压力管道安装质量控制系统控制点一览表
压力管道安装质量保证手册

压力管道安装质量保证手册总目录一.颁布令二.修改说明三.前言四.压力管道安装质量保证手册主体文件0 引言1 范围和适用领域2 引用标准3 定义4 质量管理体系4.1 总要求4.2 压力管道安装体系文件构成5 管理职责5.1 管理承诺5.2 以顾客为关注的焦点5.3 质量方针5.4 策划5.5 职责、权限和沟通5.6 管理评审6.资源管理6.1 资源提供6.2 人力资源6.3 基础设施和工作环境7 产品实现7.1 产品实现的策划7.2 与顾客有关的过程控制7.3 设计和开发7.4 采购控制7.5 生产和服务提供7.6 监视和测量装置的控制8.测量、分析和改进8.1 总则8.2 监视和测量8.3不合格品控制8.4 数据分析8.5 改进五.手册附件附件1 引用法规、规章及标准文件目录附件2 压力管道安装活动专用性文件附件3 质量控制管理表格及报告目录附件4 公司压力管道安装组织机构图及职能分配表附件5 压力管道安装质量保证体系责任人员一览表附件6 压力管道安装工程质量控制体系图.附件7 压力管道安装工程质量控制点一览表.附件8 各系统的质量控制图一.颁布令依据《压力管道安全管理与监察规定》(劳部发[1996]140号文件),《上海市压力管道安装单位资格认可实施细则》(2000版),特制定《压力管道安装质量保证手册》,作为我公司承担压力管道安装活动的纲领性文件,所有参加压力管道安装活动的人员都必须认真学习并遵照执行,以确保工程质量满足规定的要求。
压力管道安装质量保证体系是在公司ISO9001:2000质量体系有效运行的基础上建立的,其通用部分仍按照公司ISO9001:2000质量体系的《质量管理手册》及其程序文件执行。
压力管道安装质量体系严格执行公司“优质服务争信誉,精心施工创一流”的质量方针;工程一次交验合格率100%,一次交验优良率60%。
无损检验一次拍片合格率94%以上,重大质量事故为零。
本手册自2002年9月25日发布,2002年10月1日起实施。
压力管道安装质量手册

4.2.1总则
公司的质量体系文件包括:
a.质量方针和目标;
b.质量手册;
c.质量管理体系程序文件和管理标准、工艺标准;
公司制定了支持本手册的程序文件27个,详见程序文件目录及内容。
d.作业文件,包括质量计划、施工组织设计、施工方案、安全技术交底、作业指导书,工艺标准、技术标准、规程规范、工艺卡等;
9.接受安全监察与监督检验
附录A压力管道安装质量手册修改记录表
附录B压力管道安装质量管理体系机构图
附录C企业组织机构图
附录D企业领导及部门质量职责和权限
附录E压力管道安装质量主要控制环节、控制点一览表
附录F有关压力管道安装主要法规和技术标准目录
公司
质量手册
章节号
任命书
修改状态
1
共1页
第1页
为了贯彻执行国务院颁发的《特种设备安全监察条例》、以及《压力管道安装安全质量监督检验规则》、《压力管道安装单位资格认可实施细则》,加强对压力管道安装质量体系运作的领导,经研究特任命:
支持文件:
《文件控制程序》
4.2.4记录控制
为了提供公司压力管道安装工程符合有关要求和体系有效运行的证据,必须保存各种记录,要求记录要保持清晰,易于识别和检索。公司的质量记录包括:施工生产过程记录、产品检验试验记录和体系运行记录。为保证对这些记录进行有效控制,公司要建立《记录控制程序》,规定记录的标识、贮存、保护、检索、保存期限和如何处置等方面的要求。
本手册采用的工程术语符合以下规范和标准的术语:
《压力管道安装安全质量监督检验规则》
GB50235-2011《工业金属管道工程施工及验收规范》
GB50236-2011《现场设备、工业管道焊接工程施工及验收规范》
压力管道安装工程项目质量控制实施要点
压力管道安装工程项目质量控制实施要点摘要:压力管道作为一种承压的特殊设备,广泛用于石油、化工、冶金、电力行业及城市燃气和供热系统。
随着经济的发展,管道数量在不断增加,管道设计、制造、安装及运行管理中的问题逐渐暴露出来。
为了确保国家和人民生命财产的安全,保证压力管道的安令运行,压力管道的安装安全质量就显得非常重要。
关键词:压力管道;安装;质量控制引言一直以来,压力管道在许多工业生产中就有着非常核心的地位,关系着工业生产的正常安全进行。
虽然说近些年相关部门已经加强了对压力管道的质量控制,但还是经常会出现由管道质量不过关所引起的生产事故发生,轻则影响到正常的生产进行,重则造成人员伤亡以及重大经济损失,并造成巨大的不良影响,为日后的产业发展留下很深的阴霾。
为了避免这类情况的发生,在压力管道安装过程中进行严格的质量控制并强化质量控制措施变得十分必要。
一、压力管道安装过程中的特殊性1、工现场条件苛刻大部分压力管道为架空或埋地敷设,有的需穿越公路、河流、建筑物等,在施工现场还受到周围设备及自身结构限制,可操作空间小,给施工带来不便。
2、施工现场环境条件恶劣室外露天施工易遭遇风、雨、雪天气和高温、低温等造成施焊环境恶劣。
3、施工工期短等客观条件影响施工工期一般要求比较紧,致使施工人员重视进度,忽视质量。
二、施工准备阶段1、确定项目质量管理组织机构、配置责任人员根据工程项目的规模和技术复杂程度,适当设置质量管理机构并任命相关责任人员、质保责任师及工艺、检验、焊接、无损检测、材料、设备、计量、热处理、理化等各专业责任师,以满足压力管道安装工程质量控制的要求。
项目质保工程师和项目质量控制系统责任工程师由项目经理任命,并以项目部文件形式公布。
项目质保责任师的任职条件必须符合《压力管道安装许可规则》的规定。
检验、理化试验、无损检测人员配置及其资格应符合相关法规的规定。
2、组织参加图纸会审和设计交底首先,设计图纸有设计单位资格章和压力管道设计资格章;其次,审核设计文件并处理发现的问题;设计变更和材料代用需经原设计单位批准;最后,图纸审核符合文件要求。
压力管道元件制造质量控制计划

压力管道元件制造质量控制计划
XXXXXXXXXXX公司
2014.5
说明
压力管道元件制造单位应编制质量计划,可以编制通用结构的压力管道元件制造质量计划,其内容应和各个质量控制系统的质量控制点基本一致,对于特殊结构的压力管道元件产品,各个质量控制系统的质量控制点满足不了产品质量控制要求时,适时增加质量控制的要求,所增加的质量控制点应在流转卡中注明并直接下达质量计划。
所增加的质量控制点,设计工艺责任人提出新的质量控制要求,材料责任人、检验责任人、焊接热处理责任人共同会审后确定。
质量计划由生产技术科编制下达到相关部门,当有特殊要求时,按照新下达的质量控制计划执行。
符号说明:
监检点类别:A - - A类监检点、B - - B类监检点。
质控类别代号:H - - 停止点、E - - 检查点、R - - 审阅点。
检验科
2 014.5
质量控制点一览表
序号控
制
环
节
序
号
质控点
名称
控制
类别
监
检
类
别
质控人员工作见证。
管道工程质量控制点等级划分表
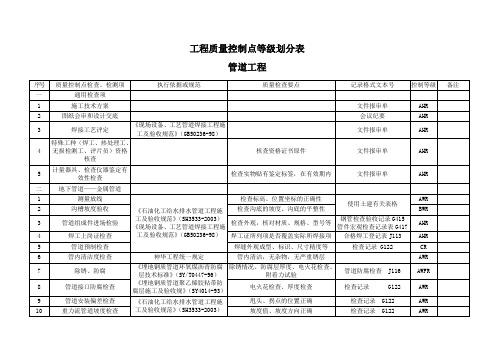
工程质量控制点等级划分表
管道工程
注:A级:关键过程或工序质量控制点,由业主项目组、监理(EPCM承包商)、工程建设承包商专业技术人员共同参加的质量检查、检测或见证。
B级:重要过程或工序质量控制点,由监理(EPCM承包商)、EPC承包商、施工承包商专业技术人员共同参加的质量检查、检测或见证。
C级:一般过程或工序质量控制点,由EPC承包商、施工承包商专业技术人员自行实施的质量检查、检测。
H点:既质量停检控制点。
表示未经业主专业人员见证或参加检查通过,承包商不得以任何理由进行下步工序。
若因此业主原因造成承包商工期延误或费用增加,承包商有权向业主索赔。
FH点:既首件样板质量停检控制点。
表示承包商在多人次、多部位重复发生的工序或应用新材料、新技术的工序时,必须策划首件样板工程,待通过业主项目组、监理(EPCM承包商)、工程建设承包商专业技术人员共同参加的质量检查、检测后,后续重复工作方可全面开展。
详见《首件样板施工管理规定》(SHEC-P07-10)。
W点:既质量观察控制点。
表示若业主专业人员未按事先约定或承包商通知时间到场参加检查验证,承包商有权继续进行下步工序,业主专业人员事后应对承包商质量检查、检测结果予以认可。
程序文件制度汇编-压力管道GC2
福锅动力工程公司质保体系文件压力管道安装程序文件(管理制度)版本:第1版(2012年)发放号:受控状态:编制:审核:批准:2012-5-20发布2012-6-20实施福州福锅锅炉动力工程有限公司发布程序文件(管理制度)汇编目录1、目的与范围本程序规定了对质量保证体系的文件和资料进行控制的要求,以保证文件和资料内容的有效性;确保各相关场所使用文件为有效版本。
适用于本公司所有与质量保证体系有关文件和资料的管理控制。
2、职责2.1 总经理负责批准、颁布质保手册。
2.2 质保工程师负责审核质保手册,批准程序文件(管理制度)。
2.3 综合部负责质保手册、法规、程序文件(管理制度)和质量记录以及行政性和外来文件的收集和归口管理控制。
2.4 技术部负责技术标准和技术文件的收集、购买、接收及归口管理控制。
2.5 质检部负责质量保证体系中检验和试验性文件和资料及监督检验报告、供方产品质量证明文件的归口收集、接收和管理控制。
3、控制程序和要求:3.1 文件和资料的分类及保管。
3.1.1 质保手册为第一层次的质量保证体系文件,由综合部归口管理和保管。
3.1.2 程序文件(管理制度)为第二层次的质量保证体系文件,由综合部编制、发放、回收和保管控制。
3.1.3技术标准、施工组织设计(施工方案)、作业(工艺)指导文件等为第三层次的质量保证体系文件,由技术部收集、购买、编制和归口管理,分发各相关部门使用保管。
3.1.4 质量记录(表卡)为第四层次的质量保证体系文件,由各相关职能部门使用、收集、保管。
3.1.5外来文件属与质保体系有关的行政类文件由综合部接收、收集和保管;技术性文件由技术部接收、收集和保管。
3.1.6受控文件的类别受控文件分“受控”与“非受控”两种类别:(1)注“发放号”也即受控号。
质量保证体系文件构成的四个层次的文件及图纸、工艺文件、技术标准等均为受控文件。
受控文件为公司内部使用,受编制、批准、发放、 回收、使用和更改的控制。
压力管道安装工艺及质量控制重点
压力管道安装工艺及质量控制重点摘要:压力管道在气液运输过程中有着重要作用。
不同类型的气液在运输过程中需要进行加压处理,这是保障其能够沿既定管道路线进行物质输送的基础。
而随着管道压力升高,其对于管道整体结构、材质以及连接状况均提出更高要求。
除内部压力以外,压力管道还应具备承受响应外部压力的能力,只有这样,才能在较为复杂的内外部环境下保障正常的物质输送工作。
焊接是压力管道安装的核心内容,焊接质量直接影响着安装质量。
目前,压力管道在焊接过程中受人员、材料、技术、环境这几方面的影响,要想进一步提升压力管道安装质量,就必须先了解影响焊接质量的因素,同时,根据压力管道焊接作业的工作流程对上述几个方面的内容进行有效控制。
关键词:压力管道;安装工艺;质量控制引言压力管道因其具有承压、承温较高、承载强度大、风险高的特点,因此对其安装焊接质量要求也相应较高。
实际施工中,施工企业必须根据现场实际情况,重视焊接工艺、焊接方法、操作人员素质、材料型号质量、施工环境等环节对焊接的影响,从提高操作人员操作技能出发,引进先进的施工工艺,采取合理的资料控制措施,通过不断更新管理理念,最大限度地保证安装焊接质量,提高压力管路运行的安全性。
1压力管道安装焊接影响因素分析在管道安装的过程中,为保证焊接质量,工作人员应当在焊接之前找到可能对焊接产生影响的各种因素,并通过不同的解决方法排除这些可能会影响焊接质量的因素。
针对影响压力管道的安装焊接过程出现的各类问题,将解决这些问题的方法归类总结如下。
1.1焊接方式不同压力管道由于使用环境和使用需求不同,因此在焊接方式的选择上也不尽相同。
焊接方式直接决定了焊接质量的上限,不同的焊接方式在焊接过程中受不同因素的影响。
目前在常规压力管道焊接中最常用的两种焊接方式,一种是电弧焊,另一种是钨极氩弧焊。
其中电弧焊应用相对比较广泛,具体分类也比较多,适用性比较强。
由于其设备轻便、使用方便、技术难度相对较低,且在较好的焊接操作下能够充分满足压力管道的焊接需求。
压力管道质保手册

压力管道安装质保体系文件之一压力管道质保手册20一三年8月1日发布20一三年12月1日实施、55压力管道质保手册QB-20一三-01编制日期:20一三.8.1审核日期:20一三.8.1批准日期:20一三.8.25501 目录55555502质量保证手册修改记录质量保证手册的修改必须按文件和资料控制要求实施,修改责任人应及时将修改情况及结果记录表中。
5503 关于对公司压力管道安装质量保证体系责任人员的任命公司各部门、各分公司、项目部:为了确保压力管道工程安装质量,经公司领导研究决定,现任命下列同志为压力管道安装质量保证体系责任人员:1、质量保证工程师2、工艺责任工程师3、检验责任工程师4、焊接责任工程师5、材料责任工程师6、设备责任工程师7、无损检测责任工程师8、理化责任工程师9、电气责任工程师10、起重责任工程师11、热处理责任工程师55以上任命人员任期为:20一三年8月1日至2017年8月2日总经理:二0一三年八月二日04关于批准执行《压力管道安装质量保证手册》及有关附件的通知各分公司、项目部:根据《特种设备制造、安装、改造、维修质量保证体系基本要求》(TSG Z0004- 2007年)和《特种设备制造、安装、改造、维修许可鉴定评审细则》(TSG Z0005-2009)的规定,公司重新修订了《压力管道安装质量保证手册》,原2009年编制的第二版压力管道安装质量保证手册停止使用,以修订后的本手册为准。
现予批准,希认真执行。
特此通知总经理:55扬州市扬子工业设备安装有限公司200一三.8.205、授权声明公司各部门、各分公司、项目部:为使压力管道安装工程质量满足国家法规、技术标准及用户需求。
公司针对压力管道安装的特点和企业具体情况建立了相应的压力管道安装质量管理体系,根据《特种设备安全监察条例》、《特种设备制造、安装、改造、维修许可鉴定评审细则》、《特种设备制造、安装、改造、维修质量保证体系基本要求》《压力管道安全管理与监察规定》、《压力管道安装单位资格认可实施细则》等有关规定,制定《压力管道安装质量保证手册》(第Ⅲ版)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压力管道安装质量控制系统控制点一览表
4-1材料、零部件质量控制系统控制点一览表
本系统控制环节:6个:控制点:18个:其中见证点:11个;审核点6个;停止点:1个。
材料共2页第1页
4-1材料、零部件质量控制系统控制点一览表
本系统控制环节:6个:控制点:18个其中:见证点;11个:审核点6个;停止点1个。
材料共2页第2页
4-2作业(工艺)质量控制系统控制点一览表
本系统控制环节:4个:控制点:19个:其中见证点13个:审核点6个:停止点:0个工艺共2页第1页
4-2作业(工艺)质量控制系统控制点一览表
本系统控制环节:4个:控制点:19个:其中见证点13个:审核点6个:停止点:0个工艺共2页第2页
4-3焊接质量控制系统控制点一览表
本控制系统控制环节:6个;控制点:26个;其中见证点:20个;审核点6个:停止点:0个焊接共2页第1页
4-3焊接系统质量控制点一览表。