铁素体区轧制xiugai
宝钢1580热轧IF钢铁素体轧制工艺探讨

KEY W oRDS: h o t r o l l i n g;f e r r i t e r o l l i n g;r o l l — f o r c e ;d e f o m a r t i o n r e s i s t a n c e
轧 带钢 和超 薄带 钢 生产具 有 很 多优 点 _ 2 ] 。由 于低
a c t u a l e f f e c t o f f e r r i t e r o l l i n g o f T- 2 . 5 C A s t e e l f o r t i n p l a t e b y 1 5 8 0 h o t - r o l l i n g mi l 1 .P r o p e r t e mp e r a t u r e a n d d e f o m a r t i o n s y s t e ms or f t h e f e r r i t e r o l l i n g o f T一 2 . 5 C A we r e e s t a b l i s h e d b y a n a l y s e s o f t h e d e f o m a r t i o n r e s i s t a n c e a n d t e mp e r a t u r e o f o t h e r I F s t e e l s i n t h e c o u r s e o f a c t u l a r o l l i n g .G o o d r o l l i n g r e s u h s w e r e o b t a i n e d i n t h e a c t u a l r o l l i n g . r h e e x p e r i e n c e g i v e s a
IF钢铁素体区轧制对热轧织构的影响
呈现 随 着精 轧入 口温度和精 轧 出 1温度 的升 高而 明显降低 的趋 势 ; 轧 I : 2 热 F钢板 {0 } 1 0 1 <10>
织 构的平 均取 向 密度 随卷 取 温度 的升 高而明显 提 高。最后 , 分析 和讨 论 了热轧 温 度 和卷 取 温
律 , 实验 采取 将 表层 、/ 本 14层 、/ 样 品 {0 } 12层 0 1 <10>织 构取 向密 度加 和 后 平 均得 到 平 均取 向 1 密度 。 图 2是热 轧 I 板 各层 {0 }<10>织 F钢 01 1
构平均 取 向密度 随 F 0入 口温 度 的变化 图 , 图更 该
匡 叵
25
_
匾
。 O D2
帮 l 5
曩1 0
5
0
|1 -
■
85 0 83 l 8 30 84 3
|] I
9 27
图 6 热牟 冈 {0 {<l0>织构 LI 板 0 1 F 1
平均 取 向密度 随卷取 温度 的 变化 图
F 出 口温 度 / 6 ℃
R in uo t a o , o h at nvr t , hn a g10 0 ) o igA t i t n N r es r U iesy S ey n 1 0 4 l ma z i t e n i
Ke r s:F te ; o o l y wo d I se l h tr li t xu e; oln ng;e t r c iig
度 对 I 板 热轧 织构 的影响规律 及 其形 成机理 。 F钢 关键 词 : I 板; F钢 热轧 ; 织构 ; 卷取
铁素体轧制技术理论与应用综述

主 要产 品有 : 接应 用 的热 轧薄 带钢 , 以替 代 常规 直 可 冷 轧薄板 和 退 火薄 板 ; 一般 冷轧 用 钢 ; 冲 、 深 冲 深 超 冷 轧用 钢 ; 铁素 体 区域热 轧后 直 接退 火 的钢板 。
高 的卷取 温度 以得 到粗 品 粒 的铁 索体组 织 ,从 而降 低 热 轧带 钢 的强度 ,提高 塑性 。运 用此 技术 ,还 可 生 产 出高延 伸 率 的热 轧带 卷 ,提高 深 冲性 能 、提 高
进 行 铁 素 体 区 轧 制 ( r ol go efeR l Wom R ln rFrt o— i i l ig 的研 究 ,他研 究 了几 种 碳 钢 在 铁 素 体 温 区 控 n) 轧 的可 行性 ;从 此 ,许 多 国家 的研 究人 员对 与铁 素 体 轧制 有关 的课 题进 行 了大 量 的研 究 , 日本 的 Ha — ysi 人在 日本 住 友 金 属 公 司进 行 了用 铁 素体 区 ah 等
许 荣 昌,等 :铁 素体 轧制技 术理 论与 应用 综述 武 钢等对 原有 热连轧 厂 进行 改 造 ,批量 生 产 15~ . 20m 超 薄 热 轧 带 钢 ,超 设计 水 平 的 10m 带 . m . m 钢也 正在 开发 之 中 ,均采 用铁 素体轧 制为 主要 预 留
或应 用技 术 。
了铁 素 体轧 制产 品 的组 织 与性 能 以及 变形抗 力特 征 ;介 绍 了铁 素 体 轧制在 传 统 中宽 带生产 线 以及 薄板 坯连 铸 连轧机 上 的 应 用 实例 。
关 键 词 :铁 素体 轧制 变形抗 力 深 冲性 能
铁素体区轧制技术及应用于攀钢生产的可行性
铁素体区轧制技术及应用于攀钢生产的可行性陈小龙,常军,王建辉,王丹(攀枝花钢铁研究院,四川攀枝花6l7000)摘要:讨论了铁素体区轧制技术的优势、特点及其在国内外生产厂家的应用现状,分析了铁素体区轧制工艺在攀钢实施的可行性。
关键词:铁素体区轧制技术;板带生产工艺;低温轧制中图分类号:TG355.ll文献标识码:A文章编号:l004-7638(2000)02-0040-06ROLL I NG TECHNOLOGY AT FERR IT IC RANGE ANDFEAS IB IL ITY APPL IED I N PANGANGCHEN X iao-lon g,CHANG Jun,W ANG Jian-hui,W ANG D an(P anzh i hua Iron&S tee l R esearch I nstitute,S ichuan,P anzh i hua6l7000,Ch i na)Abstract:A dvanta g es and characteristics o f ro lli n g techno lo gy at f erritic ran g e are discussed and t he state-o f-arts o f t he techno lo gy a pp lied to dom estic and abroad p roducers is i ntroduced as w ell.T he a pp lied f easi bilit y o f ro lli n g techno lo gy at f erritic ran g e i n Pan g an g is st udied.K e y W or s:ro lli n g techno lo gy at ferritic ran g e;p roduc i n g p rocess o f sheet and stri p;lowtem p erature ro lli n g!引言铁素体区轧制即相变控制轧制,又称低温热机械控轧,是近年来发展起来的一种新轧制工艺。
两相区控制轧制

适当的压下量可以促使钢材发生足够的变形,实现组织的优化和相变的控制。
轧制过程中的组织转变
奥氏体向铁素体的转变
在两相区内,随着温度的降低和应力的作用,奥氏体会逐渐 转变为铁素体。
相变过程
在轧制过程中,通过控制相变过程,可以获得不同比例的铁 素体和奥氏体组织,从而调整钢材的性能。
03
CHAPTER
3
拓展应用领域
积极探索两相区控制轧制在新能源、生物医学等 领域的应用,拓展其应用范围和价值。
05
CHAPTER
两相区控制轧制实验研究
实验设备与方法
实验设备
采用先进的轧制设备和控制系统,包 括轧机、加热炉、测温仪、测力系统 等。
实验方法
选取合适的实验材料,进行加热、轧 制、冷却等操作,并实时监测轧制过 程中的温度、压力等参数。
促进技术进步
两相区控制轧制是金属材料加工领域的一项重要技术,其发展推动 了相关领域的技术进步和产业升级。
两相区控制轧制的原理与技术发展
原理
两相区控制轧制的基本原理是在奥氏体和铁素体两相区进行轧制,通过控制轧制温度、轧制速度、道次变形量等 工艺参数,实现对金属材料的组织结构和性能的调控。
技术发展
随着科技的不断进步,两相区控制轧制技术也在不断发展完善。目前,两相区控制轧制技术已经广泛应用于钢铁、 有色金属等领域,成为提高材料性能、降低生产成本的重要手段。未来,两相区控制轧制技术将继续向着精细化、 智能化、绿色化的方向发展。
04
CHAPTER
两相区控制轧制的挑战与前 景
面临的挑战
技术难度大
两相区控制轧制涉及复杂的相变 和流动行为,需要精确控制温度、
应力和应变等参数,技术难度较 大。
铁素体轧制工艺技术及发展

75%高 10%。
5)
。在铁素体 区已经形成
对深冲性能有利的{1 1 1 }织 构 ,可 较 小 的 ,压
到 {1 1 1 }织 构 ,保证
体工艺相同 强的 钢 的深冲性能[5]。
但铁素体 也 一定的 ,铁素体区轧
钢变形抗力小,相同的 力产生更大的压
,增大带钢
之间的摩擦力,导致 不稳
定 ,而
形抗力更易出现氧化铁 入带钢表
国内对铁素体 技术的研究相对较晚,主要
集 科研院校和部分钢铁企业。宝钢和东北大学
[12] 铁素体 力 的建立,在实 研
究了铁素体 技术应用于生产超低碳I F 钢 ,并在 宝 钢 2 050m m 热连轧机组进行工业化生产试验;在
2014年 ,宝钢[13]研究了锡板用钢T 一2.5C A 在1 580
关键词铁素体轧制奥氏体轧制组织
Characteristics of Ferritic Rolling Technology and its Development
Q iX u a n S h lL ifa Wang Litao Zhang Zhenhal Xia Xuelan LiuQ ingsong
the
structurel and
mechanical
propertie are
explained .
tages and disadvantages of ferrite rolling, the coluparison between ferrite rolling and dustenite rolling was carried out.
薄规格 钢板;奥钢联工程技术公司[10]采用铁素
体 轧 制 技 术 生 产 出 厚 度 最 薄 为 0.8 m m 的热轧产
改进轧制工艺 调整产品结构

改进轧制工艺调整产品结构我国的冷轧带钢生产,从总量比例上,低碳钢为主。
在设备配置上,主要以浸入式连续酸洗、四辊轧机、钟罩式退火为主。
本文主要就低碳冷轧窄带、中宽带生产过程中,通过改进生产工艺,达到调整产品结构、节能降耗、提高产品质量,提些建议,供大家参考。
一、减少酸洗时间,提高酸洗速度热轧坯料在冷轧前必须去除氧化铁皮,以达到带钢表面光洁,能顺利地实现冷轧及其后的表面处理。
目前冷轧生产中应用最广的去除氧化铁皮的方法便是以酸洗为主的化学处理。
在我们行业中,应用最广的是单槽浸入式连续盐酸酸洗。
带钢表面的氧化皮通常有三层组成:紧靠钢基体的一层厚度最厚,为FeO层;其上为Fe3O4层,厚度不大;最外面的一层则为Fe2O3,厚度最小。
盐酸酸洗能同时较快地溶蚀各种不同类型的氧化铁皮。
酸洗反应可以从外层往里进行,其化学反应式为:Fe2O3+4HCl —→2Fe2Cl2+2H2O+1/2O2↑Fe3O4+6HCl —→3FeCl2+3H2O+1/2O2↑FeO+2HCl —→FeCl2+H2O对浸入式酸洗而言,坯料在酸洗过程中,需经历坯料吸热及各层氧化皮的化学反应,在单槽酸洗中,酸洗液温度及HCl成分基本一致,不能很好地适应带坯在不同的阶段对温度及HCl成分的要求,因此,多槽酸洗较单槽有利。
提高酸洗速度,一是提高酸洗液温度,二是提高酸洗液浓度。
但二者中,提高温度更有效。
但高温酸洗液酸雾量大,提高处理成本。
合理的配置是:采用双槽酸洗,第一槽充以弱酸沸水(接近100℃),设热水槽的目的在于使带钢在进入后面酸槽之前,尽量吸收较多的热量。
实验及实践均证明,这种预热可使酸洗时间大为缩短,对低碳普碳钢而言,最快酸洗时间为45秒。
二、充分认识平整工序对产品结构调整的影响冷轧窄带钢在相当长一段时间内,主要用于焊管生产。
就是现在,管坯及冷弯型钢仍是窄带及中宽带的重要用户。
但是,随着我国工业、特别是制造业结构的调整,用于冲压成形的冷轧窄带及中宽带的需求日益增大。
【技术】铁素体轧制技术及意义
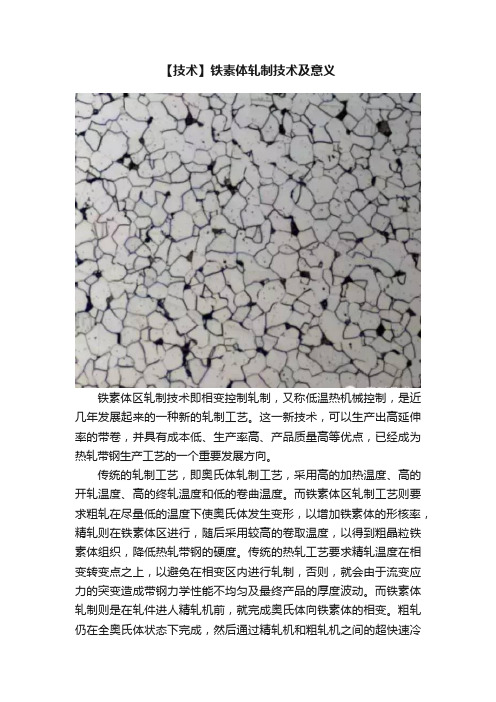
【技术】铁素体轧制技术及意义铁素体区轧制技术即相变控制轧制,又称低温热机械控制,是近几年发展起来的一种新的轧制工艺。
这一新技术,可以生产出高延伸率的带卷,并具有成本低、生产率高、产品质量高等优点,已经成为热轧带钢生产工艺的一个重要发展方向。
传统的轧制工艺,即奥氏体轧制工艺,采用高的加热温度、高的开轧温度、高的终轧温度和低的卷曲温度。
而铁素体区轧制工艺则要求粗轧在尽量低的温度下使奥氏体发生变形,以增加铁素体的形核率,精轧则在铁素体区进行,随后采用较高的卷取温度,以得到粗晶粒铁素体组织,降低热轧带钢的硬度。
传统的热轧工艺要求精轧温度在相变转变点之上,以避免在相变区内进行轧制,否则,就会由于流变应力的突变造成带钢力学性能不均匀及最终产品的厚度波动。
而铁素体轧制则是在轧件进人精轧机前,就完成奥氏体向铁素体的相变。
粗轧仍在全奥氏体状态下完成,然后通过精轧机和粗轧机之间的超快速冷却系统,使带钢温度在进人第一架精轧机前降低到相变点以下。
显然,由于铁素体区轧制的钢坯加热温度比常规轧制低,因此可以大幅度降低加热能耗,加热炉的产量也得以提高。
低的加热温度还可减少轧辊温升,从而减少由热应力引起的轧辊疲劳龟裂和断裂,降低轧辊磨损;低温轧制还可降低二次氧化铁皮的产生,提高热轧产品的表面质量,同时也可提高酸洗线的运行速度。
生产实践已证明,用铁素体区热轧所生产的超薄带钢代替传统的冷轧退火带钢,可大大降低生产成本。
这项技术最早是在20世纪80年代末由比利时钢铁研究中心研究开发,被成功地应用于比利时的CockerillSambre钢厂,生产1毫米以下超薄规格、具有良好深冲性能的热轧带钢,以取代部分冷轧产品。
到现在其生产总量已经超过300万吨,年产量已经达到50万吨的规模。
随后,美国的LTV钢公司,意大利的Arvedi钢公司,德国的TKS和EKO、墨西哥的HYLSA、泰国的NSM等企业也取得了铁素体区热轧工业化生产的成功,并取得良好的经济效益。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铁素体区轧制高强IF钢
摘要
本发明涉及一种铁素体区轧制高强IF钢的方法。
该高强IF钢是在普通
Nb+Ti-IF钢种添加微量的Mn≤1.8%、P≤0.1%、Cr≤0.5%、Mo≤0.5%等固容强化行合金元素,以提高IF钢的强度。
生产该高强IF钢加热温度≤1150℃,保温0.5~1小时,开轧温度1100℃,粗轧在奥氏体区进行,粗轧压下率为80%,以细化粗轧后奥氏体晶粒;精轧在铁素体区轧制进行,终轧温度≤780℃,层流冷却后进行卷取。
专利要求
1.本发明涉及一种用于在铁素体区轧制生产高强IF钢的方法,在普通Nb+Ti-IF 钢中添加微量的Mn1.2~1.8%、P≤0.01~0.1%、Cr≤0.1~0.5%、Mo≤0.1~0.5%等固溶强化行合金元素,以提高IF钢的强度。
生产该高强IF钢加热温度1100¬1220℃,保温2~3小时,粗轧在奥氏体区进行以细化粗轧后奥氏体晶粒;精轧在铁素体区轧制进行,终轧温度800-850℃,并所有精轧机的机架上进行有润滑的轧制,保证热轧板发生完全再结晶,降低轧制力,获得高表面质量,层流冷却后进行卷取。
2.如专利1要求的高强IF钢的成分,其特征在于采用固溶强化、析出强化和细晶强化等强化手段,获得较高的强度和优良的深冲性。
3.按照专利1要求的轧制方法,其特征为在初轧轧机至少一个机架上进行有润滑的轧制,采用无碳热轧润滑剂,以防止轧件表面增碳。
粗轧之后采用保温罩进行保温,以保证中间坯料头尾的温度均匀性。
4.如前所述,带钢在离开最终轧制装置之后采用层流冷却装置,冷却到600℃进行卷曲,在冷却装置中,用以高的位置密度放置的喷嘴将水喷在带钢上。
铁素体区轧制高强IF钢的实施办法
技术领域
本发明不但涉及高强度和优良深冲性的高强IF钢,还涉及到通过在加热温度≤1150℃,粗轧在奥氏体区进行,精轧在铁素体区轧制进行,终轧温度≤780℃的方法,最终形成具有所要求的最终厚度的铁素体带钢的方法。
技术背景
伴随工业技术的发展,能源和环境问题成为重大的社会课题,汽车工业也不例外。
近年来,我国汽车工业正以10%~15%的年增长率快速发展,汽车市场需求的不断变化对钢铁材料的产量和质量持续提出要求。
特别是汽车的减重、节能、安全和环保等方面的要求使得高强度钢板的开发和应用受到越来越多的重视。
钢的强度和塑性一般是矛盾的,钢强度的提高必然会导致塑性下降,如碳锰钢(CMn)、高强低合金钢(HSLA)、各向同性钢(IS)、烘烤硬化钢(BH)、高强IF钢(HSSIF)等。
IF钢是在超低碳中(一般碳含量在0.005%以下)加入微量的合金元素(主要是Ti、Nb),使钢中的C、N间隙原子完全被固定成碳氮化合物,钢中无间隙原子存在,使得该钢种具有极优良的成形性和非时效性,但这种钢的强度往往都比较低,而传统的高强IF钢通过添加P、Mn等合金元素来获得比较高的强度的同时,也极大的损害了深冲性,为满足汽车工业的发展和用户的需求的要求,这就要求一种既具有良好的深冲性又具有比较高强度的汽车用钢。
而发明的该高强汽车用钢通过在普通Nb+Ti-IF钢的基础上添加微量的
Mn≤1.8%、P≤0.1%、Cr≤0.5%、Mo≤0.5%等合金元素。
Nb、Ti不仅保证了无间隙原子的存在,而且形成很多细小弥散的铌碳氮化合物和钛化合物。
这些细小的沉淀物通过析出强化和细晶强化提高了钢的抗拉强度。
Cr和Mo也可以和C、N 结合形成化合物。
P、Mn、Cr也起固溶强化作用,Mo也是一种固溶强化元素,但是它可以在退火后通过阻止晶粒长大而产生细晶强化的作用并且可以起到延迟再结晶的作用。
研究表明,均匀细小的热轧铁素体晶粒、退火前粗大稀硫的二相粒子形态以及无C、N间隙固溶原子状态,是有利于在退火过程中形成<111>//ND有利织构
的三个重要因素。
大量研究表明,粗大稀硫的第二相粒子形态及均匀细小的铁素体晶粒是保证IF钢{111}织构充分发展获得优异成形性能的重要条件。
一般来讲,IF钢的轧制在奥氏体区进行,即粗轧精轧温度均在Ar3以上,但IF钢在奥氏体区变形时呈现出典型的加工硬化和动态回复。
并且由于IF钢γ-α转变温度较高,难以保证IF钢在奥氏体区终轧,而容易实现铁素体区轧制,在铁素体区变形时,由于溶解的Nb 阻止动态回复,变形较小时,由于不可移动位错的增加,就会引起流动应力的迅速、近似线性的增加。
对于奥氏体区轧制,主要的软化过程是数秒内所发生的静态再结晶(Static Recrystallization),而对于铁素体区轧制,软化主要是回复引起的。
在铁素体区精轧时,发生动态再结晶和随后的亚动态再结晶,并出现1~3μm的超细铁素体晶粒(Ultrafine Ferrite Grain)。
IF 钢在铁素体区大变形后,产生细小的等轴晶粒,这种细小的等轴晶粒产生于由显微带发展而来的亚晶结构。
通过铁素体区热轧,可以生产具有相同或更优性能的冲压和深冲ELC钢。
用铁素体区热轧代替奥氏体区轧制能节约能源。
采用这一技术,可以以更少的能耗生产更宽更薄的热轧板带。
铁素体区轧制该高强IF钢的生产工艺如下:生产该高强IF钢加热温度
≤1150℃,保温0.5~1小时,粗轧在奥氏体区进行,粗轧压下率为80%,以细化粗轧后奥氏体晶粒;精轧在铁素体区轧制进行,终轧温度≤780℃,层流冷却至卷取温度,有必要的可以进行随后的冷轧和退火工艺。
发明内容
本发明涉及一种用于在铁素体区轧制高强IF钢的方法,其中,高强IF钢通过在普通Nb+Ti-IF钢的基础上添加微量的Mn、P、Cr、Mo等合金元素。
Nb、Ti不仅保证了无间隙原子的存在,而且形成很多细小弥散的铌碳氮化合物和钛化合物。
这些细小的沉淀物通过析出强化和细晶强化提高了钢的抗拉强度。
Cr和Mo也可以和C、N结合形成化合物。
P、Mn、Cr也起固溶强化作用,Mo也是一种固溶强化元素,但是它可以在退火后通过阻止晶粒长大而产生细晶强化的作用并且可以起到延迟再结晶的作用。
铁素体区轧制该强IF钢的的工艺示意图如图1所示,图2 是一曲线图,它表示了在带刚生产过程中温度的分布图。
众所周之,当IF钢的化学成分确定之后,IF钢中第二相粒子的析出形态、大小和分布与板坯加热温度有重要关系。
在板坯加热过程中会发生第二相粒子的溶解。
C,N化物在IF钢中的固溶度是C,N,Ti,Nb,S,Al等元素含量和温度的函数。
对于碳氮化合物,如NbC在1000℃完全溶解,AlN在1250℃完全溶解,而Ti(CN)在1250℃尚未完全溶解。
且Ti-IF钢中Ti(CN)粒子在1250℃加热温度下比在1000℃更细小弥散。
显然加热未溶解的碳氮化合物一定粗大,所以低温加热容易得到粗大的析出物,这对r值有利。
实验发现,当加热温度大于1150℃,卷取温度为650℃时,才有粗大的Ti4C2S2析出,且同时细小弥散分布的TiN减少。
因此,要想得到超深冲性能优良的IF钢,板坯加热温度必须比一般生产的板坯加热温度低。
随板坯加热温度升高,粗大的Ti4C2S2粒子析出减少,损害IF钢的r值。
因此板坯在加热炉中的温度应控制在1150℃。
另外,低的加热温度节约能源、大幅度降低由此产生的氧化铁皮损耗,提高带钢质量。
板坯出加热炉后,首先经过粗轧机除鳞箱用高压水清除氧化铁皮,然后送到定宽压力机。
定宽压力机对板坯进行一道次侧压后送往R1粗轧机,R1粗轧机二辊可逆式,机前设立辊轧机E1。
之后进入R2粗轧机,板坯在粗轧机E2、R2上轧5-7道次后,轧成厚度为32-60mm的中间带坯。
R2后有宽度计和高温计。
为减少带坯在中间延迟辊道上的温度损失和带坯首尾温差,在中间辊道上设有保温罩,以精确控制带钢的温度。
在初轧装置中使初轧板坯在奥氏体范围内轧制,并且在奥氏体范围内轧制后,将带钢基本上冷却到基本上具有铁素体组织的温度。
粗轧带坯经中间延迟辊道,切头飞剪输入辊道,边部加热器,送往飞剪。
经飞剪剪切后,由粗轧除鳞箱进入精轧F1前的立辊E1轧制,再次进行宽度控制,然后进精轧F1-F7,并在第七架精轧机F7后进行测温、测宽和测厚,并对板形进行控制。
在精轧装置中,以基本上对应于其进入最终轧制装置和随后的减厚工序的速度轧制带钢,并且在最终轧制装置的至少2个机架中,使带钢以位于830℃至700℃之间的温度在铁素体范围内轧制。
精轧温度降低100-200℃,轧制力不仅没有上升,反而下降。
造成温度降低轧制力也降低的原因是铁素体和奥氏体的晶体结构不同,一般认为体心立方结构的铁素体晶体滑移系较面心立方的奥氏体晶体滑移系多,因而在一定温度范围内容易变形,变形抗力减小。
成品带钢经精轧机组后输出辊道上的层流冷却装置后,使带钢迅速冷却到600℃的卷取温度。
原因在于,对于高强IF钢磷元素含量较高,磷原子的半径远比铁原子的小,固溶的磷原子与晶界产生相互作用,严重阻碍了晶界迁移。
在卷取过程中,钢中固溶的磷原子钉扎于铁素体晶界,阻碍了再结晶过程中的形核及长大,致使大部分铁素体晶粒仍处于轧制状态,阻碍了< 111 > ∥N D 再结晶织构的生成,所以织构类型主要为轧制织构,这对钢板深冲性能不利。
1100℃
920℃
880℃760℃680℃图2图11150℃。