影响颗粒外观(带尾、不规则、碎屑增多),从而使产品价格降低,严重时会使颗粒粘连,甚至会造成垫刀、灌肠等恶性事故.fx过大,将造成切刀磨损过快,对模板也有较大损伤,大大减少设备使用寿命.另外切粒机处于疲劳状态,对其本身也会产生不利影响,当切刀磨损掉一定程度(2mm)后,必须及时更换切刀,以免进一步加剧切粒机的损伤,严重影响产品质量,甚至发生造粒生产中最致命的灌肠断刀事故.而更换切刀就必须停车,每次停车换刀,将造成最直接也是最大的经济损失.因此,必须正确熟练掌握切刀速度与风压之间的关系,对其进行深入探讨和研究,找出切刀转速和风压间最优化关系.f1为进刀压力,它通过手动或自动对仪表阀门开度进行调节,并由风压转换为油压.f2为切刀在热水中旋转产生的推力,方向也是使切刀向前的(模板方向),它的大小同切粒机转速、切刀数量、切刀形状关系极为密切,几乎成正比关系.f3为退刀压力,也是由调整仪表风阀门控制的设定为0.11mPa,此值为一常设定后一般不作改变.f4为热水压力,根据切粒机的结构可以知道它的方向是向后的(退刀方向),其大小与水温、水压、速度、切刀数量、形状均有一定关系.f5为切刀与模板磨擦产生的力,它的方向是向后,其大小与切刀和模板的材质、树脂的熔融指数、密度和切刀转速高低有一定的关系,但影响不是很大.f6为树脂的推力,它的方向也是向后的,其大小与树脂的熔融指数,密度有一定关系,但主要是受生产负荷的影响,即负荷越大f6值越大,反之亦然,可用图3表示.f7为切刀轴受环境温度影响所产生热胀冷缩时,其线性膨胀应力对切刀的一个向前或向后的一个力.环境温度越高f7就越大,所以必须经常观察并对f1作一微调.通过上述分析,可以看出f1——-f7几个参数中,f1、f2起决定性的作用,是主要矛盾;f7起辅助的作用,是次要矛盾,但在实际生产中它得正确使用与否、却对切刀的使用寿命的长短起着至关重要的决定作用.尤其在后面的确定初始进刀压力与切粒机转速之间的关系曲线时更是如此.因此可暂将f3——-f6设定为一常数f(常)由前面对fx的分析和多年生产实践中得到经验可知fx微大于0为最佳值,即fx=0 3 建立0负荷情况下(此时f6=0)进刀压力与切粒机转速关系模孔充满树脂,刮净模板后,合上切粒机,切粒水系统大循环.此时切粒水流量及温度应与正常开车的工艺操作参数相同,这样所得出的关系曲线与实际操作中相同,就能更好应用于实际生产操作.首先设定切粒机退刀风压为0.11mPa,将前进压力减到最低,刀轴后移,切刀间隙为4mm起动切粒机,切粒机转速为1300 rpm,边观察百分表读数、边逐步增加前进风压,当切刀间隙变为"0"时,设定百分表读数为"0"(切粒机电流升高),记录此时的空气压力(或者记录刀轴开始前进时的压力),按上述方法重复收集"0"间隙时切粒机转速相对应的空气压力的各相应数据,切粒转速分别为1300、1200…至600 rpm每次减速最大值为100 rpm.4 转速风压曲线的实际应用开车时,有树脂从模孔挤出f6>0所以设定的压力要高些,另外在合上切粒机的过程中,肯定会有少量树脂从模孔渗出,遇到常温下的空气会凝固变硬,增加一些进刀时阻力,所以要相应增加一些进刀压力,再考虑到其它因素所形成的力都是阻碍切刀接近模板的,所以还应增加一点进刀压力.稍大开车转速对应风压值0.02mPa~0.03mPa,开车后,堆在模板上的硬树脂己被切掉,而从模孔挤出的树脂也减弱了开车时所具有的冲击力,所以可适当降低进刀压力,以每次0.01mPa降压观察百分表,当刀轴开始后退时停止降压,这样可以保证不影响切粒质量又保证切刀不过速磨损,同时开车后还应根据环境温度的变化对风压作相应调整,这样可大大延长切刀寿命和更换周期.因切刀在热水中作高速旋转水流快速流过设备表面的时候,水流的压力就会下降,当液体的压力降到等于或低于液体在该温度下的饱和蒸汽压时就会有蒸汽及溶解在液体中的气体大量逸出,形成许多小汽泡,当这些小汽泡随着液体流到高压区时.由于汽泡内是饱和蒸汽压力,而汽泡周围液体压力大于饱和蒸汽压力就会产生压差,在这个压差作用下汽泡会在切刀和模板表面附近受压缩而迅速重新凝结,这时液体质点就以极高的速度向切刀和模板表面冲击,在压力很大频率很高的连续冲击下,金属表面逐渐因疲劳而剥离进而使切刀的模板表面千疮百孔侵蚀严重,在短短的两年时间内使模板表面侵蚀掉无数1-2mm的小坑,严重缩短了使用寿命.通过技术改造,模孔和切刀数量的增加,以及切刀形状的改变,在同等负荷下,挤压机各运行参数得到了很大改善,从而证明改造很成功.5 结束语本文主要是分析了切粒机运行参数对切刀和模板的使用寿命的影响.由于经验的积累,对各运行参数不断的分析和完善,使每套切刀使用寿命延长至一年左右.通过技术改造后,又使切刀和模板在原有的基础上得到了进一步改善,使用寿命延长至现在的二年左右,同时模板侵蚀现象也得到极大改善.设备运行周期得到延长,能耗随之降低,最大程度上降低了生产成本,为公司创造了良好的经济效益.[参考文献][1] 平井斗智.平井斗智试车总结报告[J].新疆独山子总厂外办翻泽,1990,(3):9~104.[2] 罗志宏,等.挤压造粒机组操作说明手册[J].湖南:湖南长盛石化有限公司,1997.。
211004337_聚丙烯挤压造粒机切粒水节能改造
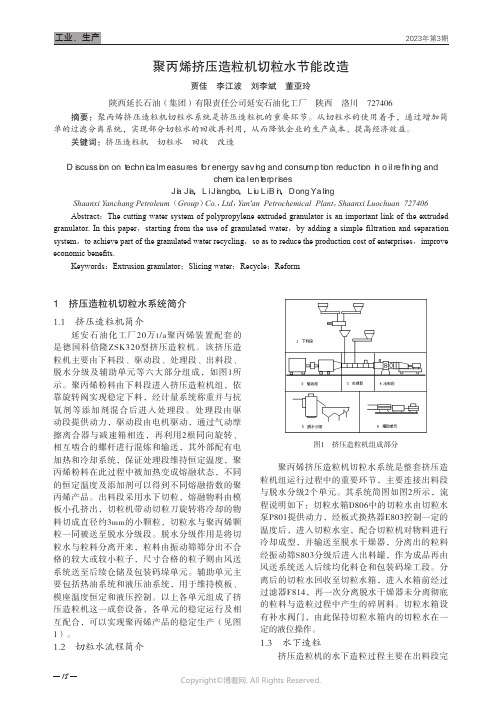
18聚丙烯挤压造粒机切粒水节能改造贾佳 李江波 刘李斌 董亚玲陕西延长石油(集团)有限责任公司延安石油化工厂 陕西 洛川 727406摘要:聚丙烯挤压造粒机切粒水系统是挤压造粒机的重要环节。
从切粒水的使用着手,通过增加简单的过滤分离系统,实现部分切粒水的回收再利用,从而降低企业的生产成本、提高经济效益。
关键词:挤压造粒机 切粒水 回收 改造Discussion on technical measures for energy saving and consumption reduction in oil refining and chemical enterprisesJia Jia,Li Jiangbo,Liu Li Bin,Dong YalingShaanxi Yanchang Petroleum(Group)Co.,Ltd,Yan'an Petrochemical Plant,Shaanxi Luochuan 727406 Abstract:The cutting water system of polypropylene extruded granulator is an important link of the extruded granulator. In this paper,starting from the use of granulated water,by adding a simple filtration and separation system,to achieve part of the granulated water recycling,so as to reduce the production cost of enterprises,improve economic benefits.Keywords:Extrusion granulator;Slicing water;Recycle;Reform1 挤压造粒机切粒水系统简介1.1 挤压造粒机简介延安石油化工厂20万t/a聚丙烯装置配套的是德国科倍隆ZSK320型挤压造粒机。
挤压造粒机切粒水压力改造

挤压造粒机切粒水压力改造【摘要】本文介绍了黑龙江省大庆炼化公司30万吨/年聚丙烯一期装置挤压造粒机PK851系统切粒水压力控制的改造过程,详细阐述了近年来原现场一次元件在生产应用时的缺陷;针对现场实际设计的改造控制方案以及相应程序的变更。
【关键词】切粒水压力改造工艺简述:大庆炼化公司30万吨/年聚丙烯一期装置PK851挤压造粒机控制系统由西门子PLC S7-400控制系统和上位机IFIX所组成。
聚丙烯粉料从D801A/B储罐下来,经计量秤、固体添加剂螺杆输送机、连续混合器,进入挤压造粒机进料漏斗,通过双螺杆将聚丙烯粉料向前螺旋输送,使粉料分别经过捏合、加压、均化、熔融、出料等过程,熔融状聚丙烯浆料经过滤网去除杂质后经模板孔挤出,旋转的切粒刀将挤出的熔融物料切成球型颗粒,与此同时切粒水通过切粒水泵P851A/B进入到切粒室内,将聚丙烯颗粒带到离心干燥器D855进行干燥,再经振动筛将合格的粒料输送到出料漏斗D807,通过风送系统将粒料输送至掺混料仓。
1 聚丙烯一期装置挤压造粒机切粒水压力控制改造原因通过了解工艺流程可知,切粒室的进水压力非常关键。
压力过大,易造成设备损坏;压力太小,不足以携带聚丙烯颗粒,因此原工艺设计进水压力高、低报联锁控制。
该联锁一次发信元件为压力开关PSLH-8558(高报0.4Mpa、低报0.1Mpa)。
也就是说,切粒水压力高于0.4Mpa 或者低于0.1Mpa 都会引发挤压造粒机联锁停车。
近几年,在几次联锁停机检查时,仪表维护技术人员发现压力开关及一次手阀内有聚丙烯颗粒,有时堵塞压力开关引压管;2012年连续出现两次工艺进行换网操作,切粒水压力高、低报各停机一次,检查压力开关均有堵塞现象,对压力开关标定结果显示压力开关合格,由此判断,压力开关的误动作主要原因为聚丙烯颗粒随着切粒水进入一次阀后,堵塞压力开关引压管,导致PSLH-8558检测失误,从而造成挤压机联锁停车发生(如图1)。
聚丙烯装置挤压机组造粒不规则成因分析及对策

聚丙烯装置挤压机组造粒不规则成因分析及对策摘要:针对聚丙烯(PP) 装置挤压机组生产过程中多次出现不规则颗粒的问题,对影响 PP产品颗粒外观的因素,如模板、切刀、进刀风压、进料量、切粒水温度等进行了科学分析,并提出了相应的改进措施,从而降低不规则颗粒发生的频次。
关键词:PP 挤压机模板切刀进刀风压切粒水温抚顺石化公司乙烯厂90kt/a聚丙烯(PP) 装置以上游乙烯裂解生产的丙烯为原料,采用巴塞尔公司spheripol液相本体法工艺路线,可以生产均聚、无规共聚、抗冲共聚等共计51种牌号的 PP产品。
与PP装置配套的同向啮合双螺杆挤压机组由德国WP引进,型号为ZSK240。
作为PP装置的关键设备,挤压机组的运行状况不仅制约着上游聚合工段操作的平稳性,而且也影响到出厂产品的质量等级。
自装置生产出合格PP产品至今,挤压机组总体运行平稳,但受不同牌号产品切换的影响,同时受模板、切刀以及进刀风压、进料量、切粒水温度等操作参数的影响,导致产品中多次出现不规则颗粒。
颗粒大小不均匀不仅降低了粒料的堆密度,而且影响了分级筛选机的正常运行,使大量外形尺寸超标的颗粒进入成品料仓,严重时甚至导致挤压工段非计划停车。
因此,科学地分析各种可能导致不规则颗粒发生的因素,同时借鉴同类装置的成功经验,采取针对性的改进措施对提高 PP产品外观等级,保证装置长周期平稳运行都具有重要的意义。
1造粒流程简介PP粉料与助剂通过料斗进入挤压机,在高温条件下混合并熔融。
在同向啮合双螺杆的挤压、剪切、均化作用下,从造粒模板成型孔处挤出的熔融树脂进入切粒水室,然后被高速旋转的切刀切成粒料,粒料经切粒水冷却、固化后输送至预水分离器、大块剔除器、离心干燥器。
脱水后的颗粒进入分级筛选机,筛选出的合格颗粒进入掺混料仓掺混,最终由包装车间包装出厂。
2不规则颗粒的成因分析颗粒外观是否规则是评价PP产品的一个重要质量指标。
根据国内同行业普遍遵循检验方法定义,不规则粒料指的是任意方向上尺寸大于 5mm 的粒子(包括连粒)或者小于 2mm的粒子(包括碎屑和碎物)。
挤压造粒机常见故障分析及处理

《 塑胶工业》
维普资讯
判 断是否 应更换 轴承 。定期检 查 主 电
更 应延 长间 隔时 间或 用风 扇强 制降 温。 高 等原 因都 能导 致水 下切粒 系统 停车 用 仪表 风吹扫 并 用抹布 擦 净摩 擦片和 摩 擦盘 表面灰 迹 ,如果 磨损较 重 或 表 面 出现 “ 玻璃 化 ”现象 时 ,应更 换摩 擦 盘、摩 擦片。确 认 空气 压 力值 是 否 能使摩 擦盘 与摩擦 片相贴合。 从而造成整个机组联 锁停车 。
解 决措施:生产低 熔融指 数产 承 组件 是否 有损坏 ,切 刀转子 动平 衡
节流 阀开 度 以减 少背压 :及 时更换 过 滤 网,监控 各种添 加 剂 的质量 及 聚丙
主电机扭矩过低原因分析:喂料 品 时 , 应 使 用 低 目 数 的 过 滤 网 ,增 加
系统故 障使双 螺杆 空转 将导 致主 电机
1 3, 3 99 0: 309
1 Ga 0 o X L, Qu C, Zh n , a gQ
e . M a t a1 c omolM a er E g, 2 0 r t n 0 4,
2 89: 41
4 t m h i J E. P fm o S a us O V C mp s o ,
l一
务
8 切 粒 室 旁 路 水 阀 未 关 ,9 切 粒 机 、 、 液 压 夹紧 压 力过低 1 、 切 粒 电机 故 0
障 :1 、 液 压 切 刀 轴 向 进 给 压 力 过 低 1
等。
在 上 述 故 障 原 因 中, 出 现 频 次 度 过 高 ;4 主 电 机 绕 组 温 度 过 高 :5 较 多 的 有 主 电机 系统 的 主 电机 扭 矩 、 、 度 一 体 化 , 自动 化 控 制 水 平 高 。 因 此 , 主 电机 水 冷 的冷 却 器 出入 口温 度 过 高 , 过 高 或 过 低 ,传 动 系统 的 摩 擦 离 合 器 在 实 际 运 行 中会 出 现 较 多 难 以诊 断 的 6 主 电 机 轴 承 润 滑 油 泵 出 口 流 量 过 故 障 挤 压 造 粒 机 螺 杆 工 艺 段 系 统 的 、 故 障 ,导 致 处 理 时 间 过 长 ,从 而 影 响 低 ;7 主 电机 轴 承 润 滑 油 泵 出 口压 力 、 熔 体压 力 高.水下 切粒 机 系统故 障 等。 整 套 聚 丙 烯 装 置 的 正 常 运 行 , 大 大 地 过 低 8 主 电机 水 冷 的 冷 却 器 水 泄 漏 下 文 将 对 这 些 常 见 的故 障 原 因 进 行 详 、 降 低 生 产 经 济 效 益 。 笔 者 结 合 挤 压 造 量过高等。 细 的 分 析 ,给 出 相应 的解 决 方法 。 粒 生 产 过 程 的 理 论 知 识 以及 十 佘 年 实
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
挤压造粒机切粒水压力改造
【摘要】本文介绍了黑龙江省大庆炼化公司30万吨/年聚丙烯一期装置挤压造粒机pk851系统切粒水压力控制的改造过程,详细阐述了近年来原现场一次元件在生产应用时的缺陷;针对现场实际设计的改造控制方案以及相应程序的变更。
【关键词】切粒水压力改造
工艺简述:大庆炼化公司30万吨/年聚丙烯一期装置pk851挤压造粒机控制系统由西门子plc s7-400控制系统和上位机ifix所组成。
聚丙烯粉料从d801a/b储罐下来,经计量秤、固体添加剂螺杆输送机、连续混合器,进入挤压造粒机进料漏斗,通过双螺杆将聚丙烯粉料向前螺旋输送,使粉料分别经过捏合、加压、均化、熔融、出料等过程,熔融状聚丙烯浆料经过滤网去除杂质后经模板孔挤出,旋转的切粒刀将挤出的熔融物料切成球型颗粒,与此同时切粒水通过切粒水泵p851a/b进入到切粒室内,将聚丙烯颗粒带到离心干燥器d855进行干燥,再经振动筛将合格的粒料输送到出料漏斗d807,通过风送系统将粒料输送至掺混料仓。
1 聚丙烯一期装置挤压造粒机切粒水压力控制改造原因
通过了解工艺流程可知,切粒室的进水压力非常关键。
压力过大,易造成设备损坏;压力太小,不足以携带聚丙烯颗粒,因此原工艺设计进水压力高、低报联锁控制。
该联锁一次发信元件为压力开关pslh-8558(高报0.4mpa、低报0.1mpa)。
也就是说,切粒水压力
高于0.4mpa 或者低于0.1mpa 都会引发挤压造粒机联锁停车。
近几年,在几次联锁停机检查时,仪表维护技术人员发现压力开关及一次手阀内有聚丙烯颗粒,有时堵塞压力开关引压管;2012年连续出现两次工艺进行换网操作,切粒水压力高、低报各停机一次,检查压力开关均有堵塞现象,对压力开关标定结果显示压力开关合格,由此判断,压力开关的误动作主要原因为聚丙烯颗粒随着切粒水进入一次阀后,堵塞压力开关引压管,导致pslh-8558检测失误,从而造成挤压机联锁停车发生(如图1)。
2 聚丙烯一期装置挤压造粒机切粒水压力改造
根据7年的挤压造粒系统仪表设备运行情况分析,并与聚丙烯工艺、设备相结合,为了使切粒水压力有压力数据显示,便于分析、判断问题,决定对切粒水压力开关pslh-8558实施改造(聚丙烯二期挤压造粒机切粒水压力已是压力变送器)。
整改方案:办理聚丙烯造粒机切粒水压力联锁变更单为“二取二”手续后,并且在聚丙烯造粒机停工期间,实施了在原现场压力表和压力开关管线上分别增加一台压力变送器(型号:
eja530a-ebs7n-07dn/ns1 1/2npt量程为0-0.6mpa),同时用备用模拟量卡完成信号采集及传送,改联锁控制方案为“二取二”。
采用压力变送器输入模拟信号在程序中的组态实现高、低报警和高高报、低低报,并有数值显示和趋势显示;在plc程序中,更改硬件组态及程序,增加程序段(具体见本文提供的梯形图),实现联锁“二取二”控制;在上位机上ifix画面组态软件中,建点及增加
画面、联锁报警及数据显示(如图2)。
因现场无法重新敷设电缆,需要用原来的电缆,原一次元件
pslh-8558信号是高低报节点信号,信号电缆为4芯。
故增加的二台压力变送器各用2芯,测试电缆符合使用要求。
改造后,运行至今,再未出现切粒水压力颗粒堵塞造成的联锁停机事故,而且切粒水压力有精确的数值显示和历史趋势可查询。
当出现数值波动而未发生联锁之前,操作工能够准确及时通过高低报警发现情况,进行有针对性的操作,从而提高了造粒机运行的平稳;当出现联锁停机时,历史趋势查询也提供了准确的依据,更有利于分析问题;联锁改为“二取二”将避免因堵料误报,一次仪表故障,导致造粒机非正常停机。
3 结语
聚丙烯一期装置pk851挤压造粒机系统切粒水压力控制经过以上的改造,有效地避免了因切粒水携带颗粒堵塞仪表一次取压部分而导致的意外联锁停机事故,提高了机组运行的平稳性,使得聚丙烯装置生产运行更连续、可靠;同时为偶发的仪表一次元件故障或误动作,及操作工失误等赢得了及时补救的宝贵时间;大大降低了因事故引发的一系列维护工作量和诸多不安全因素;节省了因造粒机意外停机事故造成的物料浪费及拆换设备时的磨损以及延误生产
物料外输等等大量资金;有效地保障了挤压造粒机的安全平稳生产。
此次改造项目是具有代表性的、可借鉴的、较为成功的仪表控制改造。