新代车床程式手册-正文
SYNTEC3A车床操作手册

版本更新记录目录1 功能键与系统概论.......................... 错误!未定义书签。
1.1 主画面介绍 ............................. 错误!未定义书签。
1.2 功能树形图 ............................. 错误!未定义书签。
1.3 机台坐标 ............................... 错误!未定义书签。
1.3.1 画面说明 ............................. 错误!未定义书签。
1.3.2 坐标切换 ............................. 错误!未定义书签。
1.3.3 1/2坐标.............................. 错误!未定义书签。
1.3.4 相对坐标清除.......................... 错误!未定义书签。
1.3.5 所有相对坐标情除...................... 错误!未定义书签。
1.4 程序编辑 ............................... 错误!未定义书签。
1.4.1 加载执行加工.......................... 错误!未定义书签。
1.4.2 删除行 ............................... 错误!未定义书签。
1.4.3 搜寻/取代 ............................ 错误!未定义书签。
1.4.4 档案管理 ............................. 错误!未定义书签。
1.4.5 图形仿真 ............................. 错误!未定义书签。
1.4.6 图形辅助输入.......................... 错误!未定义书签。
1.4.7 区块拷贝 ............................. 错误!未定义书签。
台湾新代系统车床说明书

台湾新代系统车床说明书
台湾新代系统车床说明书
本说明书为台湾新代系统车床的使用和操作指南,旨在帮助用户快速上手并正确使用该系统车床。
请仔细阅读本手册,确保您的安全和设备的正常运行。
第一章:引言
1.1 系统车床的概述
1.2 注意事项
1.3 安全须知
第二章:系统安装和设置
2.1 设备安装要求
2.2 系统车床的安装步骤
2.3 控制系统的设置方法
第三章:系统操作
3.1 开关机操作流程
3.2 系统界面介绍
3.3 运行模式选择和调整
3.4 自动和手动操作模式介绍
3.5 车床参数调整和设置方法
第四章:常见故障及排除方法
4.1 故障代码说明和解决方法
4.2 常见故障及其处理方法
第五章:维护与保养
5.1 日常维护和保养要点
5.2 润滑剂添加和更换方法
5.3 定期检查和维护建议
第六章:附录
6.1 规格书和技术参数
6.2 出厂设定值备份和还原方法
6.3 常用快捷键介绍
本说明书仅适用于台湾新代系统车床型号,请勿将本说明书用于其他型号车床。
如需帮助或更多信息,请联系我们的技术支持团队。
谢谢使用台湾新代系统车床,祝您操作顺利!。
新代说明书

新代说明书目录第一单元新代控制器面板操作说明 (2)新代控制器面功能树状图 (2)屏幕部分 (3)主功能界面 (4)F1:機台設定 (5)F1:座標切換 (6)F2:1/2 座標 (6)F3:清除座標 (6)F4:相對座標全部清除 (6)F5:座標偏移量 (7)F2:程式編輯 (8)F1:插入循環 (9)F2:刪除行 (9)F3:編輯循環 (10)F5:檔案編輯子功能........................ 错误!未定义书签。
F7:圖形模擬......................... 错误!未定义书签。
F8:檔案管理............................... 错误!未定义书签。
F4:執行加工 (19)F1:座標顯示 (19)F2:圖形調整.......................... 错误!未定义书签。
F3:MDI 輸入.......................... 错误!未定义书签。
F4:加工參數設定...................... 错误!未定义书签。
F8:工作記錄.......................... 错误!未定义书签。
F5:警報顯示 (24)F1:現存警報 (24)F2:歷來警報 (24)第二单元机械操作面板说明 (25)第二面板操作功能說明 (25)电源开 (25)电源关 (25)紧急停止 (25)原点模式寻原点功能.............................. 错误!未定义书签。
手动运动模式 (25)手动寸动模式 (26)MPG寸动模式 (26)自动加工模式 (26)MDI加工模式 (27)MPG模拟功能 (27)单节执行 (27)主轴控制 (28)工作灯 (28)加工液 (28)程序暂停 (28)快速归始 (28)快速进给的速度 (28)文字键说明 : (29)第三单元使用新代控制器的方法 (30)原点复归 (31)手动功能(JOG ,INC_JOG ,MPG) (32)设定工作坐标 (G54..G59) (33)开启档案(编辑/联网文件夹) (34)指定一个执行NC程序 (自动) (35)刀具设定(G40/G41/G42 ,G43/G44/G49) (36)刀具长度量测 (G43/G44/G49) (37)手动资料输入 (MDI ) (38)图形模拟 (39)在新代控制器下检查NC程序 (40)第四单元程序制作指令说明 (41)G码指令一览表 (41)码指令说明 (42)第五单元新代控制器网络连接 (44)网络设定 (44)网络疑难问题解决方法 (47)联网最重要的三点 (51)第一单元新代控制器面板操作说明新代控制器面功能树状图座標切換1/2 座標清除座標相對座標全部清除設定工件座標系統機台設定F1插入循環刪除行編輯循環搜尋置換行數搜尋拷貝行插入行檔案編輯子功能快速定位教導直線切削教導圓弧教導取消圓弧中點教導刪除行教導步進連續放大縮小回復取消模擬參數設定圖形模擬開啟新檔拷貝檔案刪除檔案磁碟機輸入輸出至磁碟機RS232 輸入RS232 輸出檔案管理程式編輯F2圖形對話輸入F3座標顯示圖形調整MDI 輸入加工參數設定刀具設定工作表單執行加工F4現在警報歷來警報儲存警報警報顯示F5系統參數回到第一頁操作設定參數設定F6PLC I BitPLC O Bit PLC C BitPLC S BitPLC A Bit PLC Re gis te r PLC T ime r PLC Counte r PLC 狀態系統資料公用變數狀態軟體安裝系統備份本地語文安裝目前語文備份系統管理診\斷功能F7操作指引F8CNC 銑床屏幕部分如下所示:本书面说明:(1)程式编号(2)标题(3)时间(4)日期(5)资料输入(6)提示(7)状态(8)功能键选择主功能界面下图为新代控制器的主功能画面.新代控制器之操作,是利用屏幕下方之F1~F8功能键来操作,使用者仅须按下操作键盘上F1~F8之功能键即可进入对应的次功能:1.3.1 F1:機台設定显示现在位置的各种坐标系统,并可用于相对坐标系统的重新设定.进入本书面请按下主功能画面下的“F1 機台設定”。
台湾新代系统车床说明书
台湾新代系统车床说明书台湾新代系统车床说明书简介•概述:本文档为台湾新代系统车床的详细说明书,旨在帮助用户了解系统车床的功能和操作方法。
•目标读者:需要使用台湾新代系统车床的操作人员以及相关技术人员。
•版本信息:本说明书适用于台湾新代系统车床的最新版本。
主要功能1.加工功能–切削功能:支持各种切削操作,如钻孔、铣削、切割等。
–精确加工:精确控制各种参数,如转速、进给等,以实现高质量加工。
–自动换刀:支持自动刀具换装,提高生产效率。
2.操作功能–数字控制界面:直观的数字控制界面,方便操作人员输入参数和指令。
–预设工艺:可预设多组工艺参数,灵活实现不同的加工需求。
–手动操作:支持手动操作,方便对机床进行调整和维护。
3.系统特点–稳定性:系统运行稳定可靠,保证加工精度和效率。
–可扩展性:支持系统的扩展和升级,满足不断变化的加工需求。
–安全性:采用安全措施,保障操作人员的安全。
操作指南1.车床参数设置–设定刀具尺寸:根据加工需求,设置刀具的长度、直径等参数。
–确定工件尺寸:根据加工要求,输入工件的尺寸和形状参数。
2.加工程序编写–编写加工代码:根据工艺要求,编写相应的加工程序。
–设定加工顺序:确定各个加工步骤的执行顺序和方式。
3.加工操作步骤–打开车床电源:确保车床正常供电。
–导入加工程序:将编写好的加工程序导入系统中。
–系统检查:系统将自动进行一系列的检查,确保加工环境和参数设置正确。
–启动加工:按照加工程序指令,启动加工过程。
–监控加工:持续监控加工过程,确保加工质量和安全。
注意事项1.操作前请阅读说明书:在操作系统车床之前,请认真阅读本说明书,熟悉系统的功能和操作方法。
2.加工过程中保持专注:在加工过程中,请保持专注,及时发现并处理任何异常情况。
3.定期维护和保养:为了保证系统的正常运行,请定期对系统进行维护和保养。
总结本说明书详细介绍了台湾新代系统车床的主要功能、操作方法和注意事项。
通过仔细阅读并按照说明书操作,操作人员可以充分利用系统的功能,实现高质量的加工。
新代数控说明书
I n d e x產品規格 (3)產品機構 (4)機構尺寸圖(E Z2S) (4)板金開孔圖(E Z2S) (4)產品外觀圖(E Z2S) (5)E Z2S C O N N E C T E R介紹 (6)E Z2S接線示意圖 (7)I N:X1接腳定義&電氣介面 (8)O U T:Y1接腳定義&電氣介面 (9)H K接腳定義&電氣介面 (10)P1~P2接腳定義&電氣介面 (11)M P G接腳定義&電氣介面-1 (12)M P G接腳定義&電氣介面-2 (13)主軸接腳定義&電氣介面-1 (14)主軸接腳定義&電氣介面-2 (15)新代E Z S E R I E S數控系統規格 (16)服務據點 (17)S Y N T E C C N CE Z2S e r i e s產品規格新代ES系列控制器為低價車床控制器解決方案,內含2軸伺服控制、主軸以及手輪接口,面板前置CF讀卡機,16點I以及16點O與新代所有TB家族端子板、RIO子模組2軸伺服定位控制接口1個主軸Encoder接口,內含5V輸出1個手輪專用接口,內含A+.A-.B+.B-與外掛式手輪DI點與5V輸出面板前置cf card讀卡機輸入點數:16點(牛角接頭)輸出點數:16點(牛角接頭)第二面板專用接口(牛角接頭)外型尺寸:400mmx280mm後半部重新設計產品機構機構尺寸圖(EZ2S)板金開孔圖(EZ2S)產品外觀圖:(EZ2S)Top view Bottom ViewE Z2S C o n n e c t e r介紹P1、P2:伺服定位控制接口(D型15P)Spindle ENC:主軸ENCODER接口(D型15P)Spindle Command:主軸命令接口(歐規端子)MPG:手輪Encoder接口(D型15P)X1:輸入接口(20P牛角接頭)Y1:輸入接口(20P牛角接頭)HK:面板輸出入接口(26P牛角接頭)A、B:CF卡插槽Ethernet:網路線插孔KEYBOARD:PS/2鍵盤接頭E Z 2S 接線示意圖I N:X1接腳定義&電氣介面外部輸入介面X1在EZ2S 控制器,有一組外部輸入接頭,可直接接至各種檢測感測器(如近接、微動開關等..)配合TB16IN使用,可簡化配線。
新代车床程式说明材料-正文
車床程式製作指令說明一、G碼指令說明G00:直線快速定位指令格式:G00 X(U)___ Z(W)___;X、Z:指定點位置(絕對值方式)U、W:指定點位置(增量值方式)說明:G00指令為快速移動之定位,只能作點到點之定位,而不能有任何切削動作,主要目地在節省無切削狀況的移動時間;在車床程式中,常使用在機械原點到工件切削起點行程,或工件切削結束點回到機械原點行程。
在絕對值方式(G90)中,刀具以快速移動定位至座標系的某一位置;在增量值方式(G91)中,刀具由目前位置,以某一距離,快速移動至另一位置。
範例:Z程式說明:刀具由A點到O點未必為只用一定之路徑,可考量使用之現況而採用所要使用的方式,其刀具接近工件可使用三種方式及各三種路徑。
1. 絕對值方式:(1). G00 Z0.0; // A.→B.X40.0;// B.→O.(2). G00 X40.0 Z0.0;//A.→C.→O.(3). G00 X40.0;//A.→D.Z0.0;//D.→C.→O.2. 增量值方式:G00 W-100.0;// A.→B.U-60.0;// B.→O.G00 U-60.0 W-100.0;//A.→C.→O.G00 U-60.0;//A.→D.W-100.0;// D.→C.→O.3. 絕對值與增量值方式合併使用:(1). G00 Z0.0;或G00 W-100.0;U-60.0;X40.0;(2). G00 X40.0;或G00 U-60.0;W-100.0;Z0.0;(3). G00 X40.0 W-100.0;或G00 U-60.0 Z0.0;G01:直線切削指令格式:G01 X(U)___ Z(W)___ F___;X、Z:指定點位置(絕對值方式)U、W:指定點位置(增量值方式)F:進給率※使用G98:mm/min . in/min使用G99:mm/rev . in/rev 系統開機預設值說明:使用G01指令時,刀具由目前位置,以F 機能所設定的進給速度,做直線切削,移動到指定位置。
新代车床操作手册V8.0
目錄第一單元車床控制器面板操作說明 (3)1.1SNC車床控制器功能樹狀圖 (3)1.2 螢幕部分 (4)1.3主功能畫面 (5)1.3.1F1:機台設定畫面 (6)1.3.1.1 F1:座標切換 (7)1.3.1.2 F2:1/2 座標 (7)1.3.1.3 F3:清除座標 (7)1.3.1.4 F4:相對座標全部清除 (7)1.3.1.5 F5:座標偏移量 (8)1.3.2F2:程式編輯畫面 (9)1.3.2.1 F1:插入循環 (10)1.3.2.2 F2:刪除行 (10)1.3.2.3 F3:編輯循環 (11)1.3.2.4 F5:檔案編輯子功能 (12)1.3.2.5 F7:教導 (16)1.3.2.6F4:圖形模擬 (18)1.3.2.7 F5:檔案管理 (21)1.3.3F3:圖形對話輸入(僅有對920T) (25)1.3.4F4:執行加工畫面 (26)1.3.4.1F1:座標顯示 (26)1.3.4.2F2:圖形調整 (27)1.3.4.3 F3:MDI 輸入 (28)1.3.4.4 F4:加工參數設定 (29)1.3.4.5 F5:刀具設定 (30)1.3.4.6 F8:工作記錄 (31)1.3.5F5:警報顯示畫面 (32)1.3.5.1 F1:現存警報 (32)1.3.5.2 F2:歷來警報 (32)1.3.5.3 F5: 儲存警報 (33)1.3.6F6:參數設定 (34)1.3.6.1 F1:回到第一頁 (34)1.3.7F7:診斷功能 (35)1.3.7.1 F1:PLC 狀態 (36)1.3.8F8:操作指引 (38)第二單元機械操作面板說明 (39)2.1第二面板操作功能說明 (39)2.1.1電源開 (39)2.1.2電源關 (39)2.1.3緊急停止 (39)2.1.4原點模式尋原點功能 (39)2.1.5手動連動模式 (39)2.1.6手動寸動模式 (40)2.1.7MPG寸動模式 (40)2.1.8自動加工模式 (40)2.1.9MDI加工模式 (41)2.1.10MPG模擬功能 (41)2.1.11程式空跑 (41)2.1.12單節執行 (42)2.1.13選擇停止 (42)2.1.14選擇跳躍 (42)2.1.15主軸控制 (43)2.1.16工作燈 (43)2.1.17加工液 (43)2.1.18工作台升 (43)2.1.19台面上升控制 (43)2.2文字鍵說明: (44)第三單元使用新代車床控制器900TE 方法 (46)3.1手動功能(JOG ,INC_JOG ,MPG) (47)3.2 原點復歸 (48)3.3 開啟檔案(編輯/軟碟機/RS232 ) (49)3.4 刀具設定(G40/G41/G42 ,G43/G44/G49) (50)3.5 刀具長度量測(G43/G44/G49) (51)3.5.1Z軸刀具長度測量程序 (52)3.5.2X軸刀具長度測量程序 (53)3.5.3刀具磨耗設定 (54)3.5.4刀鼻設定: (55)3.6 設定工作座標(G54..G59) (56)3.7 手動資料輸入(MDI ) (57)3.8 指定一個執行NC程式(自動) (58)3.9 圖形模擬 (59)3.10在新代控制器下檢查NC程式 (60)3.11.1 RS232功能 (61)3.11.2 DNC功能 (63)3.11.3 新代控制器軟體取代DNC軟體做RS232功能 (65)第一單元 車床控制器面板操作說明1.1 S N C 車床控制器功能樹狀圖座標切換1/2 座標清除座標相對座標全部清除設定工件座標系統機台設定F1插入循環刪除行編輯循環搜尋置換行數搜尋拷貝行插入行檔案編輯子功能快速定位教導直線切削教導圓弧教導取消圓弧中點教導刪除行教導步進連續放大縮小回復取消模擬參數設定圖形模擬開啟新檔拷貝檔案刪除檔案磁碟機輸入輸出至磁碟機RS232 輸入RS232 輸出檔案管理程式編輯F2圖形對話輸入F3座標顯示圖形調整MDI 輸入加工參數設定刀具設定工作表單執行加工F4現在警報歷來警報儲存警報警報顯示F5系統參數回到第一頁操作設定參數設定F6PLC I BitPLC O Bit PLC C BitPLC S BitPLC A Bit PLC Re g is te r PLC T ime r PLC Co unte r PLC 狀態系統資料公用變數狀態軟體安裝系統備份本地語文安裝目前語文備份系統管理診斷功能F7操作指引F8CNC 車床1.2 螢幕部分如下所示:本畫面說明:(1)程式編號(2)標題(3)時間(4)日期(5)資料輸入(6)提示(7)狀態(8)功能鍵選擇1.3主功能畫面下圖為SNC車床控制器的主功能畫面。
车床程式范例
程式範例介紹(一 )外徑加工程式範例:G71 、G72 、G73(二 )內徑加工程式範例:G71 、G72 、G73(三 )外牙加工程式範例:G33 、G78 、G76(四 )內牙加工程式範例:G33 、G78 、G76(五 )鑽孔加工程式範例:G83 、G87 、G187(六 )攻牙加工程式範例:G84 、G88 、G188(七 )搪孔加工程式範例:G85 、G89 、G189(八 )切槽加工程式範例:G74 、G75(九 )切斷加工程式範例:G01 、G75(十 )车床F, S机能介紹外徑加工程式範例:G71 、G72 、G73 G71 複合型橫向(外徑 )程式範例G95 M3 S1000;T0101;----------------------外徑粗車刀G00 X20. Z2.;---------------下刀起始點G71 U2. R1;-----------進刀2.mm退刀1.mmG71 P1 Q2 U1. W0.5 F0.2;----X 精車 0.5mm------------ Z精車 0.5mm ,進給 0.2mm/revN1 G00 X4.;G01 Z-10.;X12.;Z-13.;欲循環車削輪廓X18. Z-17.5;Z-21.5;N2 G00 X20.;G00X50. Z20.;--------------換刀點T0202;------------------外徑精車刀G00X20. Z2.;-----------下刀起始點G70 P1 Q2;--------------精車削循環G28U0. W0.;------------回機械原點M05;M30;G72 複合型徑向 (端面 )程式範例G95 M3 S1000;T0101;----------------------外徑粗車刀G00X20. Z2.;---------------下刀起始點G72 W2. R1.;----------進刀 2.mm 退刀 1.mm G72 P1 Q2 U1. W0.5 F0.2;----X 精車 0.5mm ------------Z 精車 0.5mm ,進給 0.2mm/revN1 G00 Z-21.5;G01 X18.;Z-17.5;X12. Z-13.;欲循環車削輪廓Z-10.;X4.;N2Z2.;G00X50. Z20.;--------------換刀點T0202;------------------外徑精車刀G00X20. Z2.;-----------下刀起始點G70 P1 Q2;--------------精車削循環G28U0. W0.;------------回機械原點M05;G73 複合型輪廓程式範例G95 M3 S1000;T0101;----------------------外徑粗車刀G00 X25. Z2.;---------------下刀起始點G73 U2. W2. R3;------進刀1.mm,分刀4次G73 P1 Q2 U1. W0.5 F0.2;----X 精車 0.5mm ------------Z 精車 0.5mm ,進給 0.2mm/revN1 G00 X4.;G01 Z-10.;X12.;Z-13.;欲循環車削輪廓X18. Z-17.5;Z-21.5;N2 G00 X25.;G00 X50. Z20.;--------------換刀點T0202;------------------外徑精車刀G00 X25. Z2.;-----------下刀起始點G70 P1 Q2;--------------精車削循環G28 U0. W0.;------------回機械原點M05;M30;外徑自動導角加工程式範例:G71 、G72 、G73 G71 複合型橫向 (外徑 )自動導角範例G95 M3 S1000;T0101;----------------------外徑粗車刀G00 X20. Z2.;---------------下刀起始點G71 U2. R1.;----------進刀2.mm退刀1.mmG71 P1 Q2 U1. W0.5 F0.2;----X 精車 0.5mm------------Z 精車 0.5mm ,進給 0.2mm/revN1 G00 X4.;G01 Z-10.;X12. ,R2.;欲循環車削輪廓Z-13.;X18. A146 ,R5.;Z- 21.5;N2 G00 X20.;G00 X50. Z20.;------------換刀點T0202;----------------外徑精車刀G00 X20. Z2.;---------下刀起始點G70 P1 Q2;------------精車削循環G28 U0. W0.;----------回機械原點M05;M30;G72 複合型徑向 (端面 )自動導角範例G95 M3 S1000;T0101;----------------------外徑粗車刀G00 X20. Z2.;---------------下刀起始點G72 W2. R1.;----------進刀2.mm退刀1.mmG72 P1 Q2 U1. W0.5 F0.2;----X 精車 0.5mm------------Z0.5mm0.2mm/revN1 G00 Z-21.5 ;G01 X18.;Z-17.5 ,R5.;欲循環車削輪廓X12. A146;Z-10. ,R2.;X4.;N2Z2.;G00 X50. Z20.;-------------換刀點T0202;-----------------外徑精車刀G00 X20. Z2.;----------下刀起始點G70 P1 Q2;-------------精車削循環G28 U0. W0.;-----------回機械原點M05;M30;G73 複合型輪廓自動導角範例G95 M3 S1000;T0101;----------------------外徑粗車刀G00 X25. Z2.;---------------下刀起始點G73 U2. W2. R3;------進刀1.mm,分刀4次G73 P1 Q2 U1. W0.5 F0.2;----X 精車 0.5mm------------Z 精車 0.5mm ,進給 0.2mm/revN1 G00 X4.;G01 Z-10.;X12. ,R2.;Z-13.;欲循環車削輪廓X18. A146 ,R10.;Z-21.5;N2 G00 X25.;G00 X50. Z20.;--------------換刀點T0202;------------------外徑精車刀G00X25. Z2.;-----------下刀起始點G70 P1 Q2;--------------精車削循環G28U0. W0.;------------回機械原點M05;M30;內徑加工程式範例: G71 、G72 、G73 G71 複合型橫向內徑程式範例G95 M3 S1000;T0101;----------------------內徑粗車刀G00 X5. Z2.;----------------下刀起始點G71 U1. R0.5;-------進刀1.mm退刀0.5mmG71 P1 Q2 U-1.W0.5 F0.2;----X 精車 0.5mm------------Z 精車 0.5mm ,進給 0.2mm/revN1 G00 X15;G01 Z0.;X12. Z-6.;Z-9.;欲循環車削輪廓X8.;Z-15.;N2 G00 X5.;G00 X50. Z20.;------------換刀點T0202;----------------內徑精車刀G00 X5. Z2.;----------下刀起始點G70 P1 Q2;------------精車削循環G28 U0. W0.;----------回機械原點M30;G72 複合型橫向內徑程式範例G95 M3 S1000;T0101;----------------------內徑粗車刀G00 X5. Z2.;----------------下刀起始點G72 W2. R0.5;-------進刀2.mm退刀0.5mmG72 P1 Q2 U-1.W0.5 F0.2;----X 精車 0.5mm------------Z 精車 0.5mm ,進給 0.2mm/revN1 G00 Z-15;G01 X8.;Z-9.;X12.;欲循環車削輪廓Z-6.;X15. Z0.;N2 G00 Z2.;G00 X50. Z20.;-------------換刀點T0202;-----------------內徑精車刀G00 X5. Z2.;-----------下刀起始點G70 P1 Q2;-------------精車削循環G28 U0. W0.;-----------回機械原點M30;G73 複合型橫向內徑程式範例G95 M3 S1000;T0101;----------------------外徑粗車刀G00 X7. Z2.;----------------下刀起始點G73 U-2. W2. R3;-----進刀1.mm,分刀4次G73 P1 Q2 U-1.W0.5 F0.2;----X 精車 0.5mm------------Z 精車 0.5mm ,進給 0.2mm/revN1 G00 X15;G01 Z0.;Z-6.;X12.;欲循環車削輪廓X8. Z-9.;Z-15;N2 G00 X7.;G00X50. Z20.;-------------- 換刀點T0202;------------------外徑精車刀G00X7. Z2.;------------下刀起始點G70 P1 Q2;--------------精車削循環G28U0. W0.;------------回機械原點M30;內徑自動導角加工程式範例:G71 、G72 、G73 G71 複合型橫向內徑自動導角範例G95 M3 S1000;T0101;----------------------內徑粗車刀G00 X5. Z2.;----------------下刀起始點G71 U1. R0.5;-------進刀1.mm退刀0.5mmG71 P1 Q2 U-1.W0.5 F0.2;----X 精車 0.5mm ------------Z 精車 0.5mm ,進給 0.2mm/revN1 G00 X15;G01 Z0.;X12. Z-6.;Z-9. ,R1.;欲循環車削輪廓X8. ,C1.;Z-15;N2 G00 X5.;G00 X50. Z20.;--------------換刀點T0202;------------------內徑精車刀G00 X5. Z2.;------------下刀起始點G70 P1 Q2;--------------精車削循環G28 U0. W0.;------------回機械原點M30;G72 複合型橫向內徑自動導角範例G95 M3 S1000;T0101;----------------------內徑粗車刀G00 X5. Z2.;----------------下刀起始點G72 W2. R0.5;-------進刀2.mm退刀0.5mmG72P1 Q2 U-1.W0.5 F0.2;----X 精車 0.5mm------------Z 精車 0.5mm ,進給 0.2mm/revN1 G00 Z-15;G01 X8.;Z-9. ,C1.;X12.,R1.;欲循環車削輪廓Z-6.;X15.Z0.;N2 G00 Z2.;G00X50. Z20.;--------------換刀點T0202;------------------內徑精車刀G00X5. Z2.;------------下刀起始點G70 P1 Q2;--------------精車削循環G28U0. W0.;------------回機械原點M30;G73 複合型橫向內徑自動導角範例G95 M3 S1000;T0101;----------------------外徑粗車刀G00 X7. Z2.;----------------下刀起始點G73 U-2. W2. R3;-----進刀1.mm,分刀4次G73 P1 Q2 U-1.W0.5 F0.2;----X0.5mm------------Z 精車 0.5mm ,進給 0.2mm/revN1 G00 X15;G01 Z0.;Z-6. ,R1.;X12.;欲循環車削輪廓X8. A-146 ,C1.;Z-15;N2 G00 X7.;G00 X50. Z20.;--------------換刀點T0202;------------------外徑精車刀G00 X7. Z2.;------------下刀起始點G70 P1 Q2;--------------精車削循環G28 U0. W0.;------------回機械原點M30;外牙加工程式範例:G33 、G78 、G76 G33 平行外螺紋程式範例G95 M3 S800;T0101 ;----------------------外徑車牙刀G00X8. Z2.;----------------下刀起始點X5.5;-----進刀量 0.5mm(6.0-0.5=5.5)G33Z-20. F1.;-------- 第一次粗車外螺紋G00X8.;Z2.;X5.1; -----進刀量 0.4mm(5.5-0.4=5.1)G33Z-20.; ------------第二次粗車外螺紋G00X8.;Z2.;X4.8; -----進刀量 0.3mm(5.1-0.3=4.8)G33Z-20.;------------ 第三次粗車外螺紋G00X8.;Z2.;X4.7;----- 進刀量 0.1mm(4.8-0.1=4.7)G33Z-20.;------------ 第四次精車外螺紋G00X8.;Z2.;M30;G78 直線外螺紋循環程式範例G95 M03 S300;--------- 螺紋線越多轉速要越慢T0101; -----------------外徑車牙刀G00X10.Z2.;----------下刀起始點G78X5.5Z-20. H2 F1.;- 第一次粗車,進刀 0.5(6.0-0.5=5.5), 2線螺紋,螺距 1.0mm X5.1;--------------第二次粗車,進刀 0.4(5.5-0.4=5.1)X4.8;--------------第三次粗車,進刀 0.3(5.1-0.3=4.8)X4.7;--------------第四次精車,進刀 0.1(4.8-0.1=4.7)M05;M30;G78 錐度外螺紋循環程式範例G95 M03 S250;-------------- 螺紋線越多轉速要越慢T0101; ----------------------外徑車牙刀G00X12. Z2.;---------------下刀起始點G78X9. Z-20. R-1.75 H3 F1.;一粗車,進0.5(6.0-0.5=5.5), 2線螺紋,螺距 1.0mm X8.5;-------------------二粗車,進 0.4(5.5-0.4=5.1)X8.3;-------------------三粗車,進 0.3(5.1-0.3=4.8)X8.2;-------------------四精車,進 0.1(4.8-0.1=4.7)M05;M30;G78 直線外多線螺紋循環程式範例G95 M03 S800;T0101; -----------------外徑車牙刀G00X10.Z2.;----------下刀起始點G78X5.5Z-20. F1.;----第一次粗車,進刀量0.5mm(6.0-0.5=5.5) ,螺距 1.0mm X5.1;--------------第二次粗車,進刀量 0.4mm(5.5-0.4=5.1)X4.8;--------------第三次粗車,進刀量0.3mm(5.1-0.3=4.8)X4.7;--------------第四次精車,進刀量0.1mm(4.8-0.1=4.7)M05;M30;G78 錐度外多線螺紋循環程式範例G95 M03 S800;T0101; --------------------外徑車牙刀G00X12. Z2.;-------------下刀起始點G78X9. Z-20. R-1.75 F1.;- 第一次粗車,進刀量0.5mm(6.0-0.5=5.5) ,螺距 1.0mm X8.5;-----------------第二次粗車,進刀量 0.4mm(5.5-0.4=5.1)X8.3;-----------------第三次粗車,進刀量 0.3mm(5.1-0.3=4.8)X8.2;-----------------第四次精車,進刀量0.1mm(4.8-0.1=4.7)M05;M30;G76 直線外螺紋循環程式範例G95 M03 S800;T0101; ----------------------------外徑車牙刀G00 X8. Z2.;----------------------下刀起始點G76 P020560 Q250 R0.1;------------精車2次,倒角退刀0.5mm , 60 牙刀,----------------------------------第 2回每次進刀距離0.5mm ,精車預留量0.2mmG76 X4.7 Z-20. P1300 Q500 F1.;----牙底4.7mm,牙長20.mm,牙高1.3mm,----------------------------------第 1回粗車進刀距離 1.mm ,螺紋節距 1.mmM05;M30;G76 斜線外螺紋循環程式範例G95 M03 S800;T0101;------------------------外徑車牙刀G00 X12. Z2.;-----------------下刀起始點G76 P020560 Q250 R0.1;--------精車2次,倒角退刀0.5mm , 60 牙刀,------------------------------ 第 2回每次進刀距離0.5mm ,精車預留量0.2mmG76 X8.2 Z-20. R-1.75 P1300 Q500 F1.;-----------------------------------------------牙底8.2mm,牙長20.mm,斜線螺紋半徑差值-1.75 ,牙高 1.3mm---------------第1回粗車進刀距離1.mm ,螺紋節距 1.mmM05;M30;內牙加工程式範例: G33 、G78 、G76G33 平行內螺紋程式範例G95 M3 S800;T0101 ;--------------------------內徑車牙刀G00X4. Z4.;--------------------下刀起始點X5.2;---------進刀量 0.5mm(4.7+0.5=5.2)G33Z-8. F1.; ------------第一次粗車外螺紋G00X4.;Z4.;X5.6; ---------進刀量 0.4mm(5.2+0.4=5.6)G33Z-8.; ----------------第二次粗車外螺紋G00X4.;Z4.;X5.9; ---------進刀量 0.3mm(5.6+0.3=5.9)G33Z-8.; ----------------第三次粗車外螺紋G00X4.;Z4.;X6.; ----------進刀量 0.1mm(5.9+0.1=6.0)G33Z-8.; ----------------第四次精車外螺紋G00X4.;Z4.;M30;G78 直線內螺紋循環程式範例G95 M03 S800;T0101; ---------------內徑車牙刀G00X6. Z4.;---------下刀起始點G78X8.5 Z-8. F1.5;-- 第一次粗車,進刀量 0.5mm(8.0+0.5=8.5),螺距 1.5mm X9.0;--- 第二次粗車,進刀量0.5mm(8.5+0.5=9.0)X9.4;--- 第三次粗車,進刀量0.4mm(9.0+0.4=9.4)X9.7;--- 第四次精車,進刀量0.3mm(9.4+0.3=9.7)X9.9;--- 第五次精車,進刀量0.2mm(9.7+0.2=9.9)X10.;--- 第六次精車,進刀量0.1mm(9.9+0.1=10.)M05;M30;G78 錐度內螺紋循環程式範例G95 M03 S800;T0101; ---------------------內徑車牙刀G00X5. Z4.;---------------下刀起始點G78X7.1 Z-8. R1.5 F1.5;---第一次粗車,進刀量 0.5mm(6.6+0.5=7.1)螺距 1.5mm X7.6;-- 第二次粗車,進刀量0.5mm(7.1+0.5=7.6)X8.0;-- 第三次粗車,進刀量0.4mm(7.6+0.4=8.0)X8.3;-- 第四次精車,進刀量0.3mm(8.0+0.3=8.3)X8.4;-- 第五次精車,進刀量0.2mm(8.3+0.2=8.4)X8.5;-- 第六次精車,進刀量0.1mm(8.4+0.1=8.5)M05;M30;G78 直線內多線螺紋循環程式範例G95 M03 S500 ;-------- 螺紋線越多轉速要越慢T0101; ----------------內徑車牙刀G00 X6. Z4.;----------下刀起始點G78 X8.5 Z-8. H2 F1.5; 一粗車,進 0.5(8.0+0.5=8.5), 2線螺紋,螺距 1.5mm X9.0;-------------二粗車,進 0.5(8.5+0.5=9.0)X9.4;-------------三粗車,進 0.4(9.0+0.4=9.4)X9.7;-------------四精車,進 0.3(9.4+0.3=9.7)X9.9;-------------五精車,進 0.2(9.7+0.2=9.9)X10.;-------------六精車,進 0.1(9.9+0.1=10.)M05;M30;G78 錐度內多線螺紋循環程式範例G95 M03 S300;---------------- 螺紋線越多轉速要越慢T0101; -----------------------內徑車牙刀G00 X5. Z4.;-----------------下刀起始點G78 X7.1 Z-8. R1.5 H3 F1.5;--一粗車,進0.5(6.6+0.5=7.1),3線螺紋-----------------------------螺距 1.5mmX7.6;------------------二粗車,進 0.5(7.1+0.5=7.6) X8.0;----------三粗車,進 0.4(7.6+0.4=8.0)X8.3;----------四精車,進 0.3(8.0+0.3=8.3)X8.4;----------五精車,進 0.2(8.3+0.2=8.4)X8.5;----------六精車,進 0.1(8.4+0.1=8.5)M05;M30;G76 直線內螺紋循環程式範例G95 M03 S800;T0101; ----------------------內徑車牙刀G00 X5. Z4.;----------------下刀起始點G76 P020560 Q300 R0.1;------精車2次,倒角退刀0.5mm , 60 牙刀,---------------------------- 第 2回每次進刀距離0.6mm ,精車預留量0.2mmG76 X10. Z-8. P1948 Q750 F1.5;牙底10.mm,牙長8.mm,牙高1.948mm------------------------------ 第 1回粗車進刀距離 1.5mm ,螺紋節距 1.5mmM05;M30;,G76 斜線內螺紋循環程式範例G95 M03 S800;T0101; ----------------------內徑車牙刀G00 X5. Z1.126;-------------下刀起始點G76 P020060 Q300 R0.1;------精車2次,倒角退刀0.mm , 60 牙刀,---------------------------- 第 2回每次進刀距離0.6mm ,精車預留量0.2mmG76 X8.5 Z-8. R0.75 P1948 Q750 F1.5;------------------------------------------ 牙底 8.5mm ,牙長 8.mm ,斜線螺紋半徑差值 1.5mm ,牙高----------- 第 1回粗車進刀距離 1.5mm ,螺紋節距 1.5mmM05;M30;1.948mm,程式範例介紹鑽孔加工程式範例:攻牙加工程式範例:搪孔加工程式範例:G83 、 G87 、 G187 G84 、 G88 、 G188 G85 、 G89 、 G189固定循環介紹 :使用含有固定循環G 碼功能的單節指令,可以簡化一般以多個單節指令的加工程序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
設定X-Y工作平面
G17
21
設定Z-X工作平面
G18
21
設定Y-Z工作平面
G19
21
英制單位加工
G20
22
公制單位加工
G21
22
參考點復歸
G28
23
從參考點復歸
G29
24
任意參考點回歸
G30
25
跳越機能
G31
26
螺牙切削
G32
28
刀具半徑補償消除
G40
35
刀具半徑左補償
G41
35
刀具半徑右補償
G42
U、W
從起點到終點之向量值
3
起點到圓心之距離
I、J、K中之二軸
自圓弧起點到圓心之向量值
圓弧半徑
R
圓弧半徑
4
進給率
F
沿圓弧之進刀速率
圖示:
1.
(1). G02圓弧切削
a.使用R值方式
b.使用I、K方式
(2). G03圓弧切削
a.使用R值方式
b.使用I、K方式
程式說明:
T01;//使用1號刀具
G50 S10000;//主軸最高轉速限制10000 rpm
F:進給率※使用G98:mm/min . in/min
使用G99:mm/rev . in/rev系統開機預設值
說明:
使用G01指令時,刀具由目前位置,以F機能所設定的進給速度,做直線切削,移動到指定位置。其所能加工的形態包括:外(內)徑、端面、外(內)錐度、外(內)槽、倒角..等。
範例:
程式說明:
G50 X50.0 Z160.0 S10000;//程式原點設定,最高轉速10000 rpm
Z0.0;//D.C.O.
2.增量值方式:
G00 W-100.0;//A.B.
U-60.0;// B.O.
G00 U-60.0 W-100.0;//A.C.O.
G00 U-60.0;//A.D.
W-100.0;// D.C.O.
3.絕對值與增量值方式合併使用:
(1). G00 Z0.0;或G00 W-100.0;
U-60.0;X40.0;
(2). G00 X40.0;或G00 U-60.0;
W-100.0;Z0.0;
(3). G00 X40.0 W-100.0;或G00 U-60.0 Z0.0;
G01
指令格式:
G01 X(U)___Z(W)___F___;
X、Z:指定點位置(絕對值方式)
U、W:指定點位置(增量值方式)
範例:
程式說明:
刀具由A點到O點未必為只用一定之路徑,可考量使用之現況而採用所要使用的方式,其刀具接近工件可使用三種方式及各三種路徑。
1.絕對值方式:
(1). G00Z0.0;// A.B.
X40.0;// B.O.
(2). G00 X40.0 Z0.0;//A.C.O.
(3). G00 X40.0;//A.D.
G96 S130 M03;//周速一定,表面速度130 m/min,主軸正轉
M08;//打開切削劑
G00 X0.0 Z41.0;//快速定位O.P0
G01 Z40.0 F0.6;//直線切削,進給率為0.6 mm/rev,P0P1
X10.0;//P1P2
G03 X20. Z35.0 R5.0;//逆時針方向圓弧切削P2P3,半徑5mm
35
座標系統設定/主軸最高轉速限制
G50
44
局部座標設定
G52
45
機械座標定位
G53
46
工作座標系統設定
G54~G59.9
47
單一巨集程式呼叫
G65
49
模式巨集程式呼叫
G66
50
模式巨集程式呼叫取消
G67
50
精車削循環
G70
52
橫向(外徑)粗車削循環
G71
56
徑向(端面)粗車削循環
G72
Hale Waihona Puke 63成形輪廓粗車削循環G92
92
端面車削循環
G94
96
等表面切削速度
G96
100
等表面切削速度取消
G97
100
每分鐘進給量(mm/min.)
G98
101
每轉進給量(mm/rev.)
G99
101
G00
指令格式:
G00 X(U)___Z(W)___;
X、Z:指定點位置(絕對值方式)
U、W:指定點位置(增量值方式)
說明:
G00指令為快速移動之定位,只能作點到點之定位,而不能有任何切削動作,主要目地在節省無切削狀況的移動時間;在車床程式中,常使用在機械原點到工件切削起點行程,或工件切削結束點回到機械原點行程。在絕對值方式(G90)中,刀具以快速移動定位至座標系的某一位置;在增量值方式(G91)中,刀具由目前位置,以某一距離,快速移動至另一位置。
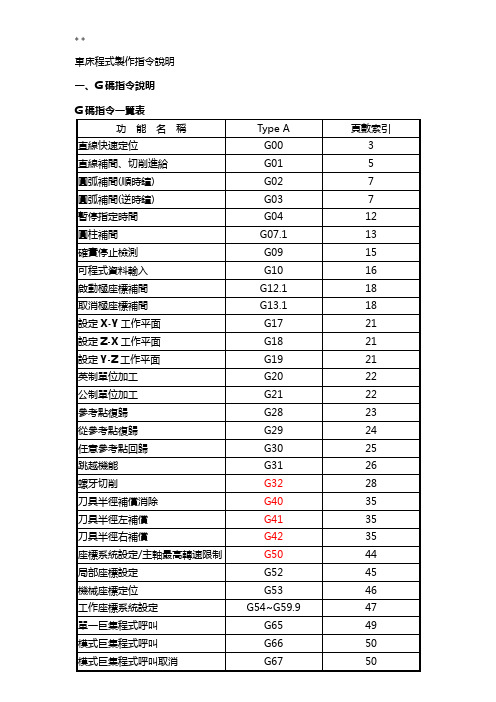
車床程式製作指令說明
一、
G
功 能 名 稱
Type A
頁數索引
直線快速定位
G00
3
直線補間、切削進給
G01
5
圓弧補間(順時鐘)
G02
7
圓弧補間(逆時鐘)
G03
7
暫停指定時間
G04
12
圓柱補間
G07.1
13
確實停止檢測
G09
15
可程式資料輸入
G10
16
啟動極座標補間
G12.1
18
取消極座標補間
G13.1
R:圓弧半徑(限180∘以內)
I、K:圓弧起點至圓心的X(Z)軸向距離,視其方向以有正負號之別
F:切削進給率
說明:
車床數值工具機之G02.G03指令為指定刀具在X-Z平面上做圓弧軌跡切削,其參數之設定依下表給予:
設定資料
指令
定義
1
刀具路徑方向
G02
順時鐘方向
G03
逆時鐘方向
2
終點位置
X、Z
所切削圓弧之終點座標
G73
69
端面(Z軸)啄式加工循環
G74
71
橫向(X軸)啄式加工循環
G75
73
複合型螺紋切削固定循環
G76
75
鑽孔循環取消
G80
79
端面鑽孔循環
G83
81
端面攻牙循環
G84
84
端面搪孔循環
G85
86
側面鑽孔循環
G87
81
側面攻牙循環
G88
84
側面搪孔循環
G89
86
外徑/內徑車削循環
G90
88
螺紋車削循環
X40.0 Z20.0;//P5P6
Z0.0;//P6P7
G00 X50.0;//快速退刀
Z160.0;//回到原點
M05 M09;//主軸停止,關掉切削劑
M30;//程式結束
G02
指令格式:
G02:指定刀具做順時鐘方向圓弧切削
G03:指定刀具做逆時鐘方向圓弧切削
X(U)、Z(W):圓弧的終點座標值
T01;//使用1號刀具
G96 S130 M03;//設周速一定,表面速度130m/min,主軸正轉
M08;//打開切削劑
G00 X20.0 Z111.0;//快速定位至指P0
G01 Z90.0 F0.6;//直線切削P0P2
X26.0;//P2P3
X30.0 Z88.0;//P3P4
Z60.0;//P4P5
G01 Z25.0;//P3P4
G02 X30.0 Z20. R5.0;//順時針方向圓弧切削P4P5,半徑5mm
G01 X40.0;//P5P6
G03 X50.0 Z15.0 R5.0;//逆時針方向圓弧切削P6P7,半徑5mm