火焰切割技术参数
便携式数控火焰切割机SHD型技术参数

便携式数控火焰切割机SHD型技术参数便携式数控火焰切割机SHD型是一种切割材料的高技术设备,它可以被广泛用于钢材、铝材和黄铜等多种材料的切割过程中。
这种火焰切割机采用了先进的数控技术,使得它可以实现快速、精准的切割,从而为用户创造更高的效率和利润。
技术参数是一个衡量设备功能和性能的关键指标。
下面是便携式数控火焰切割机SHD型的主要技术参数。
1.切割范围便携式数控火焰切割机SHD型可以实现的切割面积为1500×3000mm,切割厚度为3-150mm。
这种机器适用于中小型工作场所,可以满足不同规格和厚度的材料切割需求。
2. 切割精度便携式数控火焰切割机SHD型具有高精度切割的功能,其精度控制在±0.5mm以内,使切割过程更加的精准和高效。
3. 切割速度便携式数控火焰切割机SHD型具有较高的切割速度,最高切割速度可以达到1000mm/分。
在快速切割大量材料时可以节省更多时间和成本,并提高生产效率和利润。
4. 主机电源和控制系统便携式数控火焰切割机SHD型主机的电源采用220V/380V交流电,功率为5.5KW,频率为50/60Hz。
该设备采用数字化控制系统,可以实现选材、画图、缩放、旋转、平移以及操作等功能,方便用户操作。
5. 火焰切割系统便携式数控火焰切割机SHD型具有火焰切割系统,可以实现材料的高温切割。
该系统主要通过气体供应和点火装置来完成。
常用气体供给包括氧气,乙炔,液化石油气等,通过细节设计达到减少材料变形效果。
6. 适用材料便携式数控火焰切割机SHD型主要适用于钢铁、铝材和黄铜等金属材料的切割,可以在不同的切割过程条件下快速完成切割,效率非常高。
需要注意的是,对于不同的切割材料,需要使用不同的火焰切割气体,如切割不锈钢需要采用氮气或氩气等非复合燃气。
在使用便携式数控火焰切割机SHD型时,需要注意保持设备的清洁卫生,定期进行日常维护和检测,避免机器故障或损坏,同时要选择合适的切割气体,以保障切割效果和切割质量。
数控火焰切割机参数

数控火焰切割机参数1. 简介数控火焰切割机是一种常见的金属切割设备,通过喷射高温火焰进行切割。
它具有高效、精确、稳定的特点,广泛应用于金属加工行业。
为了实现不同材料的精确切割,数控火焰切割机具备多种参数调节功能。
2. 主要参数2.1 切割速度切割速度是指火焰在工件上移动的速度。
通常以毫米/分钟(mm/min)为单位来表示。
切割速度的选择要根据材料的类型、厚度和所需质量来确定。
过高或过低的切割速度都会影响切割质量。
2.2 初始气压初始气压是指喷嘴供气系统中的气体压力,通常以帕斯卡(Pa)为单位来表示。
适当调节初始气压可以确保火焰稳定燃烧并达到最佳切割效果。
2.3 喷嘴直径喷嘴直径是指火焰喷嘴出口的直径大小,通常以毫米(mm)为单位来表示。
不同直径的喷嘴适用于不同厚度的材料,较小直径的喷嘴适用于较薄的材料,较大直径的喷嘴适用于较厚的材料。
2.4 火焰高度火焰高度是指火焰与工件表面之间的距离,通常以毫米(mm)为单位来表示。
火焰高度对切割质量有重要影响,过大或过小都会导致切割质量下降。
2.5 氧气流量氧气流量是指喷嘴供气系统中氧气的流量大小,通常以升/分钟(L/min)为单位来表示。
适当调节氧气流量可以确保火焰充分燃烧并提供足够的热量进行切割。
2.6 燃烧介质燃烧介质一般为乙炔和氧气混合物,在数控火焰切割机中通过喷嘴喷射出来。
乙炔和氧气混合物能够产生高温火焰,实现金属材料的切割。
2.7 控制系统数控火焰切割机配备了先进的数控系统,可以实现对切割参数的精确调节和控制。
通过控制系统,操作人员可以根据需要进行参数设置,并监测切割过程中的各项指标。
3. 参数调节方法3.1 切割速度调节切割速度可以通过数控系统进行调节。
操作人员根据材料的类型和厚度,设定合适的切割速度。
通常情况下,较硬材料需要较低的切割速度,而较软材料则需要较高的切割速度。
3.2 初始气压调节初始气压可以通过气源系统进行调节。
操作人员根据具体需求,设定合适的初始气压值。
火焰切割技术参数

火焰切割技术参数1.气源选择和压力要求:火焰切割所使用的气源主要是氧气和燃料气(如乙炔、丙烷等)。
氧气用于与燃料气进行燃烧,产生高温火焰。
在使用火焰切割技术时,氧气压力一般为0.5-1.0MPa,燃料气压力根据具体需求来确定。
2.火焰温度:火焰切割是利用火焰的高温来熔化金属进行切割的,因此火焰温度是一个重要的参数。
一般来说,火焰温度可以达到3000℃以上,足以将大部分金属材料进行熔化切割。
3.切割速度:切割速度是指单位时间内切割的长度。
切割速度一般根据材料的厚度和切割质量要求来确定。
一般来说,切割速度较快可以提高生产效率,但对于切割质量要求较高的工件,需要适当降低切割速度以确保切割质量。
4.切割质量和精度:切割质量和精度是衡量火焰切割技术优劣的重要指标。
切割质量主要包括切割面光洁度、垂直度、切口宽度和切口变形等。
切割精度主要包括切割尺寸的偏差和平行度的控制。
要获得较高的切割质量和精度,需要合理调整切割参数和选用合适的切割设备。
5. 切割厚度:火焰切割技术适用于切割较厚的金属板材。
一般来说,在氧燃气切割下,钢板的切割厚度可以达到150mm以上,铸铁等材料的切割厚度也可以达到一定程度。
6.能耗和环境影响:火焰切割技术的能耗主要涉及到氧气和燃料气的消耗。
同时,火焰切割过程中会产生大量的热量和废气,对环境造成一定的影响。
因此,在使用火焰切割技术时,需要注意节约能源和减少环境污染。
总之,火焰切割技术作为一种常用的金属切割方法,具有一系列的技术参数。
使用者需要根据实际需要和工件材料的要求来选择合适的切割参数,以保证切割质量和效率的最佳匹配。
同时,还需要注意安全操作,避免发生事故。
大悬臂数控火焰切割机型技术参数
大悬臂数控火焰切割机型技术参数简介大悬臂数控火焰切割机是一种常用于金属材料切割的设备。
它采用火焰切割技术,通过喷嘴喷出的高温火焰,将金属材料进行切割。
本文将介绍大悬臂数控火焰切割机型的技术参数。
技术参数切割能力•切割材料:钢板、不锈钢、铝板等金属材料。
•切割厚度:1mm至200mm,根据材料不同可调节。
•最大切割面积:根据机型不同,一般为15平方米至100平方米。
火焰切割系统•火焰切割燃气:一般使用乙炔和氧气混合燃烧产生高温火焰。
•切割喷嘴:采用专用切割喷嘴,由耐高温合金材料制成,耐磨损性能良好。
•切割速度:根据材料厚度和要求,切割速度可调节,一般在100毫米/分钟至1000毫米/分钟之间。
控制系统•数控系统:采用先进的数控技术,可实现自动化切割过程。
•控制方式:触摸屏和键盘双重控制方式,操作简便。
•编程方式:支持CAD/CAM软件编程,实现切割图形的导入和编辑。
机械结构•悬臂结构:大悬臂数控火焰切割机采用悬臂结构,工作台固定不动,火焰切割头在横梁上移动,可实现切割材料的横向和纵向移动。
•横梁导轨:采用进口线性导轨,保证切割精度和稳定性。
•切割台:采用镜面加工的切割台面,减少切割时材料的摩擦阻力。
安全保护•防护罩:设备配备防护罩,减少火焰切割时产生的火花和飞溅。
•紧急停机按钮:设备上设有紧急停机按钮,以确保在紧急情况下能迅速停止切割过程。
•远程控制:设备可以通过远程控制,减少操作人员的接触。
应用领域大悬臂数控火焰切割机型广泛应用于金属加工行业,常见的应用领域包括:1.厚板切割:对于较厚的钢板和金属材料,大悬臂数控火焰切割机能够高效切割,大幅提高切割速度和效率。
2.模具加工:对于一些需要精确切割的模具,大悬臂数控火焰切割机能够实现复杂形状的切割,提高加工质量。
3.钣金加工:大悬臂数控火焰切割机可以对钣金进行切割和开孔,适用于制作车身、机箱等各种钣金制品。
4.建筑装饰:大悬臂数控火焰切割机可以通过切割金属板材制作各种装饰构件,用于建筑装饰。
数控等离子火焰切割机技术使用说明书

直条/数控火焰/等离子切割机技术使用说明书目录一:整机简介二:机床使用环境条件三:整机电气组成,功能及注意事项四:MDI机床面板功能介绍及操作说明五:设备电气部分日常维护六:电气原理图七:CNC数控系统使用说明书(见系统资料)八:伺服系统使用说明书(见伺服资料)九:常见故障原因和处理十:切割机安全操作规程一:整机简介CNC-4000数控/直条火焰/等离子切割机(1)主要技术参数:轨距: 4000mm轨长: 15000mm有效长度: 13500mm切割宽度: 80-3300mm(直条)数控≤2500 mm切割长度: 13500 mm切割速度: 50-1000mm/min(可调)驱动方式:双驱最高速度: 6000mm/min切割板厚: 6-100 mm(单枪)纵向割炬: 9组(可根据需要配置)横向割炬: 1组火焰割炬电动升降、自动点火,1组等离子割炬自动弧压调高。
切割气源:氧气、乙炔或丙烷等离子电源:按用户需求配置装机容量:约2KW(不含等离子电源)(2)性能特点:GS-4000数控/直条切割机采用斯达特SH2000数控火焰切割机专用控制系统。
该数控具有:a.10.4″彩色液晶显示图形动态轨迹跟踪功能;b.数控割炬配备电动升降和自动点火;c.切割图形可键盘输入,也可磁盘输入;本机行走减速机采用高精度行星齿轮减速器,确保行走精度。
(3)供方供货围组成单元机架总成含:机架、管路、横向滑架及其纵横向减速箱等。
导轨总成含:主副导轨5付及其附件。
割炬总成含:直线单割炬9组及其附件,2组数据割炬带自动点火和电动升降。
电控总成含:电器柜、电机及附件。
含SH2000H控制系统。
供气装置含:氧气汇流排(1支)、丙烷汇流排(1支)、总气源胶管、挂线滑车等。
二:机器使用环境:●整机的基础及导轨应符合基础及安装要求●流体的供给接口应符合压力要求●电源电压(220V/380V 50HZ)波动小于5%●温度:0℃——45℃●相对湿度:小于95%,无冷凝●设备必须要有可靠得接地系统三:整机电气组成,功能特点及注意事项1.整机电器组成:该数控切割机控制系统是由:CNC数控系统,伺服驱动系统和电器控制系统三大部分组成,为两轴平面数控切割机床,可满足平面火焰切割机各种形状零件的要求。
气体火焰切割工艺及参数
气体火焰切割工艺及参数影响气割过程的主要参数影响气体火焰切割过程(包括切割速度和质量)的主要工艺因素有:①切割氧的纯度;②切割氧的流量、压力及氧流形状;③切割氧流的流速、动量和攻角;④预热火焰的功率;⑤被切割金属的成分、性能、表面状态及初始温度;⑥其他工艺因素。
其中切割氧流起着主导作用。
切割氧流既要使金属燃烧,又要把燃烧生成的氧化物从切口中吹掉。
因此,切割氧的纯度、流量、流速和氧流形状对气割质量和切割速度有重要的影响。
⑴切割氧的纯度氧气的纯度是影响气割过程和质量的重要因素。
氧气纯度差,不但切割速度大为降低、切割面粗糙、切口下缘沾渣,而且氧气消耗量的增加。
氧气纯度从99.5%降到98%,即下降1.5%,切割速度下降25%,而耗氧量增加50%。
一般认为,氧气纯度低于95%,就不能气割,要获得无粘渣的气割切口,氧气纯度需达到99.6%。
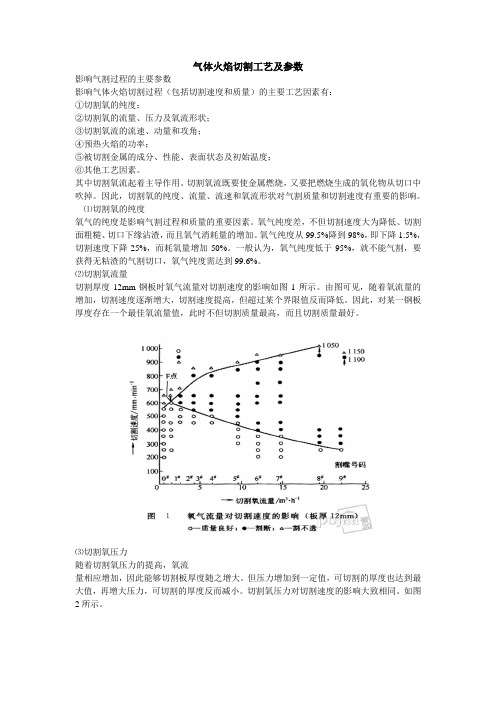
⑵切割氧流量切割厚度12mm钢板时氧气流量对切割速度的影响如图1所示。
由图可见,随着氧流量的增加,切割速度逐渐增大,切割速度提高,但超过某个界限值反而降低。
因此,对某一钢板厚度存在一个最佳氧流量值,此时不但切割质量最高,而且切割质量最好。
⑶切割氧压力随着切割氧压力的提高,氧流量相应增加,因此能够切割板厚度随之增大。
但压力增加到一定值,可切割的厚度也达到最大值,再增大压力,可切割的厚度反而减小。
切割氧压力对切割速度的影响大致相同。
如图2所示。
由图2可见,用普通割嘴气割时,在压力较低的情况下,随着压力增加,切割速度也提高,但当压力超过0.3MP以后,切割速度反而下降;再继续加大压力,不但切割速度降低,而且切口加宽,切口断面粗糙。
用扩散形割嘴气割时,如果切割氧压力符合割嘴的设计压力,则压力增大时,由于切割氧流的流速和动量增大,所以切割速度比用普通割嘴时也有所增加。
气割工艺参数气割的工艺参数包括预热火焰功率、氧气压力、切割速度、割嘴到工件的距离以及切割倾角等。
⑴预热火焰的选择预热火焰是影响气割质量的重要工艺参数。
气体火焰切割工艺及参数

气体火焰切割工艺及参数影响气割过程的主要参数影响气体火焰切割过程(包括切割速度和质量)的主要工艺因素有: ① 切割氧的纯度;② 切割氧的流量、压力及氧流形状; ③ 切割氧流的流速、动量和攻角; ④ 预热火焰的功率;⑤ 被切割金属的成分、性能、表面状态及初始温度; ⑥ 其他工艺因素。
其中切割氧流起着主导作用。
切割氧流既要使金属燃烧,又要把燃烧生成的氧化物从切口中吹掉。
因此,切割氧的纯度、流量、流速和氧流形状对气割质量和切割速度有重要的影响。
⑴切割氧的纯度氧气的纯度是影响气割过程和质量的重要因素。
氧气纯度差,不但切割速度大为降低、切割面粗糙、切口下缘沾渣,而且氧气消耗量的增加。
氧气纯度从99.5%降到98%,即下降1.5%, 切割速度下降25%,而耗氧量增加 50%。
一般认为,氧气纯度低于 95%,就不能气割,要获得无粘渣的气割切口,氧气纯度需达到 99.6%。
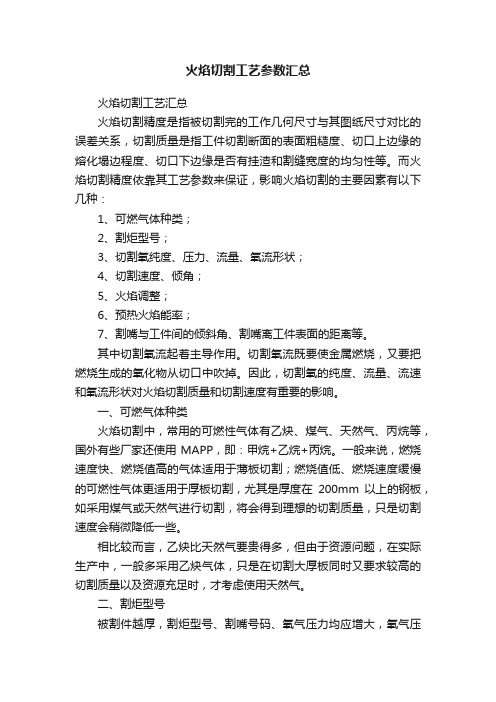
⑵切割氧流量切割厚度12mm 钢板时氧气流量对切割速度的影响如图1所示。
由图可见,随着氧流量的增加,切割速度逐渐增大,切割速度提高,但超过某个界限值反而降低。
因此,对某一钢板 厚度存在一个最佳氧流量值,此时不但切割质量最高,而且切割质量最好。
⑶切割氧压力随着切割氧压力的提高,氧流量相应增加,因此能够切割板厚度随之增大。
但压力增加到一定值,可切割的厚度也达到最大值,再增大压力,可切割的厚度反而减小。
切割氧压力对切割速度的影响大致相同。
如图2所示。
0* 1" 2* £4*o G割嘴弓钙… 1 d 151<F20 2.—切割枫诡图 1 極%流册对切割谨度的彩响(板厚12mm )l 质議氏好=• -1W 断* a-割不琏1000 400 $00 700 &U0 500 400 300 200 100图2 切割氣压力对切割連康的形响 (板厚16mm,切割面粗糙度50戸四) 「1—" 普通割墉¥ 2—2* 0, 49MPa 扩战形割曙:3—旷649制宀扩AS 形割疇由图2可见,用普通割嘴气割时,在压力较低的情况下,随着压力增加,切割速度也提高, 但当压力超过0.3MP 以后,切割速度反而下降;再继续加大压力,不但切割速度降低,而 且切口加宽,切口断面粗糙。
火焰切割工艺参数汇总
火焰切割工艺参数汇总火焰切割工艺汇总火焰切割精度是指被切割完的工作几何尺寸与其图纸尺寸对比的误差关系,切割质量是指工件切割断面的表面粗糙度、切口上边缘的熔化塌边程度、切口下边缘是否有挂渣和割缝宽度的均匀性等。
而火焰切割精度依靠其工艺参数来保证,影响火焰切割的主要因素有以下几种:1、可燃气体种类;2、割炬型号;3、切割氧纯度、压力、流量、氧流形状;4、切割速度、倾角;5、火焰调整;6、预热火焰能率;7、割嘴与工件间的倾斜角、割嘴离工件表面的距离等。
其中切割氧流起着主导作用。
切割氧流既要使金属燃烧,又要把燃烧生成的氧化物从切口中吹掉。
因此,切割氧的纯度、流量、流速和氧流形状对火焰切割质量和切割速度有重要的影响。
一、可燃气体种类火焰切割中,常用的可燃性气体有乙炔、煤气、天然气、丙烷等,国外有些厂家还使用MAPP,即:甲烷+乙烷+丙烷。
一般来说,燃烧速度快、燃烧值高的气体适用于薄板切割;燃烧值低、燃烧速度缓慢的可燃性气体更适用于厚板切割,尤其是厚度在200mm以上的钢板,如采用煤气或天然气进行切割,将会得到理想的切割质量,只是切割速度会稍微降低一些。
相比较而言,乙炔比天然气要贵得多,但由于资源问题,在实际生产中,一般多采用乙炔气体,只是在切割大厚板同时又要求较高的切割质量以及资源充足时,才考虑使用天然气。
二、割炬型号被割件越厚,割炬型号、割嘴号码、氧气压力均应增大,氧气压力与割件厚度、割炬型号、割嘴号码的关系详见下表三、切割氧纯度、压力、流量、氧流形状切割氧纯度氧气的纯度对氧气消耗量、切口质量和气割速度也有很大影响。
氧气纯度降低,氧气中的杂质如氮等在气割过程中会吸收热量,并在切口表面形成气体薄膜,阻碍金属燃烧,会使金属氧化过程缓慢、切割速度大为降低、割缝也随之变宽、切割面粗糙、切口下缘沾渣,而且氧气消耗量的增加。
图为氧气纯度对气割时间和氧气消耗量的影响曲线,1表示气割时间;2表示氧气消耗量。
在氧气纯度为97.5%~99.5%的范围内,氧气纯度每降低l%时,气割1m长的割缝,气割时间将增加10%~15%;氧气消耗量将增加25%~35%。