QCM控制地图
质控图怎么看

表 7-2-1 Definitions of Tests 1 to 8 ............................................................................................................ 4
图 7-2-1 《休哈特—常规控制图》文件提供的八准则示意图 ................................................................ 4
图 7-1-3 表 7-1-1 图 7-1-4
过程三种不稳定(出控)示意图 .............................................................................................. 3
控制过程分布参数 µ 与σ 变动的 4 种对应状态 ..................................................................... 3 控制过程分布参数 µ 与σ 变动的 4 种对应状态图形 ............................................................. 4
图表目录
图 7-1-1 统计过程控制稳定与不稳定状态示意图 .................................................................................. 2
图 7-1-2 过程三种稳定状态示意图.......................................................................................................... 3
QCM作业流程
1、目的:1.1适时响应对客户关于问题的围堵。
1.2利用图表清楚的表示出厂内围堵检查位置。
1.3持续不断的改善。
2、QCM定义及作用:2.1一张汇总整个工厂所有区域有关检查的清单,利用图表清楚标示出检查的位置。
针对性的对问题点进行检查和监控,有效的解决客户抱怨并达到持续改进的目的。
2.2用于监控厂内围堵措施的图示化工具。
2.3蓝Q:对问题发生的工位进行培训、检查和控制,相应的工位称为蓝Q工位,蓝Q工位的作用通过定期的监控,确保现场操作符合要求,有效保证特定工位的操作引起的缺陷不流入下工位。
2.4控制点: 距离问题发生区域最近且有检查时间的工位对问题进行检查、围堵和控制,相 应的工位称为控制点工位,控制点的作用驱动在线纠正和过程控制,以确保潜在影响顾客的问题不从发生问题的区域流出。
3、权限职责1.质保部是QCM流程的主导部门,负责流程的编写、运行和维护。
2.销售部协助质保部负责外部信息收集和传递。
3.质保部负责内部信息的收集和传递。
4.其它部门及人员按流程要求执行。
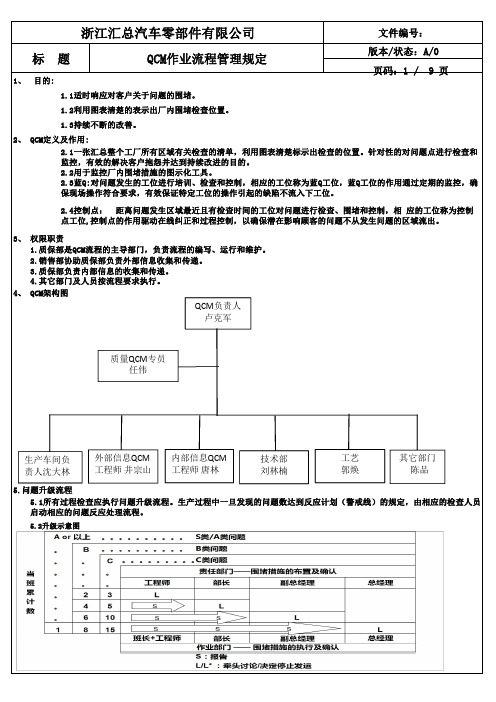
4、QCM架构图5.问题升级流程5.1所有过程检查应执行问题升级流程。
生产过程中一旦发现的问题数达到反应计划(警戒线)的规定,由相应的检查人员启动相应的问题反应处理流程。
5.2升级示意图QCM 负责人卢克军质量QCM 专员任伟内部信息QCM 工程师 唐林外部信息QCM 工程师 井宗山生产车间负责人沈大林技术部刘林楠工艺郭焕其它部门 陈品浙江汇总气车零部件有限公司No Quality Disruptions 无质量中断Internal Quality Disruption (defined locally)内部质量中断(现场定义)Customer Quality Disruption (eg.客户质量中断(比如:质量停线、无法及时交付停线等)GMPT FLINT V-6Daily Quality Chart每日质量表LEGEND: 图例Month 月份Year 年份31292830212223242526271213141516171819202345678910111Green绿色Yellow 黄色Red 红色值得客户信赖的合作伙伴!GQP-029aWorthy ofcustomer trust partners !浙江汇总汽车零部件有限公司No Quality Disruptions 无质量中断Internal Quality Disruption (defined locally)内部质量中断(现场定义)Customer Quality Disruption (eg.客户质量中断(比如:质量停线、无法及时交付停线等)GMPT FLINT V-6Daily Quality Chart每日质量表LEGEND: 图例Month 月份Year 年份31292830212223242526271213141516171819202345678910111Green绿色Yellow 黄色Red 红色值得客户信赖的合作伙伴!GQP-029aWorthy ofcustomer trust partners !Q Blue Q编号:5、质量部下发的编号单一问题教程 Single Point Lesson蓝Q过程检查表编号:。
浙江大学控制系学院(系)校级第十四期SRTP学生立项评审

序号
学生立项负责人姓名
年级
项目名称
指导教师
姓名与职称
参与学生姓名
1
刘亮
09
城市供水管网污染反演定位
邵之江
教授
戎元臻
2
魏媛
09
基于红绿灯时间间隔对车流量影响的研究
叶炜
副研
杨祎
3
孔婧
09
空调环境下的室内自动换气系统设计
宋执环
教授
孙一凡
胡道宇
4
张光新
教授
刘彦良
陈义涛
14
葛梁
09
基于人数识别的空调节能前馈控制策略的研究
卢建刚
研究员
王凌鹏
刘洋
15
毛雪莹
09
基于QCM的C-反应蛋白传感器
李光
教授
无
16
赵冬琬
09
基于单目视觉的空间自由运动物体轨迹重建
褚健
教授
宋恒
孙榕鞠
17
刘舒雨
09
微型集成酶生物燃料电池的加工技术
张武明
副教授
马国凯
宋超
18
丁森科
09
09
基于压电材料的环境振动能量收集系统
杨秦敏
郭思琪
周赛琼
交网络机理的短信息监控平台开发
吴明光
陈达奇
14
林世栋
09
安全驾驶系统
张宏建
杨祎
王闾威
15
王岚
09
电机转矩测量小型监测系统开发
黄平捷
谢若辰
蒋晨
16
宋思博
09
机器人套装接口开发
长安汽车STA相关英文缩写及简称汇总

1. CA-SIP长安供应商质量提升流程Chang AnSupplier Improvement process2. STA 供应商技术支持 Supplier Technical Assitance3. PPM:零部件百万分之不合格品率 Parts Per Million4. R/1000 售后市场每千台车的维修频次5. CR:记录质量问题的文档 Concern Responses Report6. QR:记录供应商责任的质量拒收文档 Quality Reject7. LQR:新品(投产)质量拒收文档 Launch Quality Reject8. QCM:质量确认地图 Quality Conformation Mapping9. IQS:进货质量信息系统 Incoming Quality System10. Tip-Level:问题升级警戒线11. CA:长安制造过程引起的质量问题12. IL:长安内部物流引起的质量问题 Internal logistics13. SI:供应商相关的质量问题14. PD:产品开发15. AE:车间工艺16. ICA:临时措施17. PCA:永久措施18. 8D: 解决问题的八个步骤的自定义的质量问题报告 8 Discipline19. VRT 变差减小小组 Variability Reduction Team20. PSW 零件提交保证书21. PPAP 生产件批准程序 Production Parts Approval Process22. APQP 先期产品质量策划 Advanced Product Quality Planning23. FMEA 失效模式及后果分析 Failure Mode and Effects Analysis24. MSA 测量系统分析 Measurement System Analysis25. SPC 过程控制统计 Statistical Process Control26. CCC 中国强制认证 China Compulsory Certification27. COP 产品生产一致性 Conformity of Production28. COC 生产一致性证书 Conformity of certification29. PVT 负责市场及综合性质量问题小组/小批量过程测验30. FTT 一次校验合格率31. CCPS 中国长安精益生产管理体系 China Changan Production System32. AUDIT 新型质量检验方法(站在消费者立场)AUDIT是德国叫法,美国叫CSA,日本叫QLA33. IE 工业工程 Industrial Engineering34.长安责任(CA)——质量问题(CR)代码长安内部物流(IL)——质量问题(CR)代码供应商相关(SI)——质量问题(CR)代码错误的问题记录(ECR)——CR取消时的代码供应商设计(FF)——质量拒收(QR)代码供应商制造(NP)——质量拒收(QR)代码零部件状态不符(MN)——质量拒收(QR)代码供应商物流(SL)——质量拒收(QR)代码错误的质量拒收(EQR)——QR取消时的代码。
QIP中QCM资料介绍
为“常规检查项”固化成检查工艺后关闭临时控制点。
一、典型QCM控制点概述
全部质量问题产生是基于:零件、加工、设计环节的缺陷,因此全部质量问 题均可通过加工及加工前的过程识别进行控制、围堵。 控制问题流出,现有两种工具:CP控制点、蓝Q控制点。 CP控制点
针对非单一加工类问题,但是能够在加工
过程中进行识别的缺陷进行拒收的控制点。 注意: • • • 1、控制点使用既可针对外部顾客,也可针对内部顾客; 2、设立控制点时必需确保检查员、作业员的工作量没有过大; 3、 图表必需有管理者定期回顾,同时有新问题时必需及时更新
针对具体操作,向操作者展示正确的操作和错误的操作。指导操作者按 正确的操作进行工作。
说明: (1)蓝Q的应用范围为典型的操作执行类问题。 (2)在问题发生的工位/区域对问题进行检查围堵和控制,相应的工位称为BLUE Q。 (3)建立的目的是为了纠正由错误的操作引起后续高昂返修成本的过程。通过定期实施检查确保操作者按正确的操作实施, 并生产出合格产品。
(2)控制点执行TIP LEVEL流程.控制点实施过程中,一旦发现的问题数达到反应计划(警戒线)的规定, 由相应的检查人员启动实施相应的问题反应处理流程。 每周周会通报状态;
(1)控制点需要工艺工程师审核 (手写签字)。有了长久措施以后,需要更新长久措施和时间在控制点表格 上面。长久措施之后连续30个工作日无问题发生才可以关闭;
1.所有的检查/检验人员须知晓检查/检验项目 的要求,有适当的方法检验所有的控制项目, 并且被确认有能力实施检查/检验。 2.制作该表核心要素:警戒线及联系人、问题 描述、检查标准及方法
蓝Q控制点
针对加工过程不符合工艺标准而导致的问题缺
陷,进行加工要素点的明确和控制类的控制点。
CA-QIP介绍

CA-QIP介绍
CHANGAN Quality Improve Process
长安汽车
2015年3月(第Ⅰ版)
CQIS系统
信息流
CA-QIP介绍
质量数据
PJO 严重安全故障 判定指南 召回、FSA、 TSB流程
工具与
ECB、EVB和 顾客柏拉图
流程
CA-QIP 系列课程
组织
行动步骤: 1、建立长安汽车与供应商信息接口,收集质量信息(PPM、R/1000、ECB、三包信息等主要顾客抱怨信息); 2、建立供应商内部过程质量和二级供应商质量信息接口,收集质量信息; 3、设立信息中心,确定各类信息的传递方式,如:看板、邮件、短信等等,通过信息流矩阵进行管理。
信息流矩阵
信息传递流程图
08
07
缺乏有力的激励
CA-QIP目标
长安汽车供应商CA-QIP目标 质量提升目标:PPM同比下降50%,R/1000同比下降50%
分享
压力
动力
目标与顾客需求
顾客的难题就是我们的课题!
R/1000
必备需求
PPM
TGW
单向需求
“顾客是上帝”,如果不能清楚地知晓顾客的需求,是没办法令顾客满意的, 更谈不上“上帝”的感觉了。
目标分解
供应商全员目标
CCC 产品 电动窗开关 车型 S101 产品 电动窗开关 空调控制器 顶灯总成 组合开关 小开关 故障 继电器问题 PCB腐蚀问题 导电橡胶行程问题 导电橡胶异物问题 锁窗卡滞问题 三极管问题 IC连锡问题 组长 周小义 周开宁 刘钧 左大君 尹登森 C/1000 目标 VFG:售后整改小组 推进科 生产 技术 周小义 李云胜 袁刚 周开宁 李云胜 李彬彬 刘钧 叶卫 左大君 贺威 王攀 尹登森 叶卫 幸伟 IQC 陈侠 陈侠 陈侠 陈侠 陈侠 销售 张杰 张杰 张杰 张杰 张杰 采购 汤文丽 汤文丽 汤文丽 汤文丽 汤文丽 项目 李华 李华 李华 李华 李华 质量 工装设备 塑胶部 许大英 程刚 陈一建 李佳 程刚 陈一建 蔡霞 程刚 陈一建 叶琴 程刚 陈一建 蔡霞 程刚 陈一建 责任分担 陈侠 李华 许大英 陈泽友 陈泽友 汤文丽 邓振华 雷星 杨清仙 周小义 雷星
QC七大手法-管制图

作成:陈钜升一、何谓管制图所谓管制图,是一种以实际产品质量特性与根据过去经验所判明的制程能力的管制界限比较,而以时间顺序用图形来表示者。
所以,一般管制图纵轴为制品的质量特性,以制程变化的数据为分度;横轴为制品的群体号码,或制造年月日等,以时间顺序、制造顺序,将点绘在图上。
二、管制图与常态分配在生产过程中,如仅有偶然的变动时,任何产品之质量特性均可构成一分配,此等配有其平均数及标准差,在平均数加减三个标准差范围以外之点极少。
因此,通常都以平均数加减三个标准差作为管制上限与管制下限,此即萧华特博士所创的3δ法。
管制图是以3个标准差为基础,换言之,只要群体是常态分配,从此群体抽样时,每10000个当中,即有27个会跑出±3δ之外,亦即每1000次中,约有3次机会超出±3δ范围,此3次是偶然机会跑出界限的,不予计较。
常态分配之平均值为μ,标准差为δ,其数据之分配情形如下:管制图之管制界限是将分配图形90度移转,在平均值处作成管制中心线(CL),在平均值加三个标准差处作成管制上限制(UCL);在平均值减三个标准差处作成管制下限(LCL)。
0.27%99.73%μ±3δ 1.00%99.00%μ±2.58δ 4.55%95.45%μ±2δ 5.00%95.00%μ±1.96δ31.74%68.26%μ±J δ50.00%50.00%μ±0.67δ在外之或然率在内之或然率μ±κδ抽取样本→进行检验→将结果画制于管制图→再从管制图来判定工程是否正常:三、管制图的实施循环抽取样本检验将结果绘管制图制程异常原因分析对策措施制程正常制程是否正常判别NO Yes四、管制图的分类依数据之性质来分类:(1)计量值管制图:所谓计量值管制图是指管制图所依据之数据均属于由量具实际量测而得。
如长度、重量、成分等特性。
(2)计数值管制图:所谓数值管制图是指管制图所依据之数据均属于以单位计数者。
质量工具QCM

注意变化点
给围堵提供支持并作为持续改进的输入
7
围堵——不传递缺陷
问题严重度分类 AUDIT分值 问题类型 AUDIT反应 特别行动 车辆状态 致命 300 安全/法规问题 停止评审,通知领导, 质管处,车间主任 通知质管处扣车,问题 记录 停止发运 1.立即采取围堵和控制 ,提供车辆截止号 2.根据生产日期,排查 全厂相关所有车辆 3.立即整改,问题纳入 QTM表跟踪 A 80 非常令人不安 停止评审,通知领导, 质管处,车间主任 通知质管处扣车,问题 记录 停止发运 1.立即采取围堵和控制 ,提供车辆截止号 2.排查该流水号前后各 50辆车 3.排查中发现相同问题 则全厂排查 4.立即整改,问题纳入 QTM表跟踪 B 40 令人不安,对三包有潜 在影响 继续评审,在完成评审 后通知领导层 通知质管处扣车,问题 记录 维修问题 1.功能性问题:排查当 班下线50辆车 2.外观性问题:排查当 班下线30辆车 3.排查中发现相同问题 则排查当班所有车辆, 必要时全厂排查 4.采取控制措施使分值 降为20分或0分;实施整 改措施 C 20 需要改进 继续评审 —— 绝大多数不需要维修 由管理层评估后决定
对策
• 应对计划
• 报警和升级程序 • 问题解决
工程要求描述
按照工程需求执行
过程输出和工程需求对比
报告——不隐瞒缺陷
前馈/反馈
A工位 供应商 B工位 我们 C工位 客户
• 在B工位发现A工位制造的 缺陷 • 问题解决方法
• • • •
从B工位流到C工位的缺陷 B工位的临时措施 工艺和产品变化 问题解决情况
快 速 行 动 全 面 围 堵
车辆 控制
问题 围堵 实施 跟踪
未售
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MF513系列
轴类组件装配
MF513系列
垫片测 封,打条形码
1、操作者对条形码的内容和粘贴位置进行确认 2、检查工装辅具无明显划手的飞边、毛刺 3、检查右箱油封孔粗糙度度以及飞边毛刺,孔口是否有倒角,不合格 不允许装配 MF512/513/ 515 4、油封压装后检查是否有剪切,用量具每50件抽检一件油封压装深度 5、100%目测中间轴轴承外圈压装后不高于箱体轴承孔端面为合格 6、垫片必须复检合格后才允许使用
MF513系列
MF513系列
吊装转线
MF513系列
总成磨合
综合检验
1、一、二档磨合用中速(输入转速1500~2000转),三、四、五档磨 合用高速(输入转速2000到2500转),各前进挡要求各档磨合15次, MF512/513/ 手动磨合时要求进档柔和,挂档到位,无冲击; 515 2、在磨合过程中间出现打齿、冒烟的变速器总成要求标识、隔离,然 后由相关技术人员开箱分析。 1、各档应无异常噪音。 2、检查各档换档应灵活、无卡滞、无乱档、无跳档,换档换位操作无 异常,换位清楚,摘档后回位有力。 3、换档时可从倒档换至五档,不能从五档到倒档。 MF512/513/ 4、倒车灯通断检测方法为先按倒档模式按钮,使检测系统处于倒档检 515 测模式,变速器档位为空挡状态,观察倒档指示灯是否为熄灭状态, 如为熄灭状态为合格,然后变速器挂倒档,观察倒档指示灯是否为点 亮状态,如为点亮状态为合格。发现有倒车灯常亮状态立即隔离 5、交验前检查倒车灯线插头铜片无变形,弯曲。 1、用扭力扳手100%拧紧该工序螺栓,打扭力后后作色标 2、残余油量要求 ≤100ml,每周检测一次残油余量(放油后放置2小 时后检测),并作好记录 MF512/513/ 515
MF513系列
刻字
MF513系列
装配右箱油封 、中间轴轴承 外圈
1、装配前检查各零件状态,清洁度 2、检查工装辅具无明显划手的飞边、毛刺 3、检查右箱油封孔粗糙度度以及飞边毛刺,孔口是否有倒角,不合格 MF512/513/ 不允许装配 4、油封压装后检查是否有剪切,用量具每50件抽 515 检一件油封压装深度 5、100%目测中间轴轴承外圈压装后不高于箱体轴承孔端面为合格 1、检查差速器螺栓,行星齿轮轴卡圈有无色标 MF512/513/ 2、在空档位置时轴系转动灵活、无卡滞 515 3、检查中间轴锁紧螺母是否装配到位,确认后作贯穿性色标,每50台 抽检一台中间轴锁紧螺母扭力并作好记录 班前用标定件标定一次设备,合格后方可进行生产 MF512/513/ 515
MF513系列
已删除检查项目 工位 日期 检查项目 VRT 来源 变速器状态
MF513系列
装配倒档空转 齿轮等零件
1、涂胶完成后操作者100%检查涂胶质量,发现断胶,涂胶轨迹不正 确等异常立即隔离。 2、 倒档空转齿轮装配后检查是否转动灵活、无卡滞
MF512/513/ 515
MF513系列
合箱,装进、 放油塞 装合箱螺栓和 离合器支撑螺 栓 装配倒车灯开 关等零件 装密珠轴承等 零件
1、装配前检查各零件状态,清洁度 2、输入轴集油盘端面不能高出调整垫片端面,在输入轴调整垫片台阶 MF512/513/ 515 面均匀涂抹油脂 3、垫片必须复检合格后才允许使用 1、装配前检查各零件状态,清洁度 2、检查合箱螺栓扭力是否在18-28N.m范围内,确认后作贯穿性色标 1、装配倒车灯开关总成时不能拉拽倒车灯线 1、密珠轴承装配前检查刻字的一端朝外装配 2、密珠轴承装配后不高于左箱密珠轴承孔端面为合格 MF512/513/ 515 MF512/513/ 515 MF512/513/ 515
VRT
MF512/513/ 515 MF512/513/ 515 MF512/513/ 515 MF512/513/ 515
来源
变速器状态
综合检验
2013-9-27
售后/零公里
MF513系列
拨叉组件装配 装配倒档空转 齿轮等零件 装合箱螺栓和 离合器支撑螺 栓
2013-9-27
售后/零公里
MF513系列
QUALITY CONFIRMATION MAP 装配C线MF513系列QCM控制地图
编号:Q/JZ20614-17A
常规检查项目 工位
双啮检查
日期
检查项目
1、装配前检查各零件状态,清洁度 2、用双手掌心转动齿轮副,应转动灵活,无卡滞现象, 3、径向综合误差小于0.05mm 1、目测齿环和齿轮无压痕及杂质(100%检测)。 2、用塞尺每100件检查一件齿环后备量范围0.9mm~1.3mm,且磨合 前后齿环磨损量不得超过0.03mm;并记录数据 1、装配前检查各零件状态,清洁度 2、检查未研磨的齿环装配前是否浸油 3、同步器压装时检查同步器滑块是否对准齿环滑块槽 4、用手转动各齿轮和轴承,要求转动灵活、无卡滞; 5、抽检各齿轮间隙和齿环后备量是否在作业要领书规定范围内 1、装配前检查各零件状态,清洁度 2、检查未研磨的齿环装配前是否浸油 3、同步器压装时检查同步器滑块是否对准齿环滑块槽 4、用手转动各齿轮和轴承,要求转动灵活、无卡滞 5、抽检各齿轮间隙和齿环后备量是否在作业要领书规定范围内 6、中间轴卡圈卡到位后100%用量具检查卡圈是否安装到位
VRT
MF512/513/ 515 MF512/513/ 515
来源
变速器型号
MF513系列
齿环研磨
MF513系列
装输入轴中间 轴组件
MF512/513/ 515
MF513系列
中间轴组件
MF512/513/ 515
MF513系列
差速器组件装 配
1、装配前检查各零件状态,清洁度 2、检查行星齿轮和半轴齿轮装配后转动应灵活,无卡滞 MF512/513/ 3、行星齿轮轴卡圈卡到位后100%用量具检查卡圈是否安装到位; 515 4、每台检测差速器螺栓扭力保证在80~100N.m范围内,确认后做贯穿 性色标 1、操作者对刻字的内容和位置进行确认 2、检查条形码的流水号与刻字流水号是否对应 MF512/513/ 515
检查倒档换挡悬臂与倒车灯开关接触处是否漏加工
2013-10-12
检查:(1)是否按照作业要领书涂胶要求进行涂胶,涂胶宽度为 1.6-1.8mm。 (2)检查是否涂胶均匀,是否存在断胶现象。 按照1/50比例检查拧紧后螺栓扭力是否在18-28N.m范围内
售后/零公里
MF513系列
2013-10-12
售后/零公里
MF513系列
MF513系列
MF513系列
MF513系列
装配换挡换位 组件
总成气密检测
1、装配前检查各零件状态,清洁度 2、涂胶完成后操作者检查涂胶质量,发现断胶,涂胶轨迹不正确等异 常立即隔离 MF512/513/ 3、检查线速支架的位置和方向是否正确 515 4、预拧紧螺栓时检查气压是否为0.3MPa,气动扳手档位是否调整到一 档,然后用扭力扳手100%以规定力矩拧紧该工序合箱螺栓,打扭力后 后作贯穿性色标 1、检查气密辅具有无飞边、毛刺; 2、班前检查气密检测仪各参数(充气压力保证在23±2Kp范围内。充 MF512/513/ 气时间为15s,稳压时间5s,泄漏量小于15ml/min)是否在作业要领书 515 规定范围内; 1、检查交验接套与油封接触处有无飞边、毛刺; 2、班前用量杯检查一次加油量是否合格 MF512/513/ 515
MF513系列
MF513系列
MF513系列
放油 检验
1、检查外观:①外表清洁、无损坏②外露件无漏装、错装③检查外围 MF512/513/ 件色标④所有螺纹孔、通孔无杂质 515 2、检查量具是否损坏,是否在有效期内
MF513系列
新增检查项目 工位 日期 检查项目
倒车灯通断检测方法为先按倒档模式按钮,使检测系统处于倒档检测 模式,变速器档位为空挡状态,观察倒档指示灯是否为熄灭状态,如 为熄灭状态为合格,然后变速器挂倒档,观察倒档指示灯是否为点亮 状态,如为点亮状态为合格。发现有倒车灯常亮状态立即隔离