压力机的选择资料
材料成型课程设计-导板式落料模设计

材料成型课程设计-导板式落料模设计课程设计说明书题目: 导板式落料模课程设计班级:材料成型及控制工程学号:姓名:指导老师:时间: 2011年1月14日1序言首先,冷冲模课程设计是模具专业,在学习过程中是一个重要的实践性学习环节,其目的是:1.应用本专业所学知识和实训技能,进行一次冲压设计工作的实际能力,在提高独立分析和解决实际问题的能力。
2.通过查设计资料手册熟悉设计标准和技术规定,通过方案认证设计与计算,计算机辅助绘图,数据处理与综合分析编写与设计说明书等环节,进行工程师的基础训练,培养从科研工作的初步能力。
3.培养勤奋求实,团结互助,勇于创新的优良品质。
其次,冲裁模具的基本结构及工作原理如下冲裁模具按工序组合程度可分为:简单冲裁模、连续冲裁模、复合冲裁模。
(一)简单冲裁模即敞开模1、定义:它是指在一次冲裁中只完成冲孔或落料的一个工序。
2、简单冲裁模按其导向方式可分为:(1)无导向单工序模它的特点是结构简单,重量轻、尺寸较小、模具制造容易、成本低廉。
但冲模使用安装时麻烦,模具寿命低,冲栽件精度差,操作也不安全。
无导向简单冲模适用于精度要求不高、形状简单、批景小或试制的冲裁件。
(2)导板式简单冲裁模模精度高、寿命长、使用安装帧、操作安全,.但制造比较复杂。
一般适用于形状较简单、尺寸不大的工件。
(3)导柱式简单冲裁模由于这模具准确可靠,能保证冲裁间隙的均匀,冲裁的工件应用最广泛的一种冲模,适合大批量生产。
(二)连续冲裁模1、连续冲裁模的定义:按一定的先后程序,在冲床的滑块的一次到和中,在模具的不同位置上,完成冲孔,落料导两个的上的冲后工序的冲裁模,又称及进模或跳步模。
2、连续冲裁模的定位原理可分为:导正销定位原理、侧刃定距原理(三)复合冲裁模21、复合冲裁模的定义:在部床滑块的一次行程中,在冲模的同一工位上同时完成内孔和外形两种的上工序的冲裁模。
2、复合冲裁模按结构可分为:正装式复合模、倒装式复合模最后,希望通过本次冷冲模课程设计,能进一步巩固课程,扩大所学到的知识,加深对知识的理解。
100压力机说明书资料
YN32-100 四柱式液压机使用说明书公称力1000kN出厂编号:中华人民共和国敬告用户1.操作机器前,请详细阅读使用说明书。
不了解机器结构性能及操作程序者不得擅自开动机器及拆卸维修。
2.如需进入机器行程空间内检修或调整模具,必须在滑块下加安全支撑。
3.严禁超载、超行程及超过最大偏心距使用。
4.拆卸管路时,必须将滑块放至下死点。
5.非专业人员不得对电气线路进行拆卸、改动。
6.电气设备接地必须牢固、可靠。
目录一.外形总图二.用途和特点三.主要技术规格四.结构概述五.液压系统概述六.电气系统概述七.安装和试车八.故障和消除方法九.维修保养和安全操作规程十.易损件表及附图1.工作台俯视图2.滑块仰视图3.主缸结构图4.顶出缸结构图5.液压原理图6.电气原理图7.地基图二.用途和特点:本机器适用于可塑性材料的压制工艺,如冲裁、弯曲、翻边、薄板拉伸等。
也可从事于校正、压装、砂轮成型、冷挤金属零件成型、塑料制品及粉末制品的压制成型工艺。
本机器具有独立的动力机构和电气系统。
并采用按钮集中控制,可实现调整、手动和半自动三种操作方式。
本机器的工作压力、压制速度、行程范围均可根据工艺需要进行调整。
并能完成定压及定程成型两种工艺方式。
定压成型工艺方式在压制后具有保压、延时和自动回程动作。
三.主要技术规格:四.结构概述:本机器由主机及控制机构两大部分组成,通过管路及电气系统装臵联系起来构成完整的一体。
主机部分为机身、主缸、顶出缸三部分组成。
控制机构包括动力机构、限程装臵、管路、电气箱、操纵箱等几部分组成。
现将各部分结构和作用分述如下:(一)机身:(见外形总图)机身由上横梁、滑块、工作台、立柱、锁紧螺母及调节螺母等组成。
固定于机座上面依靠四个立柱为骨架,上横梁及工作台由锁紧螺母固定于两端。
机器精度靠调节螺母及紧固于上横梁上端的锁紧螺母来调整。
滑块与主缸活塞联接,依靠四柱作导向上下运行,内装有导向套。
滑块及工作台工作表面均有T形槽,以便安装模具,T形槽尺寸见附图1及附图2。
100压力机说明书资料
100压力机说明书资料一、产品概述100压力机是一种用于进行金属材料的压力加工的机械设备。
它采用先进的液压系统和电气控制系统,具备高效、稳定、安全的特点,可广泛应用于各种金属制品的成型、冲压、压铸等工艺过程中。
二、产品特点1. 强大的压力能力:100压力机采用高品质的液压缸和液压泵,能够提供稳定而强大的压力输出,满足各种金属材料的加工需求。
2. 灵活的操作控制:100压力机配备先进的电气控制系统,具备多种操作模式,操作简单方便,可根据不同的加工要求进行灵活调整。
3. 安全可靠的设计:100压力机采用多重安全保护装置,如过载保护、紧急停机按钮等,确保操作人员的安全。
4. 高效节能的性能:100压力机采用节能型液压系统和先进的节能控制技术,能够降低能源消耗,提高生产效率。
三、产品规格1. 压力范围:100压力机的压力范围可根据客户需求进行定制,常见的压力范围为100吨至1000吨。
2. 工作台尺寸:100压力机的工作台尺寸也可根据客户需求进行定制,常见的工作台尺寸为1000mm×1000mm至2000mm×2000mm。
3. 行程长度:100压力机的行程长度可根据客户需求进行定制,常见的行程长度为200mm至500mm。
四、产品应用100压力机广泛应用于各种金属制品的成型、冲压、压铸等工艺过程中。
例如,它可以用于汽车零部件的冲压成型、家电产品的外壳成型、铝合金门窗的压铸等。
五、产品优势1. 高效生产:100压力机具备快速下压和迅速回程的特点,能够实现高效的生产效率,提高生产线的产能。
2. 优质成型:100压力机的液压系统具备较高的控制精度和稳定性,能够保证金属制品的成型质量,减少不良品率。
3. 节能环保:100压力机采用先进的节能技术,能够降低能源消耗,减少对环境的影响。
4. 灵活适应:100压力机的操作控制灵活多样,可根据不同的加工要求进行调整,适应各种工件的加工需求。
六、操作注意事项1. 在操作100压力机之前,必须仔细阅读并熟悉本说明书,确保操作人员了解设备的结构、性能和操作方法。
施密特气动压力机技术资料

The application determines the selection of the press system. Consideration is given to the flexible design of the assembly location taking into account the ergonomic and safety aspects. These characteristics are achieved by means of a finely adjusted, modular type product range. The efficiency and increased process reliability of these press systems have been proven many thousands of times, in single applications, semi-automated assembly systems and have been integrated into automated production lines.
3 Pneumatic Control Package Two-channel pneumatic package (as shown) is based on a modular valve block, designed to operate with filtered, non lubricated air, supply pressure range of 3 – 6 bar.
24 | SCHMIDT ® Presses
From 1,6 kN to 12,5 kN
Press Type
Working stroke
闭式单点压力机原理[7篇]
![闭式单点压力机原理[7篇]](https://img.taocdn.com/s3/m/5bae81c3b8f3f90f76c66137ee06eff9aef84995.png)
闭式单点压力机原理[7篇]以下是网友分享的关于闭式单点压力机原理的资料7篇,希望对您有所帮助,就爱阅读感谢您的支持。
闭式单点压力机原理第一篇JE31 系列闭式单点压力机用途与结构性能:该系列压力机采用整体框架结构,刚性好, 动态精度高, 宽敞的作业空间, 广泛适用于精密加工以及自动化生产。
◆钢板焊接机身, 框架半闭式结构, 变形小, 刚度好;◆箱式六面导轨,精度稳定性好;◆组合式气动摩擦离合器制动器,机动润滑;JE31◆采用液压过载保护,电气采用PLC 控制◆另可配快速换模、气垫、光电保护装置、自动送料装置及变速装置。
主要技术参数Specification项目名称Item单位JE31-100 JE31-125 JE31-160 JE31-200 JE31-250 JE31-315 JE31-400 Unit 毫米1000 mm 毫米5 mm 毫米140 mm125016002000250031504000公称力Nominal Stroke 公称力行程Nominal Pressure Length 滑块行程Stroke Length5 6 6 6 8 8150 160 160 200 250 250固定50 行程次数No. of 次/fixedStrokes per 分可调minute SPM 30-60variable 最大装模高度Max. Die 毫米350Height mm 毫米90 mm Die Height Adjustment 毫米680 工作台板尺寸前后F.B. mm Bolster Surface左右L.R. 毫米880装模高度调节量50 50 50 45 30 2530-60 30-60 30-55 30-50 25-40 25-30 350 400 400 450 450 50090 110 110 110 120 120700 880740 1050780 1100840 1200840 1250950 1250mm毫米前后 F.B. 520mm 滑块底面尺寸Slide Surface 毫米左右L.R. 630mm 垫板厚度Thickness of 毫米155Bolster mm 气垫压力Pressure of Air 千牛100Cushion KN 气垫行程Stroke of Air 毫米70Cushion mm 主电机功率Main Motor 千瓦7.5Power KW型号滑块电机Slide ModelMotor520580580650700700630 800 800 880 950 950160 165 170 180 180 180100 145 145 145 145 14570 80 80 80 80 8011 15 18.5 22 30 37YPE500-4Z YPE500-4Z YPE750-4Z YPE750-4Z YPE1000-4Z YPE1500-4Z YPE1500-4Z功率千瓦0.5Power KW 毫米前后 F.B. 2000mm 毫米左右L.R. 1450mm 高度毫米3170Height mm兆帕0.5 MPa 千克13000 kg0.5 0.75 0.75 1.1 1.5 1.52125 2240 2340 2600 2720 3350外形尺寸Overall Dimension1480 2000 2100 2200 2400 24003300 3470 3500 4000 4280 4700气压Air Pressure 0.5 0.5 0.5 0.5 0.5 0.5重量Weight14000 19000 27000 35000 38000 43000闭式单点压力机原理第二篇闭式单点单动机械压力机闭式单动机械压力机的外体造型采用CAD三维设计,机身采用钢板焊接组合式结构,横梁、左右立柱和底座(工作台)通过4根液压拉紧螺栓预紧而组成一体,采用电子计算机优化设计,从而保证了机身的强度、刚性、精度等各种性能要求。
伺服压力机.

(2)运行界面 • 本运行界面开机自动运行,主要用于实 • 时显示当前设备运行状态及相关实时生产数 • 据。 • 大尺寸高彩高分辨率触摸屏,单页更多 • 显示内容。数据监控显示更直观。 • 系统对检测数据自动进行分析,不合格 • 数据会自动变换成红色,真正融入颜色管 • 理,数据监控更醒目更省心。 • 压装过程多点检测,检测不到位会自动 • 提示检测问题点。真正智能避免数据误判。 • 融入先进的颜色管理,动画管理。数据 • 监控更简单,更省心。有效降低操作人员对 • 数据监控核对的出错率及误判。
汽车配件
长春一汽、比亚迪、万向、博大、乾通、东风 模具、襄阳美利信
电机、机电行业
科力尔电机、永立电机、西安航天发动机、钧 兴机电、柳州琪成机电、中船重工
谢谢欣赏
4、行业应用 电子、家 电、印刷、包装、塑胶、家具、 汽车等行业(如马达组立,轴心、轴承压入, 变压器成型,电器开关组立 ,电子、计算 机零件组立,铆合,相框成型,塑胶成型, 切断,钢管弯曲成型等),更多应用及功能 敬请来电咨询。
伺服压力机
电子电器
中兴通讯、捷普緑点、德盈、旭富电脑 、富士 宝电器、格力、美的、中国电子科技集团四十 研究所、长城开发。
2、相关参数
• • • • • • • • • • • XSC-1000-150- V10.1 快进速度: 0.1-150mm/s 工进速度: 0.1-30mm/s 回升速度: 0.1-150mm/s 公称压力: 1000kgf 设备功率: 1.7KW 设备总重: 400KG 测力精度: 0.1% 位移精度: ±0.01mm 传感器采样速度:>=500次/秒 以上设备参数,可依客户需求适当调整。
3、功能阐述
1、数控系统功能阐述 (1)参数设置 • 本界面主要用于生产参数的设置及配方的组态、各权 • 限人员的密码修改设定等。 • 参数配方最多可存储100组以上 • 配方名称可用英文与数字相组合,真正实现以机种 • 名称替代配方号,操作更简单。 • 二级权限管理方式,设备操作专人管理,有效避免 • 操作的出错率。 • 参数设置自动防错,参数逻辑设置错误时系统会及 • 时跳出提示信息。 • 多达近70个参数可以设定,压装功能机数据采集监 • 控随意设定。 • 程序中增加多重防呆设计,操作更简便。
浅谈机械压力机的维护与改进
浅谈机械压力机的维护与改进The manuscript was revised on the evening of 2021河北机电职业技术学院毕业设计论文浅谈机械压力机的维护与改进16 届机械工程系专业机电设备维修与管理学号 0115学生姓名谢松呈指导教师孙志平完成日期年月日毕业设计(论文)任务书毕业设计(论文)题目:浅谈机械压力机的维护与改进专业:机电设备维修与管理姓名:谢松城毕业设计(论文)工作起止时间:2016年4月20日-2016年6月20 毕业设计(论文)的内容要求:1.题目:应简介,明确,有概括性字数不宜超过20字。
2.摘要:要有高度的概括力,语言简练明确。
3.关键词:从论文题目正文中挑选3-5个最能表达主要内容的词作为关键词。
4.目录:要和内文完全对应。
5.正文:包括前言,本论,结论三个部分,篇幅以8000字为宜。
6.参考文献:在毕业论文末尾要列出论文中参考过的专着,论文及其他资料。
指导教师:年月日毕业设计(论文)指导教师意见书目录摘要压力机的结构设计在一些环节上仍存在着很多欠缺与不足,使压力机的整机质量潜在着问题隐患。
在机械压力机产品的设计与开发中,广大机械设计工作者精益求精、严格谨慎,力求避免产品结构设计中的错误和不足,而且尽管目前国内机械压力机产品的结构设计已经相对比较成熟,但是由于设计人员的疏忽和误解,以及对产品使用过程中的工艺要求与特点理解不透、认识不足,往往还会出现一些考虑上的欠缺或错误,并最终导致压力机发生质量上的问题。
本文结合理论知识与实践经验,寻找出结构设计中的不足,并结合零部件的工作原理、结构特点、工艺要求进行了详细的阐述,同时也分别提出了相应的维护及改进措施。
关键词:压力机维护缺陷改进引言机械压力机属于机械工业重点产品,是机械工业中量大面广的工作母机,广泛用于冲裁、落料、弯曲、折边、浅拉伸及其他冷冲压工序,是汽车,家用电器、仪器仪表、摩托车、轻工、拖拉机、化工容器和电子等行业必备的关键设备。
YES-2000压力机使用说明书
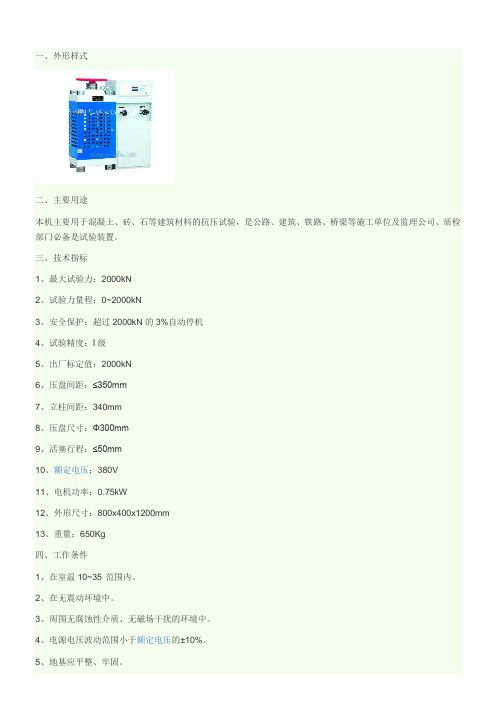
一、外形样式
二、主要用途
本机主要用于混凝土、砖、石等建筑材料的抗压试验,是公路、建筑、铁路、桥梁等施工单位及监理公司、质检部门必备是试验装置。
三、技术指标
1、最大试验力:2000kN
2、试验力量程:0~2000kN
3、安全保护:超过2000kN的3%自动停机
4、试验精度:Ι级
5、出厂标定值:2000kN
6、压盘间距:≤350mm
7、立柱间距:340mm
8、压盘尺寸:Φ300mm
9、活塞行程:≤50mm
10、额定电压:380V
11、电机功率:0.75kW
12、外形尺寸:800x400x1200mm
13、重量:650Kg
四、工作条件
1、在室温10~35°范围内。
2、在无震动环境中。
3、周围无腐蚀性介质、无磁场干扰的环境中。
4、电源电压波动范围小于额定电压的±10%。
5、地基应平整、牢固。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不可用于带负荷操作。
4.6滑块部件
机械压力机对滑块部件的要求是能承受巨大的工称力和具有较高的运行精 度。滑块由滑块体、附加垫板、连接器、装模高度调整系统、液压保护 系统,装模高度指示装置、模具夹紧器、上气垫装置等组成。整个滑块通 过固定在滑块体上的连接器与主传动机构的带动下,沿立柱侧面的导轨作上下 往复运动。 附加垫板用来快装模具,可减少换模时间。上面有“T”型槽和打料孔。 装模高度调整是通过电磁制动电机、扭矩保护连轴器、蜗轮机构、转动调节螺 杆来实现的。通过旋转编码器反馈给PLC显示,装模高度调整量的上下限值是由 装在滑块内侧板上的一对限位开关来实现。 模具夹紧器为气动控制,装置在滑块体的前后两侧。每个夹紧器都配置一 对连锁限位开关。 对于四点压力机连接器的下部为液压垫,与液压保护系统连接。上部装有 蜗轮蜗杆,连接调节螺杆。液压垫和液压保护系统相连。 液压保护系统是用于防止操作不慎或意外因素造成的过载,对设备本身的一种 有效保护装置。由气动泵、卸荷阀、卸荷油箱、液压垫、控制阀等组成。
压力机原理介绍
1 设备型号的意义
常用机械压力机的列、组代号及应用
类别 列别 代号 含义 开 式 单 柱 代号 1 2 3 1 组别 含义 固定台压力机 活动台压力机 柱形台压力机 固定台压力机 活动台压力机 可倾式压力机 转台式压力机 双点式压力机 单点压力机 双点压力机 四点压力机 开式双动压力机 底传动双动压力机 闭式双动压力机 闭式双点双动压力机 闭式四点双动压力机 闭式三动压力机 4列为专用于拉深的 压力机(有压边滑 块) 1、2、3列为通用单 动(只有一个滑块) 压力机;用于不需 压边的工艺(冲裁、 弯曲、成形等) 应用
JE39-1000 J36- J31
3、技术参数----每种设备的工艺能力均可用技术参数来
表达,技术参数在一定程度上反映出该设备的技术水平。以 下介绍常见的主要技术参数。
“公称压力”反映压力机能够承受的工艺力。 选择压力机时,为了满足冲压件的精度要求, 提高模具和压机的使用寿命,减低噪声,一般 按公称压力的60~85%来选择设备(或说明书 的规定)。若购买压机专门用于冲裁,则应特 别注意说明书中的有关规定不得超过规定使用。
压力机润滑系统的意义: 压力机润滑系统使用可靠、对减少设备的维修费用,延长使用寿 命,降低生产成本,提高生产效率起着重要作用。因此,润滑系 统就是压力机的血液循环系统。 本车间所有压力机润滑系统均使用L-CKC150#润滑油.
4.9 气垫 (拉伸垫)
气垫可分为纯气式和气/液式两大类。每一类又可分为单顶冠和 分开式两种。 拉伸垫为纯气式,具有滞后闭琐功能,能满足冲压过程中压紧和退 出工件用。它有一个顶冠,两套主缸,一套滞后闭锁缸等组成一体, 通过螺栓安装在底座内。 拉伸垫力的调整根据设定的拉伸垫力与对应的气压,通过左前立柱 内的组合阀调节拉伸垫储气罐中的气压。调低压力值时注意先拧紧 截止阀松开调压阀,打开排气阀,把储气罐内的压力降低到所需要 的压力后再关闭排气阀,松开截止阀,用调压阀把压力值调至所需 要的值。 具体调整请参照“立柱内拉伸垫与气压的关系表”的标牌上的参数 进行。 拉伸垫滞后时间调整是通过调整凸轮开关的通断来实现的。
4.8 润滑系统
一般压机的润滑可分为两种型式:浓油润滑和稀油润滑。(也可 以分成集中润滑和分散润滑、循环润滑和间歇润滑等)目前400T 以下的机械压力机多采用浓油润滑,400T以上的机械压力机一般 采用稀油润滑。 压力机润滑系统的作用与重要性: 一切机械设备无一例外地存在磨擦、磨损、发热问题。机械压力 机属于重载设备、运动副大都是滑动轴承,少数滚动轴承也在高 速重载下工作,因此压力机运动副的摩擦、磨损和发热尤其严重, 解决这一问题的主要手段就是——润滑。
如:以JE39-1000-4700-2500型1000T闭式四点压力机为例说明。 介绍其主要性能参数:
序号 1 公称压力 名称 (吨) 1000 数值 单位 备注
2
3 4 5 6 7 8 9
公称压力行程
滑块行程长度 滑块行程次数 最大装模高度 装模高度调节量 导轨间距 工作台垫板尺寸 工作台垫板厚度
(毫米)
(毫米) (次/分) (毫米) (毫米) 左右 ㎜毫米 毫米
13
800 14 1450 850 4710 4700x2500 300
下死点前
空运转
左右×前后
10
11 12 13
滑块底面尺寸
气垫顶出力 气垫行程 单次行程输出能量
毫米
4700x2500
2500 300 300 KN mm KJ
4 压力机的组成
4.4 飞轮制动器
4.5 微调机构
飞轮制动器装在飞轮侧 下方,用于压力机停止 行程后将飞轮快速刹住。 飞轮制动时间一般要求 在40s以内
为方便模具调整方便而设 置的微调机构安装在高速 轴端的横梁侧上,并在微 调外侧安装制动器,当调 整滑块模具时,开动微调 电机,通过蜗轮蜗杆带动 主传动机构,使滑块缓慢 运行。 微调属辅助功能,小型压 力机上无此机构。微调
滑块是用来安装模 具并进行冲压加工的 部件。滑块由本体、 装模高度调整装置、 过载保护装置等组成。 滑块上部通过导套、 导柱与连杆联接,下 底面加工有T型沟用 以装夹模具。滑块本 体为钢板焊接箱型结 构,经去应力退火, 有极好的刚性和加工 精度。导路面镶有耐 磨青铜以确保长期运 行的寿命和精度的稳 定性
4.2 传动部件
横梁安装在立柱上面,具有足够的强度和刚性,压力机主传动齿轮、 轴、偏心体、连杆、导柱等封闭在横梁内,在横梁顶面安装主电机支 架,横梁后面装有飞轮支撑、飞轮、离合器、飞轮制动器、横梁前面 装有制动器、微调机构、凸轮开关组件。这些是压力机传动动力的重 要部件。 主传动前后方向布置,采用三级减速传动,第一级为M型多楔带传 动。第二级为斜齿轮或人字齿轮(高速级)传动。第三级为直齿(低速级) 传动。 传动机构动力是由装在可调支架上的主电机带动飞轮转动,然后 通过离合器、两级齿轮传动、带动偏心连杆,实现滑块的上下往复运 动。 传动机构的动力是由装在可调支架上的主电机带动飞轮传动,然 后通过离合器、两极齿轮传动,带动偏心连杆,实现滑块的上下往复 运动。 主电机装在支架的可移动滑板上,只要松开固定滑板螺栓,拧紧 调节螺杆,可使滑板沿拖板上导轨移动,实现皮带的张紧、松开或更 换皮带。
4.1机身部件
机身是支承其他部件,保持各部件的相对位置,导向滑 块和固定模具的部件。闭式机械压力机的机身一般均为组合 结构,由四个拉紧螺栓将横梁、左右立柱、底座紧固在一起, 形成一个封闭力系。各大件间用方键定位。 机身在工作时承受全部工艺力,因而要身的刚度和它的 机加工精度对冲压工艺影响很大。工艺力过大,将引起机身 部件的变形以至破坏。机身部件通过地脚螺栓固定在基础上。 拉紧螺丝栓的预紧可用工频加热法,液压拔长法。 压力机通过减震器安装在基础上。
2 机 械 压 力 机
开 式 双 柱
2 3 4 5 1
3
闭 式
6 9 3 4
4
拉 深
5 6 7 8
2 目前设备上使用的代号说明
LD4-1250/750B 2000E
LS4-
“L”——多连杆 “D”——双动(double), “S”——单 动(single) “4”——四点 “1250”——内滑块公称力12500KN “750”——外滑块公称力7500KN “2000”——滑块公称力20000KN “B”、 “E”——改进代号 J”——机械式压力机 “E”——改进代号 “3”——闭式 “9”——四点 “6”——双点 “1”——单点 “1000”——外滑块公称力10000KN
如JE39-1000机械压力机,1000代表最大公称压力为1000 吨;但是使用时以不超过700T为理想使用状态。反映在 油压表上的表压值应≤17.5MPa。
“滑块行程次数”给出了压机在空载时,滑块每分钟能连续上下往复 运动的次数。在单次开动时,确定滑块每分钟所能冲压的零件数,应 充分考虑到人的体能、劳动班次、是否配有自动化上下料装置、送料 精度、模具寿命等因素,因此,一般不要轻易提高滑块的行程次数。 “公称压力行程”指压力机能承受的公称压力至下死点的距离。压力 机在公称压力行程以上的任何位置均不能承受公称压力。否则就会引 起压机曲轴部分扭矩超载,导致部分传动件的损坏。选择压机时,应 按压机说明书中的给定的压力曲线所规定的范围,任何冲压工艺的工 艺曲线,必须在图中的阴影斜线以下。 “最大装模高度”,“装模高度调节量”,“异轨间距”,“工作台 垫板尺寸”,“工作台垫板厚度”,“滑块前后尺寸”,这几项均与 使用的模具和冲压件尺寸有直接关系。必须引起使用者足够的重视。 “离合器气压”,“制动器气压”及说明书中规定的平衡器气压,气 垫气压供使用者选择气源,确定使用时工作压力时参考。尤其是平衡 器气压应根据模具重量的变化及时调整,否则易造成部分部件的损坏。 “气垫顶出力”,“气垫压紧力”,这是选择气垫首先应注意的事。 若压机参数表标明的气垫顶出力与气垫压紧力为同一数值,则表示气 垫为纯气式气垫。若两者不同,则表示气垫是气液气垫(带增压缸)。 “气垫行程”应小于滑块行程的一半
4.3 主传动之离合器和制动器
离合器/制动器采用气动连锁控制,开动压力机行程时,电磁双 阀和二位三通电磁阀同时动作,压缩空气经双阀快速进入制动器使制 动盘脱开。同时压缩空气经节流滞后进入离合器气缸使离合器主动盘 与从动盘结合,将动力传递给传动机构,带动滑块运行。停止压力机 行程时,双阀与电磁阀同时动作,离合器气缸排气,摩擦盘脱开,动 力传递被切断,飞轮空转。同时制动器气缸内的压缩空气经双阀后排 出,制动器在制动弹簧的作用下,将从动部分迅速制动,滑块停止运 行。 离合器的作用是使传动系统中的从动部分与能源部分接合或脱开, 制动器的作用是在从动部分与能源部分脱开后,将从动部分迅速制动。 即工作时制动器先脱开,离合器再接合;停车时,离合器先脱开,制 动器再制动。防止动作干涉。 意义:离合器/制动器是机械压力机的关键部件。尤其是用户使 用单次行程规范操作时,其性能如何,直接影响操作者的人身安全。 因此一旦离合器/制动器出现故障,必须立即停机检修。