造纸机能量平衡及能量效率计算方法
磨石磨木浆能量及能效计算方法
Q2.1 Q3. 2 Q4. 3
Q6. 1
Q1. 1
圆
锯
Q1. 2
Q1. 3 滚筒剥皮机
Q2. 4 磨木机 浆坑
Q3. 4 筛选净化
Q4. 2 脱水机 双网浓缩机
Q5. 1 漂白塔
Q2. 3 Q2. 2
Q3. 1 Q4. 1
Q3. 3 Q7. 2
Q5. 2
白水池
Q6. 2
Q7. 1 Q7. 3
Q6. 3
(5)进入磨木机木段带入的热量 Q2. 4 Q2. 4=Q1. 3+Q2. 1―Q2. 2―Q2. 3 =132.3538+1707.9066―1707.9066―1.4736 =130.8802(MJ)
A3.3 磨木机及浆坑能量平衡计算 (1) 送入木段带入的热量 Q2. 4=130.8802 (MJ) (2)磨木白水带入的热量 Q3. 1
Q1=(Cx·m1.1x+Csh·m1.1sh)(t1-t0)…………………………(1) 式中:Cx——纤维(原木)的比热容,MJ/t·℃;
Csh——水的比热容,MJ/t·℃; m1.1x——绝干纤维(原木)的量,t; m1.1sh——纤维中含水的量,t; t1——原木温度,℃。 4.1.2 滚筒剥皮机喷水送入的热量 Q2 按式(2)计算:
污水泵
5.5
0.75
75 米皮带电机
7.5
0.65
漂塔抽浆泵×2
45
0.75
磨木机同步电机×7
630
0.95
药液泵×4
4
0.75
5
用电设备
装机容量 (P)/kw
平筛电机×2
3
筛
CX 筛电机×3
37
生力、生效率及平衡的算方法
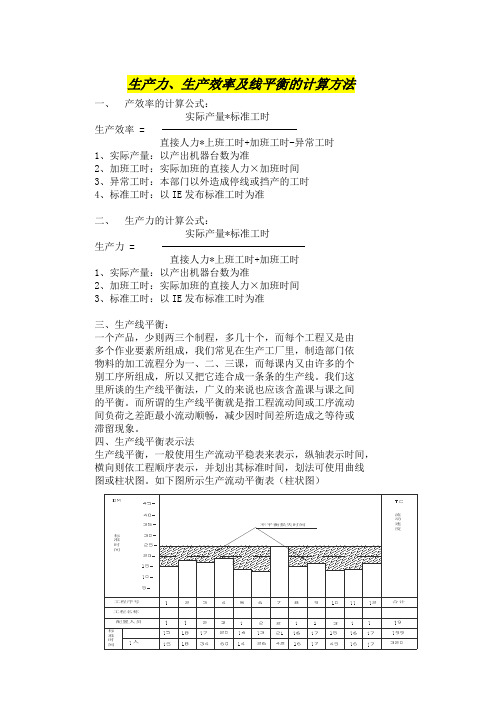
生产力、生产效率及线平衡的计算方法一、产效率的计算公式:实际产量*标准工时生产效率 =直接人力*上班工时+加班工时-异常工时1、实际产量:以产出机器台数为准2、加班工时:实际加班的直接人力×加班时间3、异常工时:本部门以外造成停线或挡产的工时4、标准工时:以IE发布标准工时为准二、生产力的计算公式:实际产量*标准工时生产力 =直接人力*上班工时+加班工时1、实际产量:以产出机器台数为准2、加班工时:实际加班的直接人力×加班时间3、标准工时:以IE发布标准工时为准三、生产线平衡:一个产品,少则两三个制程,多几十个,而每个工程又是由多个作业要素所组成,我们常见在生产工厂里,制造部门依物料的加工流程分为一、二、三课,而每课内又由许多的个别工序所组成,所以又把它连合成一条条的生产线。
我们这里所谈的生产线平衡法,广义的来说也应该含盖课与课之间的平衡。
而所谓的生产线平衡就是指工程流动间或工序流动间负荷之差距最小流动顺畅,减少因时间差所造成之等待或滞留现象。
四、生产线平衡表示法五、现状生产线平衡分析对生产中的生产线进行分析时,依下述步骤进行:1.对生产线的各工程顺序(作业单位)予订定,并填入生产流动平衡表内。
2.测算各工序实质作业时间以DM(Decimal Minute)为单位记入平稳表内(1人实质时间栏)注:1DM=0.01分 =0.6秒3.清点各工序作业人数,并记入人员栏内。
4. 1人实质作业时间÷人数分配,记入时间栏。
5.此分配时间划出柱状图或曲线图。
6.在分配的实质时间最高的这一工序顶点横向划一条点线。
7.计算不平衡损失上面斜线部分的总合即为为平衡损失的总合T(Lose)=∑|Tm-Ti|不平衡损失=(最高的DM×合计人数)-(各工序时间的合计)如上图=(21×19)-320=798、生产线平衡率各工序实质时间(1人) 320生产线平衡率= —————————— = ——— =80.2%最高的DM×合计人数 21×199、生产线不平衡损失率=1-生产线平衡率=1-80.2%=19.8%如使用输送带之传送,则应计算输送带的流动速度(M/时间单位)称为节拍时间,符号TC。
机械效率与内能 计算公式

机械效率与内能计算公式
杠杆平衡条件公式:F1l1=F2l2
动滑轮公式:不计绳重和摩擦时F=1/2(G动+G物)
滑轮组公式:不计绳重和摩擦时F=1/n(G动+G物) s=nh
功的公式:1、W=FS 2、把物体举高时W=Gh 3、W=Pt 功率公式:P=W/t P=Fv v=P/F
有用功公式:举高W有=Gh 水平W有=Fs W有=W总-W额
总功公式: W总=FS W总=W有/ηW总=W有+W额W总=P总t 机械效率公式η=W有/W总
对于滑轮组,有η=G/Fn
其他还有:
(1)η=G/ nF(竖直方向)
(2)η=G/(G+G动) (竖直方向不计摩擦、绳重时)
(3)η=f / nF (水平方向)
(4)V拉=nV物
C水=4.2×103J/(kg·℃)
1.吸热:Q吸=Cm(t-t0)=CmΔt
2.放热:Q放=Cm(t0-t)=CmΔt
3.热值:q=Q/m
4.炉子和热机的效率:η=Q有效利用/Q燃料
5.燃料燃烧放热公式Q放=mq
或Q放=Vq(适用于天然气等)
附:物理量符号与中文名称
功:W 绳子的段数:n 摩擦力f
力:F 有用功:W有
距离:S 总功:W总
额外功:W额
功率:P 机械效率:η
时间:t 比热容:C
质量:m
动力:F1 物理温度变化量:Δt
动力臂:L1 初温:to
阻力:F2 末温:t
阻力臂:L2
热值:q
物体的重力:G物热量:Q
动滑轮的重力:G动体积:V(大写)速度v(小写)。
造纸机生产能力的计算和典型数据(精选、)

造纸机生产能力的计算和典型数据
1 / 4
1、造纸机械的生产能力是指造纸机的计算产量。
Q=V•B•q•K1•K2(g/min)
=V•B•q•K1•K2•K3×60(T/D)
=0.06V•B•q•K1•K2•K3/1000(T/D)
2 / 4
式中:V-车速(m/min)
B-抄宽(m)
q-定量(g/m²)
K1-抄造率(%)
K2-成品率(%)
K3-工作时数(h/D)
2、浆速和网速
造纸机械浆速:是指纸料离开流浆箱堰(唇)口喷向铜网时的速度,由流浆箱中浆位高度(或压力)和堰(唇)口结构
所决定。
Vj=60μ√2gH
3 / 4
式中:Vj-浆速。
m/min
μ-堰口系数
H-浆位高(或压力+浆位),m
造纸机械网速-是指铜网的运转速度。
由纸页性质而定,一般网速低于车速。
网速=浆速
Vw=Kw•Vj
式中:Vw-网速
Vj-车速
Kw-网速对车速的滞后系数
最新文件---------------- 仅供参考--------------------已改成word文本--------------------- 方便更改
4 / 4。
如何计算物体的能量转换效率
如何计算物体的能量转换效率能量转换效率是指物体在能量转换过程中,实际输出能量与输入能量的比值。
计算能量转换效率的公式为:能量转换效率 = 实际输出能量 / 输入能量在计算能量转换效率时,需要了解以下几个概念:1.输入能量:指物体在进行能量转换过程中所消耗的总能量。
2.实际输出能量:指物体在进行能量转换过程中实际得到的能量。
3.能量单位:在国际单位制中,能量的单位为焦耳(J)。
其他常用的能量单位有卡路里(cal)、千卡(kcal)等。
4.能量转换:指物体在能量转换过程中,一种形式的能量转化为另一种形式的过程。
常见的能量转换有热能转换、电能转换、机械能转换等。
5.能量守恒定律:指在一个封闭系统中,能量不能被创造或消灭,只能从一种形式转化为另一种形式。
因此,在计算能量转换效率时,输入能量等于实际输出能量。
计算能量转换效率的步骤如下:1.确定物体在能量转换过程中的输入能量和实际输出能量。
2.确保能量的单位一致,如都将单位转换为焦耳(J)。
3.应用能量转换效率公式,计算实际输出能量与输入能量的比值。
4.将计算出的能量转换效率表示为百分比或小数形式。
5.分析能量转换效率的结果,判断物体能量转换的优劣。
需要注意的是,在实际应用中,能量转换效率不可能达到100%,总会有一部分能量以热能等形式损失。
因此,能量转换效率通常小于1。
通过提高能量转换效率,可以减少能源的浪费,提高能源利用效率。
习题及方法:1.习题:一个电阻器在电流为2A时消耗了48W的功率。
求该电阻器的能量转换效率。
首先,根据功率的公式P=I^2R,可以求出电阻器的电阻值R。
R = P / I^2 = 48W / (2A)^2 = 6Ω然后,根据能量转换效率的公式,可以计算出能量转换效率。
能量转换效率 = 实际输出能量 / 输入能量输入能量 = 电流 * 电阻 * 时间= 2A * 6Ω * 1s = 12J实际输出能量 = 功率 * 时间 = 48W * 1s = 48J能量转换效率 = 48J / 12J = 4 / 1 = 400%答案:该电阻器的能量转换效率为400%。
012造纸机生产能力的计算方式

【技术】造纸机生产能力的计算方式1、造纸机的幅宽造纸机幅宽的主要参数主要包括:工程净纸宽度、工程铜网宽度和轨距。
(1)净纸宽度造纸机的抄宽是指所抄造纸幅的宽度,用卷纸机上纸幅的宽度表示,有时也称为毛纸宽度。
毛纸经过复卷机或切纸机切去毛边后,所得成品纸的宽度便是净纸宽度(用毫米表示)。
(2)铜网宽度铜网宽度常作为纸机各部分宽度的基数。
因为纸幅在纸机上的压榨和干燥过程中会发生横向收缩,纸幅在纸机各部位的宽度是不同的。
根据净纸宽度来计算纸机的铜网宽度时,可以用下式:Bw=Bm/(1-e)+A式中:Bw--铜网的计算宽度(毫米)Bm--卷纸机上的毛纸宽度,通常Bm=净纸宽度+40(毫米)e---纸幅的总横缩率(对于含有大量机械木浆的纸张e=0.015-0.03,对全化学木浆的书写和印刷纸e=0.03-0.035,对电容器纸等粘状浆的薄纸e=0.08-0.13)A---考虑到湿纸边的宽度和铜网错动宽度的系数,对于开式引纸的纸机A=150毫米,对设有真空吸移装置的纸机A=250-300毫米铜网宽度的采用值是与其计算值相接近的铜网宽度的标准值。
(3)纸机的轨距轨距是指纸机基础上底轨的中心距。
纸机的轨距有铜网宽度决定并应考虑到烘缸端面与基础梁之间有足够的间距。
轨距的估算用下列经验式:设I表示轨距(毫米)当铜网宽度Bw<2600毫米时,I=1.14Bw+300当铜网宽度Bw>2600毫米时,I=1.03Bw+600造纸机的轨距通常也就是纸机各辊子两轴承间的中心距。
2、造纸机的车速造纸机在运行时,纸机各部分的车速略有差异。
造纸机的车速是指卷纸机上纸幅的实际运行速度(米/分)(卷纸机的线速度),有时也称为抄速。
此外,经常使用下列有关车速的术语。
工作车速(米/分)--指造纸机在给定的纸料品种和工艺生产条件下可以达到的车速,用以作为制定生产计划和考察完成生产任务的标准。
工作车速表示造纸机具有的能够发挥的生产能力。
机械设计原理--机械的效率
机械设计原理–机械的效率1. 引言在机械设计中,机械的效率是一个重要的指标。
机械的效率指的是把输入的能量或功率转换为有用的输出能量或功率的比例。
在机械设计中,我们常常希望通过合理的设计和优化来提高机械的效率,以实现更高的能量转换效率和更高的性能。
2. 机械的效率计算方法机械的效率可以通过以下公式计算:效率 = 有用输出能量或功率 / 输入能量或功率其中,有用输出能量或功率是指机械输出的实际有用功率或能量,输入能量或功率是指向机械输入的能量或功率。
通过这个公式,我们可以直观地了解机械的能量转换效率。
3. 影响机械效率的因素机械的效率受到多种因素的影响,下面列举了几个主要的因素:3.1 摩擦损失摩擦是机械运动中不可避免的问题,摩擦会导致能量的损失。
机械的设计应减小摩擦损失,如采用优质的摩擦材料、加入润滑剂等方法。
3.2 机械结构设计机械的结构设计对效率也有重要的影响。
一个合理的机械结构能够提供更好的能量传递和转换效率。
例如,电机的转子和定子的设计、压缩机的叶片和气缸的设计等都会影响机械的效率。
3.3 能源转化装置的损耗机械通常会使用一些能源转化装置,如发动机、电机等。
这些装置中存在能量转化的损耗,例如热损耗、电阻损耗等。
设计时应尽量减小这些损耗,以提高机械的效率。
3.4 负载变化机械在不同的负载下效率也会有所变化。
当负载增加时,机械的效率可能会降低,因为增加的负载需要更多的能量来驱动。
因此,在机械设计中,应该根据实际应用情况来选择合适的负载。
4. 提高机械效率的方法为了提高机械的效率,我们可以采取以下方法:4.1 优化机械结构通过优化机械的结构,减小摩擦损失、改善能量传递等,可以提高机械效率。
例如,采用滚动轴承代替滑动轴承、改进齿轮传动等。
4.2 使用高效能源转化装置选择高效的能源转化装置可以减小能量转化损耗,提高机械效率。
例如,选择高效率的发动机、电机等。
4.3 合理的润滑和维护合理的润滑和维护能减小摩擦损失,延长机械寿命,提高机械效率。
82-制浆造纸企业单位产品能源消耗限额及计算方法

制浆造纸企业单位产品能源消耗限额及计算方法1 范围本方法规定了制浆造纸企业生产箱纸板、瓦楞纸、涂布白纸板及生活用纸等单位产品能源消耗限额(以下简称能耗限额)的术语和定义、技术要求、统计范围和计算方法。
本方法适用于河北省辖区内制浆造纸企业进行制浆工序、造纸工序单位产品综合能耗及制浆造纸企业单位产品综合能耗的计算、考核。
2 规范性引用文件下列文件中的条款通过本方法的引用而成为本方法的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本方法,然而,鼓励根据本方法达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本方法。
GB/T 2587 热设备能量平衡通则GB/T 2589 综合能耗计算通则GB/T 3484 企业能量平衡通则GB/T 3486 评价企业合理用热技术导则GB/T 12723 单位产品能源消耗限额编制通则GB17167 用能单位能源计量器具配备和管理通则3 术语和定义下列术语和定义适用于本方法。
3.1 制浆造纸企业综合能耗制浆造纸企业在统计期内,生产全过程中实际消耗的各种能源实物量,按规定的计算方法和单位折算为标准煤的总和。
3.2 主要生产系统(直接生产系统)对于采用自制纸浆生产纸张的制浆造纸企业,主要生产系统是从纤维原料经计量进入备料输送设备始至成品纸入库为止的有关工序组成的完整的工艺过程和装备。
对于采用商品浆生产纸张的造纸企业,主要生产系统是从浆板经计量进入打浆工序开始,到成品纸入库为止的有关工序组成的完整的工艺过程和装备。
3.3 辅助生产系统辅助生产系统是为生产系统工艺装置配置的工艺过程、设施和设备,包括动力、供电、机修、供水、供气(汽)、采暖、制冷、仪表和厂内原料场以及安全、环保装置。
3.4 附属生产系统附属生产系统是为生产系统专门配置的生产指挥系统和厂区内为生产服务的部门和单位,包括办公室、职工休息室、更衣室、中控室、中心化验室、成品检验室等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5 造纸机热效率,按式(22)计算
η=
Q
' yx
Q1
×100% ………………………………………(22)
6 电机消耗能量的计算,按式(23)计算
式中: Pi――用电设备装机容量, kw; L――折算吨浆耗时,h; Ki――需要系数。
∑ K = Pi ⋅ Ki ⋅ L ………………………………………(23) i
式中: Y――通风量(蒸发单位重量的水需要干空气重量), kg/kg; C――空气的比热容,kJ/(kg·k),取 1; d2――排汽(排风)含湿量,kg/kg; tm――排汽(排风)温度,℃; 其他符号同上。 4.4.5 其它散热损失 Q13,kJ/kg,按(21)式计算
( ) ( ) Q13 = Q1 + Q2 + Q3 − Q4 + Q5 + Q6 + Q7 + Q8 + Q9 + Q10 + Q11 + Q12 …(21)
Q8
=
K b ⋅Fb Gρ
(t b1
−
t0)
…………………………………(14)
式中:
Kb ――干毯(干网)散热系数;
Fb ――干毯(干网)散热面积,m2;
tb1 ――干毯(干网)表面平均温度,℃。 4.4.2.1 干毯(干网)散热系数 Kb , kJ/(m2·h·K),按(15)式计算
[( ) ( ) ] K b
∑ Q4 = [Tn ⋅cc + (1− Tn )⋅cw ]⋅(tn − t0 )………………………(5) n
式中:
Tn――脱出白水的浓度,%;
cc――纤维的比热,kJ/(kg·K),取 1.423;
cw――水的比热, kJ/(kg·K),取 4.187;
tn――脱出白水的温度,℃;
t0――环境温度,℃。
i0
10
环境温度
t0
11
进入造纸机纸浆温度
t1
12
进入造纸机纸浆浓度
T1
13
纤维比热
cc
14
水的比热
cw
15
机外白水池浓白水的温度
t3
16
机外白水池浓白水的浓度
T3
17
压榨部压榨水的温度
t4
18
压榨部压榨水的浓度
T4
19
干燥部 1(表面施胶前)入口纸页干度
Ta1
20
纸页进入干燥部 1(表面施胶前)的温度
注:如果测试困难,该损失可取造纸机总有效热量(Q5+Q6)的 4%~6% 。
4.4.5 排汽罩漏热损失 Q11, kJ/kg,按式(19)计算
4
Q = A⋅W
11
Gρ
…………………………………………(19)
式中: A――漏热系数,kJ/kg,开敞罩,取 314,封闭罩,取 62.8; W――干燥部蒸发水量,kg/h
数据 4444.44 1711.36 14500.00
7 造纸机能量 Q,kJ/kg,按式(24)计算
Q=K+Q1+Q2+Q3……………………………………………(24)
8 造纸机能量平衡表
序号
项目
输入能量 数量 kJ/kg
输出能量
%
项目
数量 kJ/kg
%
9 造纸机能流图
5
Q10 Q11 Q6
Q7
Q9
Q1 Q5
Q2 Q3
Q12 Q4
Q13
Q8
6
附录A 造纸机能量平衡及热效率计算实例
Fb = 2A1 ⋅ B2 − 3θ60π⋅ d ⋅ B ⋅ N ……………………………(16)
式中: A1――干毯(干网)总长度,m; B2――干毯(干网)宽度,m。 4.4.3 冷凝水排出热量 Q9,kJ/kg,按(17)式计算
Q9
=
Dw Gρ
(i'
− i0)
…………………………………(17)
式中: Dw ――冷凝水排出量,kg/h; i ――冷凝水的热焓,kJ/kg; i0 ――环境温度下水的热焓,kJ/kg。 4.4.4 管道散热损失 Q10,kJ/kg,按(18)式计算
1 Gρ
Dn ⋅ i"n − i0 ………………………………………(2)
n=1
式中: Gρ――造纸机每小时产量,kg/h ;
Dn ――供给蒸汽的量,kg/h ;
I〝〞n――供给蒸汽的热焓,kJ/kg; i0――环境温度下水的热焓,kJ/kg; n――造纸机用汽部分(包括表面施胶、压光、通气预热、干燥、涂布等),实际有几部分就按 几部分计算。 4.1.2 物料(纸浆、表面施胶胶料、涂料等)进入造纸机带入热量 Q2,kJ/kg,按(3)计算
Q = 2πL(tc −ta )
10
Gρ(λ1 ln
du di
+αd2 u
)
……………………………(18)
式中: L――管道当量长度,m; λ――保温材料导热系数,kJ/m·k; du ――保温材料外径,m; di ――保温材料内径,m; α――保温层外表向大气的散热系数,kJ/(m2·h·K),取 9.21~11.72; tc ――管道内介质温度,℃。
4.3 纸张单位产量有效耗热量 Q′xy,kJ/kg,按(6)式计算
Q′ xy
=
Q5
+
Q6………………………………………(6)
4.3.1 蒸发纸页水分至规定干度耗热量 Q5, kJ/kg,按(7)式计算
2
∑ ( ) Q5
=
m n =1
Ten − Tan Tan
i"a − i0
……………………………………(7)
Q1
Q2
Q3
Q4 Q5 Q6 Q7 Q8 Q9 Q10 Q11 Q12 Q13
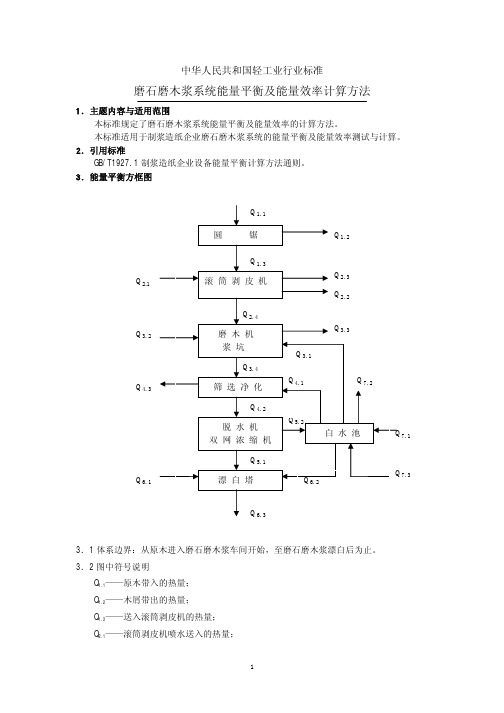
3.1 能量平衡方框图说明 造纸机是以浆料进入流浆箱开始至完成整理完止。此系统是以胶版印刷纸(表面施胶)为例设
立的。其它纸种,可参照本标准。 3.2 图中符号的意义
Q1――实际供给纸机的总热量(含预热通风的蒸汽),kJ/kg; Q2――物料(纸浆、表面施胶胶料、涂料等)进入造纸机带入的热量,kJ/kg; Q3――环境温度下通风带入的热量,kJ/kg; Q4――机械脱水带走的热量,kJ/kg; Q5――蒸发纸页水分至规定干度耗热量,kJ/kg; Q6――加热纸页至规定干燥温度耗热量,kJ/kg; Q7――烘缸散热损失,kJ/kg; Q8――干毯(干网)散热损失, kJ/kg; Q9――冷凝水(预热通风后)排出热量,kJ/kg; Q10――管道散热损失,kJ/kg; Q11――排汽罩漏热损失, kJ/kg; Q12――排汽(预热通风后)带走的热量, kJ/kg; Q13――其它散热损失,kJ/kg。
29
烘缸辐射面平均温度
ta
30
对流换热常数
α
31
烘缸辐射常数
εa
32
干毯辐射常数
εb
33
干毯表面平均温度
tb1
34
烘缸只数
N
35
烘缸直径
d
36
烘缸面宽
B
单位 kg/h kg/h kg/h Mpa % kJ/kg kJ/kg kJ/kg kJ/kg ℃ ℃
% kJ/(kg·K) kJ/(kg·K)
℃ % ℃ % % ℃ ℃ % ℃ % ℃ ℃ % % ℃ kJ/(m2·h·K) kJ/(m2·h·K) kJ/(m2·h·K) ℃ 只 m m
造纸机能量平衡及能量效率计算方法
1 范围
本标准规定了制浆造纸企业造纸机(涂布机、压光机)能量平衡及能量效率的计算方法。 本标准适用于制浆造纸企业造纸机(涂布机、压光机)的能量平衡及能量效率测试与计算。
2 引用标准
QB/T 1927.12-93 制浆造纸企业设备能量平衡计算方法通则。 3 能量平衡方框图
∑ ( ) Q6 = [Ten ⋅ cc + (1 − Ten )⋅ cw ]⋅ t q − t nn …………………………(8) n
式中:
tq――某干燥部纸页水分蒸发温度,℃,取 100; tnn――该干燥部入口纸页温度,℃;
其他同上。
4.4 纸张总损失热量 Q′ss,kJ/kg,按(9)式计算
Q′ ss
4 能量平衡计算(以生产 1kg 纸为基准)
4.1 输入热量 4.1 实际供给造纸机单位产量总热量 Q′GG,kJ/kg,按(1)式计算
Q′GG=Q1 + Q2 + Q3…………………………………………(1)
1
4.1.1 实际供给造纸机热量 Q1, kJ/kg, 按(2)式计算
∑ ( ) m
Q1
=
4.4.1.2 烘缸对流散热系数 aa, kJ/(m2·h·K),按(12)式计算
a a = a + bvn …………………………………………(12)
式中: V ――烘缸平均线速,m/s。
பைடு நூலகம்
当 v ≤ 5m / s 时, a a = 22 . 19 + 15 . 07 ⋅ V ; 当 v > 5m / s 时, a a = 27 . 09 ⋅ V 0.78 。
4.4.1.3 烘缸散热面积 Fa,m2,按(13)式计算
[( ) ] Fa = 3.14 ⋅ N
1−
θ 360
⋅d ⋅B
+
1 2
d
2
…………………(13)
式中:
N――烘缸只数;
3
θ――干毯(干网)与烘缸的接触弧度,(0);
d ――烘缸直径,m;
B ――烘缸面宽,m。
4.4.2 干毯(干网)散热损失 Q8,kJ/kg,按(14)式计算