典型数控机床加工工艺共50页
典型数控机床加工工艺
(2)进给路线的确定 对于数控铣床,应考虑以下几点: ① 加工精度和表面粗糙度的要求; ② 走刀路线最短,既简化程序段,又减少刀具空行程时间; ③ 数值计算简单,程序段数量少。
(3)铣削平面类零件时的进给路线 ① 铣削外表面轮廓时,采用立铣刀侧刃进行切削。铣刀的切 入和切出点应沿零件轮廓曲线的延长线切入和切出零件表面,以 避免接刀痕,保证零件轮廓光滑(图4-9)。 ② 铣削封闭的内轮廓表面时,若内轮廓曲线允许外延,则 应沿切线方向切入切出;若内轮廓曲线不允许外延,则刀具只能 沿内轮廓曲线的法向切入切出,并将其切入、切出点选在零件轮 廓两几何元素的交点处(图4-10) ;当内部几何元素相切无交 点时,刀具的切入、切出点应远离拐角(图4-11)。
Y
Y
o Z X
o Z
X
图 4-12(a)沿直线进给
图 4-12(b)沿曲线进给
5.切削用量的选择 先选择背吃刀量或侧吃刀量,后选择进给速度,最后确定切削速度。 (1)背吃刀量ap或侧吃刀量ae 背吃刀量为平行于铣刀轴线测量的切削层尺寸。端铣时,ap为切削层深度; 圆周铣削时,为被加工表面的宽度。 侧吃刀量为垂直于铣刀轴线测量的切削层尺寸。端铣时,ae为被加工表面宽 度;圆周铣削时,ae为切削层深度(图4-13)。
c)带圆台和斜肋的平面零件
2.变斜角类零件
3.曲面类零件
加工面为空间曲面的零件。这类零件的加工面不能展成平面, 切削时加工面与铣刀始终为点接触,一般使用球头铣刀在三坐 标数控铣床上加工,复杂时可用四坐标或五坐标铣床加工。
4.2.3 数控铣床加工工艺的制定 1.零件图工艺分析 2.工序和装夹方法的确定 3.加工顺序和进给路线的确定 (1)加工顺序的安排 通常按照从简单到复杂的原则,先加工平面、沟槽、孔, 再加工内腔、外形,最后加工曲面,先加工精度要求低的表面, 再加工精度要求高的部位等。
数控机床加工工艺第二章

数控机床加工工艺第二章
二、夹紧力方向和作用点的选择 1.夹紧力应朝向主要定位基准。如图2-31
1.主要支承 • 固定支承 固定支承有支承钉和支承板两种形式,
如图2-17所示。
数控机床加工工艺第二章
• 可调支承 用于在工件定位过程中,支承钉的高 度需要调整的场合,如图2-18所示。
数控机床加工工艺第二章
• 自位支承(浮动支承) 在工件定位过程中,能 自动调整位置的支承。如下图所示。
数控机床加工工艺第二章
数控机床加工工艺第二章
2.精基准的选择 (1)基准重合原则
选择加工表面的设计基准作为定位基准, 称为基准重合原则。如下图所示。
数控机床加工工艺第二章
(2)基准统一原则 在多道工序中采用同一组精基准定位,称 为基准统一原则。如下图所示。
数控机床加工工艺第二章
(3)自为基准原则 选择加工表面本身作为定位基准,称为自 为基准。如下图所示。
3.按驱动夹具工作的动力源分类 分为手动夹 具、气动夹具、液压夹具、电动夹具、磁力 夹具、真空夹具及自夹紧夹具等。
数控机床加工工艺第二章
二、机床夹具的组成
• 以一个数控铣床为例,说明夹具的组成。如 图2-1所示。
定位装置 夹紧装置 夹具体 其它元件及装
置
数控机床加工工艺第二章
第二节 工件的定位
1.六点定位原理 • 工件在空间具有六个自由度, 见图2-2。 • 要完全确定工件的位置,就 需要按一定的要求布置六个 支承点(即定位元件)来限 制工件的六个自由度。其中 每个支承点限制相应的一个 自由度。这就是工件定位的 “六点定位原理”。
数控机床加工工艺第二章
2.工艺基准 (1)装配基准 (3)工序基准
典型零件数控加工工艺

设置对刀点 相对坐标编程 在XOY平面内加工 钻孔循环 抬刀 主轴停转 程序结束
典型零件的数控加工工艺
确定切削方法及用量 :铣削轮廓
加工方法:铣削加工
加工刀具:φ10的立铣刀
加工次数:精加工1次(带清根) 编程方法:自动编程
典型零件的数控加工工艺
给定参数
走刀方式 平行加工 刀具以平行走刀方式切削工件。可改变生成的刀位行与X轴的 夹角。可选择单向还是往复方式。 单向 刀具以单一的顺铣或逆铣方式加工工件。 往复 刀具以顺逆混合方式加工工件。 环切加工 刀具以环状走刀方式切削工件。可选择从里向外还是从外向里 的方式。
典型零件的数控加工工艺
给定参数
轮廓清根 设定轮廓清根,区域加工完之后,刀具对轮廓进行清根加工, 相当于最后的精加工。对轮廓还可以设置清根余量。
岛清根 选择岛清根,区域加工完之后,刀具对岛进行清根加工。对岛屿 还可以设置清根余量。 清根进刀方式 做清根加工时,还可选择清根轨迹的进退刀方式。
垂直 刀具在工件的第一个切削点处直接开始切削。 直线 刀具按给定长度,以相切方式向工件的第一个切削点前进。 圆弧 刀具按给定半径,以1/4圆弧向工件的第一个切削点前进。
典型零件的数控加工工艺
给定参数
慢速下刀距离 在切入或切削开始前的一段刀位轨迹的位置长度,这段轨 迹以慢速下刀速度垂直向下进给。 退刀距离 在切出或切削结束后的一段刀位轨迹的位置长度,这段轨迹以 退刀速度垂直向上进给。
典型零件的数控加工工艺
给定参数
切入方式 此处提供了三种通用的切入方式
垂直 刀具沿垂直方向切入。 z字形 刀具以z字形方式切入。 倾斜线 刀具以与切削方向相反的倾斜线方向切入。 距离 切入轨迹段的高度,有相对与绝对两种模式,单击相对或绝对按钮可以实现二者的互换,相对指 以切削开始位置的刀位点为参考点,绝对指以XOY平面为参考平面。 单击拾取后可以从工作区选择距离 的绝对位置高度点。 幅度 z字形切入时走刀的宽度。 倾斜角度 z字形或倾斜线走刀方向与XOY平面的夹角。
数控加工工艺ppt课件

精选编辑ppt
31
数控车拉工艺
车拉切削加工实际是车削和拉削加工的 结合。在车拉加工时,除了工件作旋转运动 以外,刀具也作运动。
精选编辑ppt
32
典型数控车削零件的 加工工艺分析
工艺分析和制定过程:
零
件
确
确
确
确
确
图
定
定
定
定
定
纸
装
工
工
进
所
工
夹
序
步
给
刀
分
案
案
序
线
具
析
确
填
定
写
切
工
削
艺
参
文
数
件
由轮廓曲线构成的回转表面 具有微小尺寸要求的结构表面 同一表面采用多种设计要求的结构 表面有严格几何关系要求的表面
精选编辑ppt
18
选择并确定进行数控加工的内容
通用机床难加工质量难保证内容作为重点选择内容 例如: 1、表面有严格位置精度要求但普通机床无法一 次加工完成
2、表面粗糙度要求严格的锥面、曲面、端面等
较高位置精度的表面应在一次装夹中完成
表面粗糙度较高表面应确定恒线速切削
精选编辑ppt
22
零件图形的数学处理及编程尺寸 设定值的确定
编程原点的选择:
选在设计基准上 容易找正对刀 编程方便
位置能够容易准确的确定
精选编辑ppt
23
零件图形的数学处理及编程尺寸 设定值的确定
数控加工的数值计算是程序编制中一个关键的环节。 编程尺寸确定的步骤:
精选编辑ppt
1
第四单元 数控车削加工工艺
数控机床加工工艺实例分析
刀具 专用车刀T01 内螺纹车刀T02
车刀T03
审定
文件编号
第页
工序名称 精车大端 面各部
设备型号 CNC6132
走刀次数
7 1 批准
材料
HPb59-1
夹具
专用夹 具
量具及 检具 游标卡
尺 螺纹塞
规 塞规
3.数控加工走刀路线图
表9—9 数控加工走刀路线图
数控加 工走刀 路线图
零件图 号
CFAD316Z0
图9—7 盖板钻孔走刀路线
9.2.3 加工工序卡片和刀具使用卡片
盖板零件数控铣加工工序卡片和刀具使用卡片见表9—10和表6—11。
表9—10 盖板零件数控铣加工工序卡片
(单位名称)
0 工艺序号 2
数控加工工序卡 02
夹具名称
工 步 号
加工内 容
粗 铣
1
平 面
精
铣粗
2
外 轮精
廓
3
挖槽
程序号
刀具名称
刀具规 格 /mm
2.选择装夹和定位
该零件在生产时,可采用“一面、两销”的定位方式,以工件底面为第 一定位基准,定位元件采用支撑面,限制工件在X、y方向的旋转运动和Z 方向的直线运动,两个φ22mm的孔作为第二定位基准,定位元件采用带螺 纹的两个圆柱定位销,进行定位和压紧。限制工件在X、y方向的直线运动 和Z方向的旋转运动。挖φ2.5mm深的中心槽时,先用压板压紧工件,再松 开定位销螺母。在批量生产加工过程中,应保证定位销与工作台相对位置 的稳定。
此外,零件上不得有毛刺伤痕及油污,未注公差±0.1。φ6.8孔P处 不得有毛刺,但倒角不得大于0.3。零件上φ11外圆、φG1/2螺纹、Rc1/2 内螺纹6.8孔与G1/2螺纹、Rc1/2内螺纹有同轴度要求,φ6.8与G1/2一次 装夹加工,以保证同心。
现代数控机床加工工艺分析PPT(58张)

工步内容 粗车φ 11外圆至φ 12.6 粗车φ 20.8外圆至φ 22.6
校对
零件名称 铜接头
工序号 2
加工车间
刀具 外圆车刀1 外圆车刀2 审定
文件编号
第页
工序名称 车小端外圆
设备型号 C6140A1
量具及检具 游标卡尺 游标卡尺
批准
材料 HPb59-1
夹具 三爪平卡
盘
表4—4 铜接头工序卡
工步号 1 2
编制
车端面 切断
工步内容 校对
零件名称 铜接头
工序号 1
加工车间
刀具 切断刀1 切断刀1 审定
文件编号
第 页
工序名称 下料
材料
HPb59 -1
设备型号 CW6140A
量具及检具 游标卡尺
批准
夹具
三爪 平卡 盘
表4—3 铜接头工序卡
机械加工工序卡
零件图号 CF-AD316Z0
工步号 1 2
文件编号
第页
工序名称 精车小端 面各部
设备型号 CNC6132
走刀次数
1 6 批准
材料
HPb59-1
夹具
三爪平 卡盘
量具及 检具 游标卡
尺 塞规 螺纹环
规
表4—8 铜接头工序卡
数控加工工序卡
零件图号 CF-AD316Z0
零件名称 铜接头
工序号 7
加工车间
工步号 1 2 3
编制
工步内容 精车大端面至21.5、靠倒角2-φ 29 (30°)、精 车内螺纹Rc1/2大径、车内槽2.5×φ 22 精车内螺纹Rc1/2到尺寸
机械加工工序卡
零件图号 CF-AD316Z0
典型轴类零件的数控车加工工艺
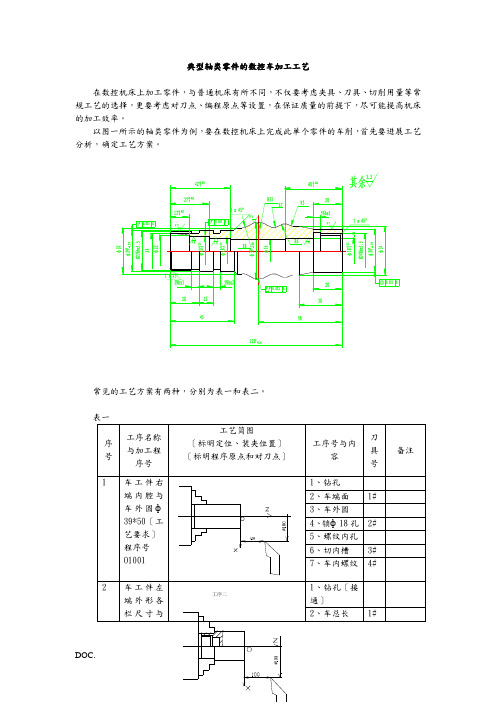
典型轴类零件的数控车加工工艺在数控机床上加工零件,与普通机床有所不同,不仅要考虑夹具、刀具、切削用量等常规工艺的选择,更要考虑对刀点、编程原点等设置,在保证质量的前提下,尽可能提高机床的加工效率。
表一2、车工件左端外圆弧至工件总长的1/2处3、车工件左端内腔二、2、车工件外形与原外圆弧相接3、车工件右端内腔一、夹具和工件装夹方法的比拟比拟两种工艺方案,在夹具选择方面,都选择了数控车床上的最通用的夹具——三爪卡盘。
但是,方案一,除了使用卡盘,还采用了顶尖,为一夹一顶的方式,采用此方式,必须预先车削辅助夹套〔如图〕;方案二,不需要辅助夹套,可省下车削夹套的材料和时间,但是,在调头装夹后,只装夹了工件的很短的一局部,对于像本例中比拟细长的轴类零件的车削,存在装夹不安全的因素,并且由于装夹不可靠,还会引起工件同轴度的误差,造成废品。
在夹具的选用中,方案一较适宜。
二、刀具的选择与对刀点、换刀点的位置。
1、刀具的选择与普通机床相比,数控加工时对刀具提出了更高的要求,不仅要求刚性好、精度高,而且要求尺寸稳定、耐用度高、断屑和排屑性能好,同时要求安装调整方便,满足数控机床的高效率。
本例中,两种方案采用了类似的刀具,分别为:1号刀大偏角刀如图3号刀内切槽刀4号刀内螺纹刀5号刀外切槽刀6号刀外螺纹刀1号刀为大偏角刀,分别用来车削端面,外圆与圆弧,采用较大的副偏角,可以防止连圆弧时产生过切现象,但是在两种方案中,方案一中间连续的圆弧在一次车削中完成,能保证圆弧的光滑连接、方案二中间连续的圆弧通过调头车削来完成,接刀处会产生明显的接刀痕迹,相比方案一有所欠缺。
2号刀为镗刀,用于内孔的加工,由于工件的孔较深,且直径小,对于镗刀的要求较高,故采用了切削刃口〔刀夹〕位置在镗杆直径为1/2处这样处理,可增大镗杆的直径,从而提高镗刀的刚性。
3号刀内切槽刀、4号刀内螺纹刀、5号刀外切槽刀、6号刀外螺纹刀,方案一样。
2、对刀点、换刀点的位置。
数控加工工艺.pptx
学习要求 建议学时 了解 2 掌握
重点掌握
2 掌握
掌握 2
重点掌握 了解
工件安装 的内容
安装的 方法
工件的安装
定位 夹紧
使工件相对于机床及刀具处于正 确的位置
工件定位后,将工件紧固,使工 件在加工过程中不发生位置变化
找正安装 专用夹具安装
夹具的分类
按用途分类
通 用 夹 具
通 用 可 调 夹 具
专 用 夹 具
误差产生原因:基准不重合误差△B与 基准位移误差△Y。
定位误差的计算
误差计算公式: △D=△B±△Y
当工件以平面定位时: △D=△B,(△Y=0) 当工件以内孔定位时: △Y=1/2(D+d) 当工件以外圆柱面定位时: △Y=0.707D
(90°V型块定位)
定位误差的计算
定位误差的计算
• 9、春去春又回,新桃换旧符。在那桃花盛开的地方,在这醉人芬芳的季节,愿你生活像春天一样阳光,心情像桃花一样美丽,日子像桃子一样甜蜜。20. 11.1720.11.17Tuesday, November 17, 2020
• 13、志不立,天下无可成之事。20.11.1720.11.1710:44:2110:44:21November 17, 2020
• 14、Thank you very much for taking me with you on that splendid outing to London. It was the first time that I had seen the Tower or any of the other famous sights. If I'd gone alone, I couldn't have seen nearly as much, because I wouldn't have known my way about.