国际焊接工程师培训(IWE)PPT课件
国际焊接工程师焊接材料考试复习课件,IWE焊接材料知识点总结

+ +
• 硫 硫在铁中几乎不溶解,它与铁形成化合物 硫化铁。由于硫化铁的熔点较低(1200℃),它 一般沉淀在晶界上,硫化铁在800~900℃时变脆。 此时,钢很容易在晶界处破坏(红脆性)。当温 度超过1200℃时,晶界上的硫化铁熔化,钢以热 脆形式发生破坏。在偏析区特别容易出现热裂倾 向。 • 磷 磷使钢变脆。由于磷—铁化合物的熔点较 低,因此易产生热裂纹。 • 氮 温度大约超过600℃时,氮可溶解在铁素体 中,但在室温时,氮就会析出,它阻碍钢的可变 形性(时效)。在特殊镇静钢中,至少0.02%的铝 含量与氮相结合,因此在特殊镇静钢中避免了时 效现象。
Mn CEV = C + 6 + Cr+Mo+V 5 + Ni+Cu 15
• 非合金结构钢的焊接:普通结构钢熔化焊时的焊 接性主要受它的淬硬倾向、脆断倾向、时效倾向以 及它的偏析性能等因素的影响。这些影响都是由钢 的化学成分所确定,尤其是由钢中的含碳量、含氮 量、含硫量和含磷量所确定。 • 含碳量不大于0.22%的结构钢是可焊接钢种,并且 可在不予热的情况下施焊。
21 Cr-Si Cr-Mn Cr-Mn-Si
31
41 不锈钢 Ni<2.5% 含 Mo,Nb, Ti
51 Mn-Si Mn-Cr
61
71 Cr-Si Cr-Mn Cr-Mn-B Cr-si-Mn
81 Cr-Si-V Cr-Mn-V Cr-Si-Mn-V
92 RM<500 N/㎜²
12 机械制 造用钢 含C> 0.5%
+A +AK +AS +AZ +CE +CV +IC
+OC
+S +SE +T +TE +Z +ZA +ZE +ZF +ZN
国际焊接工程师技术员培训教教材
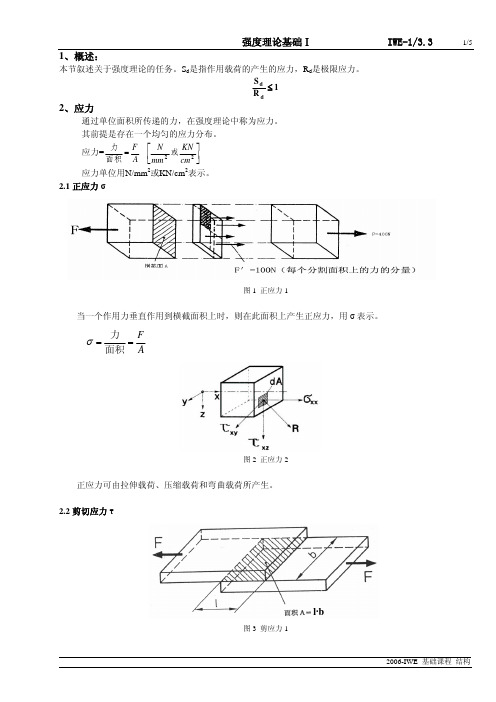
图 8 对主轴惯性距
[ ] σ= M y z N / mm 2 Iy
图 9 不同截面梁比较
2006-IWE 基础课程 结构
3、截面中的应力计算
3.1 正应力(拉伸载荷)
例:求正应力σ
强度理论Ⅱ
[ ] σ= N N / mm2 A
IWE-1/3.4
4/6
例:求正应力σ
图 10 矩形梁
图 11 焊接工字梁
ε = L − Lο = ΔL ⋅ 100(%)
Lο
Lο
图 7 变形
继续提高作用力 F 时,会出现塑性伸长,当再进一步增高作用力时,就会产生颈缩现象,直至导致构 件的断裂。 3.3 延伸率
结构钢S235(StS7)的延伸率至少为 25%,此值是在直径为d o、标距长度为LO=5·d o的园形拉伸试样上(根 据EN10002 的规定)测出的。
S355(St52)的屈强比为 ReH 355 = 0.70 Rm 510
弹性应变时,卸载后的试棒又恢复到原始长度,也就是弹性伸长在卸载后完全消失。
在未超过屈服极限的范围中,主要出现的是弹性应变。
2006-IWE 基础课程 结构
强度理论基础Ⅰ
IWE-1/3.3
5/5
塑性应变时,卸载后的试棒保持残余伸长,也就是,塑性伸长在卸载后不消失。
对于 I-形截面,剪应力可按下式简化计算
[ ] τm
=
V A Steg
N / cm2
例: τm =?
图 13 简化的剪应力分布图
2006-IWE 基础课程 结构
4、I 形钢的截面特征值
强度理论Ⅱ
IWE-1/3.4
6/6
2006-IWE 基础课程 结构
强度理论基础Ⅰ
国际焊接工程师培训(IWE)共54页文档
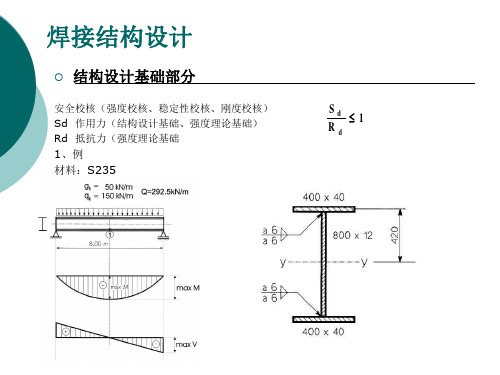
焊接结构设计
结构设计基础部分
2) 支座反力计算: 平衡条件(∑H=0, ∑V=0,∑M=0)
H 0 AH N 0 N AH
V 0 Fd Av Bv 0 Av Bv Fd
MA 0
Fd
l 2
Bv
l
0
Bv
Fd 2
Av
Bv
Fd 2
1170kN
3)内力计算:
平衡条件(∑H=0, ∑V=0,∑M=0)
焊接结构设计
结构设计基础部分
问题13:焊缝可能受哪几种应力?此焊缝受那种应力?
—— σ⊥(垂直正应力)
—— σ∥(平行正应力)
—— τ⊥(垂直剪应力)
—— τ∥(平行剪应力)——焊缝承受
问题14:确定角焊缝的焊缝厚度?有哪些限定条件(按DIN18800-1)?
DIN18800T1——钢结构 min a =2.0㎜
发生低应力脆性断裂的结构上,必有裂源或应力集中点存在;脆性断裂对缺陷 和应力集中很敏感。 —— 拉应力是裂纹产生和扩展的动力,拉应力及缺陷的大小直接影响裂纹萌生和 扩展的速度;阻止裂纹扩展的主要因素是压应力和材料的塑性变形。 —— 内因,即结构抗力是预防脆性断裂的根基;外因,即载荷性质、加载速率、 环境因素等,是发生脆性断裂的条件,须同时兼顾,方能避免脆断灾害的发生! —— 预防脆性断裂的措施(正确选择材料、正确设计合理、安排结构制造工艺、 正确使用,精心维护) 断裂力学的应用 —— 断裂力学的在于研究宏观裂纹在什么条件下,才会导致失稳扩展,引发脆性 断裂;建立裂纹尺寸与破坏应力之间的关系。这对结构安全设计、合理选材、 改进材质和施工工艺,以及制定裂纹体力学的概念标准等都有重要意义。
w.v
VZSy
Iy a
国际焊接工程师培训课件3.3.3焊缝计算Ⅲ

IIW Authorized Training Body
抗挠曲截面:
IIW Authorized Training Body
非抗挠曲截面:
IIW Authorized Training Body
3 扭曲的种类
3.1纯扭曲
—截面可不受阻碍地被扭曲 —仅产生“一次”剪应力
3.2扭力扭曲
—截面不能不受阻碍地被扭曲 —除“一次”剪应力外产生“二次应力”和
η=轧制型材的修正系数
IIW Authorized Training Body
4.2封闭式空心截面的应力
MT 2 Am tmin
Am是剪力作用的面积,即图中阴影线部分
IIW Authorized Training Body
4.3截面形状的比较
开放式截面
封闭式截面
该种截面形式:“不耐扭曲” 该种截面形式:“耐扭曲”
→扭矩小
→扭矩大
→扭曲变形大
→扭曲变形小
5 扭曲应力作用下的截面变化 IIW Authorized Training Body
基于上述原因,在动载作用下开放式和封闭式 截面由于其刚性将产生变化,故其截面形状也会 随之而逐渐发生变化,这也是导致构件疲劳断裂 的原因之一。
IIW Authorized Training Body
6 扭矩作用下的应力
开放式截面
MT lT
t max
封闭式截面 MT 2 Amraining Body
小结
1、扭曲的定义及剪切中心 2、截面的抗扭曲能力 3、扭曲的分类 4、通过剪应力公式分析截面的抗扭能力
哈尔滨焊接技术培训中心
Harbin Welding Training Institute
国际焊接工程师iwe培训课程中焊接标准体系
ISO 3834《金属熔化焊接质量要求》
总结词
该标准规定了金属熔化焊接的质量要求,包括焊接过程 控制、焊接工艺评定、焊接试板检验等方面的要求。
详细描述
ISO 3834《金属熔化焊接质量要求》是国际焊接标准体 系中的核心标准之一,它规定了金属熔化焊接的质量要 求,包括焊接过程控制、焊接工艺评定、焊接试板检验 等方面的要求。通过实施该标准,可以确保金属熔化焊 接的质量符合规范要求,提高焊接接头的可靠性和安全 性,同时也有助于提升企业的质量管理水平。
针对新兴市场的标准
为了满足新兴市场的需求,国际焊接标准体系将制定符合当地实际 情况的标准,促进焊接行业的发展。
国际焊接标准体系在新技术领域的应用前景
机器人和自动化焊接
随着机器人技术的不断发展,国际焊接标准体系将更加注 重自动化焊接技术的标准和规范,以提高焊接生产线的生 产效率。
激光和电子束焊接
激光和电子束焊接技术具有高精度和高效率的特点,国际 焊接标准体系将制定相应的标准,促进这些技术在实践中 的应用。
进入21世纪,随着新材料、新工艺、 新技术的不断涌现,国际焊接标准体 系也在不断更新和完善,以适应时代 发展的需求。
确立阶段
20世纪中期,随着全球工业生产的快 速发展,焊接技术的需求和应用不断 扩大,国际焊接标准体系逐渐确立和 完善。
国际焊接标准体系的构成
国际焊接标准体系主要包括国际焊接协会(ISO/TC44)、欧洲焊接协会(EEWF)、 美国焊接协会(AWS)等国际和区域性焊接组织制定的标准和规范。
复合焊接技术
为了满足复杂结构件和异种材料焊接的需求,国际焊接标 准体系将制定复合焊接技术的标准和规范,以推动该领域 的技术创新。
THANKS FOR WATCHING
国际焊接(IWE)工程师、技术员(IWT)培训教程06-02
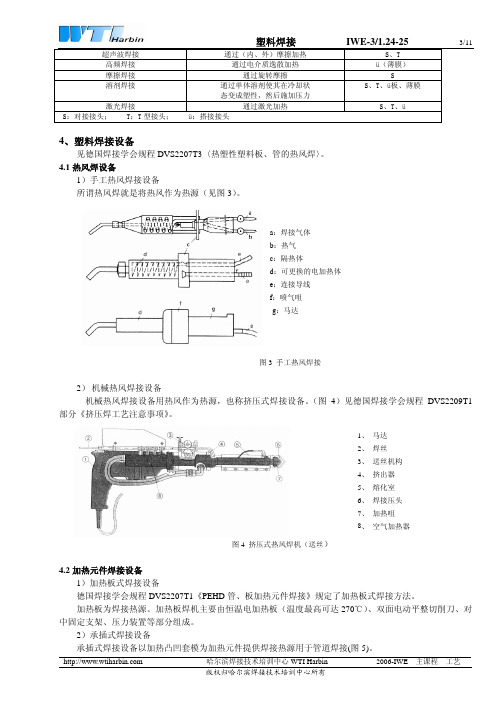
三维网超声波焊接 通过(内、外)摩擦加热 S、T 高频焊接 通过电介质逸散加热 ü(薄膜)摩擦焊接 通过旋转摩擦S溶剂焊接通过单体溶剂使其在冷却状 态变成塑性,然后施加压力S、T、ü板、薄膜激光焊接 通过激光加热S、T、üS:对接接头; T:T 型接头; ü:搭接接头4、塑料焊接设备见德国焊接学会规程DVS2207T3〈热塑性塑料板、管的热风焊〉。
4.1热风焊设备1)手工热风焊接设备所谓热风焊就是将热风作为热源(见图3)。
图4 挤压式热风焊机(送丝)a :焊接气体b :热气c :隔热体d :可更换的电加热体e :连接导线f :喷气咀g :马达图3 手工热风焊接2) 机械热风焊接设备机械热风焊接设备用热风作为热源,也称挤压式焊接设备。
(图4)见德国焊接学会规程DVS2209T1部分《挤压焊工艺注意事项》。
1、 马达2、 焊丝3、 送丝机构4、 挤出器5、 熔化室6、 焊接压头7、 加热咀8、 空气加热器4.2加热元件焊接设备1)加热板式焊接设备德国焊接学会规程DVS2207T1《PEHD 管、板加热元件焊接》规定了加热板式焊接方法。
加热板为焊接热源。
加热板焊机主要由恒温电加热板(温度最高可达270℃)、双面电动平整切削刀、对中固定支架、压力装置等部分组成。
2)承插式焊接设备承插式焊接设备以加热凸凹套模为加热元件提供焊接热源用于管道焊接(图5)。
三维网图5承插式手工焊加热元件3)热丝套筒式焊接设备热丝套筒式焊接设备的铜线圈通电后产生焦耳效应,使电热丝发热为热源。
该设备主要由电源控制箱、热丝套筒和固定支架等组成,用于管道焊接(图6)。
图6 热丝套筒式焊机4.3超声波焊接设备超声波焊接设备的主要组成部分:① 超声波发生器;②声波传递压头;③振动声波极和转换器④底座;⑤压力机;⑥控制装置超声波垂直振动范围:m μ10± 振动频率22KHz图7 超声波焊接设备构造德国标准DIN1320/4规定了听觉可辨认的噪音为16HZ ~16KHZ 之间。
国际焊接(IWE)工程师、技术员(IWT)培训教程06-01
HVOF 喷涂技术作为二十年来热喷涂领域最有影响的喷涂技术,已经历了三个时代的发展。第一代的 HVOF
喷涂系统以 Jet-Kote 喷枪为代表;第二代高速火焰喷涂系统以 1989 年出现的 Diamond Jet、Top-Gun 和 CDS
为代表;第三代 HVOF 喷涂系统以 1992 年研制成功的 JP-5000 型喷枪开始。由于 HVOF 具有非常高的速度和
热喷涂
电弧喷涂:电弧喷涂、高速电弧喷涂 等离子喷涂:等离子喷涂、高能等离子喷涂、低气压等离子喷涂
特种喷涂:气体爆燃喷涂、电熔爆喷涂、激光喷涂、悬浮液料热喷涂、冷喷涂
堆焊
氧乙炔火焰堆焊、手工电弧堆焊、气体保护堆焊、埋弧堆焊、等离子弧堆焊、 电渣堆焊、电火花堆焊
熔覆
氧乙炔火焰熔覆、真空电热熔覆、激光熔覆、电子束熔覆
热喷涂技术主要用于对部件的修复,预保护及新产品的制造,可使工件获得所需要的尺寸和性能,可广 泛地应用于航天、航空、船舶、汽车、机车、石化、纺织、桥梁、机械制造等领域。并且随着先进的热喷方
三 法的出现以及各种喷涂方法的不断完善,这项技术由以往的维修为主发展到当今,已逐渐成为产品制造不可
缺少的工艺方法之一,即较广泛地用于新产品的制造。 热喷涂技术具有下述特点: (1)工艺灵活,适应范围广。热喷涂施工对象可小可大。小的可到 10mm 内孔(线爆喷涂),大的可到 桥梁,铁塔(火焰线材喷涂、电弧喷涂)。可在实验室、车间内进行真空气氛中喷涂,也可在野外 现场作业。可整体喷涂,也可局部喷涂。 (2) 基体及喷涂材料广泛。基体可是金属、非金属(包括陶瓷、塑料、石膏、水泥、木材、甚至纸张)。 喷涂材料可是金属及其合金、塑料、陶瓷等。可以说,几乎是无所不能喷。这样,就有可能通过热 喷涂方法制备金属/非金属复合涂层,从而获得用其它方法难以得到的综合性能。 (3) 除去火焰喷熔及等离子弧粉末堆焊外,用热喷涂工艺加工的工件受热较少,工件产生的应力变形很 小。 (4)生产效率高。热喷涂工艺生产效率,从几公斤(每小时喷涂材料重量)到数 10 公斤,甚至 200 公 斤,沉积效率很高。 (5) 应用范围广。(下面专门介绍)
国际焊接(IWE)工程师、技术员(IWT)培训教程08-01
铸铁
表 5 球墨铸铁的焊接(热焊法)
IWE-3/2.20
4/7
网
表 6 球墨铸铁的焊接(冷焊法)
维
三
2.6 根据 ISO1071 焊接非合金和低合金铸造材料的填充材料
表 7 ISO1071 焊接填充材料的使用说明
型号
主要应用于
FeC-1 FeC-2 FeC-G Fe-1 Fe-2
Ni NiFe-1 NiFe-2 NiCu CuAl-1 CuAl-2 CuSn
X 2 CrNiMo 18 16 5
1.4551 1.4551 1.4403 1.4430 1.4576 1.4576
1.4440
较低热输入 较低热输入 较低热输入 较低热输入 较低热输入
如果高热输 入量则淬火 淬火不需要 如果高热输 入量则淬火
淬火不需要
3、按 EN10213-2、-3、-4 标准用于承压目的铸钢
表 2 脱碳退火的可锻铸铁(GTW)的特性
材料标记
标记
数字标记
名义试件尺寸 D mm
抗拉强度
Rm N/mm2 最低
延伸率
A3.4 %
最低
0.2%屈服强度
Rp0.2 N/mm2 最低
布氏硬度
HB 最高
6
270
10
-
EN-GJMW-350-4 EN-JM1010
9 12
310
5
350
4
-
230
15
360
X 5 CrNi 19 92)
1.4302
X 2 CrNi 19 92
1.4316
维X 5 CrNiNb 19 92)
X 5 CrNiNb 19 92) X 5 CrNiMo 19 112) X 2 CrNiMo 19 122) X 5 CrNiMoNb 19 122) X 5 CrNiMoNb 19 122)
国际焊接工程师.ppt
主课程部分
• 焊接结构的质量保证Ⅰ ~Ⅲ • 生产制造中的质量控制Ⅰ ~ Ⅱ • ISO15609/ISO15614的练习 • ISI9606/EN287的练习 • 焊接内应力及变形Ⅰ ~ Ⅲ • 焊接车间设备 • 保健与安全 • 焊接生产测量与控制Ⅰ ~ Ⅱ • 无损检测及焊接缺陷的评定Ⅰ ~Ⅷ • 经济性Ⅰ ~ Ⅲ • 焊接修复
以供与质量管理体系要求一致和有效运作的证据。应制订文 件化的程序以便对质量记录标识、贮存、检索、防护、限期 保存和处理。
关于质量记录,全面正确的说法:
• 是为已完成的质量活动提供客观证据的文件; • 为有效地控制产品质量提供了依据; • 提供了实施IS09000族标准质量体系要素的证据; • 质量记录的编制应考虑标准化;充分性和有效性;真实性
质量管理体系要素
• 管理职责:包括管理者承诺、以顾客为关注焦点、质量方针、 策划、管理、管理评审等。
• 资源管理: 包括资源供给、人力资源、设施、工作环境等。 • 产品和/或服务的实现:包括实现过程的策划、与顾客有关
的过程(顾客要求的识别、产品要求的评审、与顾客沟通)、 设计和/或开发(策划、输入、输出、评审、验证、确认、变 更控制等环节)、采购(采购控制、采购信息、采购产品和/ 或服务的验证)、生产和服务的运作(运作控制、标识和可 追溯性、顾客的财产、产品保护、过程确认、测量和监控装 置的控制)。
1) 文件在发放前得到相应的批准; 2) 评审、必要的更新和重新批准文件 3) 标识文件的现行版本状态; 4) 确保在使用现场可得到适用文件的相关版本; 5) 确保文件清晰;易于识别和检索; 6) 确保外来文件的标识,并控制其发放; 7) 防止作废文件的非预期的使用,如果因任何目的要保留这些