托盘交换系统
双工作台数控加工中心的机床托盘交换装置
双工作台数控加工中心的机床托盘交换装置简介数控机床的托盘交换装置主要有两大类:一类是旋转交换,另一类是推拉交换。
旋转交换由于被交换的 2 个工件由交换装置同时进行抬起旋转,所以只适用于小质量工件,具有一定的局限性;推拉交换方式可对较大质量工件进行交换,一般采用普通液压缸或链轮传动,此两种传动一般需要占用较大空间,特别当设计空间较小时受到很大的限制。
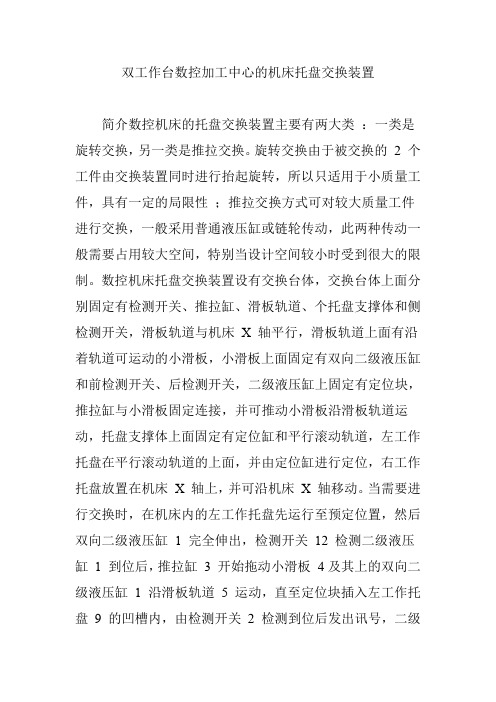
数控机床托盘交换装置设有交换台体,交换台体上面分别固定有检测开关、推拉缸、滑板轨道、个托盘支撑体和侧检测开关,滑板轨道与机床X 轴平行,滑板轨道上面有沿着轨道可运动的小滑板,小滑板上面固定有双向二级液压缸和前检测开关、后检测开关,二级液压缸上固定有定位块,推拉缸与小滑板固定连接,并可推动小滑板沿滑板轨道运动,托盘支撑体上面固定有定位缸和平行滚动轨道,左工作托盘在平行滚动轨道的上面,并由定位缸进行定位,右工作托盘放置在机床X 轴上,并可沿机床X 轴移动。
当需要进行交换时,在机床内的左工作托盘先运行至预定位置,然后双向二级液压缸 1 完全伸出,检测开关12 检测二级液压缸1 到位后,推拉缸3 开始拖动小滑板4及其上的双向二级液压缸 1 沿滑板轨道 5 运动,直至定位块插入左工作托盘9 的凹槽内,由检测开关2 检测到位后发出讯号,二级液压缸 1 开始将工作托盘一9 拉回,此时二级液压缸1 的上端活塞处于后检测开关13 的位置,左工作托盘9 触碰侧检测开关14,定位缸7 的活塞杆伸出将左工作托盘9 定位,然后推拉缸3 将小滑板4 及其上面的双向 2 级液压缸1 推动,直至定位块11 插入右工作托盘10 的凹槽内,此时检测开关2 发讯,右侧定位缸7 的活塞杆下降,双向二级液压缸 1 开始将右工作托盘10 沿滑板轨道5推出,直至前检测开关12检测伸出到位,工作托盘锁紧,推拉缸 3 将小滑板4 和其上的双向二级液压缸 1 拖拉至中间位置,检测开关2 发讯,双向二级液压缸 1 的活塞缩回,完成一次交换。
回转式托盘交换其及其随行夹具的设计【机械毕业设计】工业交换器设计

摘要本设计的目的是要设计出经常用于加工中心的工业交换器设计,简称(APC)。
该机构应该实自动交换以及托盘的传输,完成待加工工件和已加工工件之间的自动交换。
具体方法是参考资料,对国内外现状进行分析研究及对托盘交换器及其随行夹具的结构设计和计算,最后利用计算出的结果绘制出托盘交换机构的装配图,随行夹具的零件图和输送机构的装配图及一些重要的零件图。
本设计最终实现了托板的升起下降和回转进而使托盘带动的夹具和夹紧的已加工和待加工工件之间的交换,实现了回转体对托盘的自动拉紧,以及对滑台在工作台上的固定。
本设计的说明书,装配图,零件图和液压图详细的说明了本机构的工作原理和设计的全过程。
关键词:柔性;托盘;夹具;随行;系统ABSTRACTThe purpose of this design is to design a tray Automatic switching device ,(APC) whic h is often used for machining center. The agency should realize the automatic exchange and tray transmission, and complete the exchange between the machining and already machinin g of automatic. The method is refering material, analysing the domestic and international sit uation and designing and calculating the tray switch and their accompanying fixture structu re design .And finally, using the calculated results rendering the tray of assembly drawings e xchange organization, and the accompanying jig drawing and transportation agencies and so me important parts of the assembly drawing. This design has finally achieved the raising an d decline of the tray so as to make the tray of clamping fixture and drive the exchange betwe en the already processing and unprocessing parts, and realize the automatic tray of axially s ymmetrical taut and the sliding sets on the fixed. This design specifications, drawings, parts drawing and hydraulic figure have described the institutions of the working principle and th e whole design of the shield in detail.Key words: Flexible; Trays; Fixture; Accompanying; System第1章绪论1.1概述1.1.1选题背景本文主要研究了回转式托盘交换其及其随行夹具的设计,此机构可以减少加工时间,提高加工效率。
工件交换系统
加工中心的工件交换系统班级:09数控三班姓名:蔡海林学号:095305309摘要:在加工中心上最早使用的是交换工作台,即双工作台,当一个工件在工作台上还在被加工时,另一个工作台则处于装卸工件的位置。
进一步发展是在加工中心的基础上配置更多(5个以上)的托盘,组成环形回转式托盘库,构成了第一种柔性制造单元概念-CNC机床加工自动托盘交换系统。
托盘的选定和停止位置可由编程控制器(PC)进行控制,借助终端开关、光电识别器来实现。
如果在托盘系统的另一端再设置一个拖具工作站,则这种托盘系统可以通过拖具工作站与其它系统发生联系,若干个FMC通过这种方式,可以组成一条FMS 线。
关键词:交换工作台;托盘系统;柔性制造单元Abstract:In the change table is first used on the machining center, that is, double table, when a workpiece is still being processed on a table, another table in load and unload workpiece position. Further development is in machining center configuration on the basis of more (more than 5) tray, comprising an annular Rotary pallet library, forming the first flexible manufacturing cell concept-CNC machine tool automatic pallet Exchange System. Tray select and stop position programmed controller (PC) control, implemented with Terminal switches, photoelectric recognizer. If the tray system then set up the other end of a drag-and-a workstation, the tray system contact can occur with other systems via drag-and-station, several FMC in this way, you can make up a FMS line.Key words: Change table; tray systems, flexible manufacturing cell1、引言有的加工中心为进一步缩短非切削时间,配有两个自动交换工作台托盘,一个安装在工作台上进行加工,另一个则位于工作台外进行装卸工件。
加工中心的托盘交换器

中文文献综述加工中心的发展史加工中心最初是从数控铣床发展而来的。
第一台加工中心是1958年由美国卡尼-特雷克公司首先研制成功的。
它在数控卧式镗铣床的基础上增加了自动换刀装置,从而实现了工件一次装夹后即可进行铣削、钻削、镗削、铰削和攻丝等多种工序的集中加工。
二十世纪70年代以来,加工中心得到迅速发展,出现了可换主轴箱加工中心,它备有多个可以自动更换的装有刀具的多轴主轴箱,能对工件同时进行多孔加工。
加工中心(Computerized Numerical Control Machine )简称cnc,是由机械设备与数控系统组成的使用于加工复杂形状工件的高效率自动化机床。
加工中心又叫电脑锣。
加工中心备有刀库,具有自动换刀功能,是对工件一次装夹后进行多工序加工的数控机床。
加工中心是高度机电一体化的产品,工件装夹后,数控系统能控制机床按不同工序自动选择、更换刀具、自动对刀、自动改变主轴转速、进给量等,可连续完成钻、镗、铣、铰、攻丝等多种工序,因而大大减少了工件装夹时间、测量和机床调整等辅助工序时间,对加工形状比较复杂,精度要求较高,品种更换频繁的零件具有良好的经济效果。
一加工中心的托盘交换器的应用1 托盘交换器在MC系列机床中的应用:MC系列镗铣中心配有三种直径分别为127mm、152 mm 、178 mm的伸缩式主轴以提高机床加工范围、多用性及刚性,每一种型号各配置一个内置回转工作台,最小承重达13608kg。
托盘尺寸为1219mm×1219 mm到1524 mm×2743 mm。
工件自动上/下料能够在机床保持连续切削的状态下完成。
MC系列镗铣中心提供不同规格的回转工作和托盘承载能力;其托盘交换系统对于每一种型号的机床都是标准配置。
工件上/下料在重型双托盘滑台上自动运行。
2 目前国内外的应用实例:目前,国内车床的最高转速小于3000 r/min,加工中心40号主轴的转速小于6000r/min,50号主轴的转速小于4000 r/min,进给速度小于20 m/min,1993年,直线电机的出现拉开了高速进给的序幕,从而也使高速切削技术走向成熟应用阶段。
托盘交换式fmc工作原理

托盘交换式fmc工作原理宝子们!今天咱们来唠唠托盘交换式FMC(柔性制造单元)的工作原理,这可是个超有趣的东西呢!咱先来说说这个托盘是干啥的。
托盘啊,就像是一个小舞台,零件们都在这个舞台上等待着自己的表演时刻。
它是一个很规整的小平台,能够稳稳地托住各种零件。
在托盘交换式FMC里,托盘的作用可大啦。
这个FMC系统里有个很重要的部分,那就是加工中心。
加工中心就像是一个超级大厨,它有各种各样的刀具,就像大厨有不同的厨具一样。
当托盘带着零件来到加工中心面前的时候,就像是小食材被端到了大厨的面前。
加工中心呢,就根据预先设定好的程序,开始对零件进行加工。
比如说,要在零件上钻个孔,那它就会选出合适的钻头,然后精准地在零件上打出那个孔。
这个过程就像是大厨精心地处理食材,要把它切成合适的形状或者做出独特的花纹。
那托盘怎么交换呢?这里面就有个很巧妙的设计啦。
有专门的托盘交换装置,这个装置就像是一个勤劳的小助手。
它可以把已经加工好的零件所在的托盘搬走,然后再把带着新零件的托盘送到加工中心这里。
这个过程就像是在餐厅里,服务员把吃完的盘子收走,然后又端上了新的菜品一样。
这个交换的过程要又快又准,这样才能保证整个生产过程的高效进行。
再说说这个系统的控制部分。
它就像是一个大脑,指挥着整个托盘交换式FMC的运作。
这个大脑知道什么时候该让哪个托盘去加工中心,也知道加工中心要对零件进行什么样的操作。
如果把整个系统比作一个小剧团的话,这个控制部分就是导演。
它要协调好每个演员(也就是各个部件)的表演顺序和内容。
比如说,要是有个紧急订单,这个控制部分就得赶紧调整计划,让合适的托盘带着对应的零件优先去加工。
而且啊,这个托盘交换式FMC还很灵活呢。
它可以根据不同的生产任务,快速地调整自己的工作模式。
就像我们换衣服一样,今天想穿休闲装,明天想穿正装,它能根据需求快速切换。
如果要生产一批新的零件,只要稍微修改一下控制程序,调整一下托盘上零件的摆放,就可以开始新的生产啦。
托盘循环共用系统的主要模式

托盘循环共用系统的主要模式有两种,一种是封闭式托盘循环共用系统,另一种是开放式托盘循环共用系统。
封闭式托盘循环共用系统通常由一个专营企业运作,它拥有大量托盘,并在一定范围内建有托盘租赁网点、仓库、回收站和托盘运营管理系统,可以满足托盘使用企业租用托盘,原地或异地退租托盘,托盘维修护理,托盘流转管理等功能。
不论哪种托盘循环共用模式,其目标都在于提升效率、降低成本、节约资源。
开放式托盘循环共用系统是指由多个托盘服务企业和多个托盘使用企业所形成的系统。
托盘使用企业购买或租赁标准化托盘,既可以在企业内部循环使用,也可以带托盘运输到外地、国外,到达目的地后托盘不是一次性作废处理,而是交换回同样数量的空托盘,或将所有权转移给收货方自行使用消化,也可通过二手公司回收,用户只支付使用阶段的成本(购买成本-销售价格),回收公司回收后可卖给其他客户。
高速卧式加工中心的托盘交换系统

G O G 4 0 G5 3 G9 0 G 9 4 DO Z =P OS
—
Z
—
H I N T E N ;( z 轴
退 回 到 安 全位 置 ) G 5 3 B:DC ( 0)M9
= ”AX5’ ’
M 6 5 M6 7
;( B轴 托 盘 松 开 ) ;( 托盘 交 换 )
N 2 0 0 7 0 ¥MC —A X C O N F — MA C H A X —U S ED [ 4 ] =5
A X 4 ] =7 2 N 3 2 0 0 0 ¥MA —MA X —A X —V E L O[ A X 4 ] =4 0
N 3 2 2 0 0 ¥MA
—
P O S C T R L _G A I N[ 0,A X 4] = 2
N 3 2 3 0 0 ¥MA —MA X —A X —A C C E L[ 0,AX 4 ] =2
N 3 0 3 4 0 ¥MA — MO D U L O — R A N G E
—
S T A R T[ A X 4 ] =0
N 3 1 0 5 0 ¥MA— D R I V E— A X— R A T I O— D E N O M [ 0, A X 4 ] =1
N 3 1 0 6 0 ¥MA— D RI V E— A X
( 4 )N C程 序编程 方法 。我们 在 加工 过程 中只需
要通 过 调 用 子 程 序 L 7 9 9 即 可 实 现 托 盘 交 换 器 的
交换 。
( 2 )工 作 台 的 工作 流 程 。z轴 退 回 到 安 全 位 置 一 B轴 回零一 B轴 托盘 松开 到位一 托 盘交 换 器抬 起 到 位一 托盘 交换 器正转 到位 一 托盘 交换 器 落下 到 位一 B 轴托 盘夹 紧到位 一Z轴退 回到安 全位 置一 B轴 回零一
基于西门子840Dsl系统托盘交换功能实现

基于西门子840Dsl系统的托盘交换功能的实现摘要:本文针对siemens840dsl数控系统的数据接口及托盘交换机构的特点,分析总结出在在数控机床中用nc-plc实现托盘交换控制的原理及方法,提出托盘的控制流程,并编程实现托盘交换控制。
关键词:siemens;840dsl;nc-plc;托盘交换一、引言对于数控机床,其上料/下料及工件装夹过程复杂繁琐,占据大量工件加工时间。
因此,为了减少上料/下料及工件装夹的时间,通过在数控机床上增加可自动交换的双工位工作台配置,即托盘交换装置,该装置可以使工件的切削加工和装卸工件同步进行,有效地提高数控机床的加工效率。
托盘交换装置作为加工中心的工件装卸的重要机构,通常是由两个工作台构成,用于完成代加工工件与已加工工件之间的自动交换。
当托盘交换装置中的一个工作台处于加工区工作时,而另一个工作台则在非工作区待命,现场操作人员可以在机床切削状态下对处于待命状态的工作台上装夹下一个要加工的零件,从而大大缩短数控机床加工过程中的工件装卸时间,有效地提高了加工中心生产效率,因此可以说托盘交换装置的有无及其功能的好坏对于数控机床的整体性能尤为重要。
本项目中的数控机床的托盘交换装置采用国外某公司研发的凸轮式机构实现托盘交换,该交换装置的驱动机构占用空间小,交换速度快,大大提高了该机床的有效利用率。
二、托盘交换的电气设计与实现1.数控系统的接口西门子的840dsl系统是西门子最新推出的一款高端数控系统,常用于加工中心,大型龙门机床的数控控制,ncu作为数控系统的核心,主要包括nck,plc,闭环控制和一些通信任务。
在整个机床的控制系统中,nck与plc通过数据块,共同协作进行数据信息传递,已完成整个数控机床的动作控制。
数控机床的托盘交换操作主要为plc通过i/o模块与数控机床各个机构的输入输出点连接。
对于工作区的工作台有两个电磁阀qy0,qy1进行松开夹紧控制,及其一个松开到位检测开关b0,欲交换工作台时,nck控制各个轴回到换台点,plc控制qy1使其工作台松开,做好换台准备。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
物流托盘共用系统和物流网络信息平台是传统物流向现代物流转变的基础。
托盘一贯化作业和社会化应用是物流实现机械化操作、降低搬运成本、提高供应能力、缩短供应时间、改善服务质量、开辟企业“第三利益源泉”的根本手段,其中托盘共用系统起着关键性作用。
物流产业的健康发展、物流成本的大幅降低很大程度上取决于托盘标准的统一与托盘共用系统的有效建立。
随着中国物流产业的迅猛发展和世界贸易地位的不断攀升,日本、韩国、新加坡、马来西亚等亚太地区国家开始越来越关注中国的托盘和托盘共用系统问题。
自2000年以来,中日韩等国在北京、上海、杭州、东京、汉城、吉隆坡等地先后召开过10 多次国际会议,专题讨论亚太地区托盘国际合作问题, 极力主张中国与日本、韩国开展托盘共用国际合作, 建立亚太地区托盘共用系统。
因此中国的托盘共用系统问题开始成为中国乃至亚洲物流产业关注的焦点.
如何建立托盘联营系统
众所周知,托盘是现代物流的基础工具之一。
可以说,离开了托盘便谈不上是现代化的物流。
如何才能充分发挥托盘的作用呢?通过分析对比,建立托盘联营系统是解决问题的最好的办法之一。
托盘的媒介作用
托盘是使静态货物转变为动态货物的媒介物,一种载货平台,而且是活动的平台,或者说是可移动的地面。
即使放在地面上失去灵活性的货物,一经装上托盘便立即获得了活动性,成为灵活的流动货物,因为装在托盘上的货物,在任何时候都处于可以转入运动的准备状态中。
这种以托盘为基本工具组成的动态装卸方法,就叫做托盘作业。
托盘作业不仅可以显著提高装卸效果,它的实行,使仓库建筑的形式、船舶的构造、铁路和其他运输方式的装卸设施以及管理组织都发生变化。
在货物包装方面,促进了包装规格化和模块化,甚至对装卸以外的一般生产活动方式也都会有显著的影响。
随着生产设备越来越精密,自动化程度越来越高,生产的计划性越来越强和管理方式的逐步先进,工序间的搬运和向生产线供给材料和半成品的工作就越发显得重要了。
而托盘作业是迅速提高搬运效率和使材料流动过程有序化的有效手段,在降低生产成本和提高生产效率方面起着巨大的作用。
了解托盘化的优点之后,如何才能使托盘化的优点在现实中得到应用呢?这就要引申到下一个问题:直达托盘作业。
直达托盘作业
搬运作业的重大原则就是作业量最少原则。
即当货物移动时尽量减少“二次搬运”和“临时停放”,使搬运次数尽可能减少。
为了提高运输效率,操作者当然希望尽可能地减少转载作业。
但是,运输中意外的途中换装作业是很多的。
例如,铁路作业时,线路上的运输是一次完成的,但是其前后的作业则最少需要6到8次。
假如这6到8次换装作业的每次都要将托盘上的货物转移到别的托盘上,则全程的装卸作业很繁重,这就会丧失托盘运输的效果。
反之,如果货物在始发地装上托盘之后,不管途中有怎样复杂的货物储运作业过程,都不改变托盘上货物的原状,直达终点,就能充分发挥托盘运输的效果。
不仅在铁路方面,在汽车运输和船舶运输方面,实行托盘直达运输,或者由各种运输方式组成联合直达运输,对运输行业和利用运输的物资单位,都能得到很好的运输经济效果。
因此,托盘的直达运输与使用是发展现代物流的必不可少的方式之一。
但是在我国,实际情况是绝大多数制造厂都没能实现托盘的直达运输,由此造成的人力、物力资源的浪费是十分惊人的。
根据中国物流与采购联合会托盘专业委员会的调查,在不能实现托盘直达运输的理由中,企业选择托盘周转与回送等管理困难一项者最多。
绝大多数企业都把托盘作为企业内部的周转工具,托盘很少离开企业,从而大大降低了托盘的使用效果。
什么是托盘联营
局限于一定场合不可能充分发挥托盘的效果,只有实现从发货点直达收货点的彻底的直达运输托盘化才能收到实效。
但在实际中,又存在一些阻碍实行直达运输托盘化的因素。
其中的一个重要因素,就是托盘的所有权不同。
把本企业的托盘用于对外运输中,回收需要很长的时间。
第二个因素是各企业的托盘规格不同,质量也不一致。
因此托盘的相互交流和及时交换存在很大困难。
为了实行直达运输托盘化,唯一的办法是建立一种托盘共用和交换系统。
托盘联营就是执行这种制度的一种组织形式。
实行托盘联营时,首先需将托盘的规格统一化,使之具有相互交流和及时交换的基本条件,再订立统一管理和交换托盘的制度。
托盘联营是形成社会公用运输系统的一种组织,其目的在于使参加联营的成员保有最低需要量的托盘,彻底实行直达运输托盘化。
托盘联营的概念早在1940年就已经在美国出现了。
先是在耐火砖行业、肉食罐头行业,随后在钢铁行业都实行了托盘联营。
后来,美国在澳大利亚和欧洲遗留下来的托盘作业形式,成为该地区实行托盘联营的开端。
最早实行国家托盘联营的是瑞典(1947年),其次是瑞士(1951年)。
国内托盘联营成功,对欧洲其他国家产生了重大的影响,导致了法国等许多国家纷纷组织各自国内的托盘联营系统。
随后,又促进了欧洲各国之间的国际托盘联营体系的成立。
目前世界众多工业先进的国家,都实行了托盘联营。
通过实行托盘联营,生产企业减少了自有托盘的保有量,减少了搬运装卸作业,减少了包装成本,降低了劳动力成本,加快了产品的流通速度,从而降低了生产成本,使得企业的产品更具有市场竞争力。
对于用户来说,收到的产品易更于搬运了,产品数量的检验更容易了,破损率降低了,产品的价格更低了。
对运输企业来说,企业不必再保有大量的托盘占压资金,运输的效率也大幅提高,货物的破损率大大降低了。
可见,托盘联营使物流的参与者都获得了显著的收益。
几种托盘联营方式
1.及时交换方式
这种方式是以国家的主要运输机构为中心进行经营的。
这种经营方式的原则是,运输部门从发货人处接受载货托盘时,交付同样数量的空托盘,并在向收货人交付载货托盘时,从收货人那里领回同样数量的空托盘。
当然,为了能够顺利进行同样数量的托盘及时交换,周转托盘的质量及尺寸必须严格统一。
其理想的模式如图1所示。
载货托盘由A向B向C 连续流动,而由于A 从B、B从C取得空托盘,因此A、B、C各自保有的托盘数量毫无增减,免去了运送空托盘的作业。
这样就使各企业保有的托盘数量减至最少数量,从社会整体看也能提高托盘的利用率,使直达运输得以实现。
2.租赁联营方式
这种方式的优点是,联营用的托盘易于统一规格,即使在一个局部也能够建立联营,使用托盘的收货人或发货人,仅需在必要时借来必要数量的托盘即可。
其缺点是在托盘流动过程中或在交付、回送、转送托盘时,计算租赁费用的记录比较复杂,并且需要很大规模的管理业务机构。
3.租赁与及时交换并用方式
这种双重方式的要点在于,使各自分别实行不同交换联营方式的众多运输企业,可以相互联系和集结。
也就是说,在及时的交换方式中,只有一个主要的运输单位,并且限定用户,而在双重方式中,可以在许多运输单位、发货人与收货人互相之间,实现标准托盘的交换。
各运输单位可以分别经营本公司独立的及时交换方式,同时发货人也能自己选择运输单位。
但是仅有这种方式对运输企业是不利的。
原因在于,为了适应用户的需要,运输企业必须经常保有大量的托盘,运输调整上费用负担太大。
因此,分别经营各自独立的及时交换方式的各运输单位,有必要结合采用租赁经营方式。
这样运输单位才能在需要的时候和在需要的地方,从租赁公司借取或归还托盘。
这种租赁联营方式除了例外的情况,发货人、收货人和联
营组织都没有直接关系,只有运输企业才是联营组织的顾客。
这时发货人与收货人既可以同运输单位直接交换载重托盘与空托盘,又能保持托盘的储存量。
由于托盘的交换是在联营经营者与运输单位之间处理完毕的,因而业务手续十分简单。
建立中国的托盘联营系统
随着物流业的发展,我国托盘的生产和使用量增长迅速。
然而由于长期处于无人规范管理状态,造成我国托盘规格的不统一,使用方式落后。
从中国物流与采购联合会托盘专业委员会2002年的调查报告中可以看到,目前我国托盘的使用还局限于企业内部的流通,企业间的货物运输必须经过多次的人工装卸搬运,降低了工作效率,相应地增加了企业的物流成本。
就目前的状况来看,只能说是基本实现了托盘化,距离托盘直达运输作业还差得很远。
根据目前我国托盘的使用现状,非常有必要在我国尽快建立具有中国特色,适合我国国情的托盘联营系统。
针对我国托盘市场长期无人管理,相对比较混乱的实际情况,要想建立起一个行之有效的联营系统,首先要制定一个适用于联营系统的托盘规格。
其次,由于托盘联营是一个十分庞大的系统,涉及到社会的各行各业,单凭几家企业的力量是不可能实现的,而且托盘联营系统的建立需要一定的时间,因此特别需要得到国家有关部门的大力扶持。
建议可以先由若干家企业牵头,政府给予资金税收方面的优惠。
另外,应该多与国外同行业交流,借鉴他们的先进经验,少走弯路。
比如日本发展托盘联营系统用了将近30年的时间,而相邻的韩国完成联营系统只用了10多年的时间。
相信只要各方面通力合作,一定能在最短的时间里建立起我国的托盘联营系统。