机械零件的公差配合分解
机械零件公差配合资料

基孔制的孔为基准孔,它的下偏差为零。基准孔的代号
为“H”。
ES
0基
本 尺 寸
H
EI=0
基轴制
基轴制是基本偏差固定不变的轴公差带,与不同基
本偏差的孔公差带形成各种配合的一种制度。
基轴制的轴为基准轴,它的上偏差为零。基准轴的代 号为“h”。
0基
本 尺 寸
es=0
h
ei
基孔制配合与基轴制配合
(2)配合类型
接强度。
2. 基本偏差系列
(2)孔的基本偏差
当基本尺寸≤500mm时,孔的基本偏差是从轴 的基 本偏差换算得来的。
孔与轴基本偏差换算的前提是: “基本偏差代号相当时,应保持配合相同”。
三、公差与配合的基准制与公差等级
1. 国家标准规定的公差与配合
尺寸≤500mm轴的(方框内的)一般常用和(圆圈内的)优先公差
即 △Xi = Xi — X0 i = 1、2、3、…、n,为测量次数。
式中,
误差△Xi不恒为零 !
3. 有关“配合”的术语和定义
(1)配合
配合就是基本尺寸相同的、相互结合的孔与轴 公差带之间的相配关系。
基孔制 基轴制
基孔制
基孔制是基本偏差固定不变的孔公差带,与不同基
本偏差的轴公差带形成各种配合的一种制度。
2. 基本偏差系列
(1)轴的基本偏差
1)a、b、c三种用于大间隙或热动配合; 2)d、e、f主要用于旋转运动; 3)g主要用于滑动和半液体摩擦,或用于定位配合; 4)cd、ef、fg适用于小尺寸的旋转运动件; 5)j ~ h主要用于过渡配合,对中性好; 6)p ~ zc主要用于过盈配合,保证轴和孔有足够的连
当尺寸≤500mm时,
公差与配合国家标准
公差与配合国家标准公差与配合是机械制造中非常重要的概念,它涉及到零件加工的精度、质量和可靠性。
国家标准对公差与配合进行了规范,为机械制造提供了统一的标准,有利于提高产品的质量和可靠性。
本文将对公差与配合国家标准进行详细介绍,以便读者更好地了解和应用这一重要的机械制造知识。
一、公差的定义和分类。
公差是指零件尺寸允许的最大偏差和最小偏差之间的差值。
按照国家标准,公差分为国际制公差和普通制公差两种。
国际制公差采用字母T、H、D、E、f等符号表示,普通制公差采用数字表示。
公差的选择应根据零件的用途、加工工艺和成本等因素进行综合考虑,以求在满足使用要求的前提下尽量减少成本。
二、配合的定义和分类。
配合是指两个零件之间的相对位置关系。
按照国家标准,配合分为基本配合、普通配合和紧配合三种。
基本配合是指在设计图纸上直接标注的配合,普通配合是指在基本配合的基础上,通过加减公差来确定的配合,紧配合是指在基本配合的基础上,通过加大公差来确定的配合。
不同的配合类型适用于不同的工作条件和要求,应根据实际情况进行选择。
三、国家标准的作用和意义。
国家标准对公差与配合进行了严格的规范,其作用和意义主要体现在以下几个方面,首先,国家标准统一了公差与配合的表示方法和计算方法,为机械制造提供了统一的依据,有利于不同厂家之间的技术交流和产品配套。
其次,国家标准规定了不同公差等级和配合类型的适用范围,有利于提高产品的互换性和通用性。
最后,国家标准对公差与配合的选择和应用提出了具体的要求和建议,有利于指导实际生产和加工,提高产品的质量和可靠性。
四、如何正确应用国家标准。
正确应用国家标准对公差与配合是提高产品质量和可靠性的关键。
在实际生产和加工中,应根据国家标准的要求,合理选择公差等级和配合类型,严格控制加工工艺,确保零件尺寸和形位精度的符合要求。
同时,应加强对国家标准的学习和理解,不断提高对公差与配合的认识水平,提高技术工人和管理人员的素质和能力。
机械常用的配合公差
9.4 常用尺寸段极限与配合的选用
过盈配合基本偏差的比较与选择
过盈程度 选择根据 较小或小的过盈 加紧固件传递一定的 扭矩与轴向力,属轻型 过盈配合。不加紧固件 可用于准确定心仅传递 小扭矩,需轴向定位 用于需要拆卸时,装入 时使用压入机 中等与大的 过盈 不加紧固件可 传递较小的扭 矩与轴向力, 属中型过盈配 合 用于很少拆卸 时 s(S)、 t(T) 很大与特大的过盈 不加紧固件可传递大的 扭矩与轴向力、特大扭矩和 动载荷,属重型、特重型过 盈配合 用于不拆卸时,一般不 推荐使用。对于特重型过盈 配合(后三种)需经试验才 能应用 u(U)、v(V)、x(X)、 y(Y)、z(Z)
9.4 常用尺寸段极限与配合的选用
类比法应考虑以下几点: 1)公差等级的应用范围。
9.4 常用尺寸段极限与配合的选用
2)工艺等价 相配合的孔、轴加工难易程度应相同,对于 基本尺寸≤500mm有较高公差等级的配合,因孔比同级轴难 加工,当标准公差≤IT8时,国标推荐孔比轴低一级相配合 ,使孔、轴的加工难易程度相同。但对>IT8级或基本尺寸 >500mm的配合,因孔的测量精度比轴容易保证,推荐采用 孔、轴同级配合。 3)各种加工方法能够达到的公差等级,可供选择时参考。
4、非基准制配合的采用
f110J7
f50 k6
f110
J7 f9
9.4 常用尺寸段极限与配合的选用
9.4.2公差等级的选用源自选择公差等 级时要正确处理 零部件使用与制 造工艺及成本之 间的矛盾。
9.4 常用尺寸段极限与配合的选用
1.选择依据:TD+Td≤Tf 2.选择原则:在满足使用要求的前提下,尽可能选较低的 公差等级或较大的公差值,以取得较好的经济效益。 3.选择方法——类比法:参照类似的机构、工作条件和 使用要求的经验资料,进行比照来确定孔和轴的公差等 级。
机械基础知识公差与配合
1
在现代化大规模生产中要求零件具有互换性: 即同一规格的一批零件中任取一件,不经修 配就能装配到机器或部件中,并能保证使用 要求。
零件具有互换性有利于组织协作和专业化生 产,对保证产品质量,降低成本及方便装配, 对维修具有重要意义。
整理课件
2
在实际生产中,零件的尺寸不可能加工得 绝对精确,为保证能实现零件的互换性, 在加工零件时允许零件的实际尺寸在一个 合理的范围内变动。
标准公差确定公差带的大小. 而基本偏差确定公差带的位置
1)标准公差(IT)
标准公差的数值由基本尺寸和公差等级来决定。其 中公差等级是确定尺寸精确程度的等级。 标准公 差分为20个等级,即:IT01、IT0、IT1、 IT2…IT18。IT表示标准公差,数字表示公差等级。 IT01公差值最小,精度最高;IT18公差值最大,精 度最低(如图)
19
孔和轴公差带形成配合的一种制度,称为配合制。 根据生产实际需要,国家标准规定了两种配合制。
1)基孔制配合 基本偏差一定的孔的公差带,与 不同基本偏差的轴的公差带形成各种配合的一种 制度。基孔制配合的孔称为基准孔,其基本偏差 代号为H,下偏差为零,即它的最小极限尺寸等 于基本尺寸
整理课件
20
整理课件
例试说明 含意。
整理课件
25
4、极限与配合的标注与查表
1)在装配图上的标注方法 在装配图上标注配合代号时, 采用组合式注法。在基本尺寸后面用分式表示,分子为 孔的公差带代号,分母为轴的公差带代号。
2)在零件图上的标注方法 在零件图上标注公差有三种 形式:在基本尺寸后只标注公差带代号,或只标注极限 偏差,或代号和偏差均标注。
在公差带图中,零线是确定正、负偏差的基准线,零线 以上为负偏差。在零件图上标注的尺寸公差,其上、下 偏差有时都是正值,有时都是负值,有时一正一负。上 下偏差值中可以有一个值是“0”。公差值必定为正值, 公差不应是“0”或负值。
公差配合讲义

+ 0 -
a
基本偏差系列
基本尺寸
es
+ 0 -
za js y z j u v x fg g h r s t n p ef f k m d e c cd b 轴
zb
zc
ei
三பைடு நூலகம்配合
1、配合: 指基本尺寸相 同的,相互结 合的孔和轴公 差带之间的关 系.
孔
EI ES
零线
Dmin
es ei
轴
D(d)
根据其公带位置不同,可分为三种类型:间 隙配合、过盈配合和过渡配合。 轴
• 从工艺上看:对某一具体零件,公差大小反 映加工的难易程度,即加工精度的高低,它 是制定加工工艺的主要依据,而极限偏差则 是调整机床决定切削工具与工件相对位置的 依据。 两者联系: • 公差是上、下偏差之代数差的绝对值,所以 确定了两极限偏差也就确定了公差。
3、尺寸公差带:公差带图中,由代表上、 下偏差的两条直线所限定的一个区域叫做尺寸 公差带(简称公差带)。 4、零线:公差带图中,
2、规定
四个公差等级:
F(精密级)、m(中等级)、c(粗糙级)、 v(最粗级) 在零件图或技术文件中标注时,表示为: GB1804-c
七、 公差与配合的选用
1、基准制的确定
确定基准制,应从结构、工艺和成本几方面 综合分析考虑。 1).一般情况下,优先选用基孔制。 理由:加工孔比加工轴困难,而且所用的刀 具、量具尺寸规格也多些。 2). 特殊情况时(如受原材料、标准件和结构 限制等),选择基轴制。
IT01、IT0、IT1、IT2、…、IT18
公差等级依次降低
2、基本偏差系列
确定公差带位置的基本偏差,一般是靠近 零线的那个偏差。 特殊情况:
公差与配合知识培训

公差与配合在机械制造中的作用
提高产品质量
通过合理的公差与配合选择,可以减 小产品尺寸误差,提高产品精度和稳 定性,从而提高产品质量。
保证互换性
促进机械制造业发展
公差与配合知识的应用和发展,促进 了机械制造业的技术进步和创新,提 高了机械产品的竞争力和市场占有率 。
公差与配合是实现机械零件互换性的 基础,有利于提高生产效率和降低生 产成本。
形状公差带
形状公差带是指在某一形 状范围内,满足形状要求 的区域。
形状公差的标注
在图纸上标注形状和位置 公差,常用的标注方法有 最大实体状态和最小实体 状态。
位置公差
位置公差定义
位置公差是指零件上各要素间的 相对位置误差,用于控制加工过 程中各要素间的相对位置变化。
位置公差带
位置公差带是指在某一位置范围内 ,满足位置要求的区域。
跳动公差
对旋转零件的径向跳动、端面跳动等进行标注,以确保旋转精度 。
配合的标注方法
间隙配合
01
标注孔和轴的基本尺寸及极限偏差,表示孔和轴可以有一定的
间隙。
过盈配合
02
标注孔和轴的基本尺寸及极限偏差,表示孔和轴需要过盈连接
。
过渡配合
03
标注孔和轴的基本尺寸及极限偏差,表示孔和轴的连接状态介
于间隙配合和过盈配合之间。
位置公差的标注
在图纸上标注位置和定向公差,常 用的标注方法有基准线和基准面。
公差值与公差等级
公差值
公差值是指允许的尺寸变化范围 或形状、位置误差值的大小。
公差等级
公差等级是指根据加工制造的难 易程度而划分的等级,不同等级
对应不同的公差值范围。
公差值的选用
根据零件的功能要求和加工制造 的实际情况,选择合适的公差值 和等级,以确保零件的性能和质
基孔制、基轴制公差带、配合、基本偏差数值表
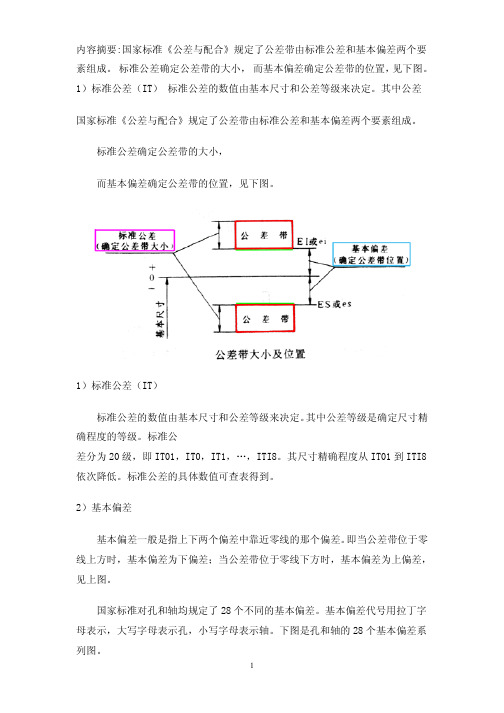
内容摘要:国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置,见下图。
1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置,见下图。
1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差等级是确定尺寸精确程度的等级。
标准公差分为20级,即IT01,IT0,IT1,…,ITI8。
其尺寸精确程度从IT01到ITI8依次降低。
标准公差的具体数值可查表得到。
2)基本偏差基本偏差一般是指上下两个偏差中靠近零线的那个偏差。
即当公差带位于零线上方时,基本偏差为下偏差;当公差带位于零线下方时,基本偏差为上偏差,见上图。
国家标准对孔和轴均规定了28个不同的基本偏差。
基本偏差代号用拉丁字母表示,大写字母表示孔,小写字母表示轴。
下图是孔和轴的28个基本偏差系列图。
从基本偏差系列图可知,轴的基本偏差从a到h为上偏差(es),且是负值,其绝对值依次减小;从j到2c为下偏差(ei),且是正值,其绝对值依次增大。
孔的基本偏差从A到H为下偏差(E1),且是正值,其绝对值依次减小,从J到ZC为上偏差(Es),且是负值,其绝对值依次增大;其中H和h的基本偏差为零。
JS和js对称于零线,没有基本偏差,其上,下偏差分别为+IT/2和-IT/2。
基本偏差系列图只表示了公差带的各种位置,所以只画出属于基本偏差的一端,另一端则是开口的,即公差带的另一端取决于标准公差(IT)的大小。
7-6 极限与配合按零件图要求加工出来的零件,装配时不需要经过选择或修配,就能达到规定的技术要求,这种性质称为互换性。
零件具有互换性,便于装配和维修,有利于组织生产协作,提高经济效益。
建立极限与配合制度是保(GB/T1800、证零件具有互换性的必要条件。
机械常用的配合公差
9.4 常用尺寸段极限与配合的选用
9.4.3配合的选用 基准制和公差等级的选择,确定了基准孔或基准轴的公 差带及相对应的非基准轴或非基准孔的公差带的大小,因此 ,配合的选择就是确定非基准轴或非基准孔的公差带位置, 实际上就是选择非基准轴或非基准孔的基本偏差代号。 1.根据使用要求确定配合的类别 配合的选择首先要确定配合的类别。选择时,应根 据具体的使用要求确定是间隙配合还是过渡或过盈配合。 例如:孔、轴有相对运动(转动或移动)要求,必须选择 间隙配合;若孔、轴间无相对运动要求,应根据具体工作条 件的不同确定过盈、过渡甚至间隙配合。
9.4 常用尺寸段极限与配合的选用
9.4.1基准制的选用 1、一般情况下应优先选用基孔制 中、小尺寸及精度较 高的孔常用钻头、拉刀、铰刀、加工,用量规测量,同一 基本尺寸的孔若改变极限尺寸,则必须改变定值刀具和量 具,而轴的加工中不存在这类问题,因此采用基孔制可大 大减少定制刀具、量具利于生产降低成本。 2、下列条件下选用基轴制 (1)冷拔钢材是按基准轴的公差带制造的,其公差等级为 IT8~IT11 ,冷拔钢材可直接作轴而不用进行机械加工,采 用基轴制,可选择不同的孔公差带位置来实现各种配合。这 种情况主要应用在农业机械和纺织机械中。
4、非基准制配合的采用
f110J7f50Βιβλιοθήκη k6f110J7 f9
9.4 常用尺寸段极限与配合的选用
9.4.2公差等级的选用
选择公差等 级时要正确处理 零部件使用与制 造工艺及成本之 间的矛盾。
9.4 常用尺寸段极限与配合的选用
1.选择依据:TD+Td≤Tf 2.选择原则:在满足使用要求的前提下,尽可能选较低的 公差等级或较大的公差值,以取得较好的经济效益。 3.选择方法——类比法:参照类似的机构、工作条件和 使用要求的经验资料,进行比照来确定孔和轴的公差等 级。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(4)基本尺寸分段
例:基本尺寸φ45 mm(在>30mm~50mm 尺寸段)的IT6与IT7的
公差值。
计算基本尺寸
D 30 50 38.73 (mm)
i 公差单位
0.45 3 38.73 0.00138.73 1.56 (um)
IT6 = 10 i = 10×1.56≈16 (mm) IT7 = 16 i = 16×1.56≈24.97≈25 (mm)
即 △Xi = Xi — X0 i = 1、2、3、…、n,为测量次数。
式中,
误差△Xi不恒为零 !
3. 有关“配合”的术语和定义
(1)配合
配合就是基本尺寸相同的、相互结合的孔与轴 公差带之间的相配关系。
基孔制 基轴制
基孔制
基孔制是基本偏差固定不变的孔公差带,与不同基
本偏差的轴公差带形成各种配合的一种制度。
1. 国家标准规定的公差与配合
尺寸≤500mm孔的(方框内的)一般常用和(圆圈内的)优先公差
1. 国家标准规定的公差与配合
基孔制优先配合公差带
基轴制优先配合公差带
2. 公差与配合的选用
❖ 选择公差与配合的原则:
是在保证机械产品基本性能的前提下,充分考虑制造的 可行性,并应使制造成本最低。
❖ 选择公差与配合的主要内容有: 1)确定基准制;
公差与配合示意图
公差带图
2. 有关“公差、偏差及误差”的术语和定 义
(1)尺寸偏差
尺寸偏差=某一尺寸-基本尺寸
偏差包括:
实际偏差=实际尺寸-基本尺寸 极限偏差 上偏差=最大极限尺寸—基本尺寸
下偏差=最小极限尺寸—基本尺寸
2. 有关“公差、偏差及误差”的术语和定 义
(2)尺寸公差(公差)
尺寸公差是指尺寸允许的变动量。 尺寸公差 = 最大极限尺寸-最小极限尺寸
= 上偏差-下偏差
(3)零线
零线是在公差带图中,确定偏差的一条基准直线,也叫 零偏差线。
2. 有关“公差、偏差及误差”的术语和定
义
(4)公差带
上偏差
在公差带图中,由代表上、下
偏差两条直线所限定的一个区域
称为公差带。
基
在国家标准中,公差带包括:
本
公差带大小标准公差确定
尺 寸
公差带位置由基本偏差确定
上偏差
机械零件的公差与配合
一、公差与配合的基本概念
1. 寸是用特定单位表示长度的数字。
(2)基本尺寸
基本尺寸是由设计者经过计算或按经验确定后,再按标准选取 的标注在设计图上的尺寸。
(3)实际尺寸
实际尺寸是通过测量所得的尺寸。
(4)极限尺寸
极限尺寸是允许尺寸变化的两个界限值。其中:较大的一个称 为最大极限尺寸,较小的一个称为最小极限尺寸
接强度。
2. 基本偏差系列
(2)孔的基本偏差
当基本尺寸≤500mm时,孔的基本偏差是从轴 的基 本偏差换算得来的。
孔与轴基本偏差换算的前提是: “基本偏差代号相当时,应保持配合相同”。
三、公差与配合的基准制与公差等级
1. 国家标准规定的公差与配合
尺寸≤500mm轴的(方框内的)一般常用和(圆圈内的)优先公差
❖ 间隙配合
当孔的公差带在轴的公差带之上,形成具有间隙的 配合(包括最小间隙等于零的配合)。
❖ 过渡配合
当孔的公差带在轴的公差带之下,形成具有过盈的 配合(包括最小过盈等于零的配合)。
❖ 过盈配合
当孔与轴的公差带相互交迭,既可能形成间隙配合, 也可能形成过盈配合。
基孔制配合与基轴制配合
基孔制配合与基轴制配合
(3)配合公差
❖ 允许间隙或过盈的变动量称为配合公差。 ❖ 间隙配合:配合公差=最大间隙—最小间隙 ❖ 过盈配合:配合公差=最大过盈—最小过盈 ❖ 过渡配合:配合公差=最大间隙+最大过盈
配合公差=轴公差+孔公差
二、标准公差系列与基本偏差系列
1. 标准公差系列
(1)公差等级
标准公差共分20级: IT01、IT0、IT1、IT2、…到IT18。 IT—国际标准公差 (ISO Tolerance)的缩写代号 IT7表示标准公差7级。 从IT01至IT18,公差等级依次降低,相应的标准公差数值
基孔制的孔为基准孔,它的下偏差为零。基准孔的代号
为“H”。
ES
0基
本 尺 寸
H
EI=0
基轴制
基轴制是基本偏差固定不变的轴公差带,与不同基
本偏差的孔公差带形成各种配合的一种制度。
基轴制的轴为基准轴,它的上偏差为零。基准轴的代 号为“h”。
0基
本 尺 寸
es=0
h
ei
基孔制配合与基轴制配合
(2)配合类型
2. 基本偏差系列
基本偏差系列
2. 基本偏差系列
(1)轴的基本偏差
有了基本偏差和标准公差,就不难求出轴的另一个 偏差(上偏差或下偏差):
es = ei + IT ei = es – IT
2. 基本偏差系列
(1)轴的基本偏差
1)a、b、c三种用于大间隙或热动配合; 2)d、e、f主要用于旋转运动; 3)g主要用于滑动和半液体摩擦,或用于定位配合; 4)cd、ef、fg适用于小尺寸的旋转运动件; 5)j ~ h主要用于过渡配合,对中性好; 6)p ~ zc主要用于过盈配合,保证轴和孔有足够的连
依次增大。
1. 标准公差系列
(2)标准公差的计算
IT01 =0.3+0.008D IT0 =0.5+0.012D IT1=0.8+0.020D IT2=(IT1)(IT5/IT1)1/4 IT3=(IT1)(IT5/IT1)2/4 IT4=(IT1)(IT5/IT1)3/4 IT5=7i
IT6 =10i IT7 =16i IT8=25i IT9=40i IT10=64i IT11=100i IT12=160i
IT13 =250i IT14 =400i IT15=640i IT16=1000i IT17=1600i IT18=2500i
1. 标准公差系列
(3)公差单位(公差因子,单位μm)
当尺寸≤500mm时,
i 0.45 3 D 0.001 D (um)
反映加工误差 反映测量误差
1. 标准公差系列
下偏差 零线
下偏差
2. 有关“公差、偏差及误差”的术语和定 义
(5)标准公差
标准公差就是国家标准所确 定的公差。
(6)基本偏差
基本偏差就是用来确定公差 带相对于零线位置的上偏差 或下偏差,一般指靠近零线 的那个偏差。
2. 有关“公差、偏差及误差”的术语和定 义
(7)误差
误差是指零件的设计值X0与加工后的实测值Xi之差,用 △Xi表示。